
Abstract
Stainless tool steels highly alloyed in niobium can be produced by powder metallurgy using diffusion alloying. Steel powder atomised without carbon is subsequently mixed with graphite and hot isostatically pressed. The atomised powder contains the intermetallic Laves phase NbFe2 that transforms into MC-type carbides during HIP when graphite has been added. The obtained structure features a fine distribution of carbides to increase wear resistance and chromium fully dissolved in the matrix to provide corrosion resistance. X-ray diffraction (XRD) measurements and reflection position analysis with additional scanning electron microscopy (SEM) have been conducted to study the phase transition of NbFe2 Laves phase into NbC carbides in two high Nb alloyed stainless tool steels. The results show that carburisation starts at 1000–1050°C and also confirm the correlation between oxide reduction and carburisation. The formed carbides are distinctly understoichiometric, which leads to an overestimation of the suitable quantitiy of added carbon in the thermodynamic calculations.
Introduction
Wear-resistant steels, which can be used e.g. for tools, usually consist of a martensitic metallic matrix with embedded hard phases. These hard phases are carbides in most cases. Typical carbide forming elements are Cr, V, Mo and W. The difficulty in alloy design is to adjust the amount of carbide forming elements and carbon such that the desired content and type of hard phases is combined with optimal hardenability of the matrix. The latter depends not only on the carbon content, but also on alloying additions of Cr, Mo, Ni and Mn, which increase the hardness penetration depth. For corrosion resistant tool steels, Cr and Mo are crucial for passivation; therefore, they need to be dissolved in the matrix in high amounts. Different solubility of alloying elements in different phases complicates alloy design according to these goals. For example, an increase in Cr content to improve corrosion resistance will also lead to an increased tendency to form chromium rich carbides, which has an negative effect on the desired property.
Alloying with Nb permits an increase in the carbide content without changing the matrix composition, provided that the carbon content is properly adjusted. 1 This is because niobium is such a strong carbide forming element, which hardly dissolves in the metallic matrix if carbon is present. Moreover other alloying elements are not dissolved in the Nb carbides, avoiding depletion of these elements in the matrix. This holds especially true for Cr. 2 Hence, Nb is suitable for the design of tool steels that simultaneously feature wear resistance and corrosion resistance. Thus the circumstance that niobium MC type carbides have a very low solubility for chromium makes them preferable to vanadium MC type carbides.
Tool steels that contain niobium as an alloying element have been under examination for a long time. A steel containing 2 wt-%Nb was commercially introduced in 1986, as described by Guimaraes. 3 A corrosion resistant tool steel with around 5 wt-%Nb is commercially available as RN15X.4,5
Karagöz and Fischmeister found that in alloys containing more than 3 wt-%Nb, the primary niobium carbides lower the toughness and hardly support the wear resistance if no metallurgical measures are taken to reduce carbide size. 6 Thus, a powder metallurgical production route was introduced for a steel containing 3.2 wt-%Nb in Ref. 1 and 5 wt-%Nb in Ref. 7. In attempts to produce powder metallurgical cold work tool steels with a higher amount of niobium, the atomisation process was impeded by coarse primary carbides that precipitated from the melt and rapidly grew until the nozzle clogged and the atomisation process stopped. 8
Berns suggested powder metallurgy as a way to subsequently add interstitial alloying elements. 9
Prior works of the authors showed the feasibility of this concept by adding graphite to powders with a low initial carbon content.5,10 This concept of admixing the prealloyed powder with carbon was to produce tool steels with contents of between 10 and 20 mass-%Nb. 11 The developed steels show a fine dispersion of small ∼1 μm Nb carbides in a stainless martensitic matrix and have proven good abrasive wear resistance against flint. 11
During that study, the carbon free prealloyed powder was found to form an intermetallic NbFe2 laves phase during atomisation. The carbides form during sintering/hot isostatic pressing inside the powder and the intermetallic phase dissolves. The carbon uptake itself is assumed to happen by reduction of surface oxides on the powder particles, which leads to the formation of a CO/CO2 gas mixture that initiates carburisation of the metal powder via the Boudouard reaction


This study examines the development of intermetallic and carbidic precipitate phases after sintering at different temperatures by means of powder X-ray diffraction (XRD) and additional scanning electron microscopy (SEM) with energy dispersive X-ray spectroscopy (EDS). Additionally, residual gas analysis (RGA) was used to determine oxide reduction temperatures. The results are discussed on the basis of thermodynamic equilibrium calculations using the CALPHAD method. Two similar steel powders with high contents of chromium and niobium were examined, both gas atomised with a minimum carbon amount.
This work addresses the following topics:
At which temperature does carbon uptake and carbide formation take place?
Are the factors α–γ transition and surface oxide reduction influencing the carbon uptake?
Is there a good predictability with thermodynamic calculations for Nb alloyed tool steels?
Is there a direct transition from NbFe2 Laves phase to MC type carbides or are there intermediate phases?
Which temperature provides a martensitic matrix without retained austenite?
To distinguish between changes that happen due to heat treatment alone and due to heat treatment with carbon addition, the powder is also analysed after heat treatment without carbon addition as well.
Experimental
Materials
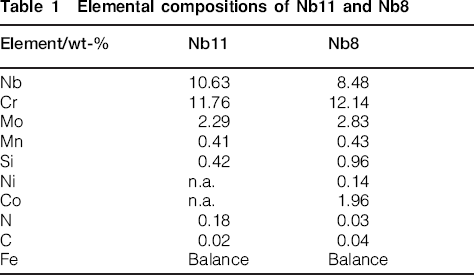
The examined powder of the Nb11 was produced using nitrogen gas atomisation by Böhler Welding Düsseldorf and then sieved to a maximum diameter of 200 μm. The composition of the intentionally carbon free powder is given in Table 1. The minimum carbon content in the powder is due to the technical production process. The second steel that was investigated is Nb8, which has the same alloying concept. It was produced by nitrogen gas atomisation by Deutsche Edelstahlwerke GmbH in Krefeld, and was also sieved to a maximum diameter of 200 μm. The elemental composition is also given in Table 1. For diffusion alloying, carbon was added as graphite powder so that the total carbon content for both powders reached 1.5 wt-%.
Elemental compositions of Nb11 and Nb8
Thermodynamic calculations
Thermodynamic calculations were performed with the CALPHAD method using the program Thermo-Calc version S. The chemical compositions given in Table 1 were used for the calculations. The TCFe6.2 database was used for all calculations. The phase set was not limited.
Heat treatment
Ten grams of the powder was filled into each quartz glass capsule of 8 mm inner diameter and 55 mm length. The capsules were evacuated to 10 mbar in air atmosphere and then sealed tight, but the powder was not pressed.
The capsules were heated for 1 h in a convection furnace between 400 and 1200°C with additional temperature control by an introduced thermocouple. The capsule heat treated at 400°C represents the basic state. Capsules were inserted when the furnace had reached the target temperature and were subsequently cooled to room temperature in air within 10 min. The capsules were then broken so that the specimen could be removed. Any possible glass fragments were sieved out. If sintering had occurred, the specimens were pestled into a powder again. Specimens that were heat treated at 1200°C had to be cooled in liquid nitrogen to reach sufficient brittleness for pestling.
XRD
XRD measurements were performed using a Bruker D8-Advanced with a Bragg-Brentano arrangement and a copper radiation source. The wavelength was thus Cuα1 with 0.154060 nm and Cuα2 with 0.154439 nm. The Cuα2 influence, as well as the background, was subtracted with the evaluation software Diffrac.EVA V3.0, assuming a 0.5 intensity of Cuα2 compared to Cuα1. To minimise the influence of the fluorescence, radiation up to 0.17 eV was discarded from the detection. Each diffractogram was measured from 20 to 90° 2θ with a step size of 0.03° 2θ and 10 s of measuring time per step. During the measurement, the specimen was rotated the whole time to prevent an influence of texture. The device was calibrated with a Si standard. The lattice parameters were equalised with Diffrac.EVA V3.0. Because all diffractograms have been recorded with the same parameters, no normalisation or adjustment of the data was conducted for the graphic representation.
SEM with EDS
The powders that were heat treated with admixed graphite were examined by SEM. The pestled samples were hot mounted in an electrically conductive epoxy and polished to a mirror finish with the last finishing step having a grain size of 0.25 μm. The prepared samples were examined using a scanning electron microscope of the type GEMINI LEO 1530 VP in the backscattered electron contrast with a working distance of 8–9 mm and an acceleration voltage of 15 kV. EDS was performed at a working distance of 8.5 mm and an acceleration voltage of 15 kV.
Residual gas analysis
The two steel powders in the admixed state were examined using a Linseis L75PT vertical dilatometer equipped with an E-Vision residual gas analyser from MKS Instruments. A 1.1 g portion of the powder was filled into an Al2O3 crucible with an inner diameter of 5.1 mm and a height of 20 mm. Prior to filling, the crucibles were cleaned with acetone and ethanol and baked for 3 h at 1300°C under a vacuum of 5×10−4 mbar. The filled crucible was placed into the dilatometer. Before testing, the chamber was evacuated twice to 5×10−4 mbar and refilled with argon and then evacuated to 5×10−4 mbar again. The sample was heated to 1250°C at a rate of 5 K min−1. The device converts the measured ion current to the value for partial pressure for every gaseous species. Species of the mass 1–50 were taken into account. Since the partial pressure depends on the total pressure, the latter was recorded as well and the amount content was subsequently calculated for every species. The species of interest were mass 12 (C), mass 14 (N), mass 16 (O), mass 28 (CO/N2) and mass 44 (CO2).
Results and discussion
Phase diagrams
The calculated phase diagrams are shown in Figs. 1 and 2. It can be seen that in both cases, the highly stable MX type carbides are already stable in the melt. In the case of Nb11, MX carbides form with both carbon and some nitrogen, which is assumed to be occurring due to the higher amount of nitrogen in the powder.
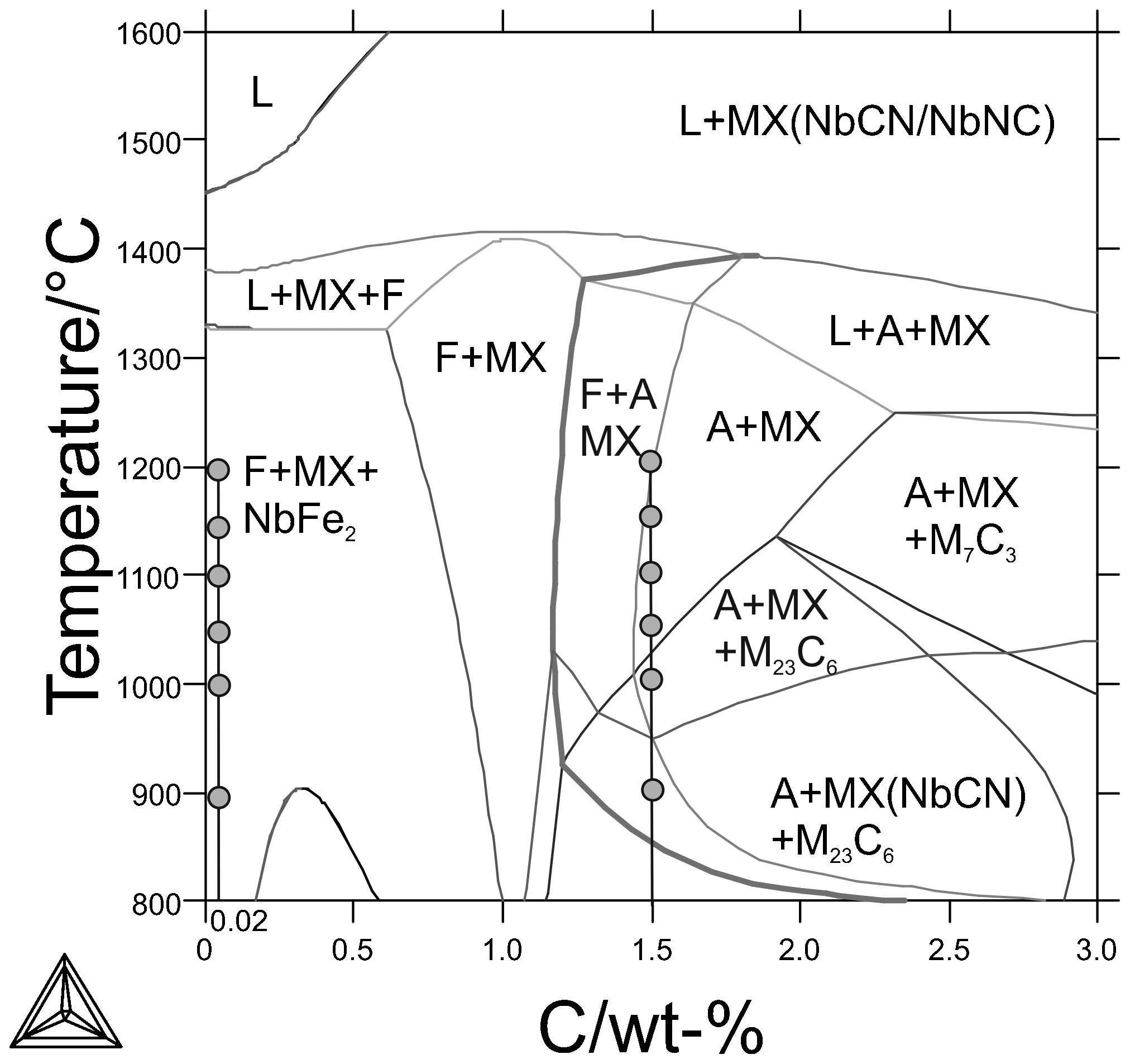
Calculated phase diagram of Nb11: withdrawn lines indicate powder carbon content with and without admixed graphite; dots mark heat treatment temperatures
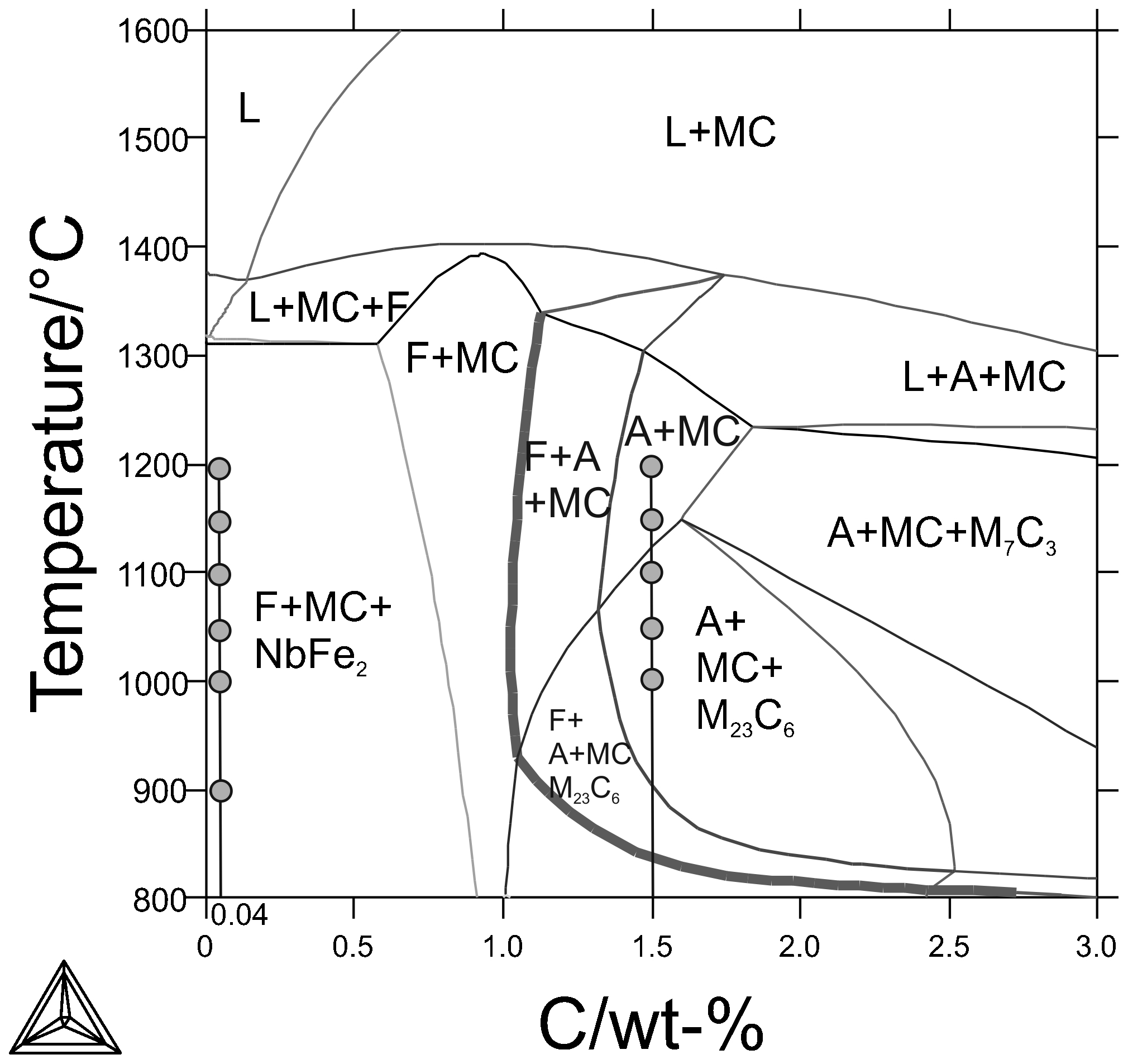
Calculated phase diagram of Nb8: lines indicate powder carbon content with and without admixed graphite; dots mark heat treatment temperatures
At lower carbon contents, the powders are calculated to consist of a ferritic matrix (F) with monocarbides and the intermetallic NbFe2 Laves phase. As the carbon content increases, the Laves phase is not stable any more so that the structure is composed of ferrite and carbides. Since a martensitic matrix is desired in this concept on account of the wear resistance, the austenitic phase (A) must be reached. For the Nb11, the austenitic phase is stable in the range of 900–1300°C starting at about 1.2 wt-% carbon. The matrix is fully austenitic in the range of more than 1.5 wt-% carbon. For Nb8, the lowest amount of austenite is stable at about 1.0 wt-% carbon and full austenite is reached starting at around 1.3 wt-% carbon. Less stable M7C3 and M23C6 carbides are present at higher carbon additions and at lower temperatures. These carbide types are known to form with chromium. Hence, they are unwanted because they decrease the corrosion resistance by lowering the amount of dissolved chromium.
In summary, according to the calculated phase diagrams, a carbon content of 1.5 wt-% is suitable to obtain a martensitic structure with only monocarbides after heat treatment at T≥1050°C for Nb11 and T≥1150°C for Nb8.
The XRD measurements conducted on Nb11 and Nb8 specimens after heat treatment with and without admixed graphite are shown in Figs. 3, 4, 7 and 8. Nb11 with no graphite addition is discussed first.
XRD results of Nb11 specimens heat treated without admixed graphite
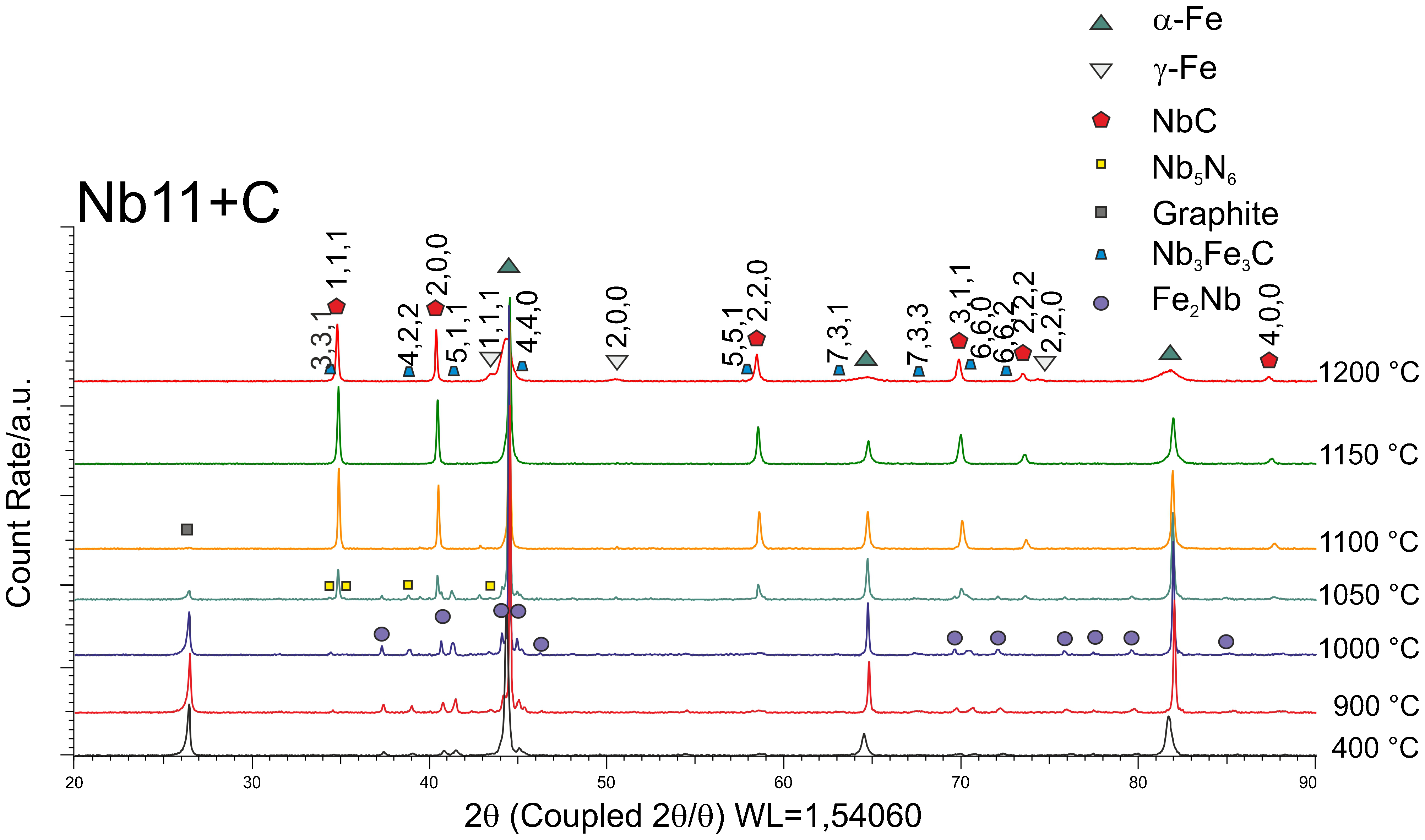
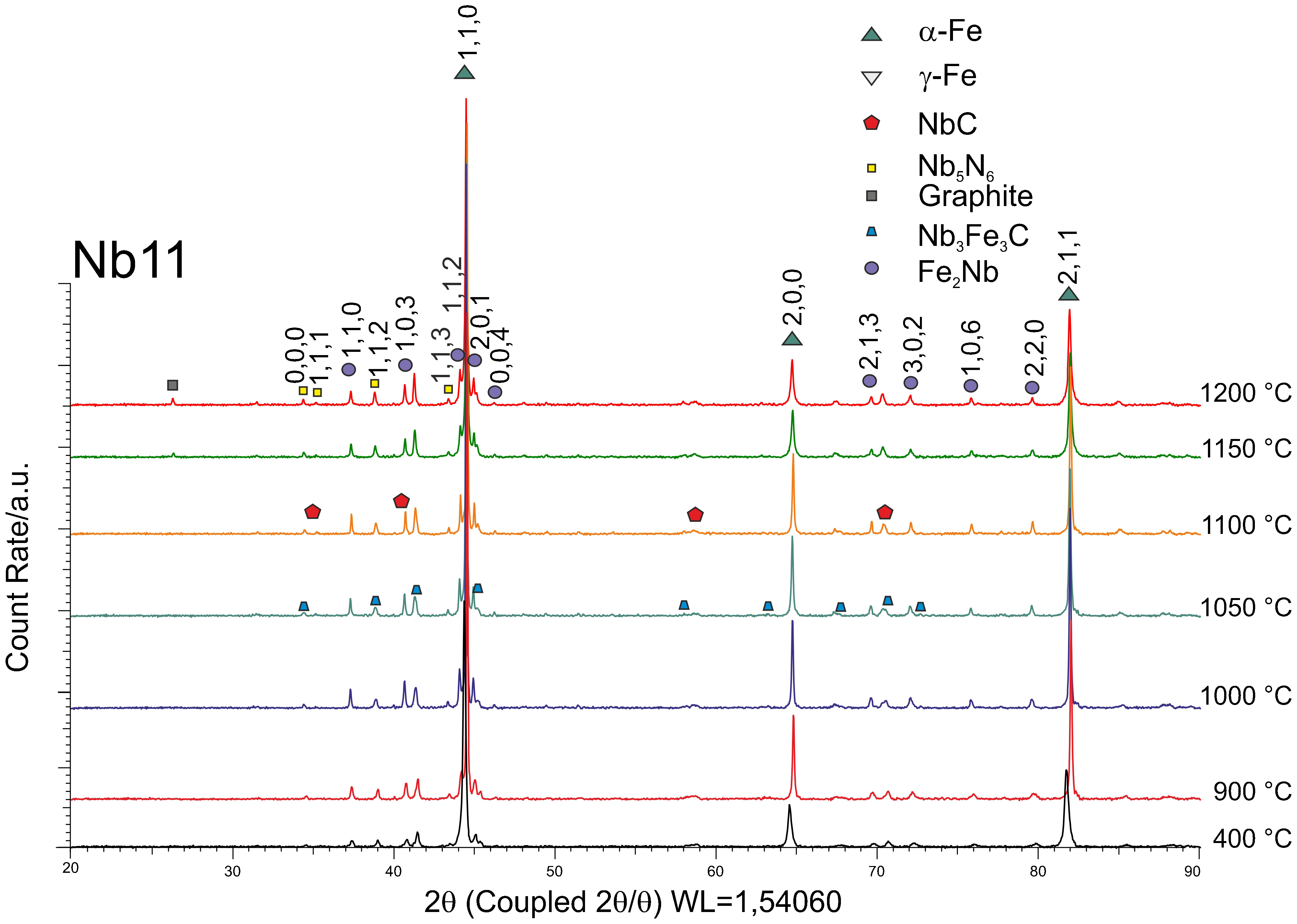
XRD results of Nb11 specimens heat treated with admixed graphite
XRD of Nb11 without graphite
Figure 3 shows the results for Nb11 without graphite. For the specimen heat treated at 400°C, the ferrite phase, Laves phase and MX type precipitates in the form of NbC and Nb5N6 are present, which matches the calculated phase diagram. Furthermore, there are niobium iron mixed carbides of the M6C type, namely, Nb3Fe3C, which were not predicted by equilibrium calculations.
Without graphite addition, there are only a few changes to the diffractogram after different heat treatment stages; no new phases occur.
According to the thermodynamic calculation, all phases were expected except for the Nb3Fe3C, which, however, does not disappear but rather grows with increasing heat treatment temperature at the expense of the Laves phase. The Nb3Fe3C phase has been reported to precipitate in niobium alloyed ferritic stainless steel. 16 The growth and sharpening of the Nb3Fe3C reflections may be associated with an increase in phase amount or in coarsening of the particles. The latter is more probable because coarsening at elevated temperatures of such particles has been shown in Ref. 14.
Reflection positions provide information about lattice parameters, and their change after different heat treatments indicates changes in the lattice constant.
The 400°C specimen shows ferrite reflections at lower 2θ angles than the specimen heat treated at higher temperatures. According to Bragg's equation, a lower 2θ angle is connected to a higher lattice parameter d. This means that the cubic ferrite lattice in this case has a larger lattice parameter after heat treatment at 400°C compared to 900°C. A larger lattice parameter may be associated with the dissolution of more interstital elements or more substitutional elements with higher diameters than iron. Both of the two lattice widening factors may have decreased due to the growth of the Laves phase and Nb3Fe3C, which is indicated by increased reflections at 900°C compared to 400°C. At temperatures above 900°C, the lattice parameter slightly increases again, but stays below the value it had after heat treatment at 400°C. This means that some more foreign elements are dissolved in the ferrite lattice. Since no graphite was admixed, the reason must lie internally. This stands in contrast to the further growth and sharpening of the reflections of all precipitates. An increase in these signals due to coarsening of the phases during simultaneous dissolution of very small precipitates is a possible explanation.
The Laves phase crystallises in a hexagonal C14 lattice, which is characterised by lattice parameters a and c. Reduced lattice parameters for a and c in the hexagonal Laves phase NbFe2 was evaluated for all temperatures in this material compared to lattice parameters of stoichiometic NbFe2, measured by Voss. 17 This is associated with an increased amount of iron in this phase: iron has a smaller atomic radius than niobium. An amount of 28.7 at-%, the lowest amount of niobium measured by Voss, characterised by lattice parameters of a = 0.48152 nm and c = 0.7876 nm, is not reached. The lattice parameters at 1000°C are a = 0.4814 nm and c = 0.7846 nm. At 1000°C and above, the lattice parameter is increased compared to 400 and 900°C, showing an increase in niobium amount. A study by Balam shows that diffusion of iron within the Laves phase is considerably faster than diffusion of niobium within the Laves phase. 18 Hence, an increase in niobium content in the Laves phase is expected to occur due to loss of iron from the phase. This means that starting at 1000°C, there is a measurable diffusion of iron escaping the phase. From this fact, it can be concluded that iron diffusion out of the Laves phase, which is necessary for the formation of MX type niobium carbides, occurs at 1000°C and above. The diffusion of iron out of the Laves phase is supposed to be necessary as niobium, an element with high atomic radius compared to iron, has a low solubility and diffusion coefficient in the iron matrix.
XRD and SEM of Nb11 with graphite
Figure 4 shows the XRD patterns of heat treated Nb11 powder admixed with graphite. Specimens heat treated at 400–1000°C show the same phases as the unadmixed powder. Undissolved graphite can be measured additionally. Differences compared to the unadmixed powder can be observed starting at 1050°C. The powder heat treated with admixed graphite shows the expected phase transformation from the NbFe2 Laves phase to NbC type carbides. There is a small NbC reflection from the beginning, growth starts at 1050°C. The Laves phase and carbides can be detected together in one diffractogram at that temperature. There is no intermediate phase appearing when Laves phase and carbides are measurable in one diffractogram. At 1100°C, the transformation has taken place and only MC type carbides can be detected. The graphite reflection is decreasing as the carbides grow. At 1100°C, very few graphite reflections can be detected, and it has dissolved completely at 1150 and 1200°C. Mixed Fe3Nb3C type carbides are detectable at 400 up to 1100°C. The reflections grow from 400 to 1000°C and decrease at 1050°C. Nitrides Nb5N6 can also be detected up to 1050°C. This means in the presence of admixed carbon and starting above 1000°C, nitrides and mixed carbides dissolve in favor of MC type carbides, whereas they stay and grow at higher temperatures when carbon is not admixed. The M23C6 phase could not be detected at 1000°C, although it is expected according to thermodynamic calculations (Fig. 1).
Formation of martensite and retained austenite was measured in the sample that was heat treated at 1200°C. Because this sample had been cryogenically cooled in liquid nitrogen for pestling after heat treatment at 1200°C, it can be concluded that the matrix is saturated with carbon to an extent which stabilises the austenite far below room temperature. Since retained austenite is detrimental to strength and hardness, a heat treatment at 1200°C is not recommended for industrial applications.
A shift in the ferrite reflection position and hence, a shift in the associated lattice parameter a from 0.28835 nm at 400°C to 0.28737 nm at 900°C indicates relaxation of the lattice due to fewer dissolved foreign elements. At 1000°C, the temperature at which the graphite reflection decreased slightly, the ferrite lattice widened a little. At 1050°C, an alignment of the cubic cell reveals a further increase in the lattice parameter from 0.28737 nm (900°C) to 0.28767 nm. Since a distinct decrease in the graphite reflection was measured, widening of the lattice is assumed to be associated with carbon uptake.
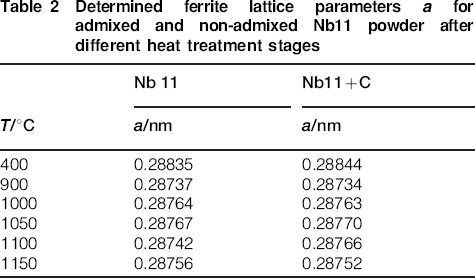
A comparison of the lattice parameters of ferrite between admixed and non-admixed powder reveals more information. The values for a are given in Table 2 and displayed in Fig. 5. For the specimen heat treated at 400°C up to those treated at 1050°C, the lattice parameters of admixed and not admixed powders are very similar, within the resolution range of this measurement. The lattice parameter of the admixed powder is a distinctly higher value for the first time at 1100°C. Uptake of carbon from the graphite into the ferritic iron lattice can only be detected here. This result confirms that the matrix only starts to take up carbon after formation of niobium carbide is complete. It can be expected that carbon added in understoichiometric amounts would not contribute to hardening of the martensite. Hence, atomic percentages of carbon, above the atomic percentage of niobium, would be necessary, if the stoichiometry was NbC thus 1∶1. However, it has been reported in the literature that NbC carbides feature wide homogeneity ranges.19,20
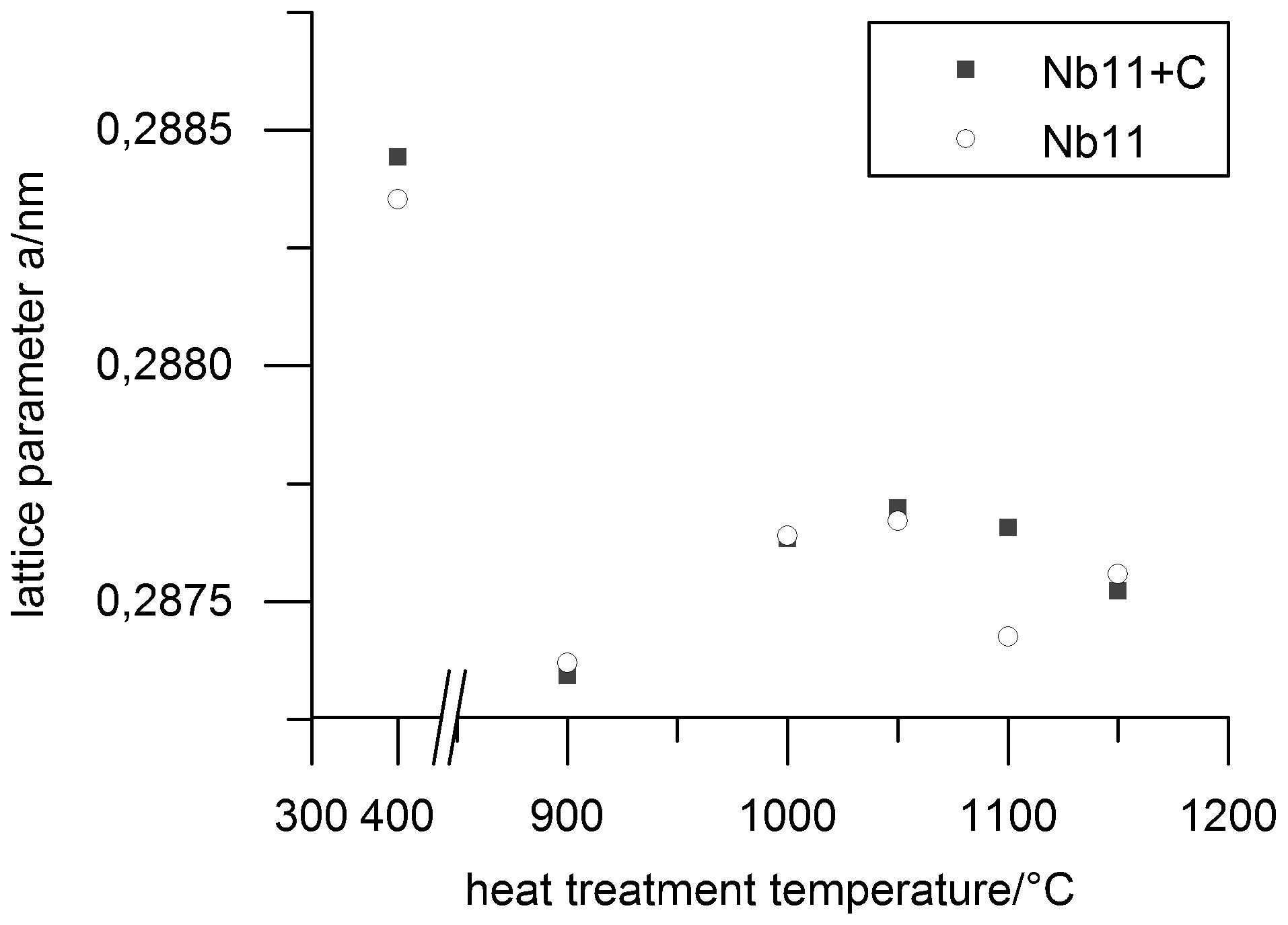
Ferrite lattice parameters a for admixed and not admixed Nb11 powder after different heat treatment stages: lattice parameters for Nb11 and Nb11+graphite are very similar for all heat treatment stages except for 1100°C
Determined ferrite lattice parameters a for admixed and non-admixed Nb11 powder after different heat treatment stages
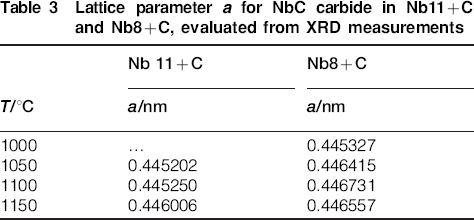
Information about the stoichiometry of the NbC carbide can also be evaluated from the NbC reflection positions and equalisation of the lattice parameter a. The evaluation of these reflections, given in Table 3, shows that the lattice parameter increases from a = 0.4452 nm at 1050°C to a = 0.4460 at 1200°C. A smaller lattice parameter is associated with an understoichiometry of carbon in the literature. However, the specific correlations between the lattice parameter and the carbon content in the carbide differ in the literature. If the values measured in this study are compared to values calculated by Tirumalasetty, the stoichiometry is increasing from NbC0.64 to NbC0.74. 21 If compared to the values measured on synthesised carbides in a study by Kurlov, the stoichiometry is increasing from NbC0.80 to NbC0.83. 22 Another factor for the decrease of lattice parameter would be nitrogen uptake. 19 Wavelength dispersive X-ray spectroscopy measurements on the same powder in earlier studies did reveal no nitrogen present in the NbC. Even though the values differ, it can be stated that the carbon content increases with increasing temperature and a maximum stoichiometry of NbC0.83 (approximately corresponds to Nb6C5) is reached. Thus, for full carbide formation, an Nb/C atomic ratio of about 6∶5 is sufficient. Further carbon additions are expected to contribute to austenite formation at elevated temperatures and subsequent martensitic hardening.
Lattice parameter a for NbC carbide in Nb11+C and Nb8+C, evaluated from XRD measurements
SEM images of the heat treated, admixed specimen are shown in Fig. 6. They are in agreement with the XRD measurements. The specimen heat treated at 700°C shows a eutectic structure comprising the Laves phase and ferrite. EDX measurements of the bright particulates show that they have the same amount of Fe and Nb, which leads to the conclusion that they are Fe3Nb3C carbides. The structure is coarsened, but no MX monocarbides are found at 900 and 1000°C and a distribution of fine MX monocarbides has formed at 1200°C.
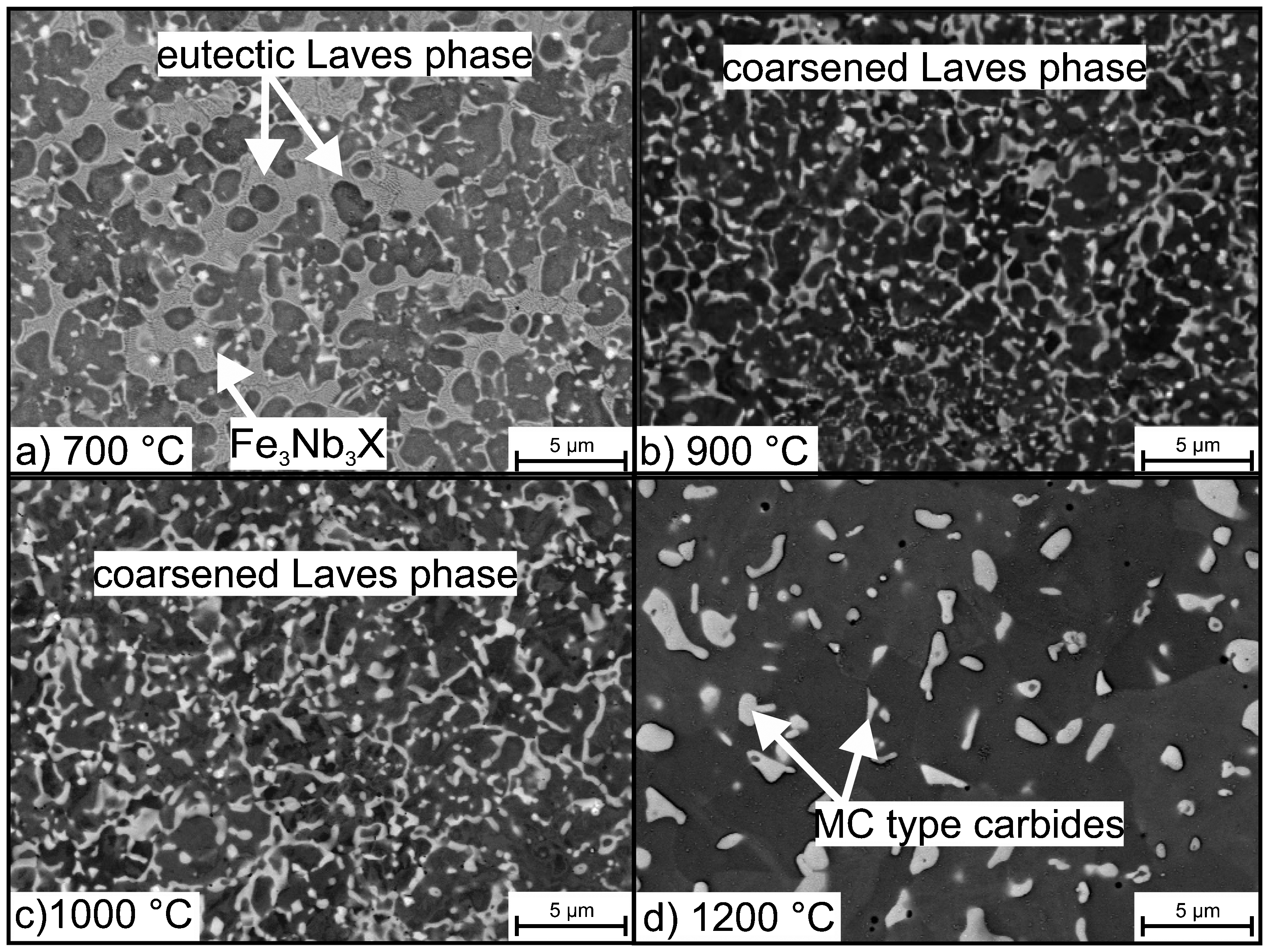
SEM images of Nb11, which was heat treated at different temperatures always admixed with graphite
XRD of Nb8 without graphite
The Nb8 was chosen for this study because it is very similar to the Nb11. The main differences in the chemical composition are that Nb8 contains less niobium and about 2 wt-% of cobalt, also the nitrogen content is lower. Differences and similarities will be described and discussed. Similar to the Nb11, the non-admixed state shows ferrite with Laves phase and small amounts of carbides and nitrides (Fig. 7). The Fe3Nb3C carbide is also found but not to that high extent. It also does not dissolve at higher temperatures and in this case, it is not measurable at 400°C. Owing to the higher carbon content in the base powder, the MC type carbide reflection is a little more distinct. In this case, the shift of the ferrite reflection is also observed between 400 and 700°C, which indicates lattice relaxation. This may also be associated with precipitation of carbides and growth of Laves phase. Comparisons of the peak positions also show, that the Laves phase is very understoichiometric. It features lattice parameters that again indicate an Nb content below 28.7 at-%. From 400 to 1150°C, the reflection shifts to lower 2θ angles, indicating an increasing lattice parameter and thus increasing content of niobium. The NbC carbide reflections are too small for lattice parameter evaluation; however, a shift towards smaller angles and thus, the associated increasing stoichiometry is observed.
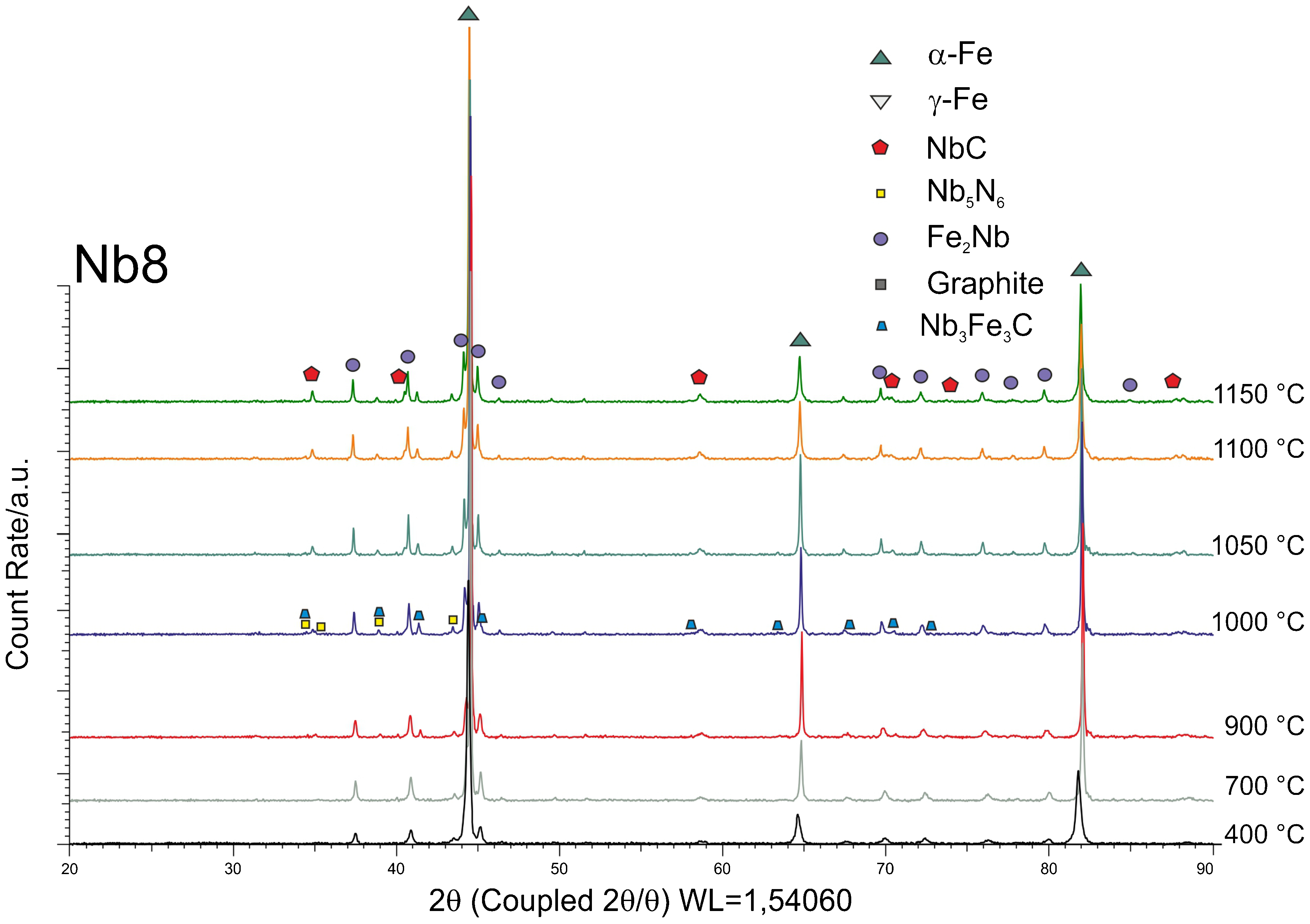
XRD results of specimens of Nb8 that were heat treated without admixed graphite
As it was mentioned before, although the presence of Fe3Nb3C has not been calculated in the phase diagrams, it has been reported in the literature that it precipitates in niobium alloyed ferritic stainless steel. 16 It is measurable for Nb11 in the non-admixed and admixed states and in the non-admixed state of Nb8. Despite a higher content of prealloyed carbon in Nb8, the measured Fe3Nb3C is more distinct in Nb11. It was reported in a study by Malfliet that the Fe3Nb3C, which is named Fe3Nb3X, is stabilised by nitrogen and not by carbon or oxygen. 23 Those results are in accordance with the present study because the Nb11, which forms more Fe3Nb3X, does contain more nitrogen and less carbon than the Nb8. The results do not indicate that Fe3Nb3X is an intermediate phase that has to form before NbC carbides can form. With regard to the question asked at the beginning, it can be concluded from these findings that there is no intermediate phase found between Laves phase and MX carbides. The Fe3Nb3X phase is present but forms under different conditions than MX.
XRD of Nb8 with graphite
Despite the high similarity between the calculated phase diagrams, the Nb8 powder admixed with graphite reveals more significant differences with respect to the admixed Nb11 (Fig. 8). The diffractogram of the specimen heat treated at 400°C is similar to that of Nb11 and shows ferrite, Laves phase, graphite and small reflections of carbides. The differences appear as the heat treatment temperature increases. The graphite is already taken up completely at 1050°C, whereas Nb11 still contains traces at 1100°C. The amount of MC type carbides starts to increase significantly at 1000°C. Mixed Fe3Nb3X carbides are not detected at all, and the same applies to nitrides. Small amounts of chromium rich Cr7C3 carbides are measurable from 1000 to 1100°C. According to the calculated phase diagram, M7C3 carbides should evolve only at higher carbon additions. However, the expected M23C6 phase, which was calculated to be stable at just that temperature region, was not detected. A trace of retained austenite is already noticeable at 1000°C and increases steeply with higher temperature. After cryogenic cooling of the 1200°C specimen, much austenite transforms into martensite, although some austenite is still present.
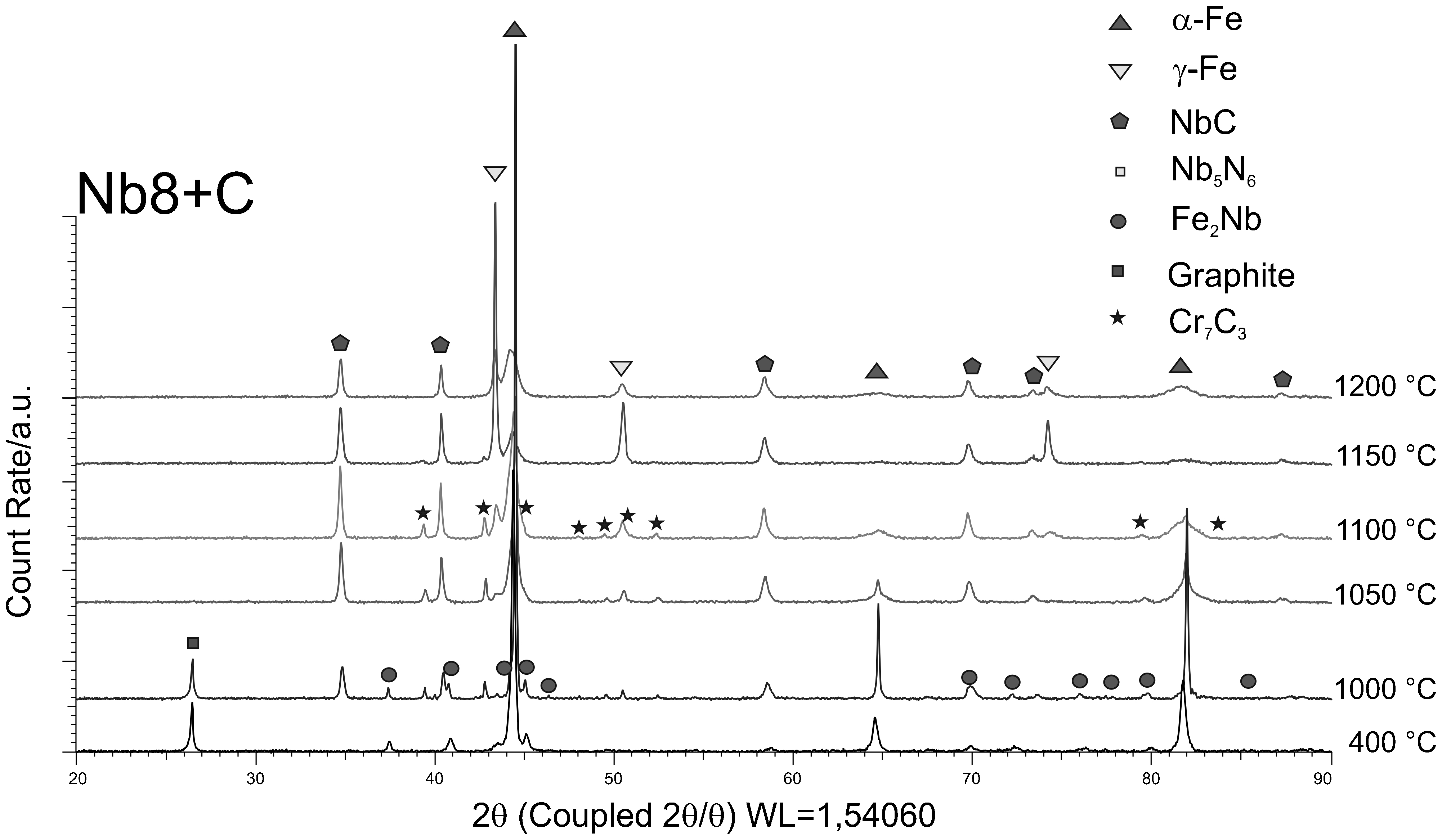
XRD results of specimens of Nb8 that were heat treated with 1.5 wt-% admixed graphite
The ferrite lattice is declining from 400 to 1000°C, whereas the carbide lattice slightly extends, which correlates with carbon uptake. Evaluation of the peak positions and comparison of the evaluated lattice parameters with Nb11 (Table 2) shows that the lattice generally has a larger parameter a, which indicates a higher stoichiometry. Comparisons with the studies of Tirumalasetty and Kurlov reveal stoichiometries of NbC0.67 to NbC0.76 and NbC0.82 to NbC0.95 respectively.21,22 This shows that the lattice is still not NbC1 stoichiometric, but includes more carbon than the carbides in Nb11. Furthermore, carbon saturation of the carbide is already reached at 1100°C. The excess carbon is taken up by the matrix and after cooling, stabilises the austenitic phase to a high degree.
For industrial applications, these results show that the chosen amount of admixed carbon is clearly too high: the austenitic phase is overly stabilised, whereas the M7C3 carbides, which lower the corrosion resistance, are forming. Hence, a smaller graphite admixture is recommended for further testing. Furthermore, a heat treatment temperature of 1050°C turns out to be feasible for complete carbon uptake and carbide formation.
The overestimation of the required amount of added carbon can be explained by the distinct understoichiometry of the NbC carbide. The phase diagrams are calculated with a 1∶1 ratio of Nb/C in the carbide. The actual ratio in this case is evaluated to be around Nb/C = 6∶5. Thus, the amount of added carbon necessary for carbide formation can be reduced by about 15%.
It has been shown that carbide formation and thus, carbon uptake occurs in Nb8 at lower temperatures than in Nb11. Possible explanations are discussed here. Theoretically, the transition of ferrite to austenite should accelerate carbon uptake because austenite is known to dissolve significantly more carbon. This effect is known from case hardening. The results in this study confirm what the phase diagrams predict (Figs. 1 and 2). The majority of carbon is taken up while the iron lattice is ferritic. Thus, an earlier α–γ transition in Nb8, which is due to the alloying elements cobalt and nickel, does not explain the carbon uptake at lower temperatures.
The differences in temperature at which carbon is taken up could also be due to a surface oxide layer that hinders carbon transition. In this case, the surface oxide particles or layers are too small to be measured with XRD. Thus, residual gas analysis of the two admixed powders has been conducted to analyse the oxide reduction behaviour.
RGA
Figure 9 shows that Nb11 (straight lines) and Nb8 (dotted lines) have tendentially very similar amount contents of the analysed residual gases. Except for oxygen, the Nb8 shows slightly higher contents until about 1025°C. Above about 1125°C, the Nb8 shows decreases in mass 28 (CO/N2) and mass 12 (C), whereas the Nb11 shows a double peak behaviour. In the temperature region of interest between 900 and 1050°C, there is a slight difference in the onset of the increased gas evolution of mass 28 (CO/N2) and mass 12 (C). The onset for the Nb11 is at 927°C, whereas for the Nb8, it is at 910°C.
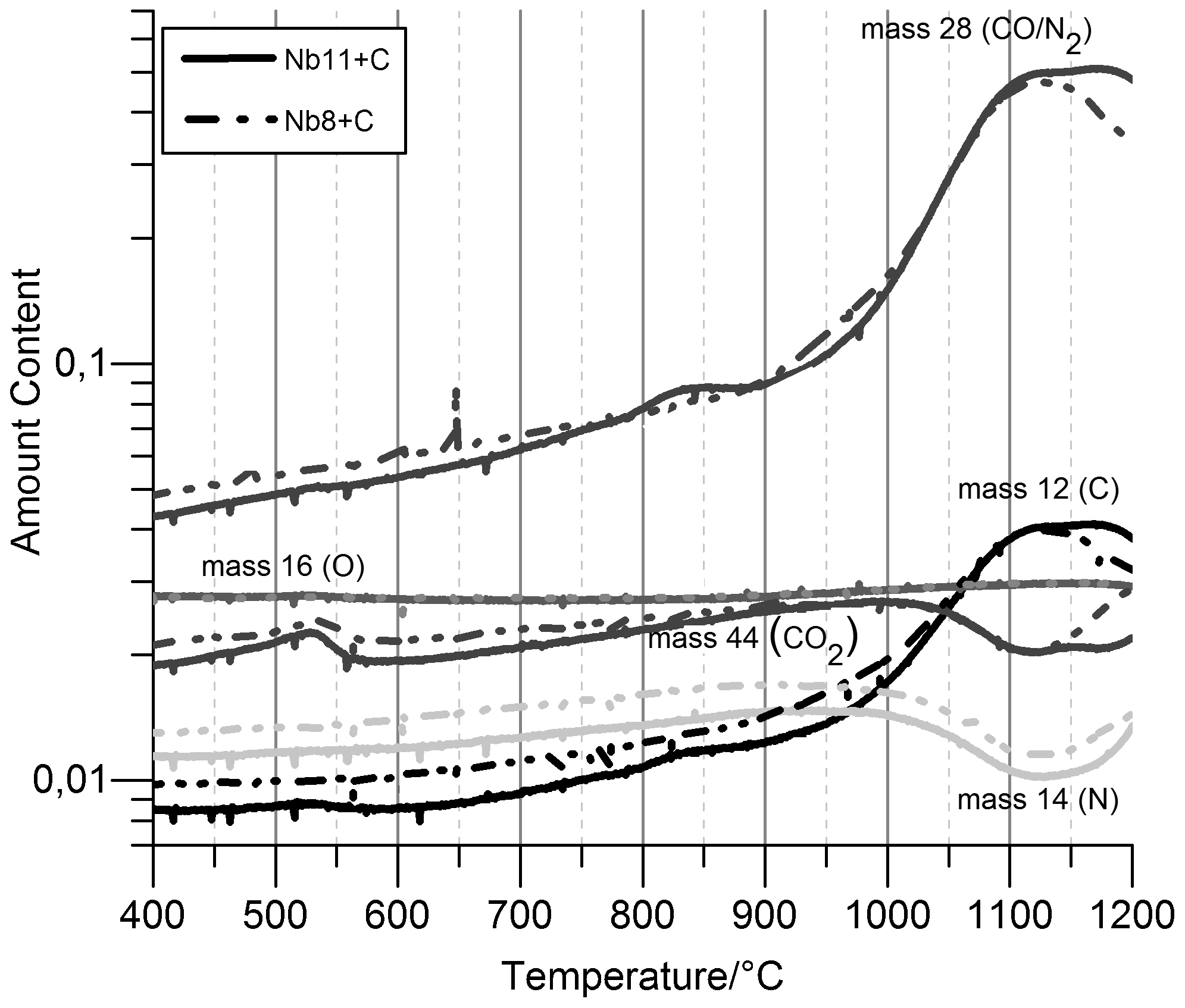
Residual gas analysis of Nb11 compared to Nb8
Owing to the different total pressures at which the heat treatment for XRD and RGA had to be conducted, there is no direct comparability. In addition to the temperature, the oxygen partial pressure also affects the reduction of surface oxides. A lower oxygen partial pressure promotes this reduction. Thus, the RGA, which was conducted at 5×10−4 mbar, is expected to measure oxide reduction at lower temperatures compared to the XRD specimens, which were heat treated at 1×101 mbar.
Considering these constraints, it can be stated that the evolution of gases, which indicate a carbothermal reduction, is taking place in approximately the same temperature region in which the XRD results show carbon uptake and carbide formation. An onset of gas evolution at slightly lower temperatures for the Nb8 compared to Nb11 supports the assumption that carbon uptake and carbide formation are associated with the reduction of surface oxides. The reduction leads to the formation of a CO/CO2 gas mixture that initiates carburisation of the metal powder via the Boudouard reaction.
A comparison with studies on Cr–Mo alloyed steels indicates that the surface oxides of Cr–Nb alloyed steel powders are reduced at higher temperatures.24,25 Cr–Mo alloyed steels show a peak in mass 28 (CO/N2) and mass 12 (C) at 1000°C, whereas the onset is at around 750°C. 24 The results of the residual gas analysis obtained in the present study have been recorded at a vacuum of 5×10−4 mbar, while mass spectrometry in the compared study was recorded at atmospheric pressure of high purity helium, which was evacuated and flooded three times. As a consequence, the oxygen partial pressures and the total pressures are not the same and thus there is no total comparability. The comparison of this study only provides an indication that surface oxides that formed on the Cr–Nb–Fe powder might be more stable than surface oxides that formed on Cr–Mo–Fe.
Conclusions
XRD measurements and reflection position analysis with additional SEM and RGA measurements have been conducted to study the phase transition of NbFe2 Laves phase to NbC carbides in high Nb alloyed stainless tool steels. The results show that:
Carbides are forming at 1050°C in Nb11 and at 1000°C in Nb8. The temperature of 1100°C for Nb11 and 1050°C for Nb8 provides a martensitic matrix without retained austenite.
Carbon that is taken up first forms carbides with all the Nb present before carbon is taken up into the matrix; hence, the α–γ transition does not influence the uptake.
The resulting carbides are distinctly understoichiometric. Even when carbon was strongly oversupplied, the NbC1 was not reached.
The calculated amount of added carbon necessary for carbide precipitation and carbide formation is overestimated due to the understoichiometry. This aspect is important for industrial applications because thermodynamic calculations are used to develop new alloys.
No intermediate phase formation between NbFe2 and NbC was found. It is assumed that the Fe3Nb3X precipitate is not an intermediate phase because it is stabilised by nitrogen rather than by carbon.
A connection between oxide reduction and carbon uptake together with carbide formation was confirmed.
Measurement of residual gases on Cr–Nb steel powders indicates that they are more stable than oxides formed on Cr–Mo alloyed steel powders.
Acknowledgements
The authors acknowledge funding by the Deutsche Forschungsgemeinschaft in the context of the Project HU 1882/1-1.