
Abstract
Ordered B2-NiAl intermetallic compound powder was successfully synthesised by mechanical alloying after 20 h in an attritor mill, starting from elemental Ni and Al powders and without subsequent heat treatment. NiAl powder obtained was homogenous and had a nanocrystalline microstructure. It was consolidated by field assisted hot pressing (FAHP), in a novel configuration with a Gleeble 3800 thermomechanical simulator. The powder was also processed by hot isostatic pressing (HIP) in order to compare both methods. The consolidation was successful by both methods obtaining above 98% of NiAl theoretical density (5·86 g cm−3). The results showed that the consolidation process by FAHP technique is effective and uniform throughout the sample as indicated by homogenous hardness values, obtaining microstructure and properties similar to those obtained with HIP technique, with certain advantages over it. The achieved room temperature yield strength of 850 MPa and fracture strain 26–28% corresponds to the bulk values of NiAl intermetallic.
Introduction
In jet engines the performance is enhanced by increasing the turbine inlet temperature 1 which also applies to the power generation industry. The turbine inlet temperature is limited by the maximum working temperature of the materials from which the engine components are made. From the first jet engines, the development of new materials with higher working temperatures, coatings and cooling systems, has been a keynote in order to increase their efficiency. However, recently developed nickel based superalloys have already reached their temperature limits, working at 90% of their melting point. Therefore, new materials need to be developed for this purpose.
Over the past decades there has been a rapid growth in research on ordered intermetallic compounds which are being studied as potential materials2,3 because of their low density, high yield strength and high melting point. Within the large number of intermetallic compounds, ordered B2-NiAl is one of the most promising candidates for high temperature applications. It has a high melting point (1678°C), low density (5·86 g cm−3), and high yield strength.4–6 Furthermore, it has an excellent corrosion resistance which can be enhanced by alloying. This is one of the reasons why it is currently used as coating of superalloy components. 7 The major drawbacks of NiAl are low ductility and fracture toughness at room temperature (RT) and low strength and creep resistance at high temperatures. Several approaches are being studied to overcome these problems.8–14 NiAl ductility increases over 400°C and becomes very high over 600°C. 6 On the other hand, brittle-to-ductile transition was studied as a function of grain size for NiAl. It was found that there was a big increase in ductility at 400°C for grain size below 20 μm. 15 In addition, nanocrystalline grained intermetallics have shown an improvement in RT ductillity.16–18
Powder metallurgy is being used extensively in superalloy production for highly alloyed components. These alloys have demonstrated improvements in the properties through the control of grain morphology and prevention of segregation. 19 For this purposes, powders are usually produced by atomisation under inert atmosphere, which are later consolidated by extrusion and/or hot isostatic pressing (HIP), being the latter used to produce final component or billets that are finally forged. As another method for powder synthesis and grain refinement, mechanical alloying (MA) 20 has been established as a simple solid state technique to obtain equilibrium and non-equilibrium phases from the elemental powders, with a nanocrystalline grained microstructure. As shown by Pabi et al. 21 solid solutions and intermetallic phases can be obtained in different systems (Cu–Ni, Cu–Zn and Ni–Al) through MA. Other authors have studied the synthesis of nanocrystalline grained NiAl through MA, suggesting that the formation was due to a mechanically induced self-propagating reaction or a continuous diffusive reaction between Ni an Al layers.22–25 Mechanical alloying is also suitable for oxide dispersion strengthening and other composite materials.26,27
Several consolidation methods have been carried out successfully for NiAl and other intermetallic alloys, from reactive sintering of different NiAl-matrix composites – where the effect of ternary element additions on the combustion synthesis has been studied – to the HIP process.28–30 However, in order to achieve a good control on the microstructure of the final components, activated sintering techniques are the best choice to obtain homogeneous, near-full dense materials, avoiding grain growth. These activated sintering refers to those techniques that lower the activation energy for sintering. 31
The interaction of pressure and temperature, as is the case of HIP, shows advantages compared to conventional methods (such as pressing+sintering) for nanocrystalline grained powders, mainly reducing the consolidation temperature. New plasticity driven densification mechanisms, such as local yielding, creep and stress assisted diffusion are activated. Moreover, pressure can induce rearrangement in particles and collapse of pores, increasing the contacts between particles. 31
The application of an electric current can also enhance the sintering kinetics resulting in higher densities at lower temperatures and shorter times compared to conventional methods. Various field-activated sintering techniques have been developed, 32 such as spark-plasma sintering and resistance sintering under pressure, being successfully applied to NiAl 33 and other materials.34,35 Recently, a novel method denominated field assisted hot pressing (FAHP) has been established and successfully applied to TiAl intermetallic.36,37 This work is concerned with a synthesis of the B2-ordered NiAl intermetallic compound using MA, its consolidation via FAHP and HIP and characterisation of its properties.
Experimental
Powders of Al>99·0% with size distribution −90+45 μm and Ni>99·8% with size distribution −7+4 μm in a proportion of 50 at-% along with a process control agent (PCA) were mixed in a TURBULA shaker-mixer to obtain a homogenous distribution. The mixture was processed with two different high energy ball mills, a FRITSCH Planetary Mono Mill PULVERISETTE 6 classic line and a Zoz GmbH Simoloyer CM01 Attrition mill.
For the planetary mill, 50 g of the mixture were put inside a stainless steel grinding bowl with 10 mm diameter steel balls as grinding media. A 10∶1 ball-to-powder ratio was used and the process was controlled by adding different PCAs: 1 wt-% for stearic acid, 1·5 wt-% for Acrowax and 3 wt-% for ethanol. All the processes were held in argon atmosphere and the cycle used was discontinuous: 5 min at 300 rev min−1 and 40 min paused in order to cool down. Samples were taken at 2, 4 and 10 h and the milling was carried out for more than 10 h.
In the case of the attritor mill, 100 g of the mixture were used. The grinding media were steel balls of 5 mm diameter. A 20∶1 ball-to-powder ratio was used and the process was controlled by adding different PCAs: 1 wt-% for stearic acid and 1·5 wt-% for Acrowax. The process was done under Argon atmosphere in a discontinuous cycle. The attritor mill has a water cooling system, so the cycle was 10 min at 700 rev min−1 and 3 min at 200 rev min−1 repeated 6 times (one milling hour at 700 rev min−1) and then it was stopped for half an hour to cool down. Samples were taken at 4, 8, 12, 16, 20 and 24 h.
X-ray diffraction (XRD) technique was performed in a Philips X'Pert equipment at the Carlos III University with Cu Kα radiation, 40 kV and 40 mA. The X'Pert Highscore software, with the International Centre for Diffraction Data data base, was used to identify the formation of the ordered B2-NiAl intermetallic compound during the milling. An estimation of the crystallite size was obtained from the diffraction patterns using the Williamson–Hall plot method as well as the long-range order parameter ‘S’.
In order to study the morphology and microstructure evolution of the particles during milling, scanning electron microscopy (SEM) was used. Two different equipments were used, an EVO MA15 from Zeiss at IMDEA Materials Institute and a Philips XL 30 with EDAX CDU leap detector at Carlos III University. Both secondary electron and backscattered electron images were taken and the energy dispersive X-ray spectroscopy device was used to perform composition analysis of particles.
The powder processed in the planetary mill was subjected to a heat treatment at 600°C up to 10 h to activate diffusion and obtain the intermetallic. The temperature for the heat treatment was selected after thermal analysis of the milled powder in a Setaram DTA SETSYS Evolution TGA-DTA/DSC and a PerkinElmer STA 6000, which has better accuracy at low temperatures.
For the consolidation, the powder processed in the attritor mill was used. Consolidation was performed by FAHP in a Gleeble 3800 machine with a configuration as shown in Fig. 1. At the same time consolidation was performed by HIP in an AIP HP630, at the Physics Department of Carlos III University to have a comparison between both methods. The parameters for the different consolidations are shown in Table 1.
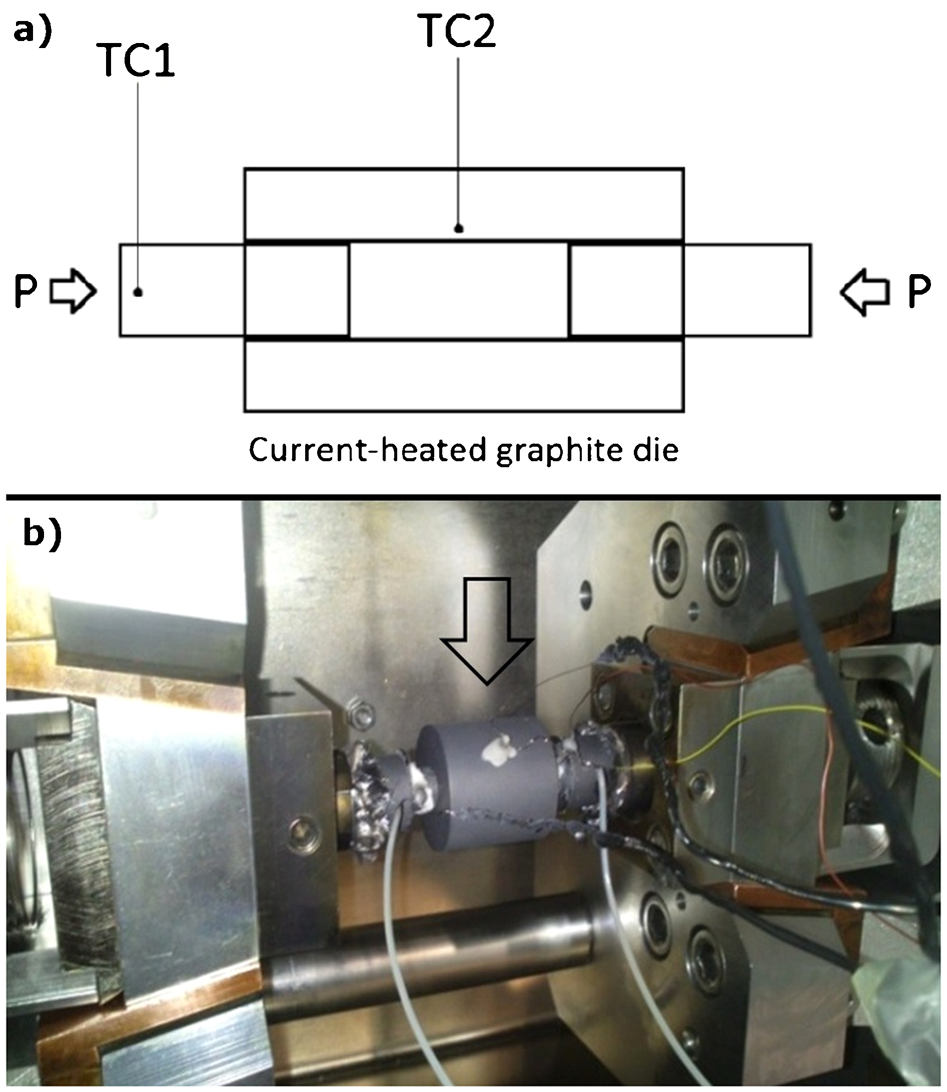
Set-up of die, punches and thermocouples before sintering process
Parameters used for different consolidation methods
The microstructure of the consolidated samples was studied by SEM after preparation of the surfaces (grinding and polishing down to OP-S). Density was measured by the Archimedes method (MPIF standard 42). Microhardness testing was performed in a SHIMADZU HMV-2 equipment, with a 2 kg load and a dwell time of 15 s. A 45-measurement mesh was done throughout the sample to check the homogeneity.
From the samples consolidated by FAHP, 2×2×4 mm compression specimens were machined and surfaces were grinded with P600 grit SiC abrasive paper. The compression tests were carried out in an INSTRON 3384 with the furnace chamber at RT, 300 and 600°C.
Results and discussion
Synthesis of B2-ordered NiAl
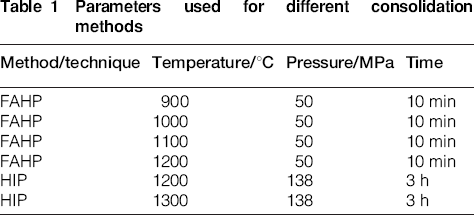
The XRD of the mechanical alloyed powders in the planetary mill, extracted after 2, 4 and 10 h of milling, showed a decrease in the Ni and Al peaks and their broadening, implying defects and amorphisation of the particles (Fig. 2a). No NiAl peaks were detected up to 10 h of milling which indicated that the alloying was not successful yet. More milling time was needed, but it was not possible to continue because of sticking of the powders to the wall of the bowl. The utilisation of different PCAs did not change the phase evolution during MA. As shown in Fig. 2b, the microstructure of the powder particles is composed of convoluted layers of the elemental powders. The MA mechanism involves several steps. The ductile–ductile components system, which is the case of Ni and Al, is suggested to be the ideal combination for MA. In the early stages the components get flattened to platelet/pancake shapes by microforging. Then the flattened particles get cold welded together forming a composite lamellar structure of the constituent metals. Because of random welding, the powders become convoluted rather than being linear. Owing to decrease in diffusion distances, increase of lattice defect density and heating, further milling would achieve true alloying at the atomic level. 20 As this was not possible, the powder was subjected to a heat treatment to activate diffusion between layers and obtain the B2-NiAl intermetallic.
a phase evolution of powders during mechanical alloying in planetary mill by X-ray diffraction and b SEM backscattered electron micrograph of equiaxial particle after 10 h of milling with convoluted microstructure
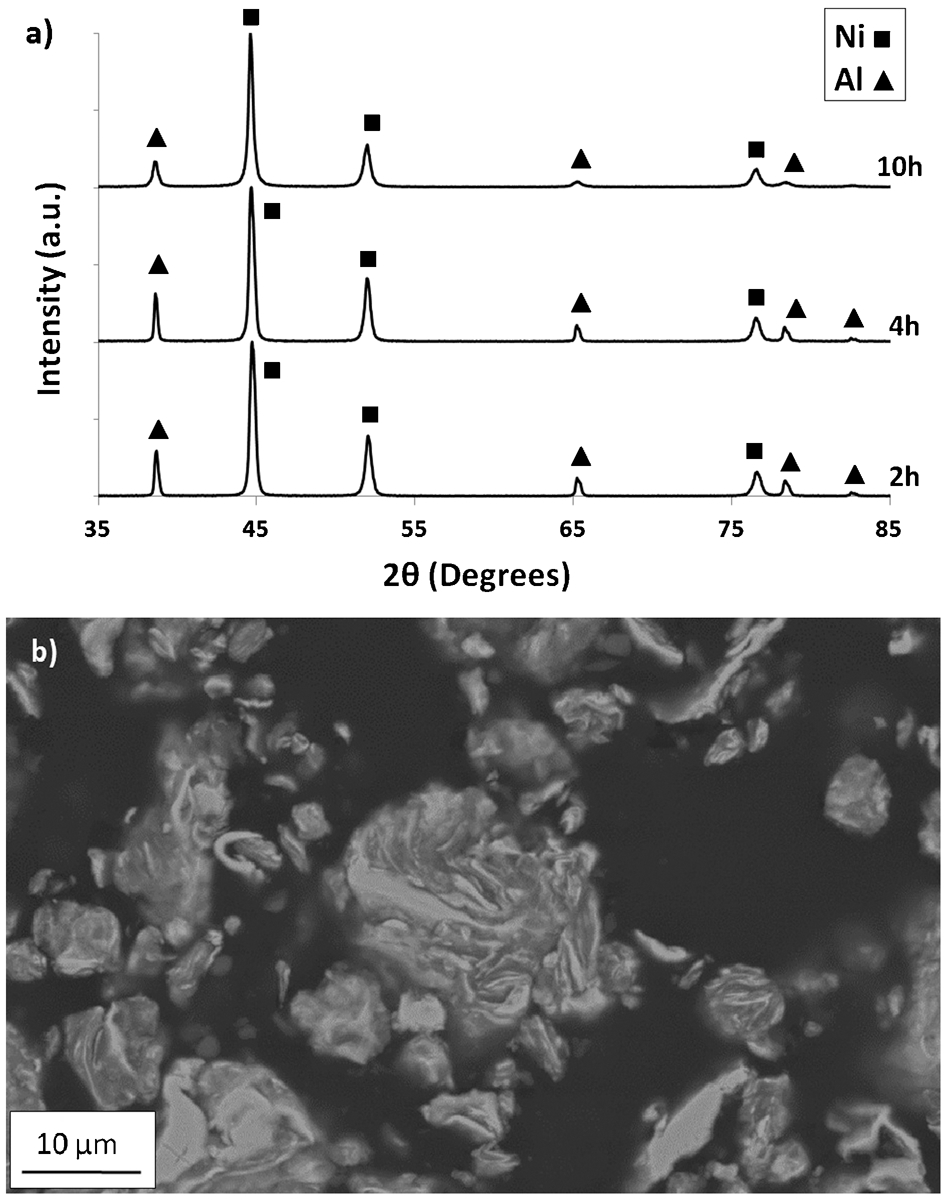
In order to select the appropriate temperature for the heat treatment, thermal analysis of the powder milled for 10 h was carried out (Fig. 3a). Three endothermic peaks were detected, implying recrystallisation of phases at those temperature ranges. In order to identify which phases form at which temperature, powders were subjected to three heat treatments at the temperatures after endothermic peaks, being those temperatures 300, 450 and 600°C. The XRD revealed that the phases recrystallising were Al3Ni at 300°C, Ni2Al3 at 450°C and NiAl at 600°C. Therefore, 600°C was the temperature chosen for the heat treatment (Fig. 3b).
a thermal analysis of powders after 10 h milling in planetary mill, indicating three endothermic peaks and b phases recrystallising at that temperatures
The effect of the time on the heat treatment was an increase on the NiAl peaks and a decrease in the Ni, Al and other aluminides, but there was no full recrystallisation of NiAl after 10 h. More time of milling was needed to obtain full NiAl. Since this was impossible owing to sticking, a lower energy ball mill of the attritor type was used.
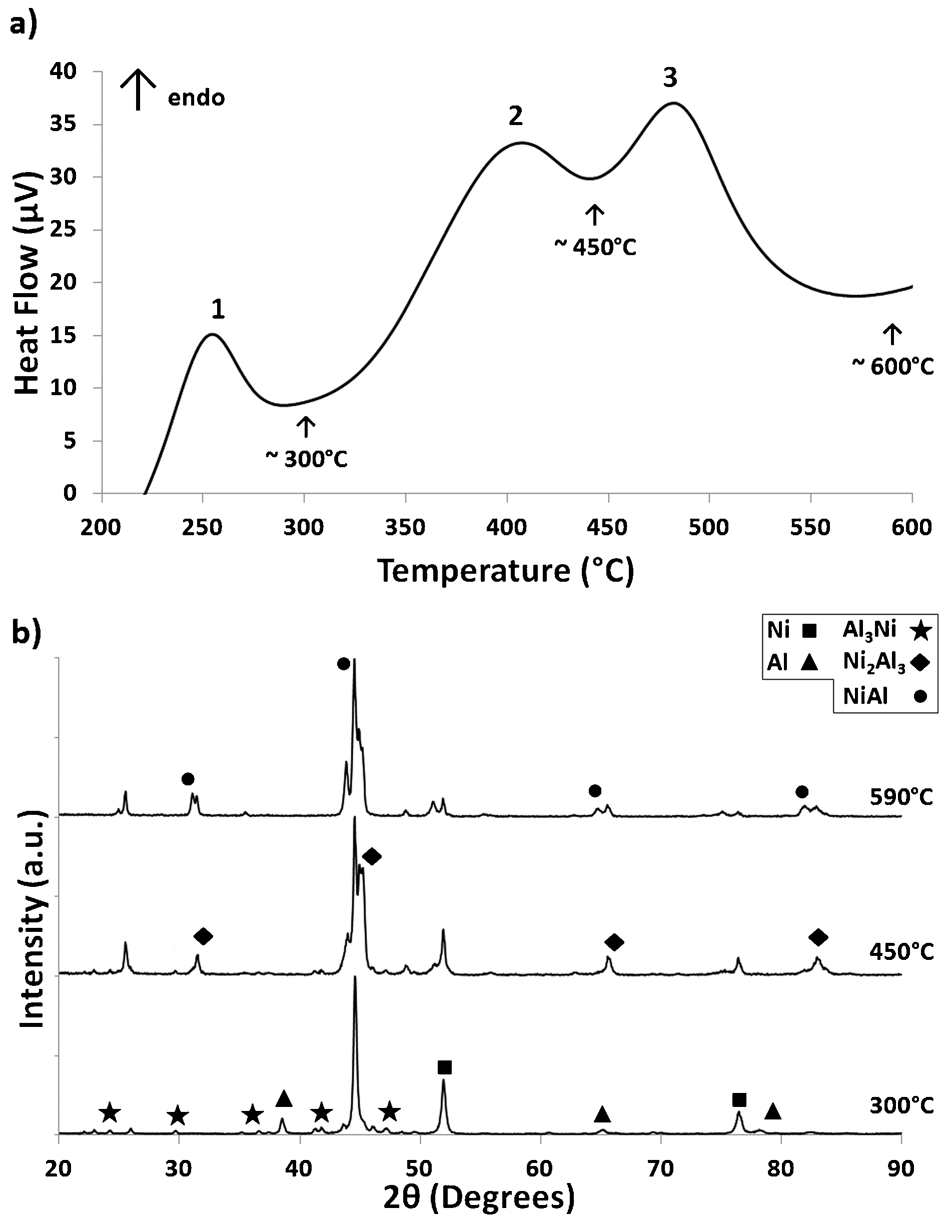
In the case of the powder mechanically alloyed in an attritor mill, the XRD revealed a different phase evolution as depicted in Fig. 4a. After 12 h peaks of NiAl were already detected and after 24 or even 20 h of milling, no Al peaks were detected and only negligible amount of Ni was present. Stearic acid and Acrowax were used as PCAs, and no changes were observed. The morphology of the powder particles after 20 h of milling was equiaxial and the microstructure showed no convoluted layers but a homogeneous composition (Fig. 4b).
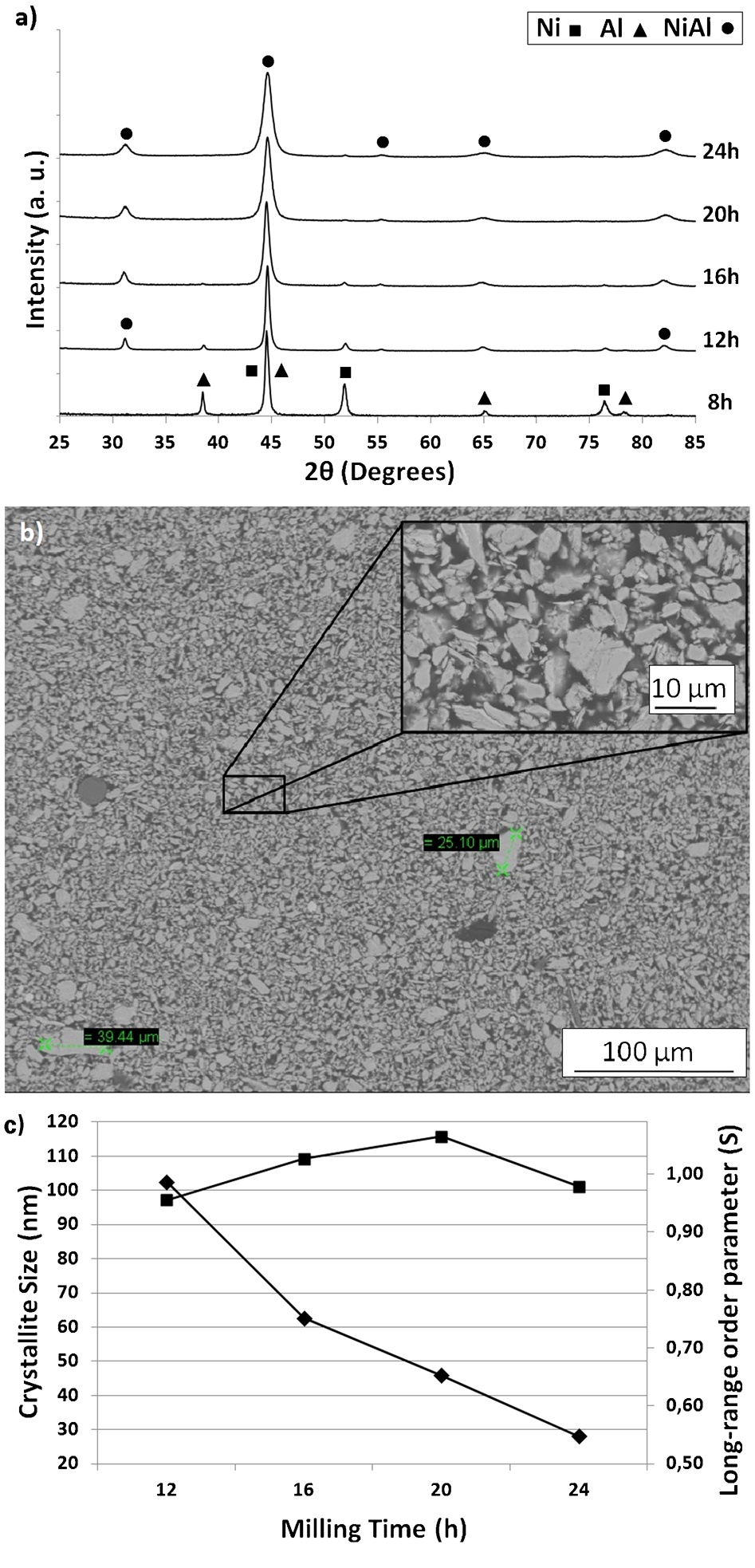
a phase evolution of powders during mechanical alloying in attritor mill by X-ray diffraction and b SEM backscattered electron micrograph of equiaxial particle after 20 h of milling with homogeneous microstructure and c evolution of crystallite size and strain during milling through Williamson–Hall method
From the diffractograms, the crystallite size evolution during milling was studied. An increase in the strain with the milling time could be observed as well as a decrease in the crystallite size, with less than 30 nm after 24 h of milling (Fig. 4c). Nanocrystalline NiAl powder was successfully synthesised in an attritor mill and thus, the mechanically alloyed powders obtained in the attritor mill, were the ones subjected to consolidation owing to their better phase composition.
The long-range order parameter ‘S’ was calculated from the ratio of intensity lines of the superlattice peaks to the fundamental lines and the pure NiAl patterns6,38 as shown in the equation
Characterisation of material consolidated by FAHP
The microstructure of the samples consolidated by FAHP at 900, 1000 and 1100°C showed porosity even at low magnification (×500 for 900 and 1000°C; ×2000 for 1100°C) implying that the consolidation was not complete at this temperatures. The sample consolidated at 1200°C showed no porosity at this magnification. Figure 5 shows the microstructure at high magnification (×25 000) of the 1200°C consolidated sample, where homogeneously distributed submicrometric porosity can be seen. In addition, some grain boundaries can be perceived in the back scatter electron image with nanometre size.
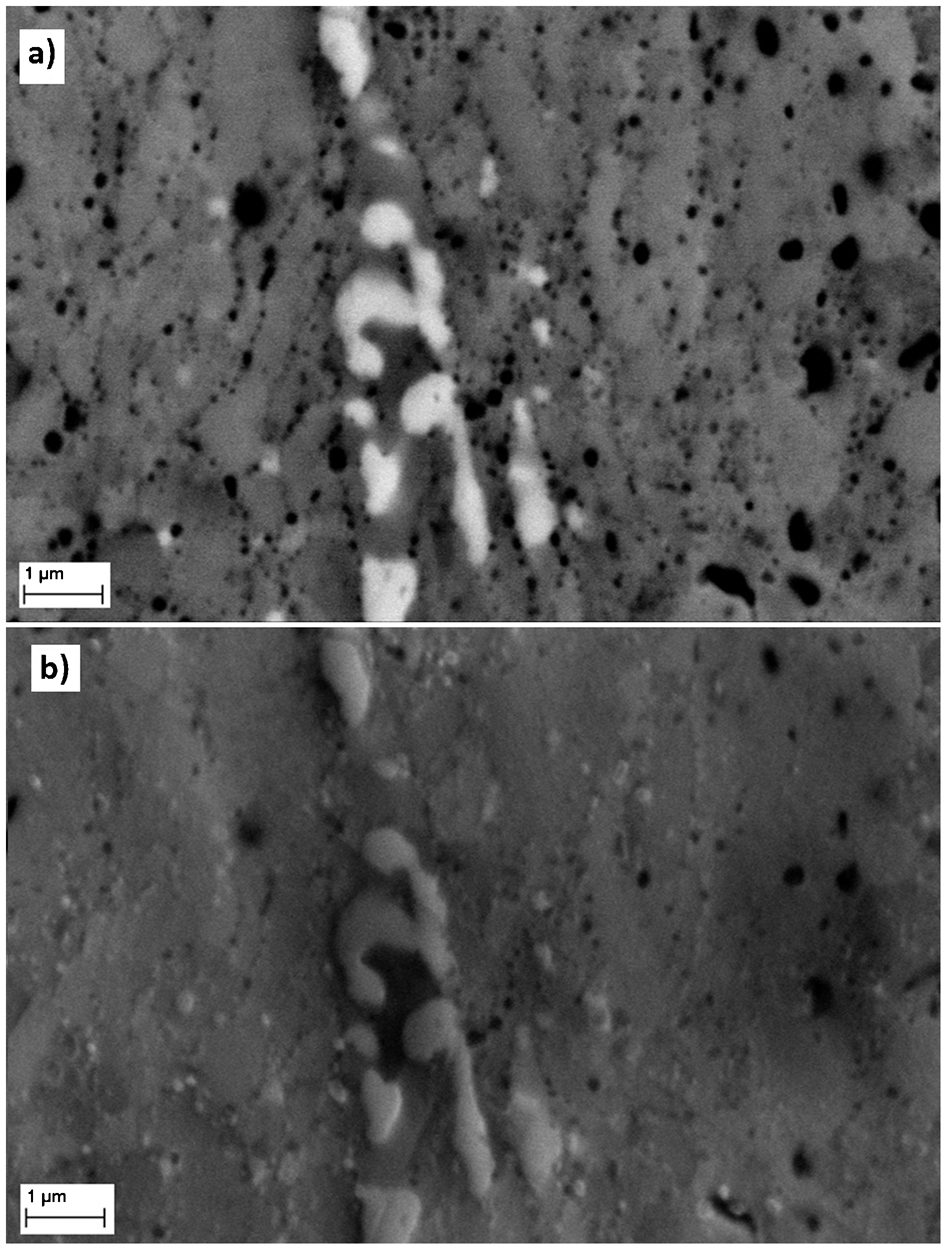
a backscattered electron image; b secondary electron image
The density measurements corroborated the porosity observed in the microstructure by SEM. There was an increase in density with increasing consolidation temperature reaching nearly full (almost 98%) density, which is 5·86 g cm−3 for stoichiometric NiAl, at 1200°C (Fig. 6). This deviation from the theoretical density might be not only because of porosity but because of impurities such as oxides, as well as plausible deviation from stoichiometry.
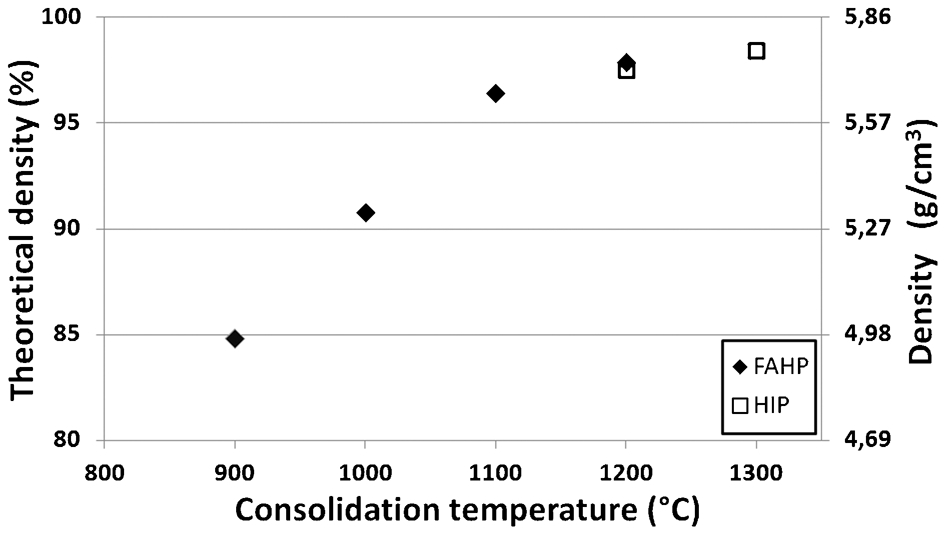
Evolution of density with consolidation temperature for both FAHP and HIP methods
Hardness evolution followed the same trend, that is, the hardness increased with increasing consolidation temperature, reaching 406 HV2 for 1200°C (Fig. 7). These values are in accordance with hardness 4 value of about 300 HV reported for stoichiometric NiAl. Taking into account the effect of stoichiometric deviation on the hardness of the B2-ordered NiAl intermetallic (because of replacement of Al atoms by Ni in Ni-rich compositions and formation of Ni vacancies in Al-rich compositions 5 ) added to an increase in it as a result of Hall–Petch effect owing to grain size refinement, this value seems reasonable. Furthermore, similar or higher results (between 350 and 550 HV) have been reported in nanocrystalline NiAl hot pressing for consolidation temperatures between 1200 and 1400°C.23,25 It is also important to note the small hardness deviation obtained (less than 6 HV2) through the sample indicating good homogeneity.
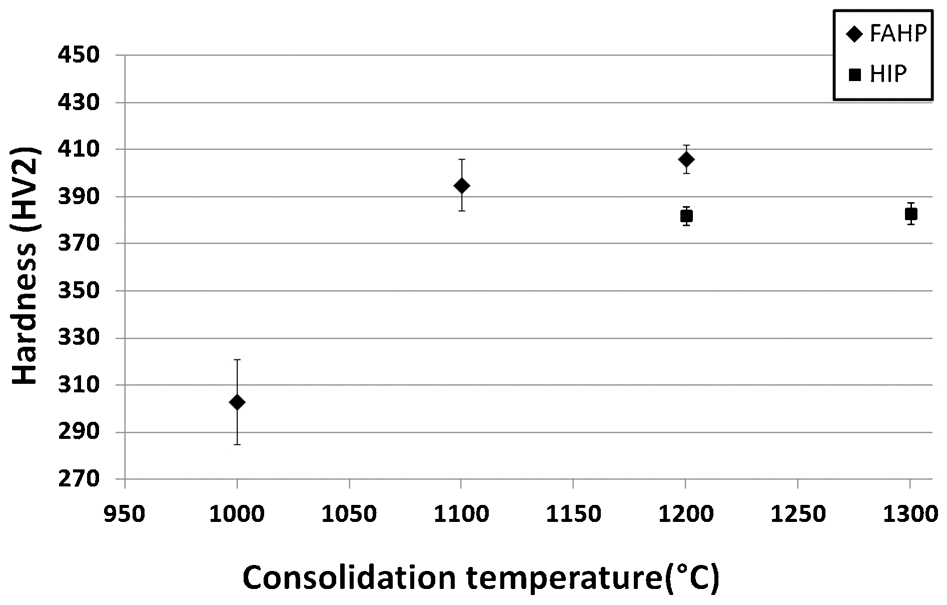
Evolution of hardness with consolidation temperature for both FAHP and HIP methods
The yield strength of compression tests decreases considerably at 600°C, after the range (300–400°C) where ductile-to-brittle transition of NiAl is located 6 (Fig. 8). The values of yield strength are similar to those reported in some papers. Xu et al. 25 conducted compression tests at RT and higher temperature from which slightly higher yield strength can be appreciated. This discrepancy might be due to the lower strain rate used in this work. However, Liu et al. 23 report even higher values for RT yield strength for different strain rates. Indeed there are many variables that may influence the yield strength and the description of all this factors is incomplete.5,6 Inconsistency reported for NiAl is evident, in part because properties of NiAl are highly sensitive to variables such as composition, strain rate, grain size, surface finish and specimen fabrication. For that reason, meaningful comparisons of individual studies are difficult. The presence of impurities or slight deviations from stoichiometry, which might be the case of this work and are difficult to measure, can drastically influence these properties. The influence of temperature has consistently reported a decrease in strength with increasing absolute temperature, and approaches an athermal regime at about RT, which can span for more than 300 K and corresponds to the results obtained in this study. Significant deviations are possible from the stoichiometric composition of NiAl without altering the basic crystallography of the material, and there is a minimum in strength for stoichiometric NiAl, which can be a reason for this yield strength inconsistency. Reported data also indicate that the influence of grain size on yield strength increases with increasing deviation from stoichiometry. Alloying additions also influence the yield strength of NiAl, which in case of this work may come from the PCAs, the grinding media and bowl (steel). All this should be taken in to account to have meaningful comparison between studies.
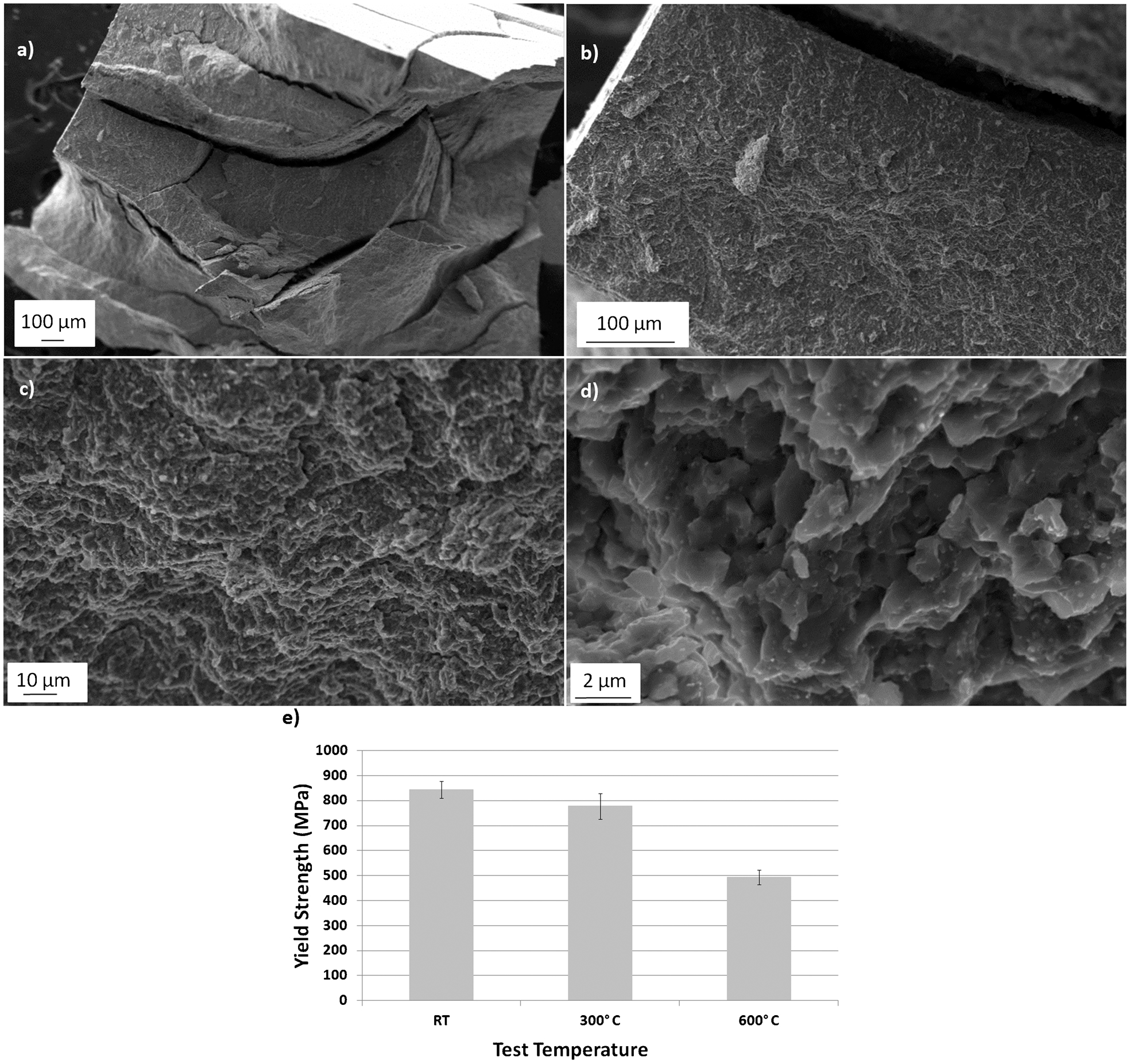
Fracture surface of FAHP consolidated material after compression test at room temperature at a–d different magnifications and e yield strength of NiAl tested at different temperatures
The fracture surface of the samples tested at RT (Fig. 8) was analysed to determine the fracture mechanism. The fracture surface was macroscopically flat (Fig. 8a) indicating a brittle nature of the fracture which occurs without any stable crack growth. On the microscopic level, the fracture was intergranular, resulting from the same reason of the limited ductility at low temperatures, the incompatibility in shape changes of neighbouring grains because of an insufficient number of slip systems. Compression ductility or strain to fracture was between 28 and 30%, which is in agreement with the values reported for nanocrystalline NiAl processed by powder metallurgy.23,39 The high value of the fracture strain may be attributed to small grain size.
Characterisation of material consolidated by HIP
The samples consolidated by HIP at 1200 and 1300°C, show a microstructure similar to the obtained by FAHP at 1200°C (Fig. 9). As it can be seen, the pores are submicrometric and some grain boundaries indicate the submicrometric grain size, although both pores and grains are larger than the ones obtained by FAHP consolidation.
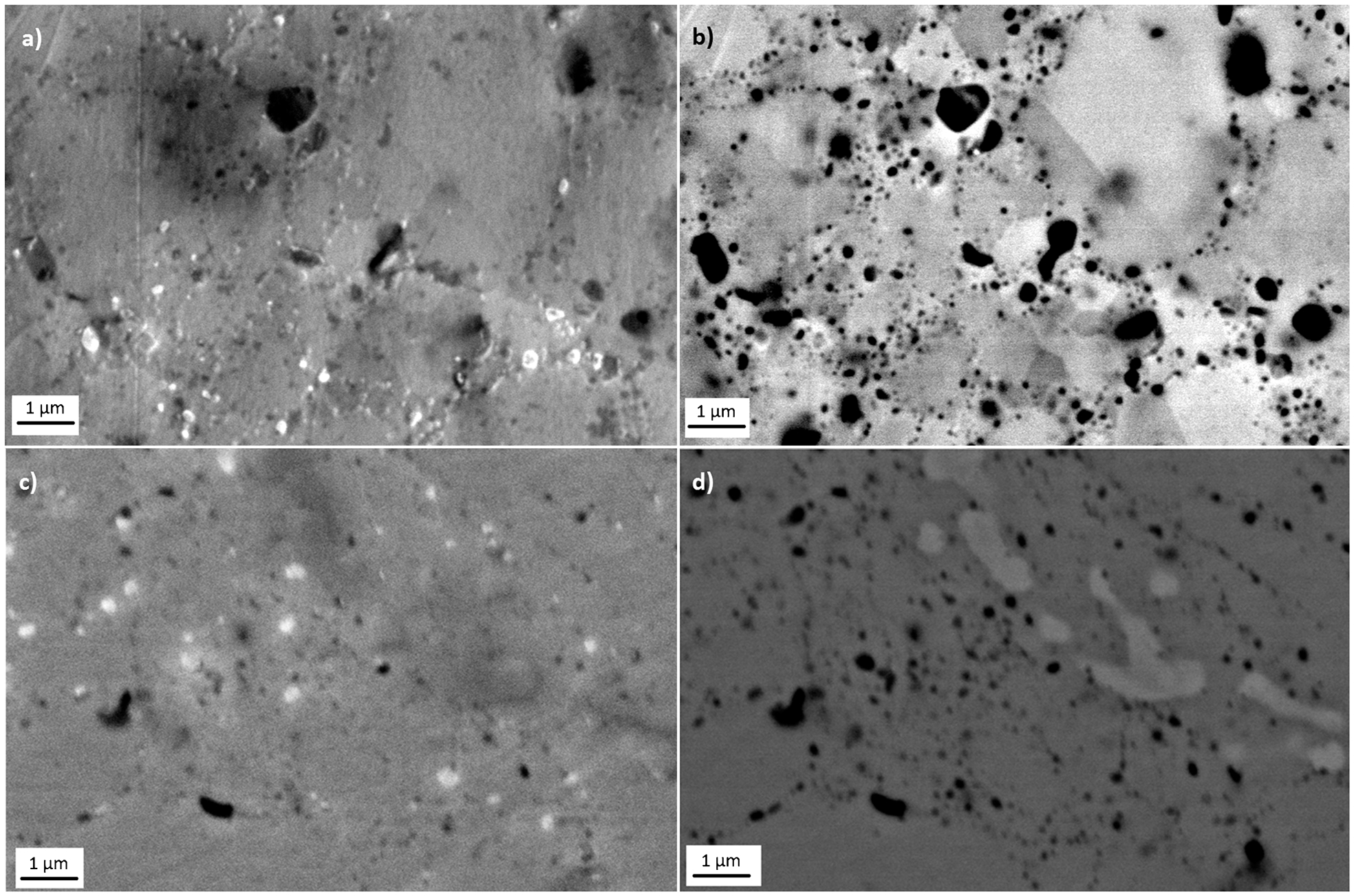
a, c secondary electron micrographs; b, d backscattered electron micrographs
Density (Fig. 6) of the sample consolidated by HIP at 1200°C was lower than that consolidated by FAHP at the same temperature. On the other hand, the powder consolidated by HIP at 1300°C had higher density than the samples processed at 1200°C by either method. This follows the same trend of increasing density with consolidation temperature, as in the field assisted hot pressed samples.
Moreover, the hardness measurement results show a different behaviour (Fig. 7). The hardness of the sample consolidated by FAHP at 1200°C, exceeds the hardness of the hipped samples at both 1200 and 1300°C. Probably this is due to the effect of the process time on the microstructure. The time needed for consolidation in FAHP was 10 min whereas the HIP process lasted for 3 h. During that extra time the grain size continued increasing and thus, because of the Hall–Petch effect, the hardness is reduced, regardless an increase in density. For all cases the hardness is homogenous throughout the sample as indicated by the small deviation between measurements, pointing out that the consolidation process and the resulting microstructure were also homogenous.
Conclusions
The synthesis of the B2-ordered NiAl intermetallic compound by MA followed by consolidation via FAHP and HIP techniques has been investigated. From the obtained results, the following conclusions were drawn.
The synthesis of ordered B2-NiAl intermetallic compound by MA is successful after 20 h of milling in an attritor mill.
The powder obtained in the process is homogeneous, with a nanocrystalline microstructure.
The mechanically alloyed powder was successfully consolidated with both FAHP and HIP techniques, obtaining high density values of 98 and 99% of theoretical density respectively.
At RT, the yield strength of consolidated B2-NiAl ordered intermetallic was around 850 MPa and fracture strain between 28 and 30%. The fracture was brittle in nature of the intergranular type.
The consolidation process by FAHP technique is effective and uniform throughout the sample as indicated by homogenous hardness values, obtaining a microstructure and properties similar or even better than those obtained with HIP technique, with certain advantages over it.
Footnotes
Acknowledgements
Funding of the Project NECTAR (PCIG10-GA-2011-303409) by the Marie Curie Actions Grant FP7-PEOPLE-2011-CIG program is gratefully acknowledged.