
Abstract
The present study focuses on modelling, optimisation and experimental investigation into properties and microstructure of supersolidus liquid phase sintered Cu–28Zn brass from prealloyed powder. The experiments are designed using response surface methodology based on central composite rotatable design to evaluate the effect of process variables on liquid phase sintering of prealloyed brass powder. Three variables namely temperature, time and atmosphere were changed during sintering. The mathematical equations were derived to predict densification and impact energy using second order regression analysis. The optimum condition was predicted when the sintering variables were set at about 876°C, 43 min and N2 atmosphere. Selecting optimum sintering parameters is an important factor for achieving improved properties and relatively homogeneous microstructure. Gravitational force has a detrimental influence on homogeneity which is reflected by a graded structure that is formed especially at higher sintering temperature and extended time. Also structural coarsening occurs at higher sintering temperatures and longer times. It is concluded that both gravitational effect and structural coarsening should be considered in manufacturing of Cu–28Zn alloy parts. Furthermore, a combination of modelling and experimental investigation provide a new concept for better understanding and analysing the sintering process of brass and related structures.
Keywords
Introduction
Powder metallurgy (PM) brass materials have been investigated because of their high corrosion resistance, diamagnetism, electrical and thermal conductivities, unique deformability and excellent ductility which make them useful for numerous applications, particularly in the electrical and automotive industries.1–4
Prealloyed brass powders are commonly produced by water atomisation with the composition of 10, 20 and 30 wt-%Zn and in part with further alloying elements. Sintering of prealloyed powder is frequently done at temperatures between solidus and liquidus.5,6 Thus, densification is due to supersolidus liquid phase sintering (SLPS), which is a variant of liquid phase sintering. In general, the supersolidus liquid phase provides particle rearrangement due to capillary forces, which promotes densification.7–9 A limitation of SLPS sintered alloys is however component distortion due to gravity if excess liquid is present.9,10 Numerous researchers have studied the gravity effect on liquid phase sintering in the past few decades, beginning with Kohara and Tatsuzawa. 11 Also, German and co-workers have reported a number of theoretical and experimental studies of microstructure and macrostructure of liquid phase sintered alloys in both gravity and microgravity conditions.12–17
However, there is still a lack of information on SLPS of brass components with regard to gravitational effects. Recently, Azadbeh et al. 18 have reported the successful sintering of prealloyed Cu–20Zn brass powder which requires precise control of the sintering temperature to prevent graded densification and shape distortion during SLPS. The densification of prealloyed brass powder during sintering by SLPS is sensitive to variation of time and temperature. Furthermore, determining the optimum conditions for SLPS of binary alloys (e.g. Cu–Zn and Cu–Sn) is an important key parameter in order to avoid distortion and obtain maximum densification. To optimise any sintering system, one of the important items to know is the relationship between the variables of interest, which is on the one hand the optimisation object (e.g. the sintered density which is used to evaluate densification) and on the other hand the system factors, which are the sintering variables (i.e. the sintering parameters).
Among the design of experiment (DOE) techniques, response surface methodology (RSM) is a powerful mathematical and statistical approach for modelling and optimising of a response or property that is influenced by several parameters, using the analysis of variance (ANOVA) technique.19–21 Response surface methodology has been applied by the materials research community to solve such challenges as welding,20,22,23 corrosion,24–26 mechanical properties,27,28 and bake hardening behaviour.29,30
Response surface methodology also quantifies the relationship between the controllable input parameters and the obtained responses. The steps in this method involve:
designing a series of experiments for adequate and reliable measurement of the response of interest
determining a mathematical model of the second-order response surface with the best fit
finding the optimal set of experimental parameters that produce a maximum or minimum value of response
representing the direct and interactive effects of process parameters through contour and three-dimensional (3D) surface plots.20,31
In the present study, a combination of mathematical and empirical investigations was used to introduce a new concept into SLPS of alpha sintered brass. Response surface methodology based on central composite rotatable design (CCRD) has been applied to establish the functional relationships between three key variables of sintering namely sintering temperature, time and atmosphere32,33 for evaluating and modelling responses (sintered density and impact energy). These relationships can provide mathematical models based on empirical results that are used to analyse and predict the responses and to determine the optimal SLPS variables. The ANOVA shows that experimental results fit well into the assumed CCRD models.
Finally, the sintered microstructures of specimens were analysed in detail. The detrimental effect of gravity on SLPS was detected from graded microstructures, and it was in good agreement with the RSM results.
Modelling and experimental procedure
Manufacturing of specimens
Water atomised prealloyed brass powder Cu–28%Zn was used as the starting material, and the details of the powder characteristics are given elsewhere.10,21 In order to determine the sintering temperature range, differential scanning calorimetry (DSC) was carried out on the powder at a heating rate of 20°C min−1 in high purity argon atmosphere. For manufacturing test specimens the brass powder was mixed with 0.75 wt-% lithium stearate as lubricant in a V shaped mixer at 65 rev min−1 for a period of 60 min. Rectangular test specimens, 55×10×10 mm (DIN ISO 5754) in size were fabricated from mixed powders. Compaction was carried out uniaxially in pressing tools with floating die at a pressure of 600 MPa to obtain samples with constant density level. The green density was determined by measuring mass and dimensions.
The green bodies were sintered at different temperatures (840–910°C), isothermal sintering times (6–70 min) and atmospheres (argon and nitrogen of technical quality) according to the designed matrix (Tables 1 and 2). Sintering was carried out in a laboratory tube furnace (Type ‘TFS/25-1250’) with flowing protective gas (flowrate 2 L min−1). In a first stage, delubing of these samples was accomplished at 540°C for 30 min in the entrance of the furnace, and then the boat was pushed into the high temperature zone of the furnace. After sintering, the boat was pushed into the water jacketed exit zone and cooled down to room temperature within approximately 30 min. Densities of the sintered compacts were determined using Archimedes principle (DIN ISO 3369) after careful impregnation with water stop spray. The impact testing was done on a ROELL AMSLER tester with Wmax = 300 J, the bars being tested in the unnotched condition (as given in DIN ISO 5754).
Symbols, levels, types and values of sintering variables

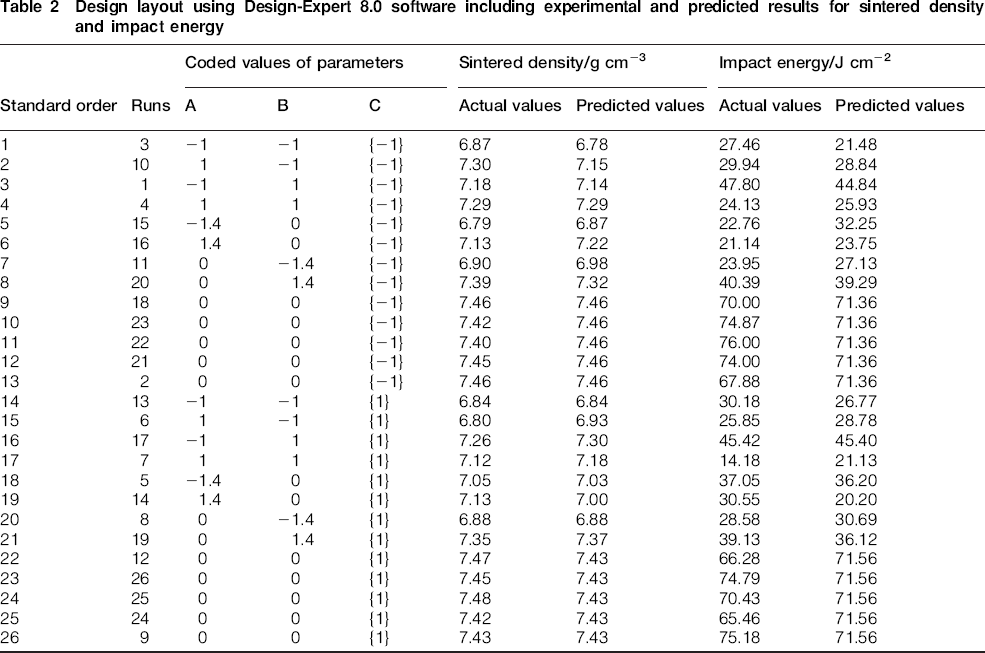
Design layout using Design-Expert 8.0 software including experimental and predicted results for sintered density and impact energy
Micrographs of the sintered samples were prepared according to the standard procedure of grinding on emery papers and fine alumina polishing. Etchant solution with composition of 8 g FeCl3, 25 mL HCl, and 50 mL H2O was used. Optical microscope was employed for investigating the metallographic cross sections. The fracture surfaces of the impact test specimens were examined in a CAM SCAN 2300 scanning electron microscope.
Response surface methodology
Design of experiments is an empirical and analytical tool for setting efficient process parameters which has significant effect on the response of interest. Full factorial design, CCRD, and Box-Behnken design are the most applicable methods in DOE. Response surface methodology is a method for DOE which was originally developed by Box and Wilson.34,35 A well known RSM technique called central composite rotatable design was applied for DOE with numerical and categorical parameters in order to evaluate mathematical models for responses and optimise the SLPS variables. Hence, in this study, CCRD consists of 26 sets of runs; three selected independent SLPS variables (temperature, time and atmosphere) were used for DOE. The value of SLPS variables and their levels involved in this research are listed in Table 1. The measured response parameters were sintered density and impact energy. The results obtained through the experiments and the predicted models are summarised in Table 2. The computations and analysing of available data have been carried out by using a trial version of Design-Expert 8 software.
Development of mathematical models
In this research, the SLPS variables were mathematically related to the empirically obtained response functions (sintered density and impact energy). A second order polynomial regression model has been developed for evaluating the effects of all variables. The responses are a function of sintering temperature (A, °C), sintering time (B, min), and sintering atmosphere (Ar and N2) that can be expressed as follows



The coefficient values of equation (3) were calculated by the regression method using Design-Expert-8 software at 95% confidence level. The regression coefficients of the second order polynomial regression model were calculated from experimental data shown in Table 2. Also, in order to ensure model accuracy, ANOVA analysis was performed.
Results and discussion
Thermal analysis
The non-equilibrium nature of the powder production with rapid cooling method makes it dificult to accurately predict the sintering temperature window using phase diagrams (which describe the equilibrium state). The sintering temperature range and phase transformations of the as received powder which were calculated from the DSC curve as outlined in the thermal analysis book 37 are shown in Fig. 1. The solidus temperature of the powder is about 850°C. Hence, the temperature interval of 850 to 900°C is suitable for performing sintering experiments.
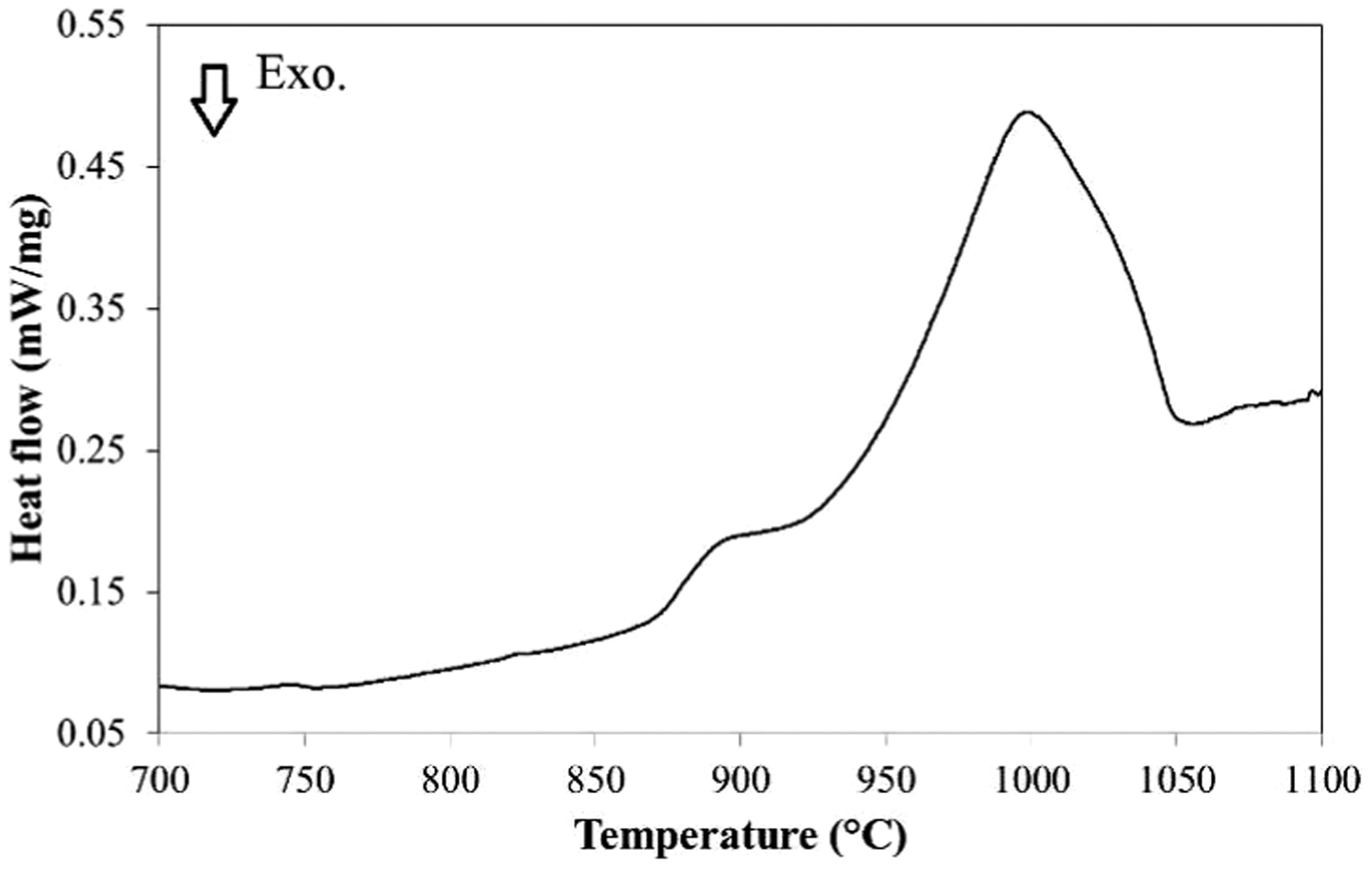
Curve (DSC) of Cu–28Zn brass prealloyed powder
Modelling
Mathematical models and analysis of variance
The most important factors (parameters) during the sintering process are temperature, time and furnace atmosphere.
32
The influence of these factors on sintered density (g cm−3) and impact energy (J cm−2) is described using second order polynomial regression models. The suggested mathematical models are given in the equations (4) and (5) for response variables
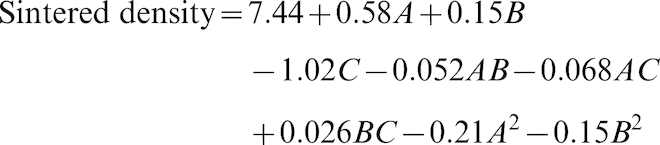
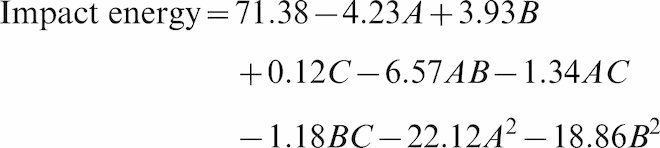
The calculated regression coefficients using ANOVA technique are summarised in Table 3. All the regression coefficients were obtained by applying RSM based on CCRD. The significance of models and each variable, determined by F and P value, respectively, are listed in Table 3 as well. The model F value of 27.3 and 48.58 for sintered density and impact energy, respectively, implies that the models are significant. P values of less than 0.05 indicate that model terms are significant. In this case A, B, AC, A2, B2 and A, B, AB, A2, B2 are significant model terms for sintered density and impact energy, respectively. P values above 0.1 indicate that the model terms are not significant.
Analysis of CCRD results for densification and impact energy
After calculating the coefficients, the overall adequacy of the model is commonly explained by the R2 coefficient (see Table 3). The R2 coefficients of 0.9278 and 0.9581 for sintered density and impact energy, respectively, indicate the high adequacy of the presented models. Figure 2 verifies that the predicted response values are well in agreement with the actual ones. The predicted (Pred) R2 of 0.7493 and 0.8767 are in reasonable agreement with the adjusted (Adj) R2 of 0.8938 and 0.9384 for sintered density and impact energy, respectively. Adequate precision measures the signal-to-noise ratio. A ratio>4 is desirable. The calculated ratios of 14.483 and 16.228 for sintered density and impact energy, respectively, indicates an adequate signal. Here these models can be used to navigate the design space.
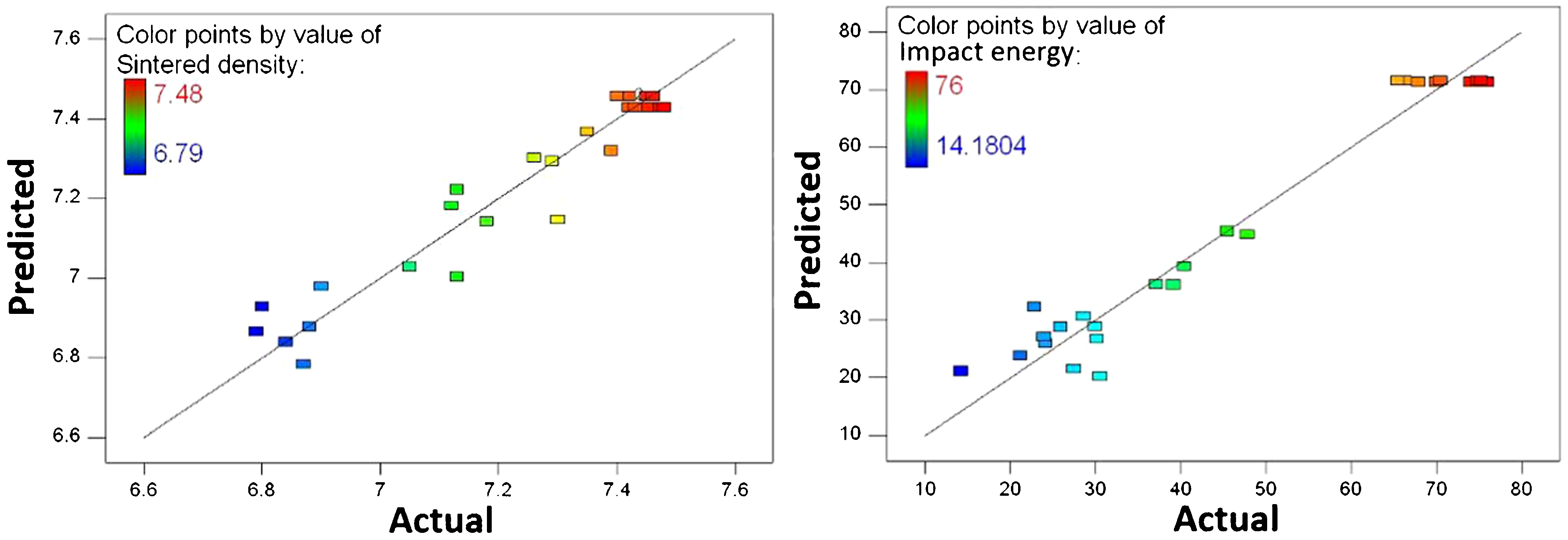
Graph of predicted versus actual response values of sintered density (g cm−3) and impact energy (J cm−2)
The residual results from the least squares fit play an important role in judging model adequacy. A check of the normality assumption may be made by constructing a normal probability plot of the residuals, as shown in Fig. 3. If the residuals plot results approximately in a straight line, then the normality assumption is satisfied. 34 Figure 3a and b does not reveal any apparent problem with normality. The normal probability plots clearly indicate that the points follow approximately a straight line and therefore the residuals have a normal distribution, and it is obvious that errors are spread normally.
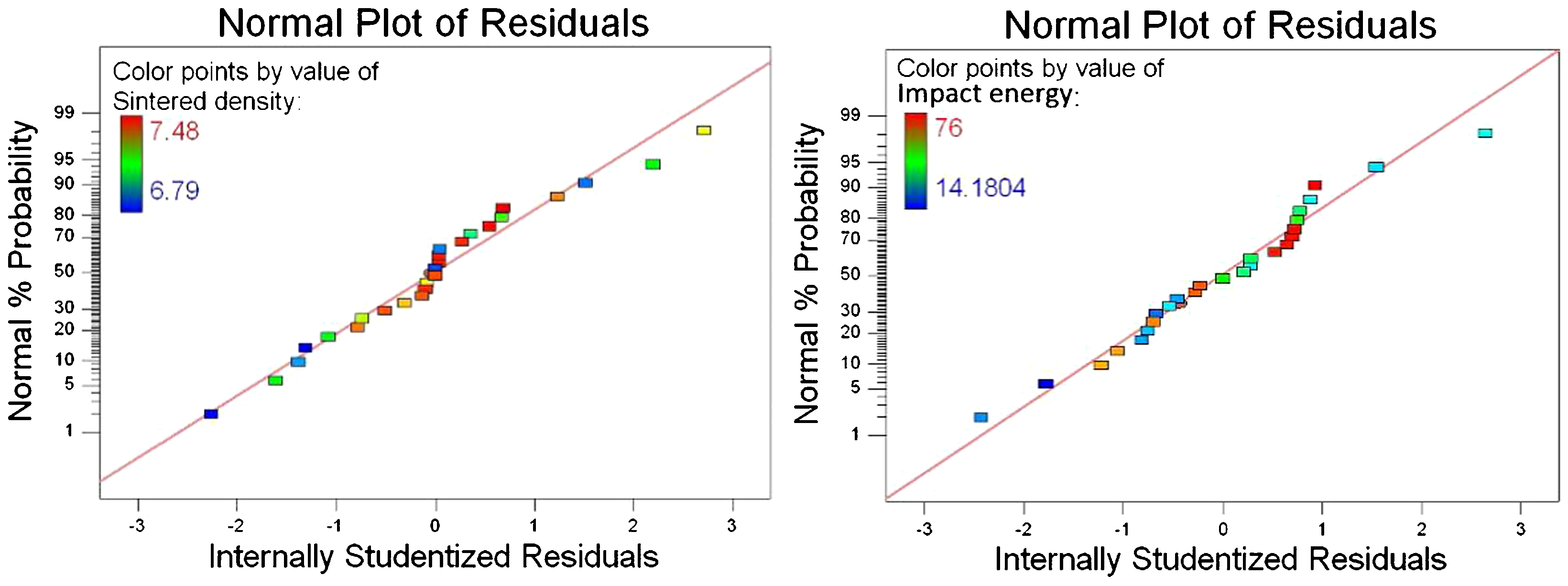
Normal probability plots of residuals for sintered density (g cm−3) and impact energy (J cm−2)
Effect of sintering variables on densification and impact energy
Perturbation plots can provide a sight to compare the effect of all manufacturing parameters at particular points of the design space. Figure 4 shows the effect of sintering variables on densification and impact energy. It can be observed that increasing sintering temperature and time caused an increase in sintered density and impact energy up to a maximum point. With further increasing sintering temperature and time, both sintered density and impact energy decrease. This variation is due to the SLPS phenomenon that is illustrated in the section on ‘Microstructural evaluation’. It is evident from Fig. 4a and b that the type of furnace atmosphere has a negligible effect on densification and impact energy, but nearly all metals of technical relevance react with the gas of their surrounding atmosphere (air) even at room temperature. The most important reason for using special sintering atmospheres is to provide protection against oxidation and re-oxidation of the sintered metal powders. However, in any case a reducing atmosphere would be preferable. Furthermore, in particular for supersolidus sintering to high density levels (which is not the case here), the trapping of Ar in closed pores, which inhibits densification, should be considered. There are many other ways in which a sintering atmosphere can influence the basic sintering process. 32 In this case selecting a good furnace atmosphere is useful to prevent oxidation during SLPS of brass PM parts.
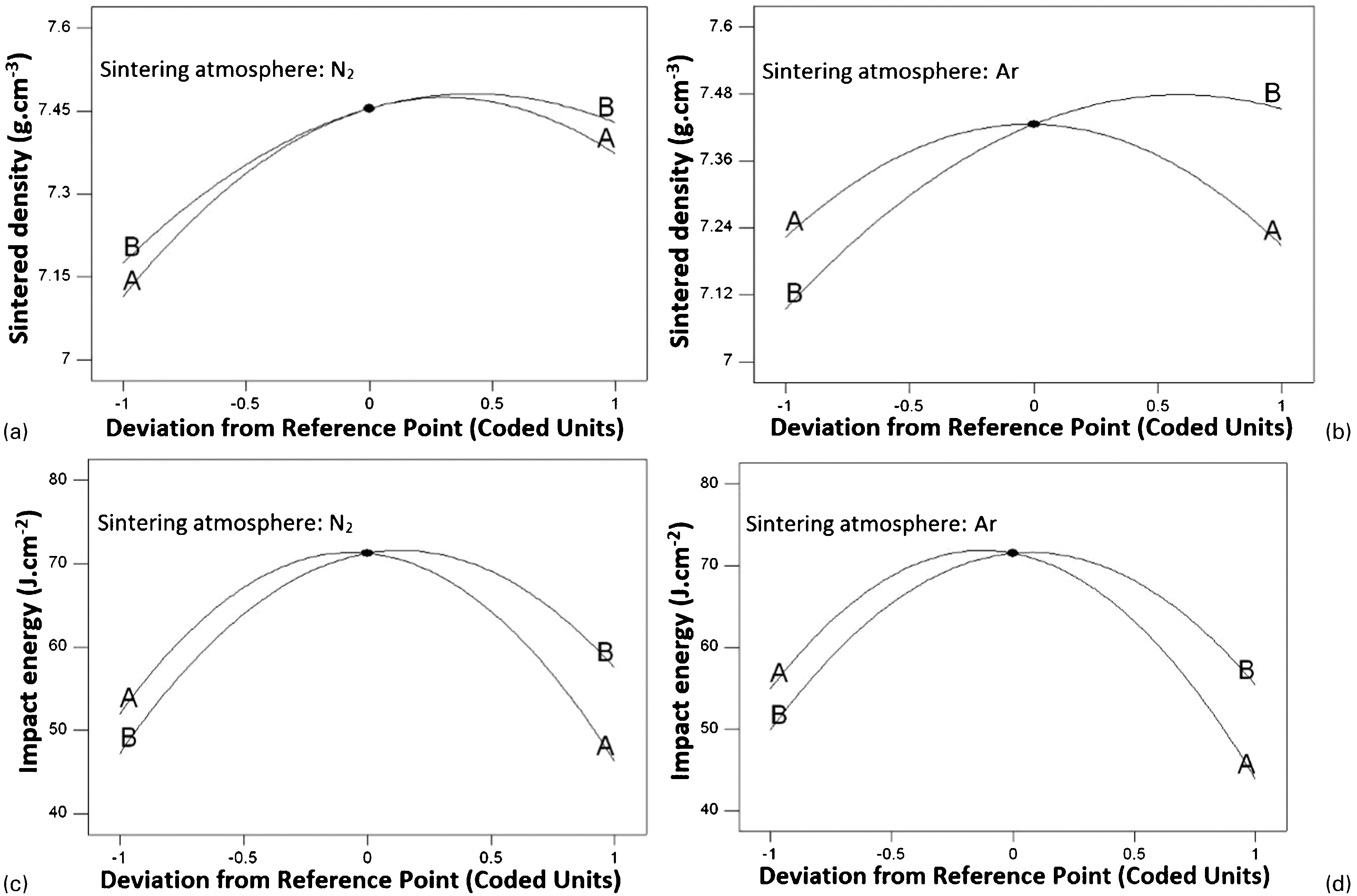
Perturbation plots for a, b sintered density (g cm−3) and c, d impact energy at central points of design space
Interaction effect of sintering variables on densification and impact energy
Analysis of variance showed that interaction between sintering temperature and atmosphere (AC) had a more significant effect on the sintered density as compared to interaction between sintering temperature and sintering time (AB), and interaction between sintering time and sintering atmosphere (BC) is an insignificant term. For the impact energy, according to ANOVA analysis interaction between sintering temperature and sintering time (AB) had more significant effect as compared to that of interactions between sintering temperature and sintering atmosphere (AC) and sintering time and sintering atmosphere (BC).
In Figs. 5 and 6, the contour and response surface plots exhibit the combined effect of variation of sintering temperature and sintering time (AB) on sintered density and impact energy in both Ar and N2 furnace atmospheres. It can be seen that the sintered density and impact energy in both furnace atmospheres increase with higher sintering temperature and longer time up to a maximum level, thereafter the sintered density and impact energy decrease with higher sintering temperature and longer time during SLPS process of Cu–28Zn.
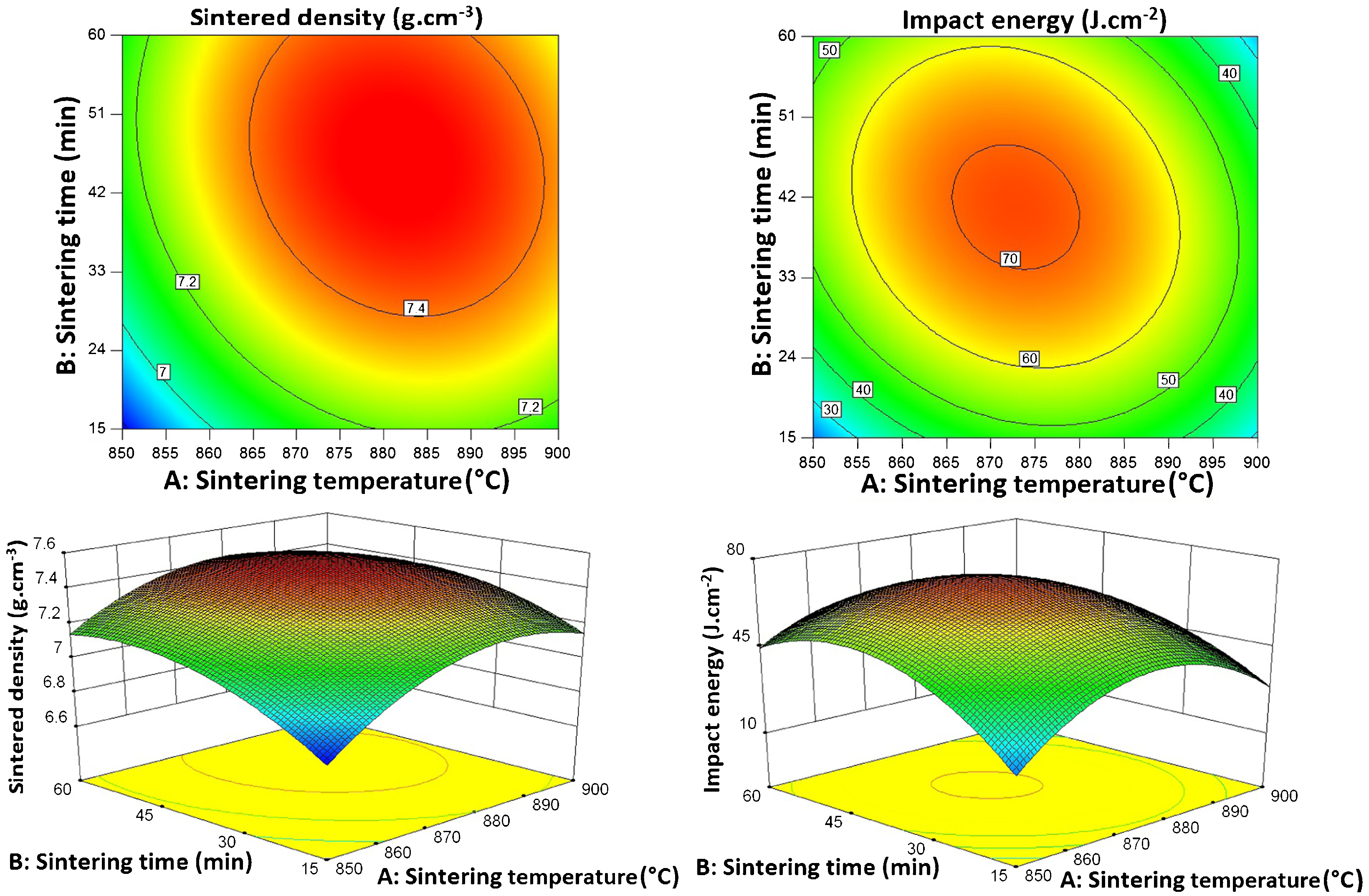
Contour and 3D plots of sintered density and impact energy for nitrogen sintering atmosphere
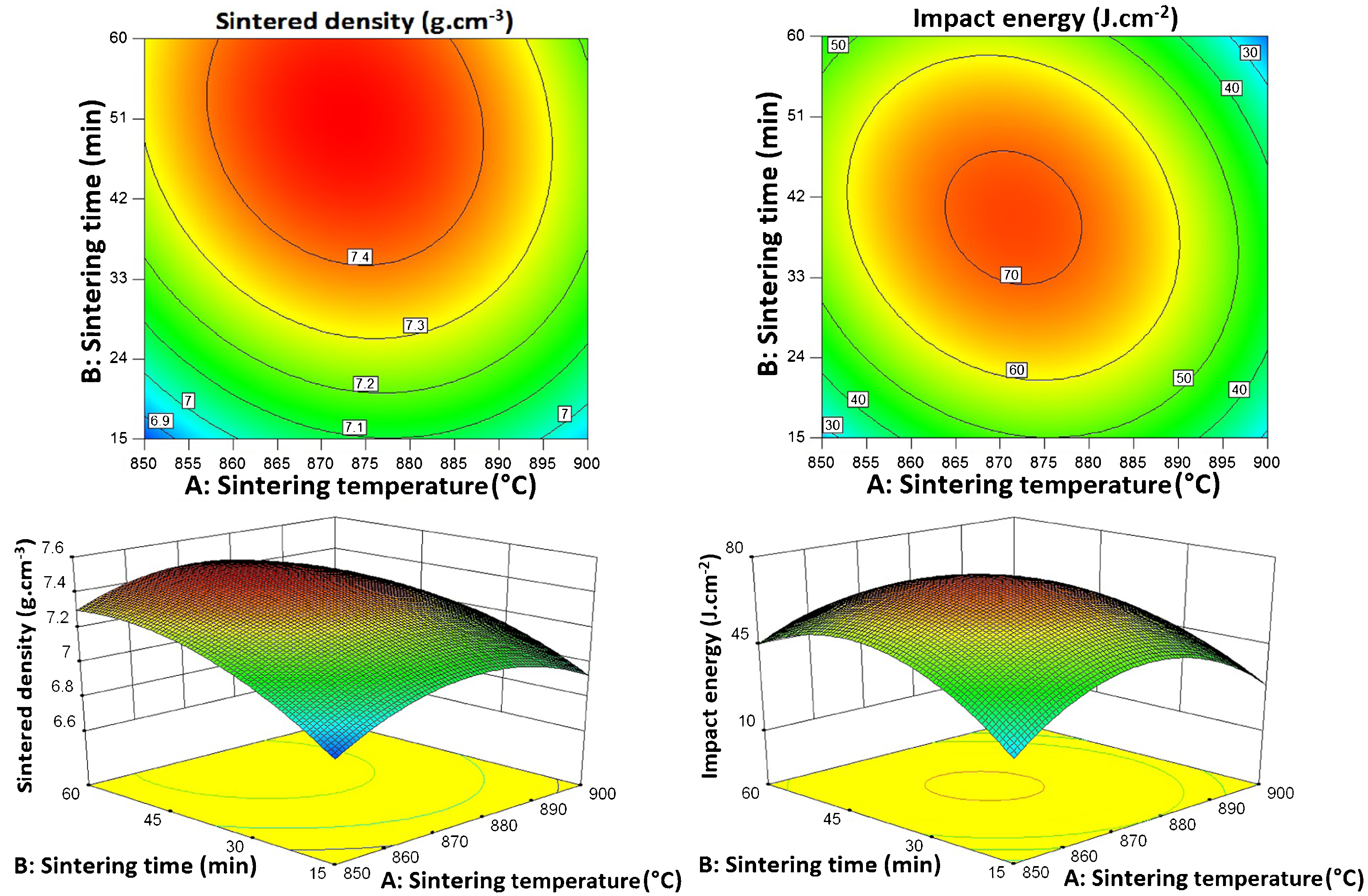
Contour and 3D plots of sintered density and impact energy for argon sintering atmosphere
Optimisation of SLPS process
The optimum values for the sintering parameters were derived from the RSM models. Contour and 3D plots (Figs. 5 and 6) and the results of the ANOVA (Table 3) for each response were used to achieve desired properties. To get the maximum densification, the values of sintered density and impact energy were assumed maximum. Figure 7 shows the ramp function view of the optimum condition. It can be seen that the maximum levels were achieved at about 876°C, 43 min and N2 atmosphere. The suggested optimum condition is in good agreement with the result of the centre point of the design space (870°C, 38 min). The desirability of the optimal condition is given in Fig. 8. The desirability of suggested optimum condition for the sintered density is 100%, hence in the case of impact energy it is about 92%. Here a combined desirability of 96% is a good indicator to verify the results of the proposed models.
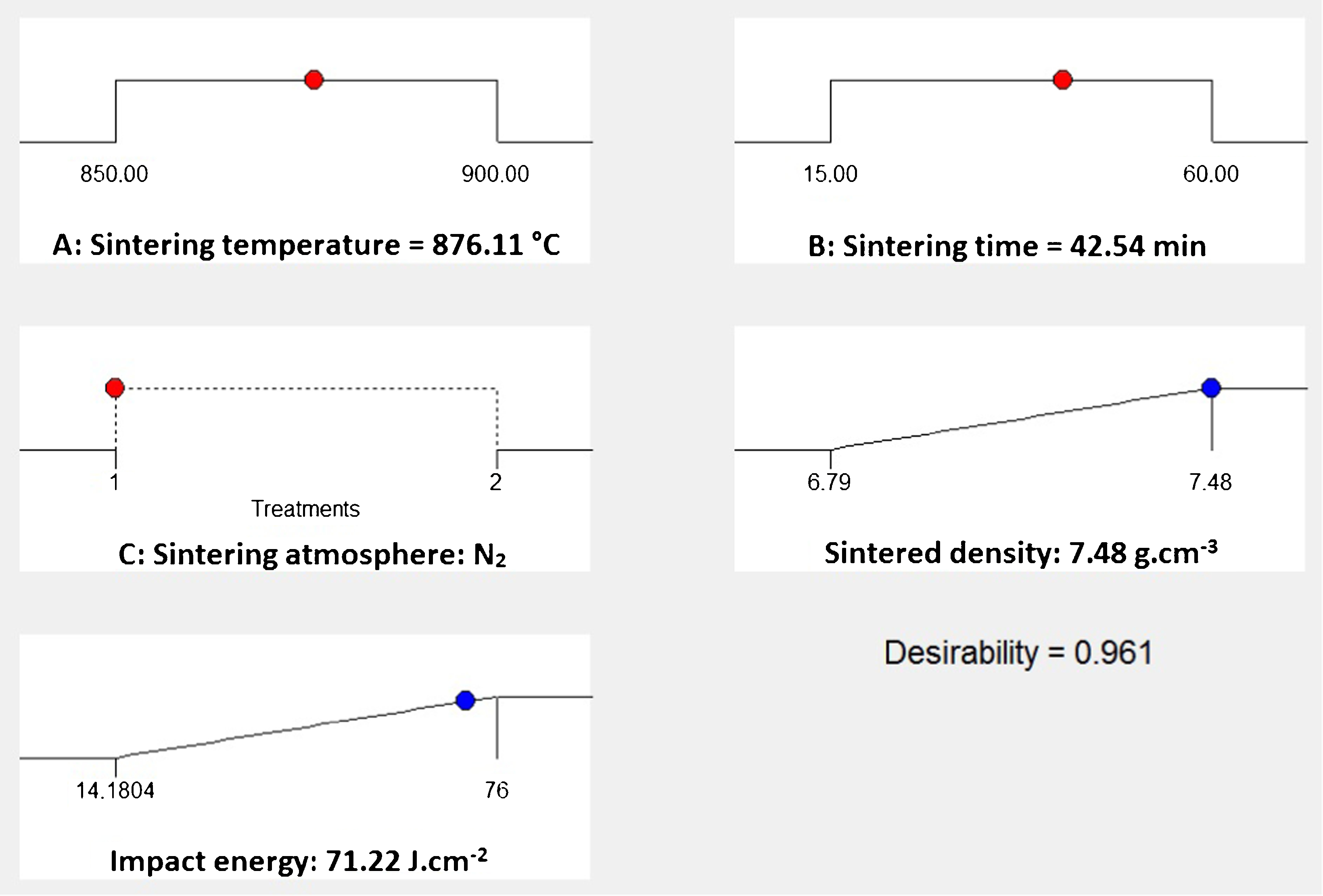
Ramp view of optimum sintering condition
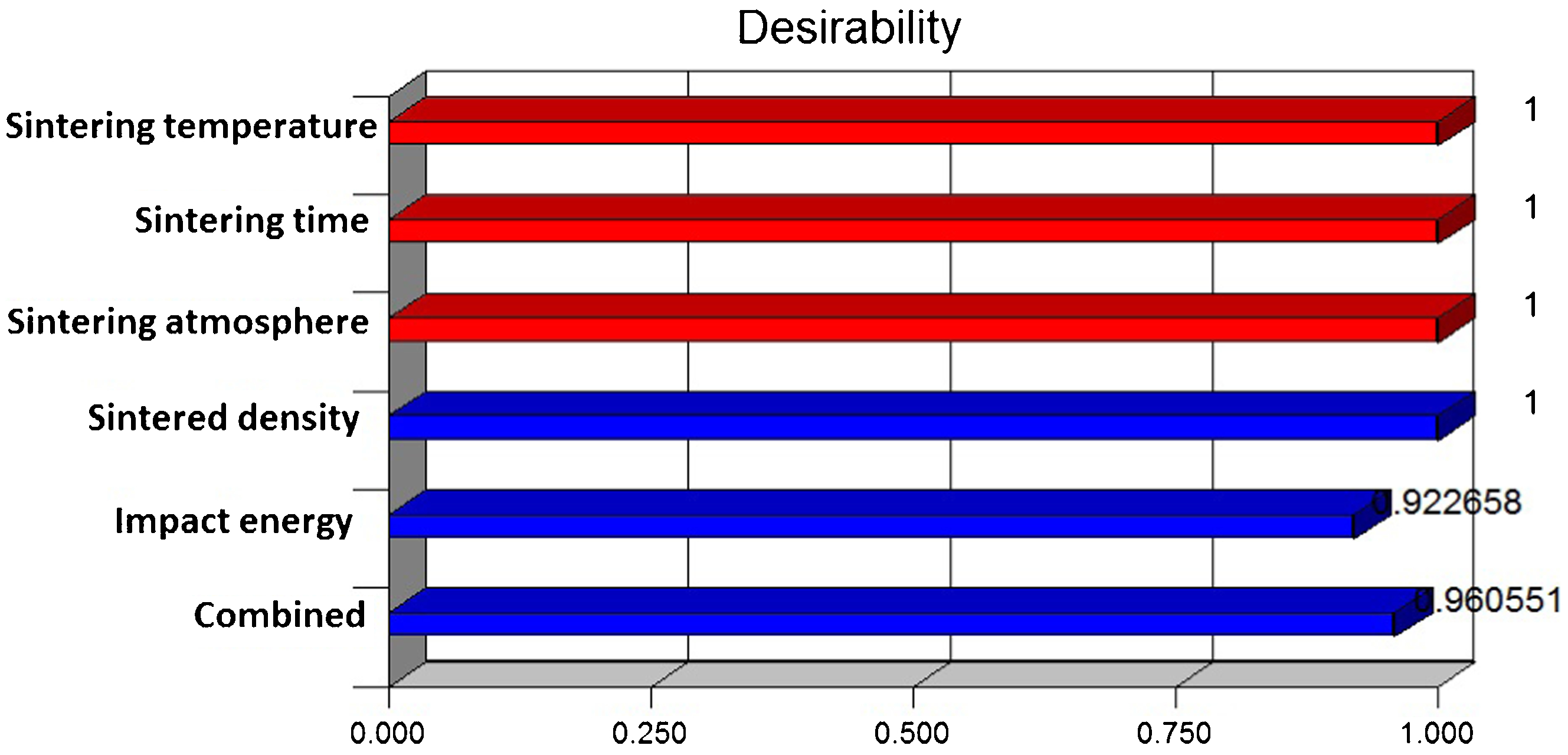
Desirability bar graph of variables and responses
Microstructural evaluation
Metallography
In order to confirm the modelling and optimisation results, microstructural evaluation of sintered samples was performed. Figure 9 shows the microstructure of the sintered Cu–28Zn compacts. In the samples sintered at 840°C for 38 min and 875°C for 6 min, many pores with irregular shape are present, while in case of sintering at 875°C for 38 min, in contrast, far fewer pores are observed; here, fragmentation of the powder particle and particle rearrangement are responsible for this effect. As the temperature and time is further increased to 910°C and 70 min, grain growth and pore coarsening become obvious. At higher temperature, grain growth is significant, and distortion is observed. Grain growth during liquid phase sintering generally occurs through a combination of Ostwald ripening and coalescence. 8 With grain growth, pore elimination and pore coarsening (according to pore filling theory) 38 in the matrix, the sintered density and impact energy decrease, as shown in Figs. 5 and 6. Also Fig. 10 shows the gravity effect at higher sintering temperature that could be responsible for undesired properties. According to the DSC curve, with sintering above 850°C the powder starts to melt and form a liquid between the particles. The capillary force of wetting liquid enhances densification and enables getting maximum properties. However, by sintering at too high temperatures the compact consists of solid grains with considerable amount of liquid at the grain boundaries and some pores. By excess liquid formation, the capillary force approaches zero 9 which in turn decreases sintered density and also impact energy. The gravity effect and shape distortion are dominant 9 at higher sintering temperatures due to the higher proportion of the liquid phase, and grain growth and pore coarsening occur. In Fig. 10 the section of the sample sintered at 910°C for 38 min visually shows the influence of gravitational effects on grain coarsening, pore distribution, and liquid phase settling during SLPS. Metallographic and fractographic study of the microstructure at different height levels of the cross-section illustrated significantly graded structure which is caused by liquid phase settling. Macroscopic evaluation of this section demonstrated macroscopically the phenomenon of liquid phase settling. Here the RSM results are in good agreement with the graded structure and structural coarsening by increasing temperature and time.
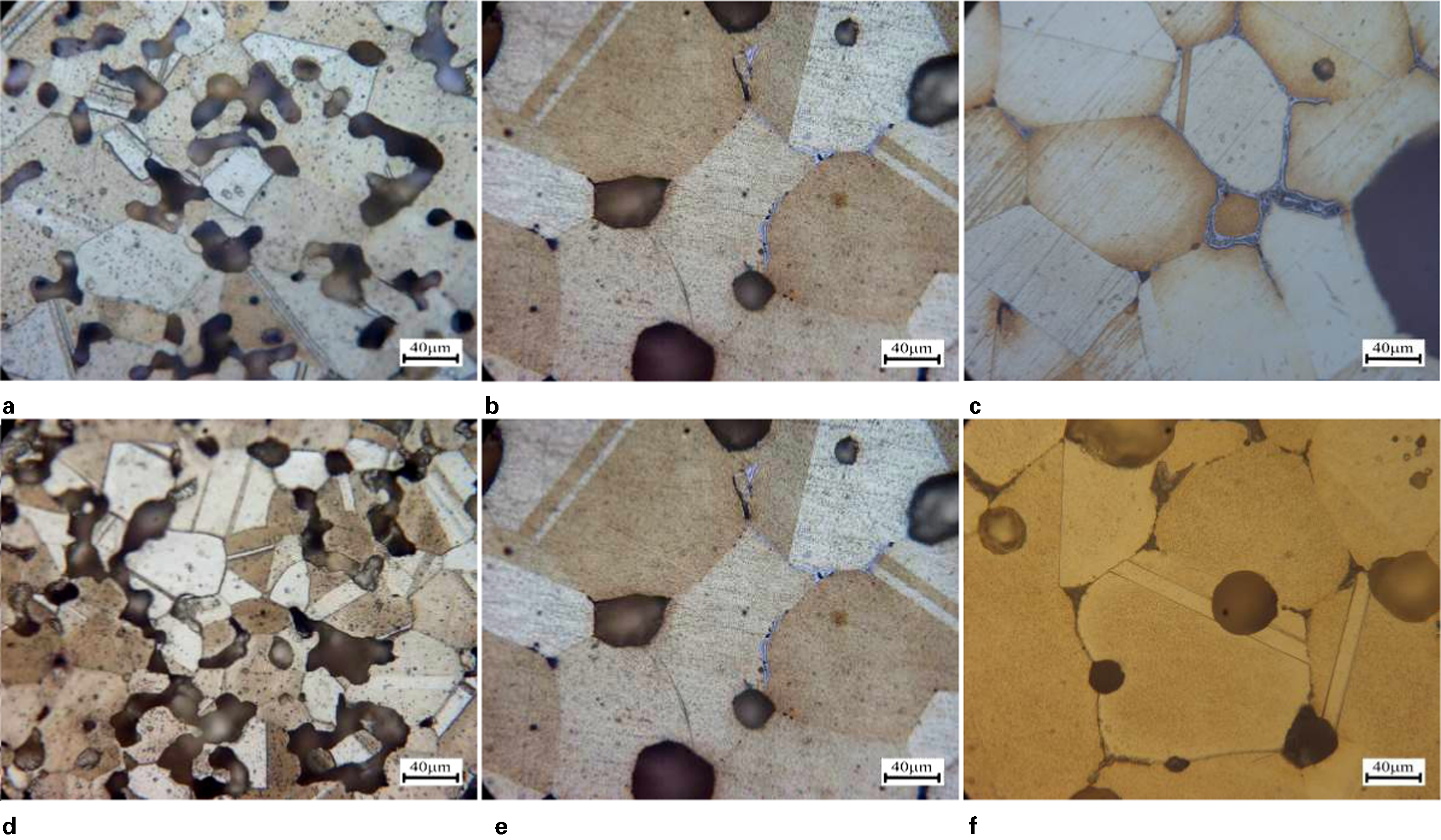
a Std. 5, 840°C, 38 min; b Std. 9, 875°C, 38 min; c Std. 6, 910°C, 38 min; d Std. 7, 875°C, 6 min; e Std. 9, 875°C, 38 min; f Std. 8, 875°C, 70 min
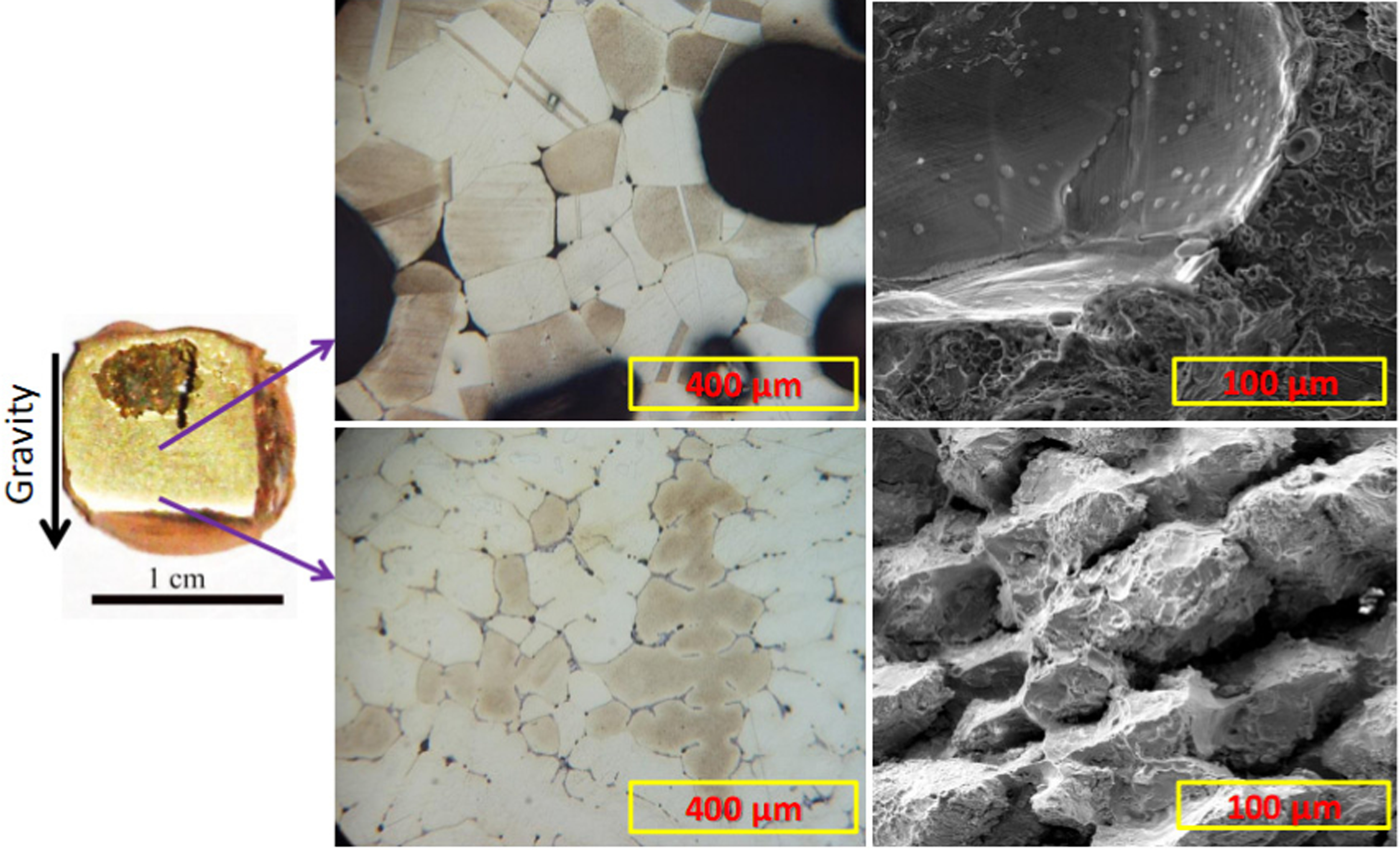
Macrograph and microstructure showing gravity effect during SLPS process at 910°C, 38 min and N2 atmosphere
Fractography
Another important way to characterise SLPS specimens is studying the fracture surfaces. In order to confirm the metallographic structures and modelling results, the fractography investigation is presented in Fig. 11. At lower sintering temperature intergranular fracture is dominant. Besides that, fracture through the formed liquid phase can be distinguished (see Fig. 11). The distribution of the pores can significantly influence the fracture surface appearance so that the interconnected pores help to propagate fracture. When sintering at 875°C for 38 min, more liquid phase is formed and the porosity decreases compared to 850°C and 15 min. Moreover, the rearrangement of grains from fragmented powder particles as a result of liquid phase formation leads to change of fracture modes. Therefore, the fraction of intergranular fracture is comparable with transgranular type. In this condition, obtaining maximum sintered density and impact energy is expected. By increasing sintering temperature and time to 890°C and 60 min, grain growth at higher temperatures results in coarser grains. Here intergranular fracture as a result of SLPS progress is more dominant.
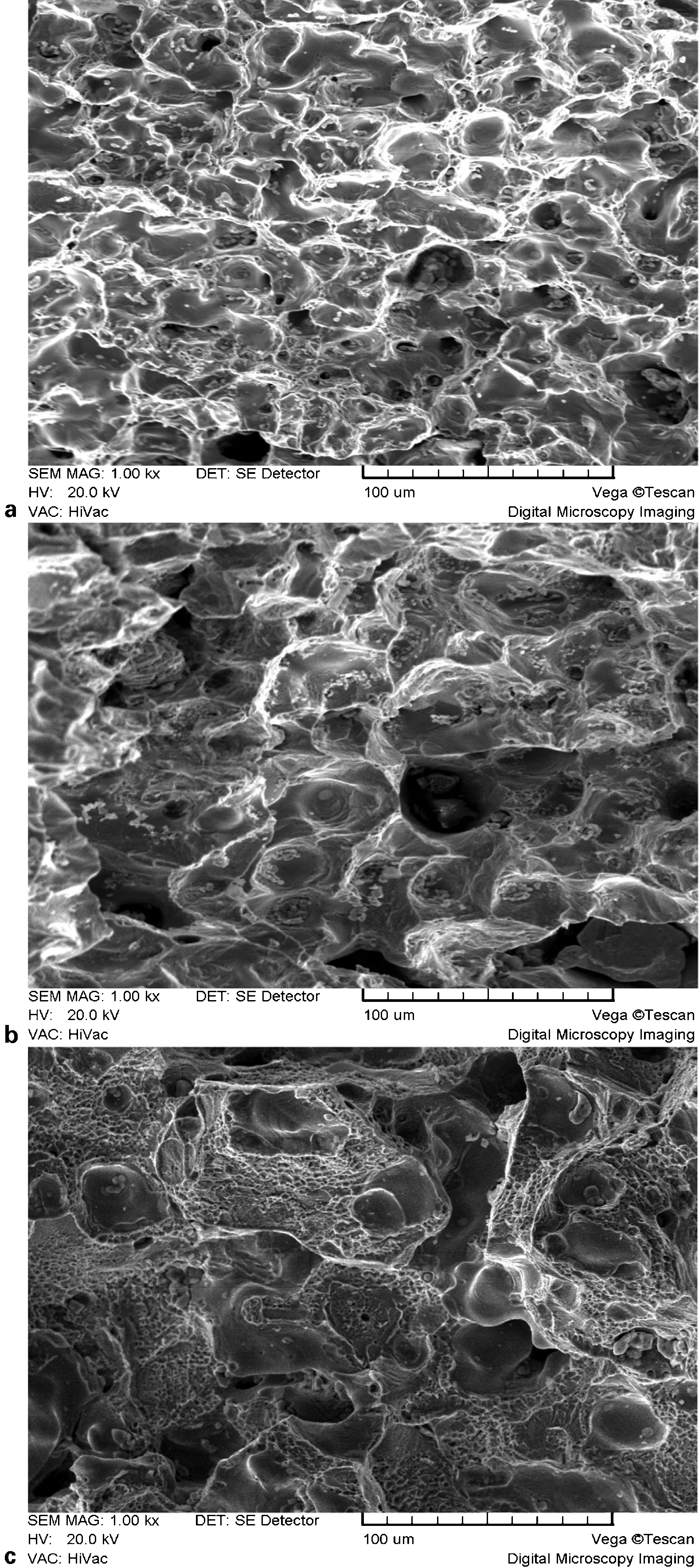
a 850°C, 15 min, N2; b 875°C, 38 min, N2; c 900°C, 60 min, N2
Conclusions
A combination of RSM and microstructural investigations was used to introduce a new concept for SLPS of brass. A range of SLPS variables were analysed in a matrix of experiments to understand the relationship between structural coarsening and gravity effects with regard to densification and impact energy.
Response surface methodology based on a central composite rotatable design was applied successfully to develop second order polynomial mathematical models for predicting the sintered density and impact energy of Cu–28Zn brass from prealloyed powder. The developed models can be effectively used to predict the sintered density and impact energy at 95% confidence level.
Perturbation, contour and 3D plots showed that sintered density and impact energy follow a parabolic behaviour with sintering temperature and time during the SLPS process of prealloyed Cu–28Zn brass powder. Optimum sintering condition for getting maximum density and impact energy are about 876°C, 43 min and N2 atmosphere (at least for the equipment and conditions used here).
In most systems which undergo an SLPS process, pore elimination and decreasing pore size are well recognised phenomena, while in Cu–28Zn PM alloy, pore coarsening beside pore elimination occurs. Hence at higher sintering temperatures, structural coarsening retards densification and decreases impact energy.
Gravitational effect is an important subject which should be taken into account. The graded microstructure from top to bottom observed in the samples sintered at high temperature and for extended time is a response to this influence. It is recommended that in metallographic and fractographic studies of specimens produced under different manufacturing parameters, the features at defined levels, i.e. distances from top of examined samples, should be compared.