
Abstract
Oxide dispersion strengthened steels are new generation alloys that are usually processed by hot isostatic pressing (HIP). In this study, spark plasma sintering (SPS) was studied as an alternative consolidation technique. The influence of the processing parameters on the microstructure was quantified. The homogeneity of the SPSed materials was characterised by electron microprobe and microhardness. A combination of limited grain growth and minimised porosity can be achieved on semi-industrial compact. Excellent tensile properties were obtained compared to the literature.
Highlights
An oxide dispersion strengthened ferritic steel was consolidated by spark plasma sintering.
Scale-up from 15 g to 1/2 kg compacts was achieved with reproducible microstructure and resulting properties.
The chemical homogeneity of the compacts was characterised by electron microprobe analysis and microhardness.
Carbon coming from the graphite foils at the interfaces between the graphite die, the punches and the powder diffused within few hundreds microns into the ferritic matrix.
Precipitation of large titanium oxides ranging from 50 to 200 nm was detected in the compacts.
These coarse particles were not detrimental to the mechanical properties, since both tensile strength and ductility were achieved.
Introduction
Development of oxide dispersion strengthened (ODS) steels has been the subject of numerous studies these last years.1–3 Usually consolidated by hot isostatic pressing (HIP), these powder metallurgy alloys exhibit excellent creep properties due to a fine dispersion of oxides within the matrix. 1 This process induces long dwelling times at high temperature that need to be shortened to avoid grain growth or precipitation coarsening. In contrary, spark plasma sintering (SPS) needs shorter times because it uses an internal heating system. An electric current (few kA) goes trough the base powder to heat it up very quickly. This technique has been widely used to consolidate ceramics but much less applied to metallic materials.4,5 A comparative study between SPS and HIP on ceramics demonstrated that SPS could produce finer microstructure. 6 This study aims to assess SPS as a processing step for ODS steels fabrication. To do so, a ferritic powder was consolidated under various processing parameters to form small compacts with a diameter of 20 mm and a height of 6 mm. Then, a trial to form large semi-industrial compact was performed in order to quantify the tensile behaviour of these new alloys. The overall homogeneity of the compacts was investigated by electron microprobe analysis and microhardness. It is shown that a dense material can be rapidly obtained, leading to excellent mechanical properties.
Materials and experimental procedure
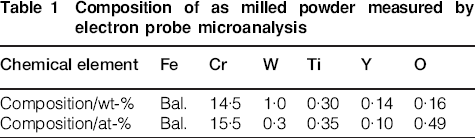
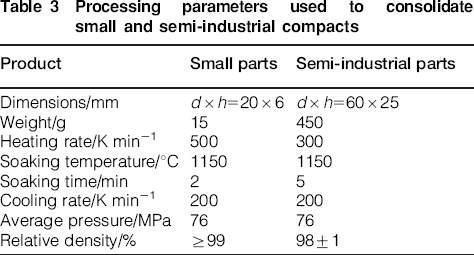
The base powder was a high chromium ferritic steel [Fe–14Cr–1W (wt-%)] produced by gas atomisation by Auvert and Duval. The ferritic powder was then mechanically alloyed with submicronic yttria (0·3 wt-% Y2O3) and titanium hydride (0·3 wt-%TiH2) particles using an industrial high energy attritor at Plansee SE. The powders were directly fed into the vertical attritor with no premixing. The milled powder was produced by batches of 13 kg in order to assess the feasibility of homogeneous powder production. The global chemical composition of the milled powder measured by electron probe microanalysis is reported in Table 1. The powder was then compacted at MATEIS laboratory (INSA Lyon) by various thermomechanical treatments in the SPS apparatus HP D 25 of FCT Systeme GmbH equipped with graphite die and punches. SPS compacts were cylindrical with a diameter of 20 mm diameter and a height of 6 mm at a laboratory scale and with a diameter of 60 mm and a height of 20 mm for the semi-industrial compacts. In order to compare the densification kinetics in the same temperature range of hot isostatic pressing, spark plasma sintering was performed between 850°C (1123 K) and 1150°C (1423 K). The temperature given in this work was measured by a vertical pyrometer and tailored by an optimised PID controller. To minimise the total processing time, high heating rates were chosen. Some comparison between HIPing and SPS for equivalent heating ramps (5–50 K min−1) can be found in the literature. 7 However, the interest of this work deals with rapid consolidation. This is why a heating rate of 500 K min−1 was chosen and the soaking time was set between 2 and 200 min. The consolidation treatment was pressure assisted by a compressive load of 60–76 MPa, the latter being the highest pressure applicable to graphite matrix. Finally, cooling was induced by direct contact with water cooled punches.
Composition of as milled powder measured by electron probe microanalysis
The density and porosity of the specimens were determined by Archimedes’ method, as according to the standard ASTM C373.
The microstructure were characterised by a scanning electron microscope (SEM) Zeiss Supra 55 VP with field emission gun (FEG). At microscale, chemical homogeneity of both milled powder and sintered samples was characterised by electron microprobe analysis (EMPA) using a SX 100 CAMECA device. Samples were mechanically polished with a finishing using Silica suspension solution. The column conditions were a voltage of 15 kV and a current of 100 nA. Vickers macroindentation hardness tests were performed under a load of 10 and 1 kg. Microindentation hardness tests were performed under a load of 50 g using an instrumented apparatus MHT (micro hardness testor) from CSM Instruments. These measurements were done on the surface and on the core of the compacts after mechanical polishing. Tensile specimen were machined in the semi-industrial compact in both axial and radial directions. The samples were flat with a gage length of 6 mm and a cross-section of 750 μm×1·5 mm. Mechanical tests were carried out at room temperature on a tensile machine Instron with a strain rate of 7×10−4 s−1.
Results and discussion
Milled powder
The size and morphology of the powder were investigated by scanning electron microscopy (Fig. 1). The particles have a diameter centered around 70 μm and have irregular shape due to the huge amount of deformation applied during high energy attrition. To ensure that the initial dispersion of yttrium, titanium and oxygen was homogeneous, electron microprobe analysis was performed on the as milled powder. Powder particles were mounted in a conductive resin and the transversal surface was further mirror polished. Five powder particles were then analysed, with diameter ranging from 50 to 80 μm. A qualitative cartography (see Fig. 2) shows an homogeneous repartition of the investigated elements, such as titanium, yttrium, oxygen and silicon. The latter was added in the prealloyed base powder. One slight local enrichment in oxygen seems to be present in the powder particle, but was not systematically observed in others.
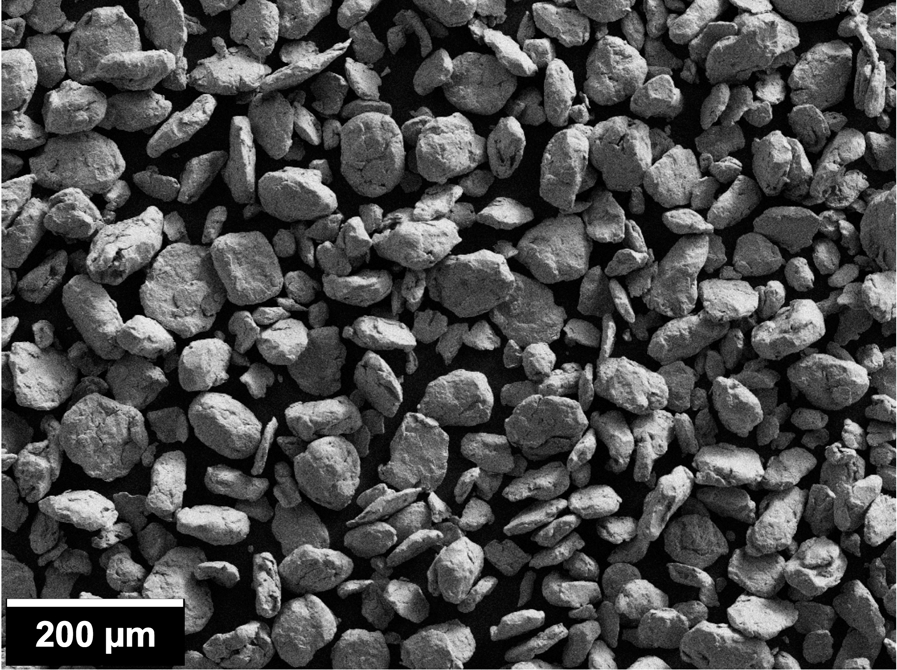
Image (SEM) of powder particles after mechanical alloying: particles have irregular geometry due to successive fracture and cold welding during attrition
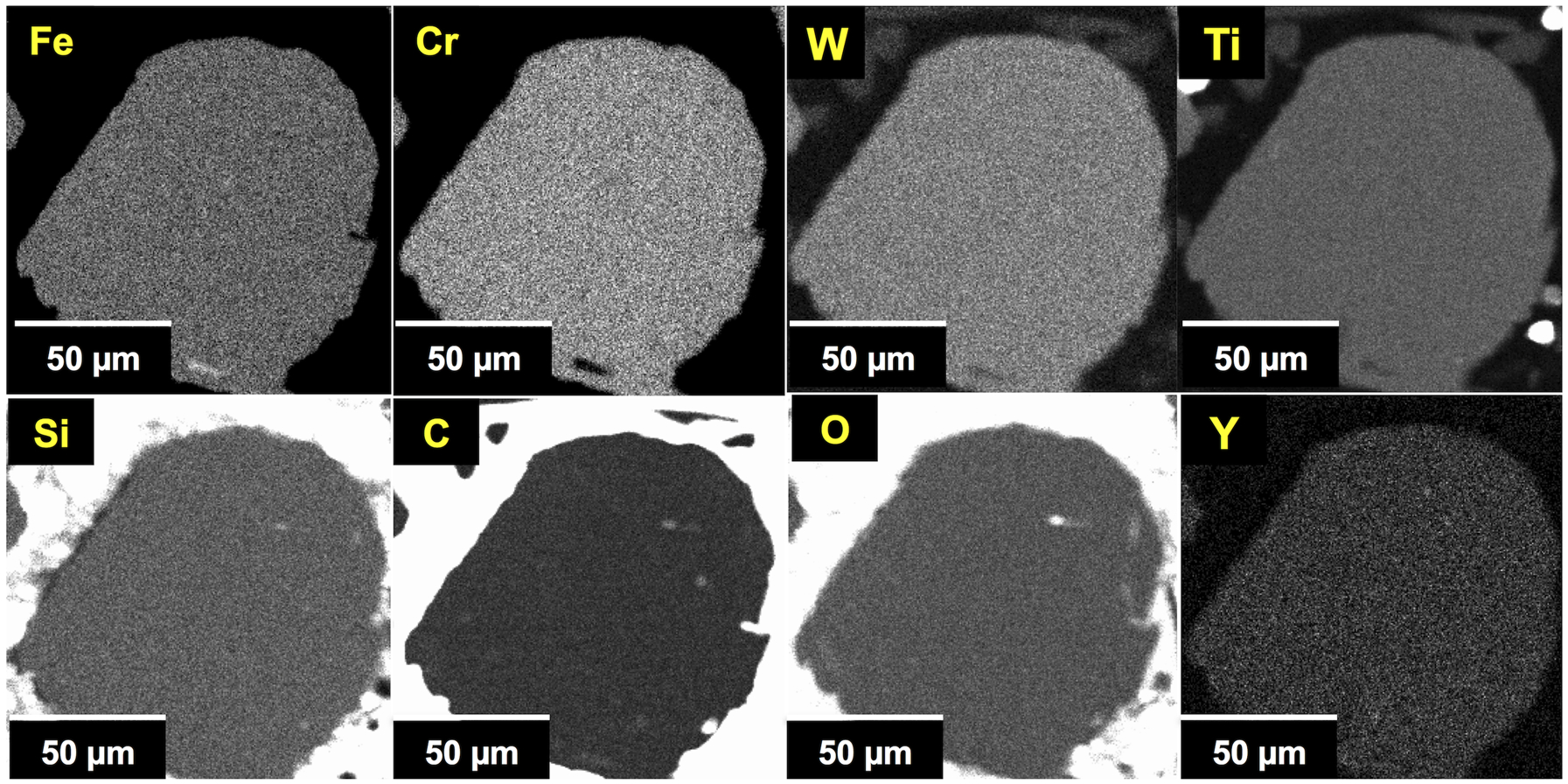
Chemical qualitative cartography (EMPA) of chromium, carbon, yttrium, titanium and oxygen in as milled powder particles: the higher the brightness, the higher the solute concentration
The content of the main solute elements was quantified along each investigated powder particle to detect eventual inhomogeneities. As shown in Fig. 3, the solute are homogeneously distributed within the milled powder. Yet, sparse local enrichment in titanium, oxygen and yttrium were detected in two powder particles. This means that even the powder seems to be chemically homogeneous, there are still some local variation in the solute contents, probably due to some remaining fragments of yttria (Y2O3) particles.
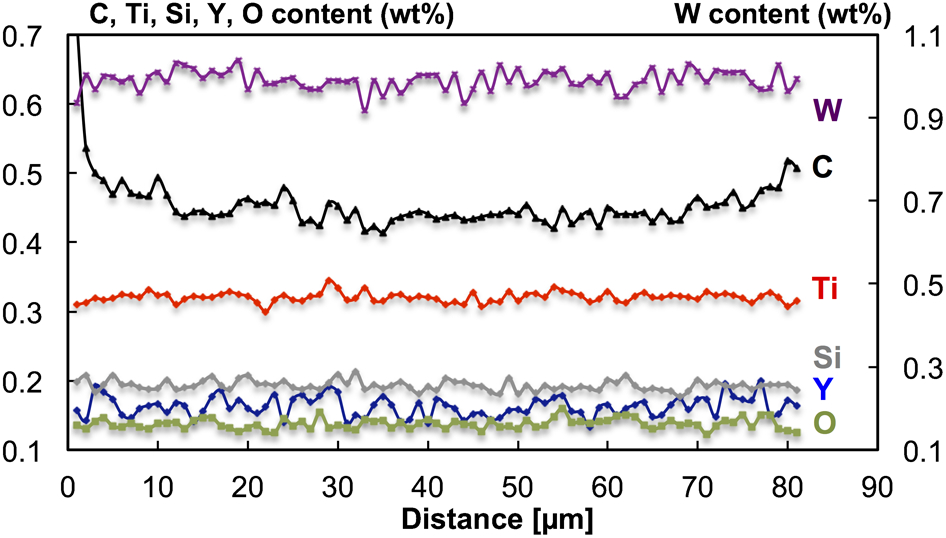
Quantification of main solute contents within as milled powder: there is no major variation of content of yttrium, titanium or oxygen at micronic scale; increase in carbon content in first 2 μm is due to mounting resin
Consolidation behaviour
The system allows us to follow the punch displacement upon consolidation/sintering. Yet, these data should be corrected in order to take into account the thermal dilatation of the materials and the graphite tools. This is why the Fig. 4 only intents to qualitatively describe the densification kinetics. The punch displacement related to the powder compaction describes three main stages (Fig. 4):
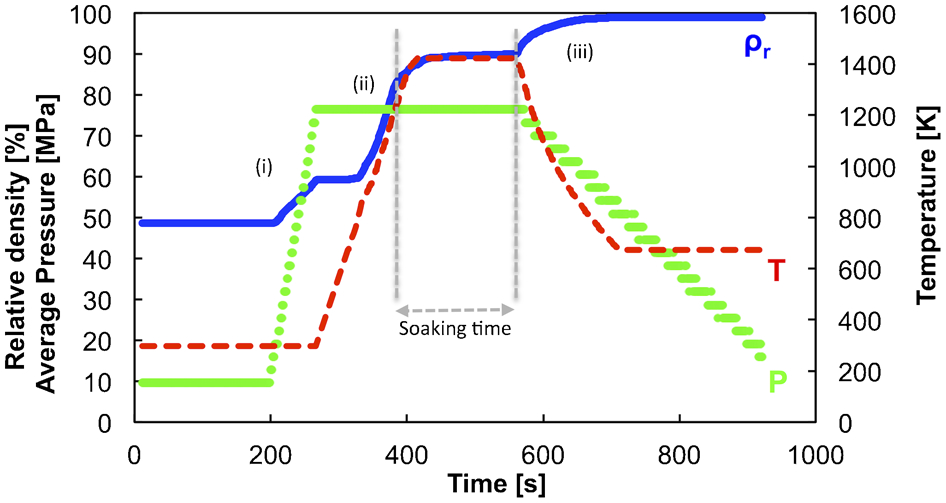
Thermomechanical treatment performed using SPS apparatus: pressure and heating can be applied independently; evolution of relative density ρr is biased by thermal dilatation, this is why it increases during shrinkage induced by cooling
at low temperature, the pressure applied by the punches induces the rearrangement of the powder particles, mostly by interfaces sliding. The low plasticity (deformability) of the powder at room temperature limits this compaction, which gives rise to a plateau of relative density. The latter is slightly dependent upon the applied average pressure, typically the reached values range from 0·56 under 60 MPa to 0·6 under 76 MPa. This value is very moderate, which is justified by the irregular geometry of the powder particles (Fig. 1) that are sharp and elongated, significantly reducing their mobility. The consolidation behavior is enhanced by the powder particles size distribution (from 10 to 80 μm) that allows the smaller particles to glide in empty spaces between larger particles. 8 During the heating step, the diffusion mechanisms thermally activated induce the formation and the growth of diffusion necks between particles then the annihilation of porosity by matter transfer into the pores. This stage promotes a rapid densification of the material that strongly depends upon the heating rate and the maximum soaking temperature
during consolidation at 1150°C (1423 K), the material relative density increases from 0·6 to 0·95 in less than 5 min
finally, the cooling phase is promoted by the direct contact between water cooled punches and the compact. The cooling rate of 200 K min−1 can be reached, however it can be slower for larger parts. This phase is accompanied by a volume shrinkage of the heated compact. The sets of parameters for processing the small parts are given in Table 2.
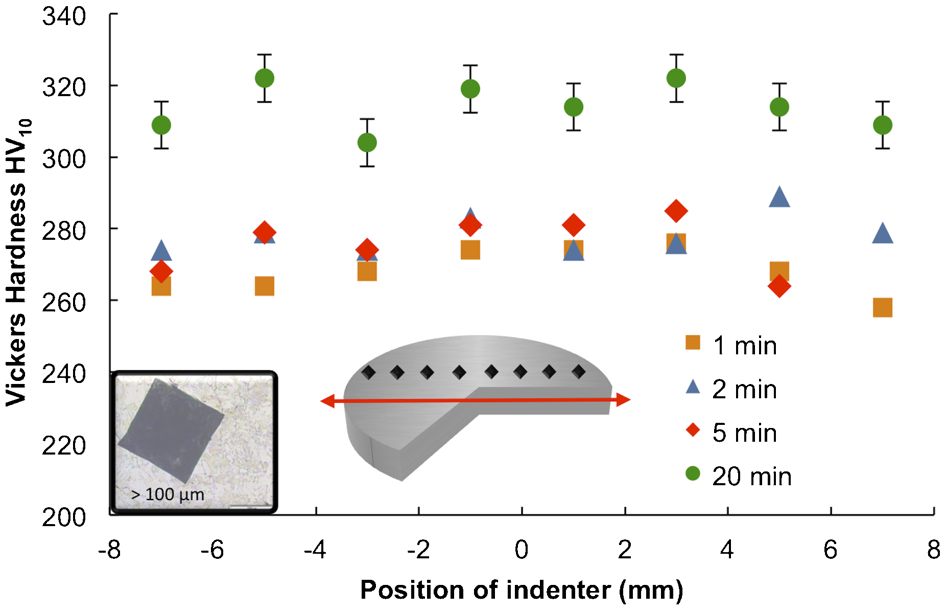
Processing parameters used to consolidate small compacts and resulting relative density
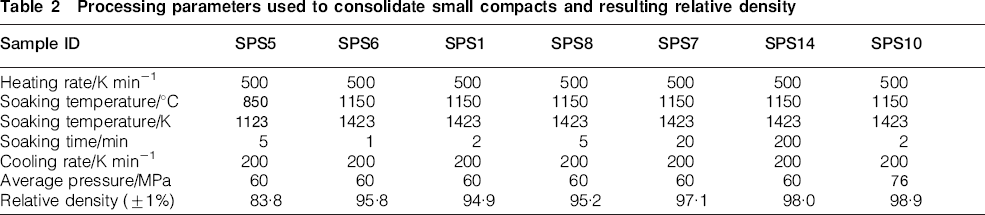
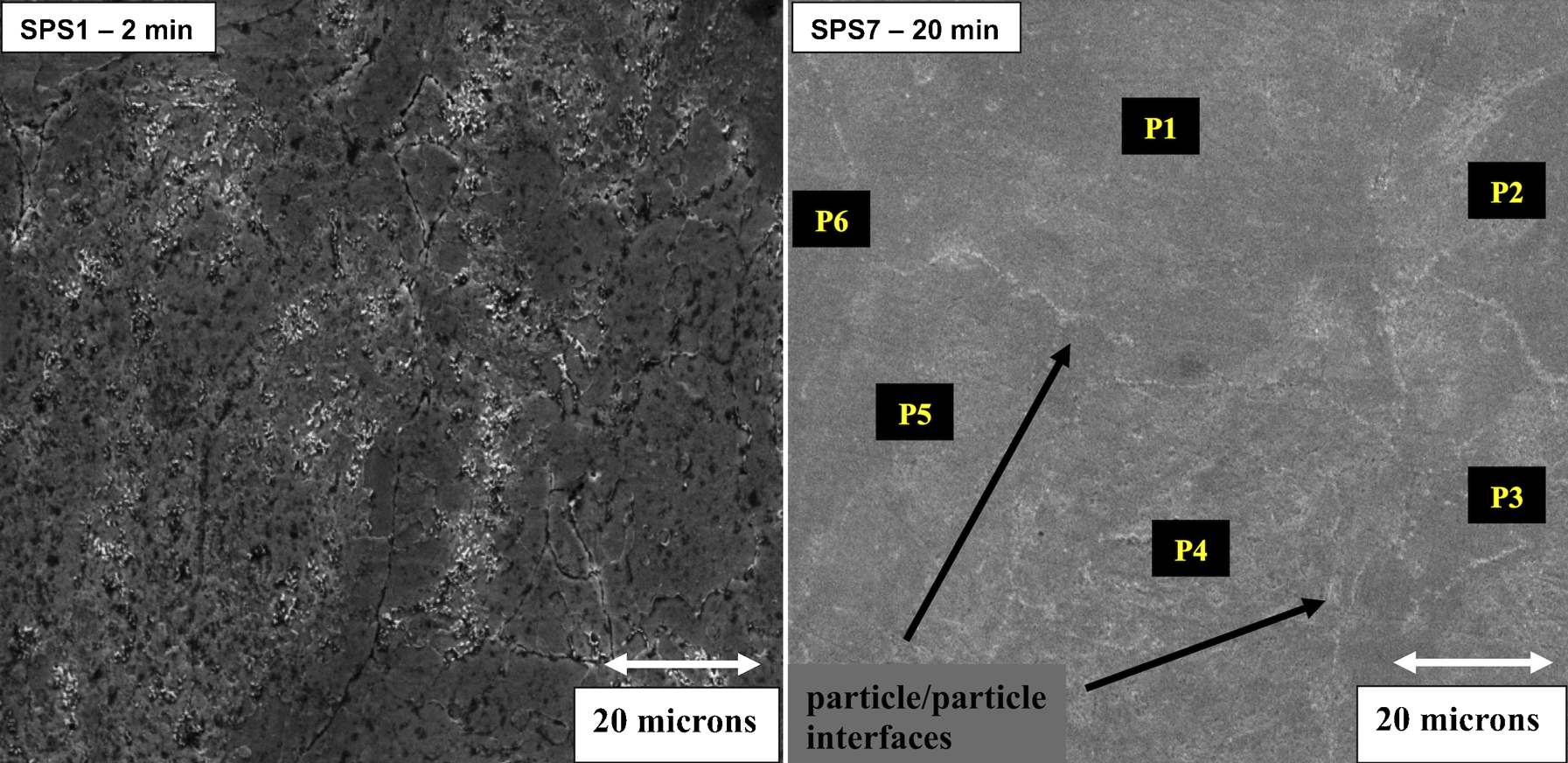
Influence of soaking time and temperature on the consolidation behaviour was investigated. At 850°C (1123 K), remaining large pores subsist between welded powder particles, with a relative density of 84%. At 1150°C (1423 K), 2 min is sufficient to consolidate the powder but few pores are still located at the interfaces. For instance, Fig. 5 describes the difference between the microstructure of SPS1 versus SPS7. After 20 min of dwelling time, the particles are much better consolidated. Most of interfaces are poreless and form distinguishable grain boundaries with chemical contrast with respect to the bulk. To test the homogeneity of the sample (porosity, microstructure), a series of hardness testing was made on samples consolidated at 1150°C (1423 K) for various soaking times (Fig. 6). Hardness filiation along the diameter was performed. As highlighted in Fig. 6, the hardness HV10 does not vary with the diameter of the compact. The 10 kg indentation impacts more than one powder particle (the diagonals of the indentation is above 100 μm, see Fig. 6). This means that the consolidated structure is homogeneous at the scale of several powder particles, that is there is no gradient of porosity or grain size within the consolidated samples. A noticeable increase in hardness between samples SPSed for t≤5 min to t = 20 min is likely due to a decrease in porosity during the consolidation stage.
Images (SEM) (BSE, 20 kV) of compacts SPSed at 1150°C (1423 K) under 60 MPa for 2 min (SPS1) and 20 min (SPS7): under 60 MPa, increasing soaking time is necessary to reduce porosity; PN (where N = 1…6) represent different consolidated powder particles
Hardness profile along diameter for SPSed compact at 1150°C (1423 K) under 60 MPa for various soaking times: there is no major variation in hardness from edge part to centre part of compacts
If we consider the evolution of hardness with relative density for various ODS steels consolidated by SPS (Fig. 7), it is worth noticing that there is a direct linear correlation between macrohardness and relative density for a relative density above 0·9. It is though very difficult to apply any physical model capable to describe the evolution of the hardness with porosity. Cho et al. 9 show that no less than seven models (e.g. power law or exponential fit) could fit such hardness data. One should remark that under 76 MPa, the soaking time does not have influence on the relative density any more. The maximum hardness is obtained on the most dense compact and is equal to HV10 = 332±6 kg mm−2. Temperature plays a significant role on the diffusion mechanisms leading to a dense material. However, increasing the temperature above 850°C (1173 K) gives rise to the appearance of abnormal grain structure (Fig. 8). The microstructure is composed of ultra-fine grains with a diameter down to 50 nm and of coarser grains with a diameter up to 20 μm. The occurrence of such abnormal growth can be explained by heterogeneous recrystallisation due to unequal repartition of plastic deformation during milling, and by the nanosized precipitation that exerts a strong pinning effect on grain boundaries. These recrystallization/growth mechanisms were reported elsewhere. 10 Nevertheless, the pressure should be as high as possible to get dense compacts with a fine microstructure. When applying the maximum pressure allowed by the graphite die (76 MPa), the soaking time does not drastically influence the densification behavior. Thus, it was chosen to apply the highest pressure combined with a thermal cycle defined by a soaking temperature of 1150°C (1423 K) and a soaking time of 2 min. To quantify the influence of remaining porosity on the hardness and assess the homogeneity of the microstructure at a finer scale, a microhardness filiation was performed from the center part to the edge part of compacts processed at 1150°C (1423 K) for various dwelling times. An indenter having a square based pyramidal shape was used to apply a load of 50 g (500 mN). In these conditions, slight spatial variations of hardness can be detected, allowing to measure potential microporosity, particularly at grain boundaries (Fig. 9). Sparse drops of hardness likely correspond to indentation on or at the vicinity of the remaining pores. One notices that the material still contains submicronic porosities whose radial repartition is observed to be homogeneous. The mean microhardness HV0·05 is 377±67 kg mm−2, which is in good agreement with the macrohardness measurements done on the same material (HV10 = 330±9 kg mm−2). There is then an abrupt increase in the microhardness from the edge to the center part of the compact (Fig. 9). This sudden change may be due to the diffusion of the carbon contained in the graphite foil and die into the ferritic matrix. This was quantified by electron microprobe analysis.
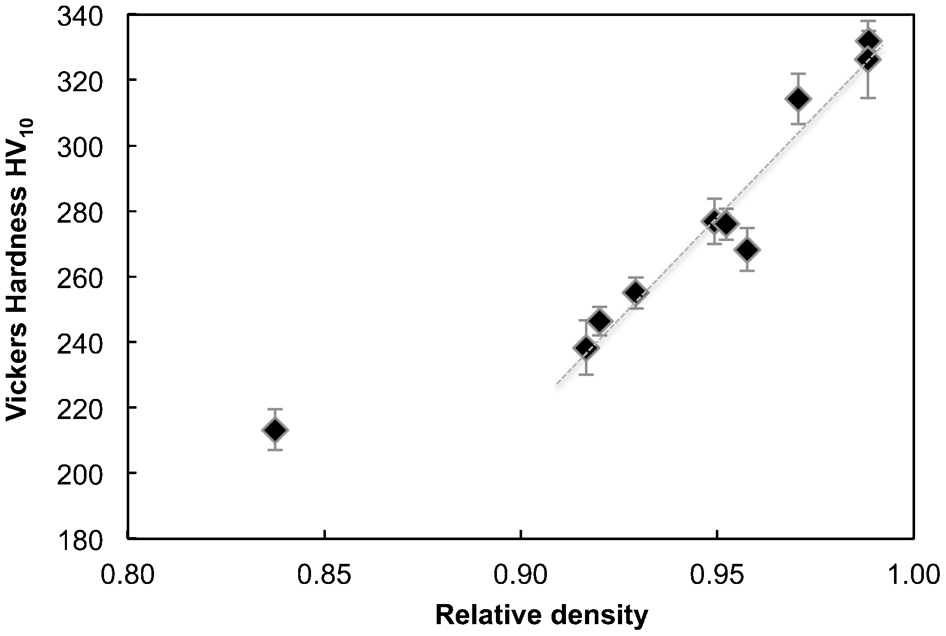
Evolution of hardness as function of relative density measured on SPSed samples: one can notice linear dependence of hardness with remaining porosity except for most porous sample (SPS5)
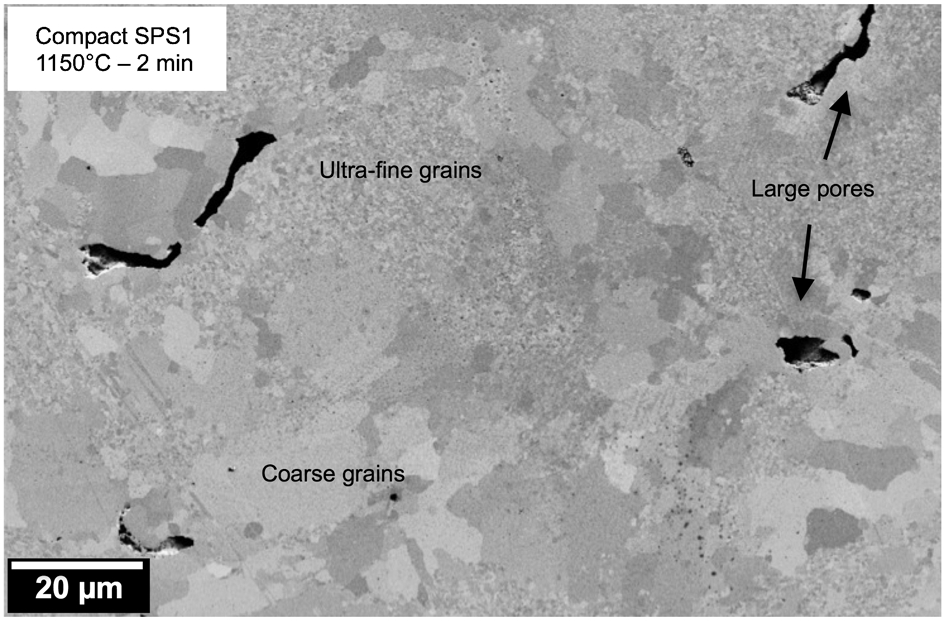
Microstructure of compact SPS1 sintered at 1150°C (1423 K) for 2 min under 60 MPa: grain structure is heterogeneous with large grains combined with ultra-fine and nanometric grains; remaining micronic pores are due to insufficient average pressure during consolidation
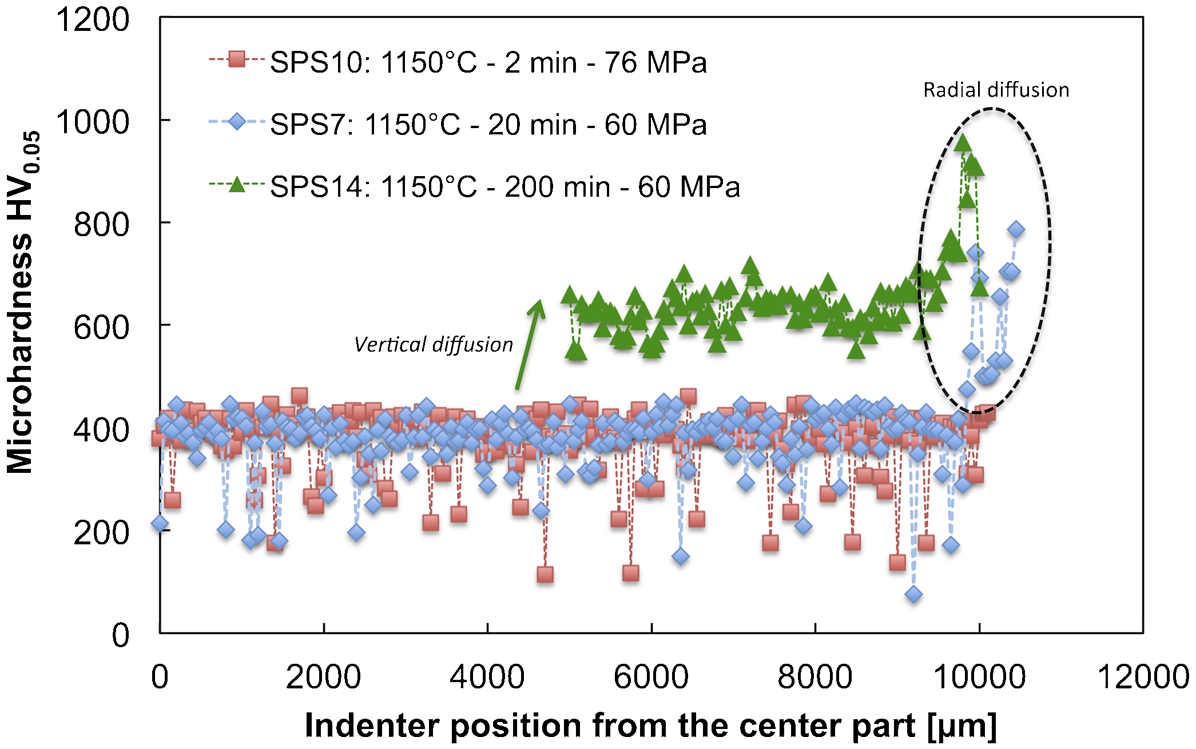
Microhardness profile (HV0·05) along diameter from centre to edge part of compacts SPSed at 1150°C (1423 K) for 2, 20 and 200 min: carbon hardening is highlighted by increase in hardness at vicinity of edge part; presence of micropores is emphasised by the sharp drops in hardness along diameter; difference in hardness between SPS14 and two others are due to carbon diffusion from upper punch along compression direction
Diffusion and precipitation during consolidation
The eventual carbon diffusion was quantified by electron microprobe analysis on samples SPSed at 1150°C (1423 K) for various soaking times (Fig. 10). At the vicinity of the edge part of the SPS compact, the carbon content increased from 0·4 to 1 wt-%. If we consider the Fe–C and the Fe–Cr phase diagrams, it turns out that either cementite Fe3C or carbides (e.g. Cr23C6) can form during consolidation. Carbon in solid solution or tungsten/chromium carbides M23C6 are well known for hardening steels. This hardening effect takes place at the edge part of the sample and expands up to 400–800 μm within the consolidated material. Such hardening can be detrimental for the ductility of the materials and should be avoided for high temperature applications. As the diffusion is limited due to short processing time, a simple machining can solve the problem. In order to quantify solute diffusion kinetics within the bulk of the consolidated materials, a study by electron microprobe analysis was made on samples SPS7 and SPS14 (Fig. 11). The probed zone was roughly 150×150 μm. This zone contained numerous ferritic grains (see Fig. 8). A map of the solute repartition was done with a particular focus on titanium, oxygen, yttrium, tungsten and carbon. Titanium, oxygen and yttrium were quantified because these solute are candidates to form nanoparticles responsible for the good mechanical properties at high temperature. Tungsten was homogeneously distributed within the matrix in the two investigated samples (not represented here). After 20 min of sintering, yttrium content seems to be spatially constant, though there are few depleted zones in yttrium at some interfaces. Titanium and oxygen are concentrated on particle/particle boundaries, that is interfaces between consolidated powder particles. After 200 min of consolidation, there is the same local enrichment in titanium and oxygen at the interfaces. These coarse titanium oxides are thus thermally stable at high temperature. Considering that these coarse particles are brittle and located at the interfaces, they may degrade the mechanical behaviour of the consolidated ODS steels. It is thus necessary to reduce as much as possible their amount by minimising the contamination during milling. These titanium rich oxides can form due to:
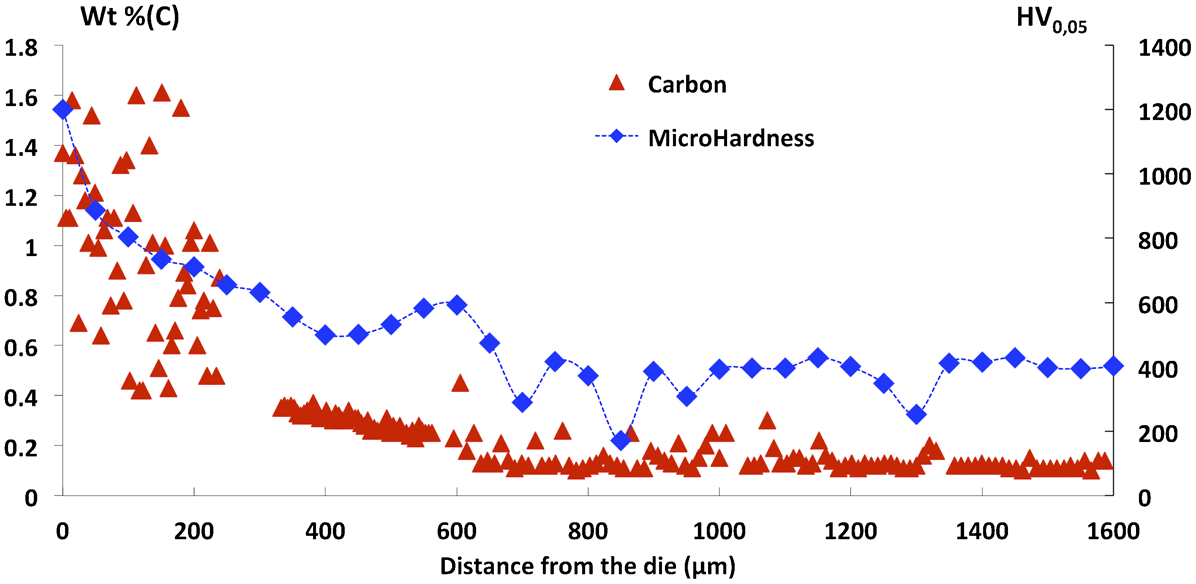
Microhardness and carbon profile from edge of compact SPS7 processed at 1150°C (1423 K) for 20 min: carbon content and hardness are clearly correlated
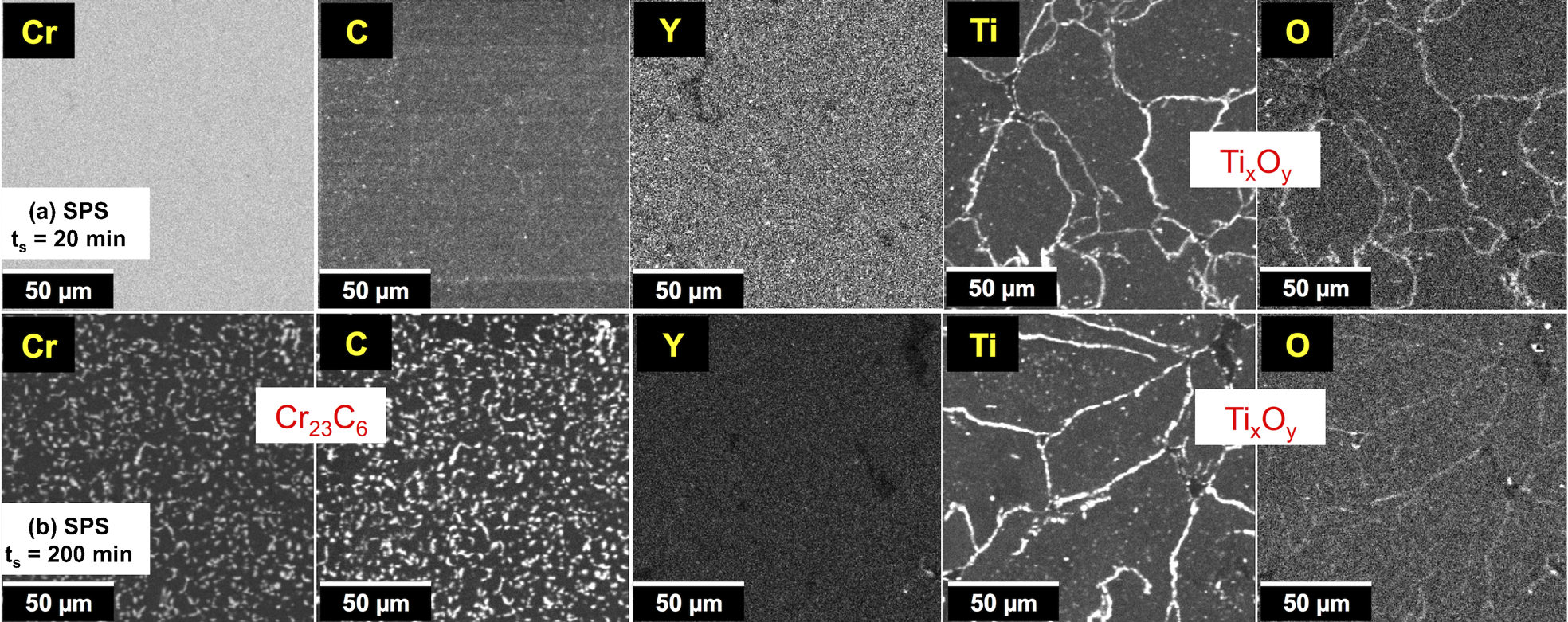
Chemical cartography of chromium, carbon, yttrium, titanium and oxygen in compacts SPSed at 1150°C (1423 K) for a 20 min and b 200 min
an initial chemical inhomogeneity within as milled powder particles. However, this has been demonstrated that the solute elements including titanium and oxygen were well distributed within the milled powder
the rapid diffusion of titanium and oxygen with respect to that of other solutes, such as yttrium and tungsten. The characteristic diffusion lengths of Y, Ti and O in α-Fe, calculated using equation (1), are reported in Fig. 12.
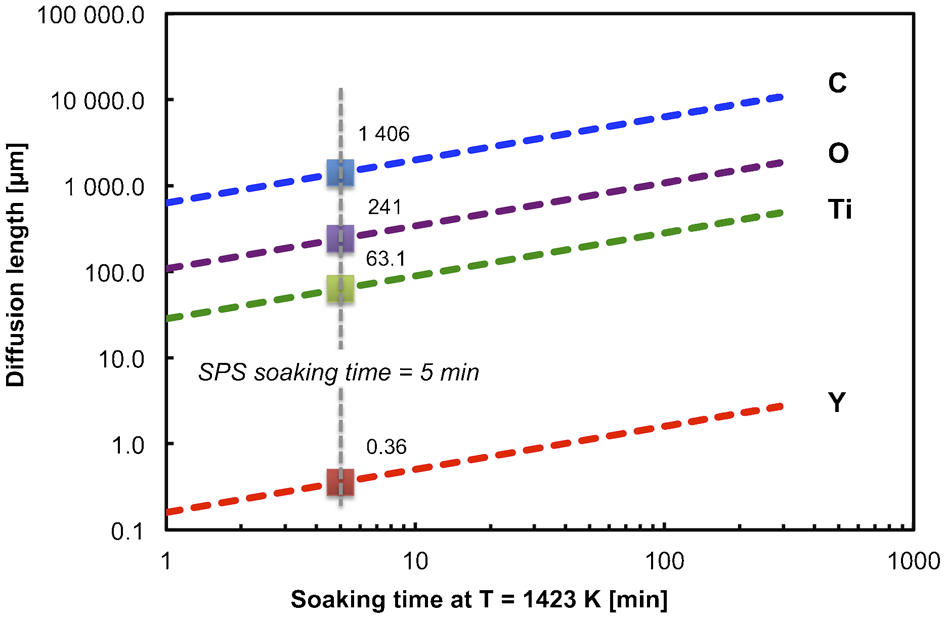
Diffusion lengths at 1150°C (1423 K): they illustrate high mobility of titanium and oxygen in α-iron
Since titanium oxides are scarcely distributed in the consolidated materials, a more systematic measurement of volume fraction and particle size distribution on various samples would be necessary. However, in the light of what was observed by scanning electron microscopy and microprobe electron analysis, the coarse oxides seem to be mainly distributed on powder particles boundaries. The maximum volume fraction of titania with a mean size of 100±50 nm located on powder particles boundaries would be 0·4±0·2%. As described later, given that the ductility at room temperature is high enough, it seems that these precipitates do not induce a considerable embrittlement of the material. Moreover, the carbon coming from the graphite tools diffuses in the bulk of the sample to form chromium carbides. The latter are most likely responsible for the increase in hardness between SPS7 and SPS14 (Fig. 9)

At 1423 K, carbon atoms can diffuse into the α-ferrite over few mm if we consider a soaking time of 20 min (see Fig. 12). One should mention that these values are calculated for bulk materials. In reality, early diffusion occurred in particulate materials where diffusion is mainly along interfaces and is even faster before full density is achieved. One notices that at temperatures used for ODS consolidation, titanium and oxygen diffusion lengths are equivalent or even larger than the diameter of the milled powder particles, that is 10–70 μm. This means that these two solutes can migrate onto the free surface when porosity is not entirely suppressed yet. Regardless the compaction method, coarse oxides Ti–(Al,Cr)O are able to form at powder particles interfaces. Owing to their size and low volume fraction, they most likely do not have a strong pinning effect.
Scale-up and mechanical properties
The tensile properties of materials processed by spark plasma sintering are not so often reported in the literature because the technique has been assessed to produce only small parts on which mechanical testing is difficult. Most of studies use the relation between hardness and the tensile strength:
11
Processing parameters used to consolidate small and semi-industrial compacts
It was demonstrated that the mechanical properties were isotropic,
12
so only the tensile behavior along the axial direction is presented here (Fig. 13). The measured yield strength and ultimate tensile strength at room temperature are 975 and 1054 MPa respectively. The tensile strength calculated from the Vickers hardness of the small part processed with the same parameters would be
 MPa. This shows that reproducibility of properties from small parts to semi-industrial compacts can be achieved. These results also demonstrate that an important improvement of the tensile strength at room temperature has been achieved when comparing with two previous studies of SPS compaction. Indeed, with a two-step compaction followed by heat treating, Sun et al.
13
consolidated by SPS an ODS steel powder elaborated via sol–gel process. Yield strength at room temperature was 585 MPa. One can expect that the sol–gel method does not produce nanocrystalline powder, contrary to high energy milling. Thus, hardening due to grain size and defects density was very limited. Another study reported a lack of ductility of an ODS ferritic steel consolidated by spark plasma sintering.
14
The SPSed ODS Fe–14Cr alloy exhibited quite brittle behaviour with a uniform elongation limited to 8%. As stated by the authors, this was probably due to an ‘extensive intergranular decoration of large Chromium-rich particles and the residual porosity’. The yield strength was also moderate for an ODS ferritic steel (around 620 MPa). In our study, it seems that porosity was low enough (less than 3%) to avoid a brittle behavior. Then, as observed in Ref. 10, a high dislocations density combined with a very dense dispersion of nanoparticles confer to the materials an excellent tensile strength. The ductility observed at room temperature is also encouraging. As highlighted in Fig. 8, the presence of both large grains and nanosized to ultra-fine grains likely gives rise to a good compromise between strength and ductility. Indeed, a non negligible amount of coarse grains in nanostructured materials may enhance the work hardening through dislocation motion, boosting the tensile ductility.
15
The tensile behaviour at high temperature describes a very limited work hardening with an ultimate tensile strength of 393 MPa and a total deformation of 26%. High temperature softening may be due the thermal activation of plasticity mechanisms. Especially, Orowan dislocation bypass16,17 can be significantly enhanced compared to what is expected at room temperature, therefore decreasing the precipitation hardening. These results are encouraging enough to consider investigating the creep behaviour in the next future.
MPa. This shows that reproducibility of properties from small parts to semi-industrial compacts can be achieved. These results also demonstrate that an important improvement of the tensile strength at room temperature has been achieved when comparing with two previous studies of SPS compaction. Indeed, with a two-step compaction followed by heat treating, Sun et al.
13
consolidated by SPS an ODS steel powder elaborated via sol–gel process. Yield strength at room temperature was 585 MPa. One can expect that the sol–gel method does not produce nanocrystalline powder, contrary to high energy milling. Thus, hardening due to grain size and defects density was very limited. Another study reported a lack of ductility of an ODS ferritic steel consolidated by spark plasma sintering.
14
The SPSed ODS Fe–14Cr alloy exhibited quite brittle behaviour with a uniform elongation limited to 8%. As stated by the authors, this was probably due to an ‘extensive intergranular decoration of large Chromium-rich particles and the residual porosity’. The yield strength was also moderate for an ODS ferritic steel (around 620 MPa). In our study, it seems that porosity was low enough (less than 3%) to avoid a brittle behavior. Then, as observed in Ref. 10, a high dislocations density combined with a very dense dispersion of nanoparticles confer to the materials an excellent tensile strength. The ductility observed at room temperature is also encouraging. As highlighted in Fig. 8, the presence of both large grains and nanosized to ultra-fine grains likely gives rise to a good compromise between strength and ductility. Indeed, a non negligible amount of coarse grains in nanostructured materials may enhance the work hardening through dislocation motion, boosting the tensile ductility.
15
The tensile behaviour at high temperature describes a very limited work hardening with an ultimate tensile strength of 393 MPa and a total deformation of 26%. High temperature softening may be due the thermal activation of plasticity mechanisms. Especially, Orowan dislocation bypass16,17 can be significantly enhanced compared to what is expected at room temperature, therefore decreasing the precipitation hardening. These results are encouraging enough to consider investigating the creep behaviour in the next future.
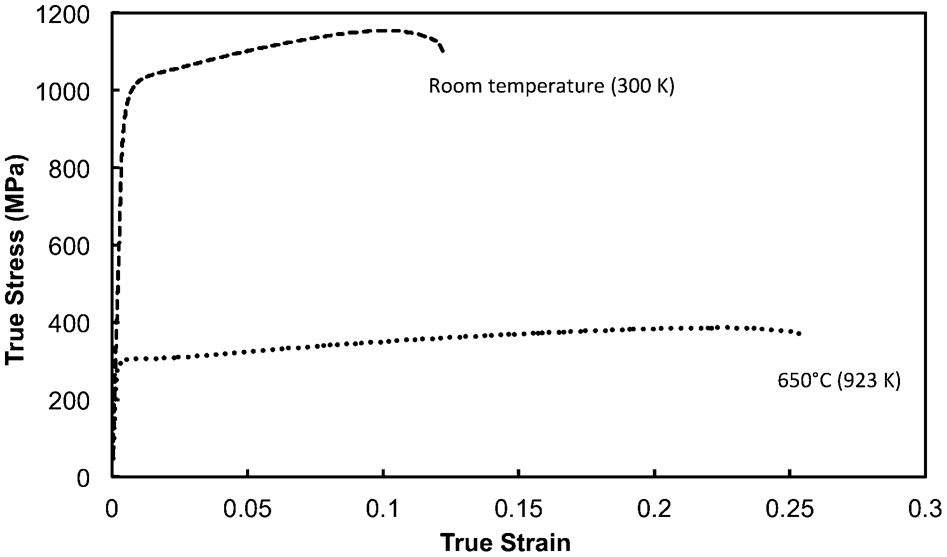
Tensile behaviour at room temperature and at 650°C (923 K) of ODS steel processed by SPS at semi-industrial scale: identical tensile strength was obtained on two different specimen for each condition when deviation of 2% in total deformation was observed at room temperature only
Conclusions
Consolidation of oxide dispersion strengthened ferritic steels by spark plasma sintering technique can be achieved at semi-industrial scale.
Consolidation temperature and pressure play a significant role on the densification behavior, whereas soaking time shows limited effect on the final density.
Carbon contamination due to the graphite die and punches is limited due to the short processing time.
At the chosen processing conditions, coarse titanium rich oxides were observed in the compacts but did not affect the tensile ductility at room temperature.
Thus, SPS can be an excellent tool to process heterogeneously nanostructured materials with both tensile strength and ductility.
Footnotes
Acknowledgement
Florian Mercier and Guillaume Bonnefont are acknowledged for their contribution in the consolidation by Spark Plasma Sintering at MATEIS laboratory (INSA Lyon). This work was partly supported by the European community within the FP7 project MATTER. This study was made in the frame of a tripartite agreement between the CEA, AREVA NP and EDF.