
Abstract
Ti–6Al–4V and stainless steel 316L have been processed by selective laser melting under similar conditions, and their microstructures and mechanical behaviours have been compared in details. Under the investigated conditions, Ti–6Al–4V exhibits a more complex behaviour than stainless steel 316L with respect to the occurrence of microstructural and mechanical anisotropy. Moreover, Ti–6Al–4V appears more sensitive to the build-up of internal stresses when compared with stainless steel 316L, whereas stainless steel 316L appears more prone to the formation of ‘lack of melting’ defects. This correlates nicely with the difference in thermal conductivity between the two materials. Thermal conductivity was shown to increase strongly with increasing temperature and the thermophysical properties appeared to be influenced by variations in the initial metallurgical state.
Keywords
Introduction
Selective laser melting (SLM) was developed in the late 1990s as an economic layer-by-layer near-net-shape process allowing for the production of complex parts from a wide variety of materials including metallic alloys.1,2 Practically, a layer of powder is deposited in a bed and molten locally by a laser according to a computer aided design model. The powder bed is then lowered, a fresh layer of loose powder is deposited and these steps are repeated until the part is completed.
While SLM brings about important advantages, it is also faced with a number of problems. Non-optimal processing parameters may cause the formation of defects such as porosities due to entrapped gas, lack of melting or poor wetting of a new layer on the material that was previously solidified.1,3,4 Another important feature of SLM is that the structure undergoes an ultra-fast cooling once the laser beam leaves the working zone, thus producing strongly out-of-equilibrium microstructures. High internal stresses may arise because of the high thermal gradients 4 and because the contraction of a new layer upon cooling is constrained by the previous layers.5–7 Epitaxial growth of the grains from a given layer on the grains formed during the solidification of the previous layers may also occur.3,8–11These various factors can in turn affect the properties of metallic parts processed by SLM, e.g. by bringing about a strong anisotropy of the mechanical properties.3,9,11–13
This study focuses on Ti alloy Ti–6Al–4V and on stainless steel 316L processed by SLM. These two alloys are of great practical significance, e.g. in biomedical applications.2,10 Moreover, Ti–6Al–4V is widely used in aeronautical applications and stainless steel 316L is very suitable for use in the energy and chemical industries. Previous works by the present authors have already shown that these two alloys exhibit fairly different behaviours in terms of the relationships between the processing parameters, the microstructures and the resulting mechanical properties.9,13 Following through on these observations, the present study aims at a systematic comparison of the processing of Ti–6Al–4V and of stainless steel 316L by SLM, in relations with relevant thermophysical properties such as the thermal conductivity and the coefficient of thermal expansion (CTE).4–7 Indeed, it is hoped that such a careful comparison might shed more light into the role of phenomena such as epitaxial growth, out-of-equilibrium phase transformations and the build-up of internal stresses in determining the mechanical properties of metallic parts processed by SLM.
Experimental
A detailed description of the processing conditions for each alloy may be found elsewhere.9,13 The chemical composition of the Ti–6Al–4V alloy was Ti–5·91Al–4·20V (wt-%), with a particle size in the range of 25–50 μm. The composition of the AISI 316L stainless steel powder was Fe–0·019C–17·30Cr–10·90Ni (wt-%), with a particle size in the range of 10–45 μm. Samples for tensile testing were produced using a MTT SLM 250 laser melting deposition manufacturing system, in an argon purged production chamber, and following three different orientations ox, oy and oz with respect to the building direction (oz), as illustrated in Fig. 1. The layer thickness and the focus offset were optimised independently for each material, as summarised in Table 1. Other processing parameters were kept constant. The effect of a post-processing heat treatment at 640°C for 4 h on alloy Ti–6Al–4V was also investigated. All Ti–6Al–4V specimens were heat treated simultaneously and under a protective atmosphere of Ar in order to minimise the risks of contamination.
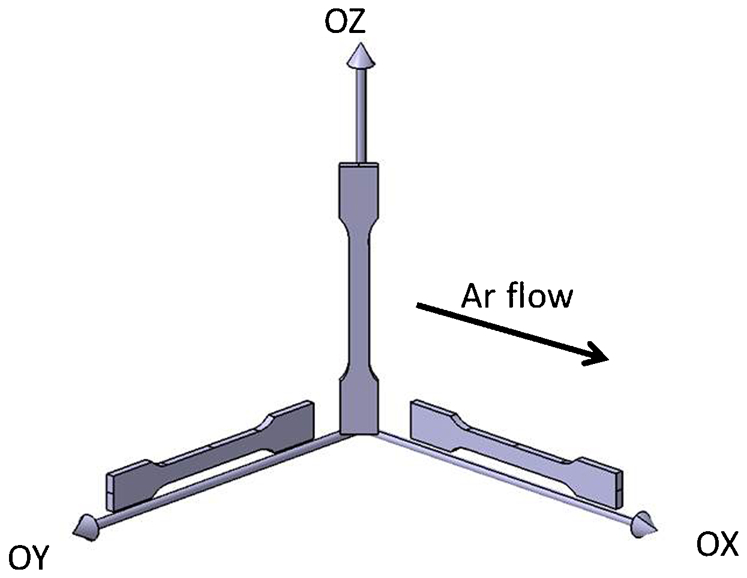
Schematic representation of various orientations of tensile samples with respect to building direction (oz)
Processing conditions

Samples for metallographical examinations were embedded in resin and polished following standard practices. The overall quality and soundness of the produced parts have been assessed directly from observations of ‘mirror polished’ samples, and the average volume fraction of porosities was determined by image analysis using the imageJ software. A more detailed microstructural characterisation was then carried out after etching with Kroll's reagent (i.e. 5%HNO3 and 5%HF in distilled water) for Ti–6Al–4V and with aqua regia (i.e. 55%HCl, 20%HNO3 and 25% methanol) for stainless steel 316L. Microstructural observations have been carried out by means of an Olympus BX60M optical microscope and a SEM-FEG FEI XL30 scanning electron microscope.
Uniaxial tensile tests have been performed according to the ISO 6892-1 B25: 2099 standard on samples 2·6 mm thick, 5 mm wide and with an initial gauge length of 35 mm. Average values of the yield stress, the ultimate tensile strength and the maximum uniform elongation have been obtained from the tensile stress–strain curves. The fractured surfaces have also been observed using SEM, in order to better understand the mechanisms leading to failure.
Thermophysical properties for the two alloys were determined in the temperature range between room temperature and 1000°C. Four sets of specimens were investigated. One set of representative samples of stainless steel 316L were taken from a plate. Three sets of specimens were considered for Ti–6Al–4V: one set produced by additive manufacturing (Ti–6Al–4V AM) and two sets from standard wrought materials (Ti–6Al–4V W1 and W2), so as to investigate the effect of the initial metallurgical state on the thermophysical properties. The CTE was measured by dilatometry, according to DIN 51045 standard, at a heating rate of 5°C/min. The thermal conductivity λ(T) was obtained according to Laplace's equation

where α(T) is the thermal diffusivity (mm2 s−1), ρ(T) is the material density (g cm−3) and cp(T) is the specific heat (J g−1 K−1).
Practically, ρ(T) was obtained from dilatometry tests. Cp(T) was obtained from differential scanning calorimetry (DSC) measurements, at a heating rate of 10°C s−1 and using sapphire as a standard. Thermal diffusivity was measured by steps of 100°C, using a laser flash diffusivimeter. A more detailed account of the measurement procedures is provided elsewhere by Rassili et al. 14
Results and discussion
Ti–6Al–4V
Figure 2 shows optical micrographs (in cross section) of the Ti–6Al–4V samples processed according to three different orientations, as schematically represented in Fig. 1. These micrographs present some spherical porosities, typically associated with gas bubbles trapped in the build during solidification.1,3,15 However, the average volume fractions of these porosities remain well below 0,5%, which is considered acceptable.
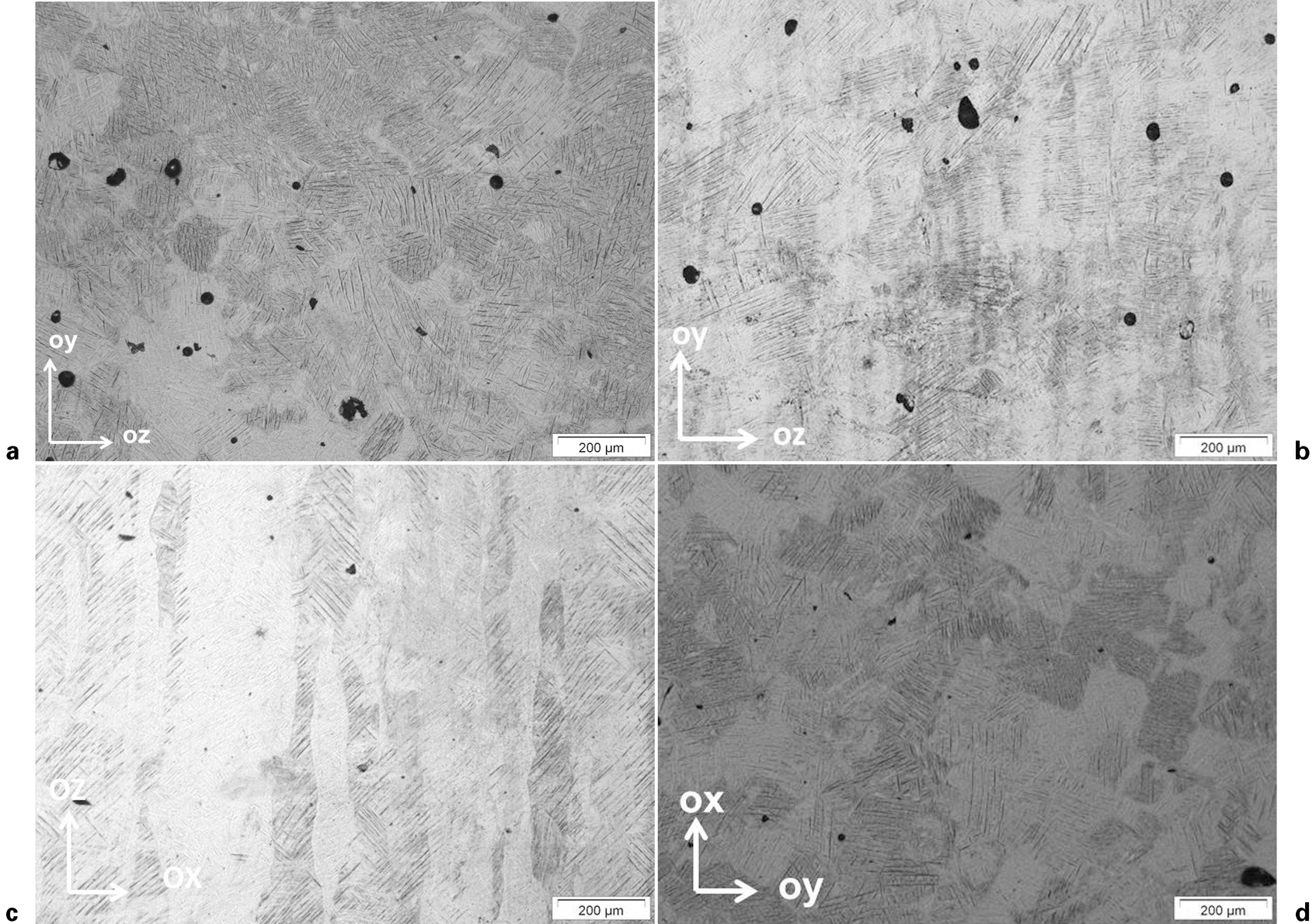
a, b in ox direction; c in oy direction; d in oz direction
As previously reported,3,8,9 alloy Ti–6Al–4V first solidifies in the β (BCC) structure. Moreover, the primary β grains of a given layer tend to grow epitaxially on the grains of the previous layers, thus assuming an elongated morphology parallel to the direction for maximum heat conduction. This elongated morphology is clearly to be seen parallel to the building direction in the samples processed in the oy direction (Fig. 2c), but not in the samples processed in the ox direction as shown in Fig. 2a and b that were taken from two different specimens to illustrate the reproducibility of this phenomenon. This suggests that the primary β grains in the ox samples may actually be tilted as a consequence of a tilt in the direction of maximum heat conduction with respect with the building direction. 8 It has been previously established 8 that specific processing conditions (laser scanning velocity, scanning strategy, …) could lead the direction for maximum heat conduction to tilt with respect to the building direction, causing in turn a tilt in the growth direction of the primary β grains. However, the scanning strategy used in the present case did not favour such a tilt, since it involved a rotation of the scanning direction by an angle of 79° between two successive layers, 9 and it is rather suspected that the cause of this phenomenon should be found in a combined effect of parts geometry and of the orientation of the Ar flow following the ox direction (Fig. 1). Indeed, it seems possible that the Ar flowing above the melt surface could affect its evaporation and hence influence heat conduction processes inside the build. 16 Finally, Fig. 2d shows a cross section through a specimen processed in the oz direction, i.e. a cross-section perpendicular to the elongated primary β grains. Upon subsequent cooling below the β transus temperature (i.e. ±995°C), due to the very high cooling rates, the primary β grains transform into a fine martensitic α′ (HCP) structure that can also be observed in the four micrographs of Fig. 2.3,8,17
Table 2 summarises the values of the tensile properties for samples oriented following the different directions presented in Fig. 1, with and without post-processing annealing at 640°C for 4 h (only for the ox direction, in the latter case). Comparison of properties measured for the as received and for the annealed samples oriented along ox clearly shows that the thermal treatment brings about a significant improvement of the ductility while causing only a slight decrease in strength. Heat treatment of Ti–6Al–4V parts produced by SLM has more classically been carried out at higher temperatures i.e. 780°C and above. In the latter case, the heat treatment have been shown to induce significant microstructural changes such as a coarsening of the α′ laths or a partial transformation of α′ to β.3,4 On the contrary, annealing at 640°C for 4 h was not observed to cause significant microstructural change and its beneficial effect on ductility was ascribed to the relaxation of internal stresses. 9
Tensile properties of Ti–6Al–4V samples

Table 2 further shows that the annealed tensile specimens processed following three different orientations exhibit a very strong anisotropy as far as the elongation is concerned. Anisotropy had been reported previously between samples oriented along the building direction or in the deposition plane. Mechanical anisotropy could then be ascribed to the very strong anisotropy of the primary β grains that were elongated parallel to the building direction. Lack of melting defects, oriented perpendicularly to the building direction were also demonstrated to play a role in anisotropy of the fracture behaviour of samples parallel or transverse to the building direction. 3 However, to the best of our knowledge, only few reports existed so far of a mechanical anisotropy between two sets of Ti–6Al–4V specimens oriented perpendicularly to each other in the deposition plane. 9 In this case, the anisotropy of elongation between the ox and oy specimens was ascribed to their microstructural difference, i.e. to a tilt of the primary β grains with respect to the building direction in the ox samples.
Stainless steel 316L
Figure 3a shows a representative optical micrograph of stainless steel 316L samples. Etching with aqua regia reveals semi-circular shapes perpendicular to the building direction, that correspond to the successive individual melt pools. Two different types of porosities can be observed. Spherical pores associated with gas bubbles are randomly distributed inside the melt pools. The second type of defects, bigger in size and elongated in shape, is localised between melt pools corresponding to two successive layers. These elongated defects remain scarce in the ox and oy specimens. However, they are present in a much greater number in the oz specimens, as reflected by the volume fraction of porosities that is two to three times higher in the oz specimens when compared with the ox and oy specimens (Table 3). These elongated defects are generally associated with unmolten powder particles (Fig. 3b) and they can be ascribed to insufficient melting of the new layer and/or insufficient remelting of the previously solidified material.1,13,18 Figure 3b further illustrates the typical cellular morphology associated with Cr segregation during the solidification of stainless steel 316L and similar steel grades under ultra-fast cooling conditions. 19
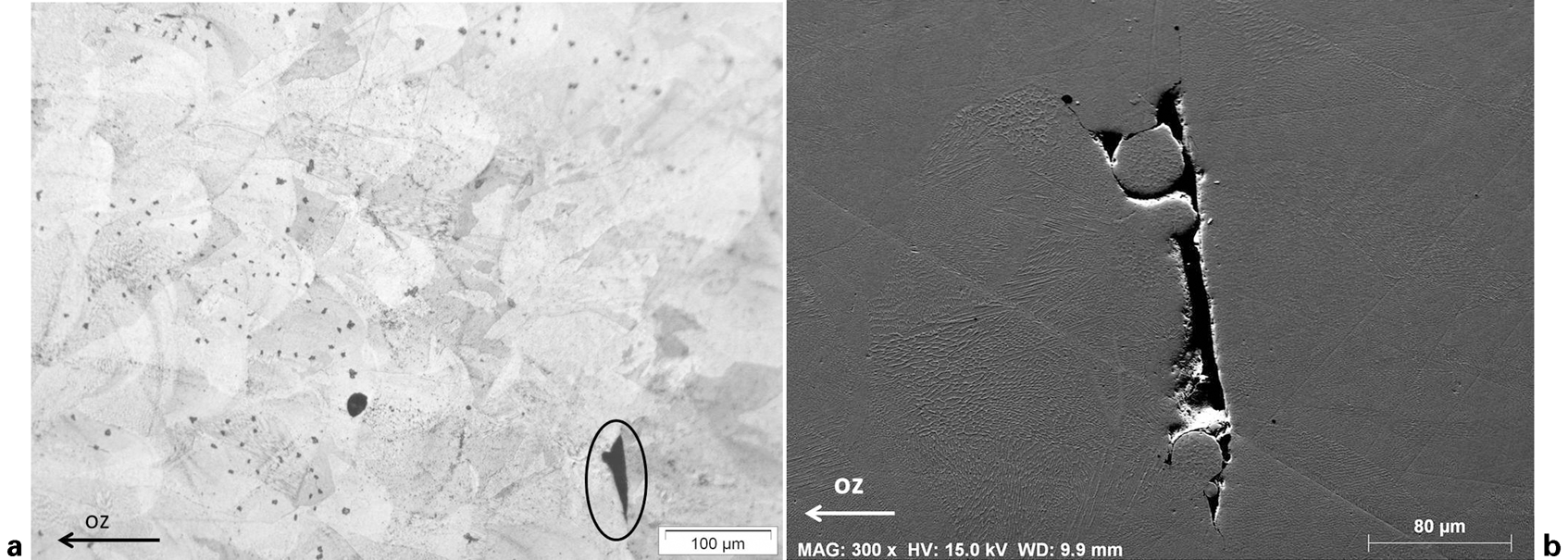
a optical micrograph of stainless steel 316 L sample processed in oy direction (black circle marks wetting defect) and b SEM micrograph of stainless steel 316 L sample processed in oz direction showing wetting defect associated with lack of fusion, as indicated by unmolten powder particles
Volume fractions of porosities and tensile properties of stainless steel 316L samples

The average values of the tensile properties obtained for the three different processing orientations (Fig. 1) are summarised in Table 3. All samples exhibit reasonable ductility, so that no post-processing heat treatment was deemed necessary in this case. Ox and oy samples, on the one hand, exhibit very similar properties, along with a typical ductile fracture behaviour. Oz specimens, on the other hand, exhibit significantly lower strengths and elongations. This deterioration of the mechanical properties of the oz samples can be ascribed to their greater volume fraction of ‘lack of melting’ defects, but also to the very detrimental orientation of these defects with respect to the tensile loading direction.3,13 This is further supported by the SEM fractograph of Fig. 4 that clearly shows the ‘lack of melting’ defects as the cause of failure of the oz specimens.
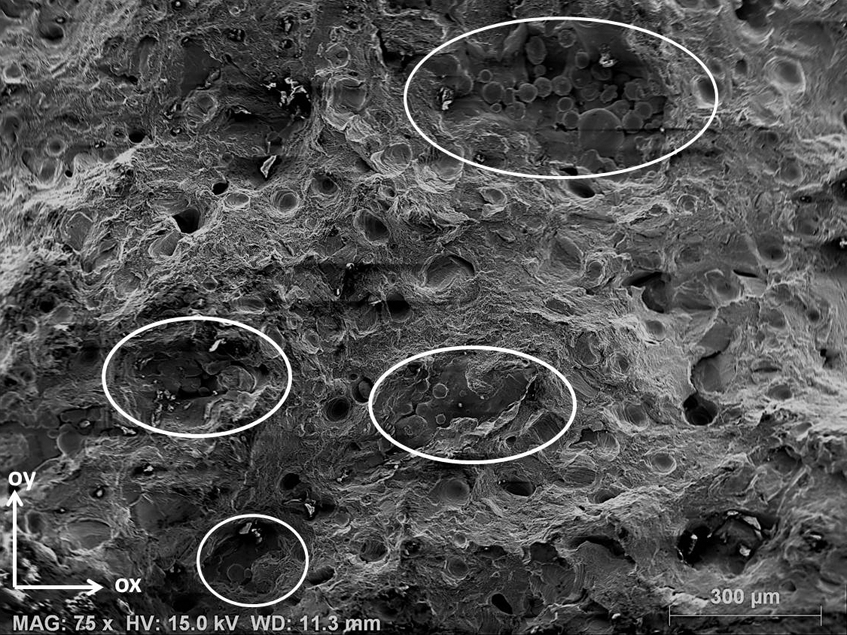
Representative fractograph of stainless steel 316L sample fabricated in oz direction: ‘lack of melting’ defects are highlighted by white circles
Ti–6Al–4V and stainless steel 316L: Comparison and influence of thermophysical properties
From the results discussed in the two previous sections, some major differences can be highlighted between Ti–6Al–4V and stainless steel 316L processed by SLM under similar conditions:
Ti–6Al–4V is more sensitive to the build-up of internal stresses when compared with stainless steel 316L
Ti–6Al–4V also appears more prone to the occurrence of microstructural and mechanical anisotropy both in the building direction and in two perpendicular direction inside the deposition plane.
Stainless steel 316L, on the other hand, is more sensitive to the occurrence of a microstructural and mechanical anisotropy in relation with ‘lack of melting’ defects. Efforts put into modelling the build-up of internal stresses and the thermal history of SLM parts have shown that the materials CTE and thermal conductivity are likely to play a role.5,6 The present section hence aims more particularly at comparing these thermophysical properties for both alloys in order to shed more light into their differences.
Figure 5 shows the evolution of the CTE as a function of temperature between room temperature and 1000°C for the four sets of samples i.e. one set of stainless steel 316L and three sets of Ti–6Al–4V (Ti–6Al–4V W1, W2 and AM). Stainless steel 316L exhibits a CTE that is twice higher than the CTE for the three sets of Ti–6Al–4V samples. On the other hand, the three sets of Ti–6Al–4V samples exhibit fairly similar behaviour except in the 900–1000°C temperature range where the AM samples exhibit a higher CTE. The two sets of wrought materials exhibit a coarser microstructure than the AM sample, and they contain moreover a significant volume fraction of equiaxed α grains. Such a difference in the starting microstructure has been shown to influence phase transformations upon reheating, 4 and this is in turn likely to reflect on the values of the CTE.
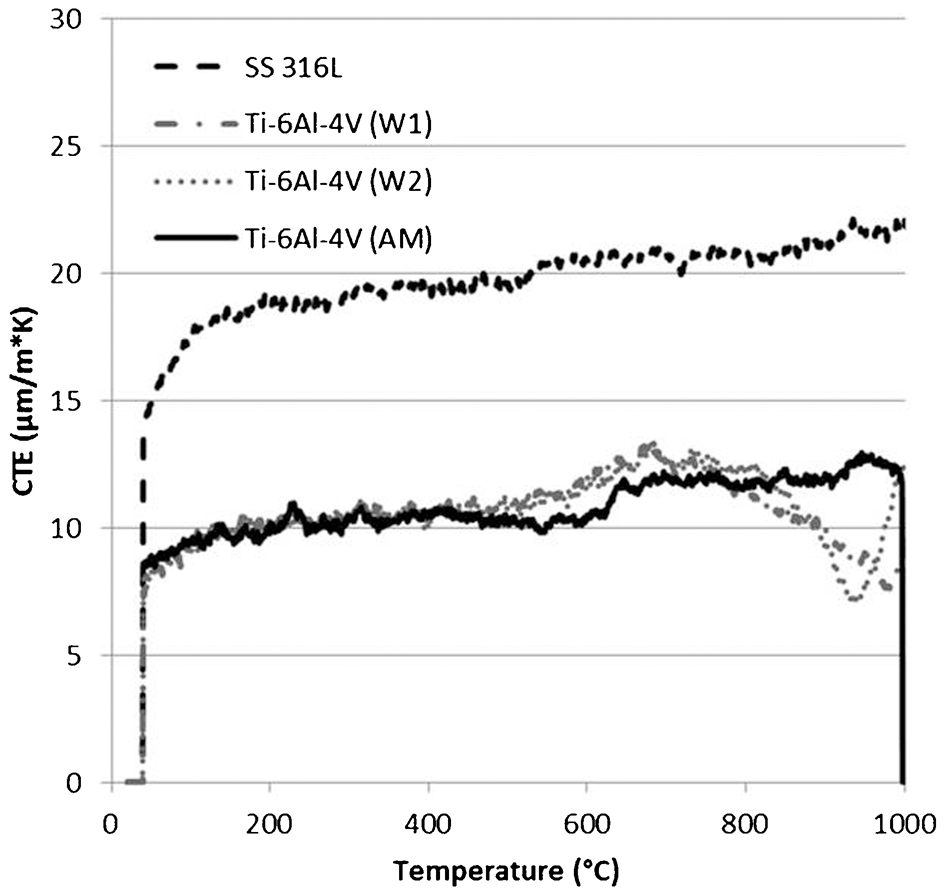
Evolution of CTE as function of temperature, for four sets of samples: stainless steel 316L, Ti–6Al–4V W1, T–6Al–4V W2 and Ti–6Al–4V AM
The influence of the initial metallurgical condition on the thermophysical properties is further confirmed when comparing the curves of the thermal conductivity versus temperature for the three sets of Ti–6Al–4V specimens (Fig. 6). The AM samples again exhibit a higher apparent thermal conductivity than the W1 and W2 samples in the higher temperature range. Besides, it is worth noting that, for all samples, the thermal conductivity strongly increases with increasing temperature. These facts are neglected by a number of models that assume constant (i.e. room temperature) values for the thermal conductivity throughout processing. 6
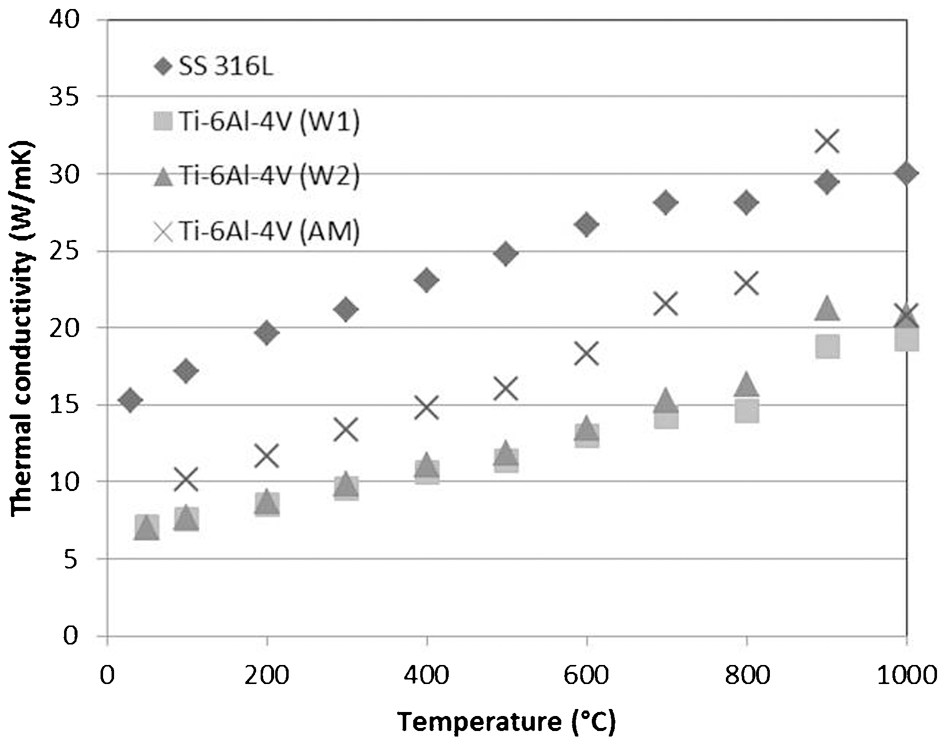
Evolution of thermal conductivity as function of temperature, for four sets of samples: stainless steel 316L, Ti–6Al–4V W1, T–6Al–4V W2 and Ti–6Al–4V AM
Figure 6 further shows that stainless steel 316L exhibits a much higher thermal conductivity than the Ti–6Al–4V alloy, over most of the investigated temperature range. As a consequence, smaller thermal gradients may be expected in stainless steel 316L, hence its lower sensitivity to the build-up of internal stresses when compared to Ti–6Al–4V. However, as a drawback of its higher thermal conductivity, stainless steel 316L might cool down more efficiently by heat conduction through the part, and this might have contributed to some extent to the formation of ‘lack of melting’ defects that had not been observed in alloy Ti–6Al–4V.
Conclusions
Ti–6Al–4V and stainless steel 316L have been processed by SLM under similar conditions, and their microstructures and mechanical behaviours have been compared in details.
Ti–6Al–4V appears more sensitive to the build-up of internal stresses when compared with stainless steel 316L, whereas stainless steel appears more prone to the formation of ‘lack of melting’ defects. This correlates nicely with the difference in thermal conductivity between the two materials. On the other hand, higher values of the CTE per se do not seem to favour high internal stresses.
Under the investigated conditions, Ti–6Al–4V exhibits a more complex behaviour than stainless steel 316L with respect to the occurrence of microstructural and mechanical anisotropy.
Thermophysical properties appear sensitive to variations in the initial metallurgical state, possibly due to changes in the transformation behaviour.
Footnotes
Acknowledgements
The authors wish to acknowledge the financial support of the European Fund for Regional Development and the Walloon Region under convention FEDER 1784 TipTopLam, and of the Interuniversity Attraction Poles Programme initiated by the Belgian Science Policy Office, contract IAP7/21 ‘INTEMATE’. The authors also wish to thank Mrs S. Salieri and Mr A. Martinez-Aguilera (ULg), and the Additive Manufacturing Team from the Sirris Research Centre for their help with samples preparation.