
Abstract
The dual phase nanosized (TiB2–Ti5Si3)/TiAl composites were successfully fabricated using in situ method of combustion synthesis and hot press consolidation. The effects of proportions of the in situ dual phase nanoparticles (TiB2 and Ti5Si3) on microstructures and compression properties of the composites were investigated. Compared with the monophase TiB2 and Ti5Si3 particles, dual phase TiB2–Ti5Si3 particles exhibit more obvious grain refinement effect. The grain size of TiAl alloy was refined from ∼66 to ∼12 μm with the the generation of dual phase TiB2–Ti5Si3 particles. Moreover, the TiAl matrix composites reinforced with dual phase nanosized TiB2–Ti5Si3 particles exhibit better comprehensive compression properties. When TiB2:Ti5Si3 = 2:1[Σ(TiB2 + Ti5Si3) = 4 vol.-%], the TiAl matrix composite has a high true fraction strain of 26.1%, a true yield strength of 761 MPa and an ultimate compression strength of 1647 MPa.
Introduction
In recent years, with the development of the modern advanced aerospace and automotive applications technology, the TiAl intermetallics will be a candidate for high temperature applications in aerospace automobile industry owing to their low density, high specific strength and relatively good resistance to oxidation at service circumstance.1,2 However, the properties of brittleness and low strength at room temperature are the main restrictions for their application.3–5 In previous works, many researchers have tried to solve these problems by introducing the stiff and hard particle reinforcements to TiAl alloy, such as TiB, TiB2, Al2O3, SiC, Ti2AlC and Ti5Si3.6–10 Nevertheless, the strength improvement by the addition of these particles was usually at the cost of the ductility. Recently, there are some reports that the dual phase ceramics have higher wear resistance and mechanical and electrical properties than the monolithic ceramics.11–15 The TiB2 and Ti5Si3 ceramic particles are the most frequently used reinforcing particles in the TiAl matrix composites since TiB2 and Ti5Si3 have good orientation relationship and the habit plane with γ-TiAl.16–18 However, the detailed effects of introducing hybrid TiB2 and Ti5Si3 into the TiAl alloy are still unknown.
Many fabrication methods have been used to produce the TiAl matrix composites, such as combustion synthesis,19,20 plasma arc melting process, 21 induction skull melting process 22 and hot isostatic pressing process.23,24 In this study, the combustion synthesis plus hot press consolidation is used to fabricate the TiAl matrix composites reinforced with in situ dual phase nanosized TiB2–Ti5Si3 particles. This method has the advantages of low energy requirement and cleaner particle/matrix interface, and the TiAl composites could be synthesised and densified simultaneously at lower temperatures. Moreover, the influence of the different ratios between TiB2 and Ti5Si3 on the microstructures and compression properties of the composites are also investigated.
Experimental
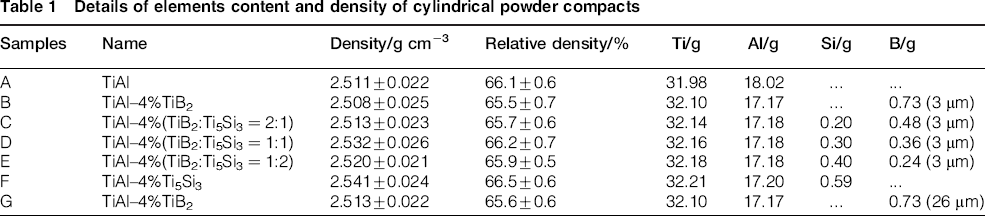
The starting materials were made from commercial powders of titanium (99.5% purity, ∼25 μm), aluminium (99% purity, ∼74 μm), boron (98% purity, ∼3 and 26 μm) and silicon (99.5% purity, ∼25 μm). As shown in Table 1, sample A is a TiAl alloy, sample B is a 4 vol.-%TiB2–TiAl composite (B powder with a particle size ∼3 μm), sample C is a 4 vol.-%Σ (TiB2:Ti5Si3 = 2:1)/TiAl composite, sample D is a 4 vol.-%Σ(TiB2:Ti5Si3 = 1:1)/TiAl composite, sample E is a 4 vol.-%Σ(TiB2:Ti5Si3 = 1:2)/TiAl composite, sample F is 4 vol.-%Ti5Si3–TiAl composite and sample G is a 4 vol.-%TiB2–TiAl composite (B powder with a particle size ∼26 μm). Elemental powder blends corresponding to ‘samples A–G’ were mixed sufficiently by ball milling for 8 h and then cold pressed into cylindrical compacts using a stainless steel die. The powder compact with 28 mm diameter and ∼36 mm height was placed in a graphite die, which was put into the self-made vacuum thermal explosion furnace (Fig. 1). The heating rate of the furnace was ∼35 K min− 1, and the temperature was measured by Ni–Cr/Ni–Si thermocouples closed to the centre of the compact. When the temperature measured by the thermocouples suddenly rose rapidly, indicating that the compact should be ignited, the compact was quickly pressed just when it was in the soft state. The pressure (∼30 MPa) was maintained for 30 s, and then, the product was cooled down to the ambient temperature.
Details of elements content and density of cylindrical powder compacts
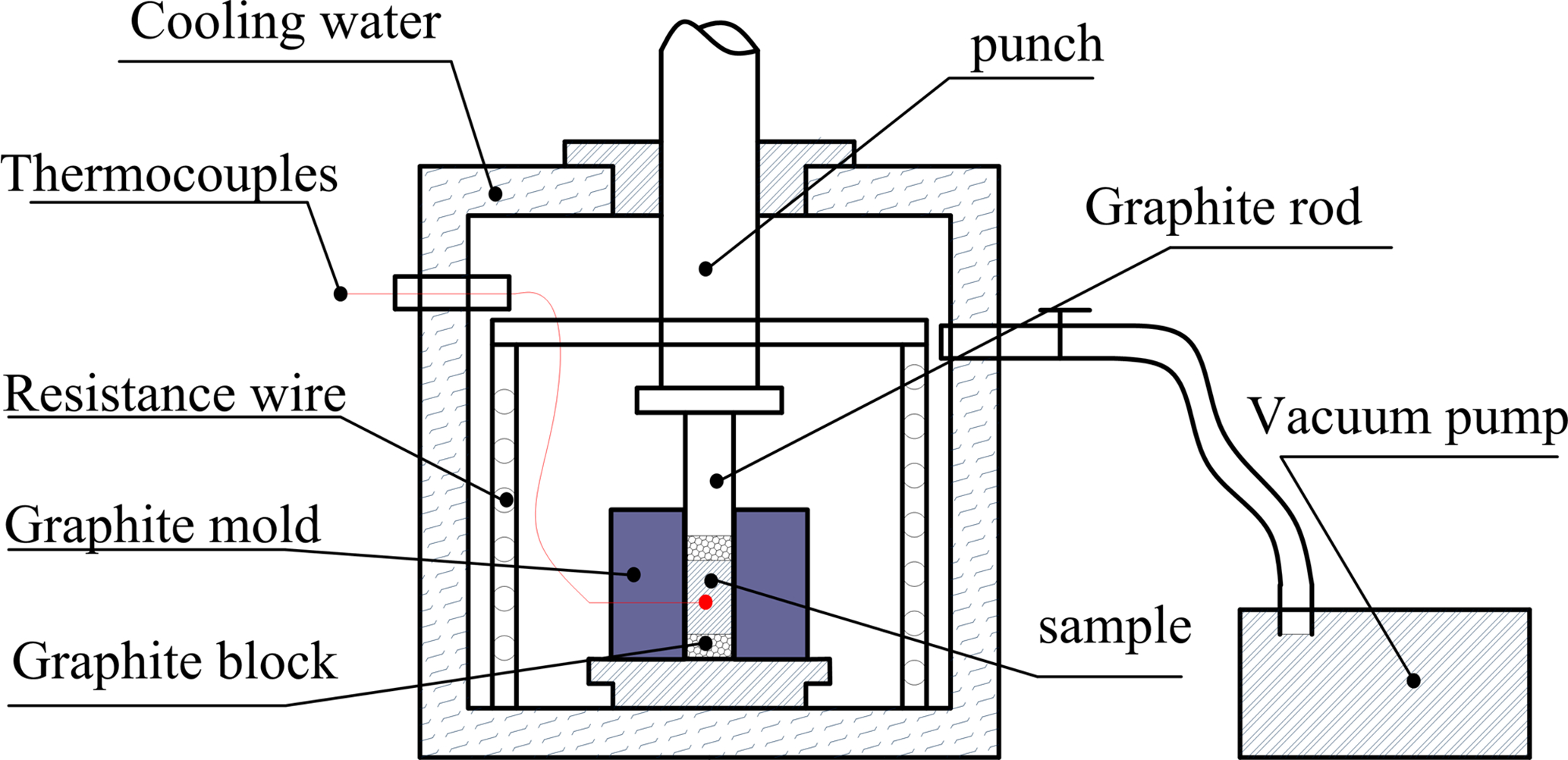
Schematic of equipment for combustion synthesis and hot press consolidation experiment
The phase constituents of the composites were examined by X-ray diffraction (XRD, Rigaku D/Max 2500PC, Japan) with Cu Kα radiation. The morphologies of the ceramic particles were observed using a field emission scanning electron microscope (JSM-6700F, Japan). Deep etching was carried out using Keller's solution (2.5 mL HNO3+1.5 mL HCl+1 mL HF+95 mL H2O) for 5 min to reveal the TiB2 and Ti5Si3 morphologies. Nanoparticles (TiB2 and Ti5Si3) were carefully extracted from the sample using a mixed acid solution (20 mL HCl+10 mL HF+70 mL H2O). The microstructures were investigated by scanning electron microscopy (SEM, Evo18, Carl Zeiss, Germany). The grain size was determined by the average line interception method. The density of the cylindrical powder compacts, TiAl alloy and its composites was measured by Archimedes' water immersion method.
The cylindrical specimens with a diameter of 3 mm and a height of 6 mm were used for compression tests; surfaces were polished place parallel. The uniaxial compression tests were carried out under a servohydraulic materials testing system (MTS 810, USA) with a strain rate of 10− 4 s− 1.
Results and discussion
Phases identification and microstructure of composites
The XRD results of ‘samples A–F’ are shown in Fig. 2. Figure 2a shows that the sample without B and Si addition mainly consists of γ-TiAl and α2-Ti3Al phases. As shown in Fig. 2b–f, with the increase in addition value of B and Si elements, the peaks of the TiB2 and Ti5Si3 phases begin to appear, and their intensities change with the different proportions of the synthesised TiB2 and Ti5Si3 particles. The XRD results are consistent with the experimental design components. Figure 3 shows the microstructures of the ‘samples A–F’, and Fig. 4 shows their grain sizes. It can be seen that the grain size of TiAl is greatly refined by the synthesised ceramic particles. Moreover, the grain sizes of the TiAl matrix composites reinforced with dual phase nanoceramic particles (Fig. 3c–e) are more uniform, and the refinement effect of the dual phase nanoceramic particles (TiB2 and Ti5Si3) is more obvious than that of the simplex nano-TiB2 or nano-Ti5Si3 ceramics (Fig. 3e–f). As discussed in our previous work, 25 the nano-TiB2 particles in the TiB2/TiAl composite can refine the grain size of TiAl by obstructing the growth of the TiAl grain. While in the Ti5Si3/TiAl composite, the homogeneously distributed fine silicide particles in the TiAl grain can also act as preferred nucleation sites during recrystallisation, inducing fine grains in the TiAl composites. Hence, in the dual phase TiB2–Ti5Si3/TiAl composites fabricated in this work, the abovementioned grain refinement mechanisms act simultaneously, indicating that the synthesised dual phase TiB2–Ti5Si3 ceramics possess more obvious refinement effect. This is the reason why the dual phase TiB2–Ti5Si3/TiAl composites exhibit finer grain sizes. As shown in Fig. 3c, sample C possesses the finest grain size. Its average grain size is ∼12 μm, which is greatly smaller than those of TiAl alloy (∼66 μm), TiB2/TiAl composites (∼20 μm) and Ti5Si3/TiAl composites (∼25 μm).
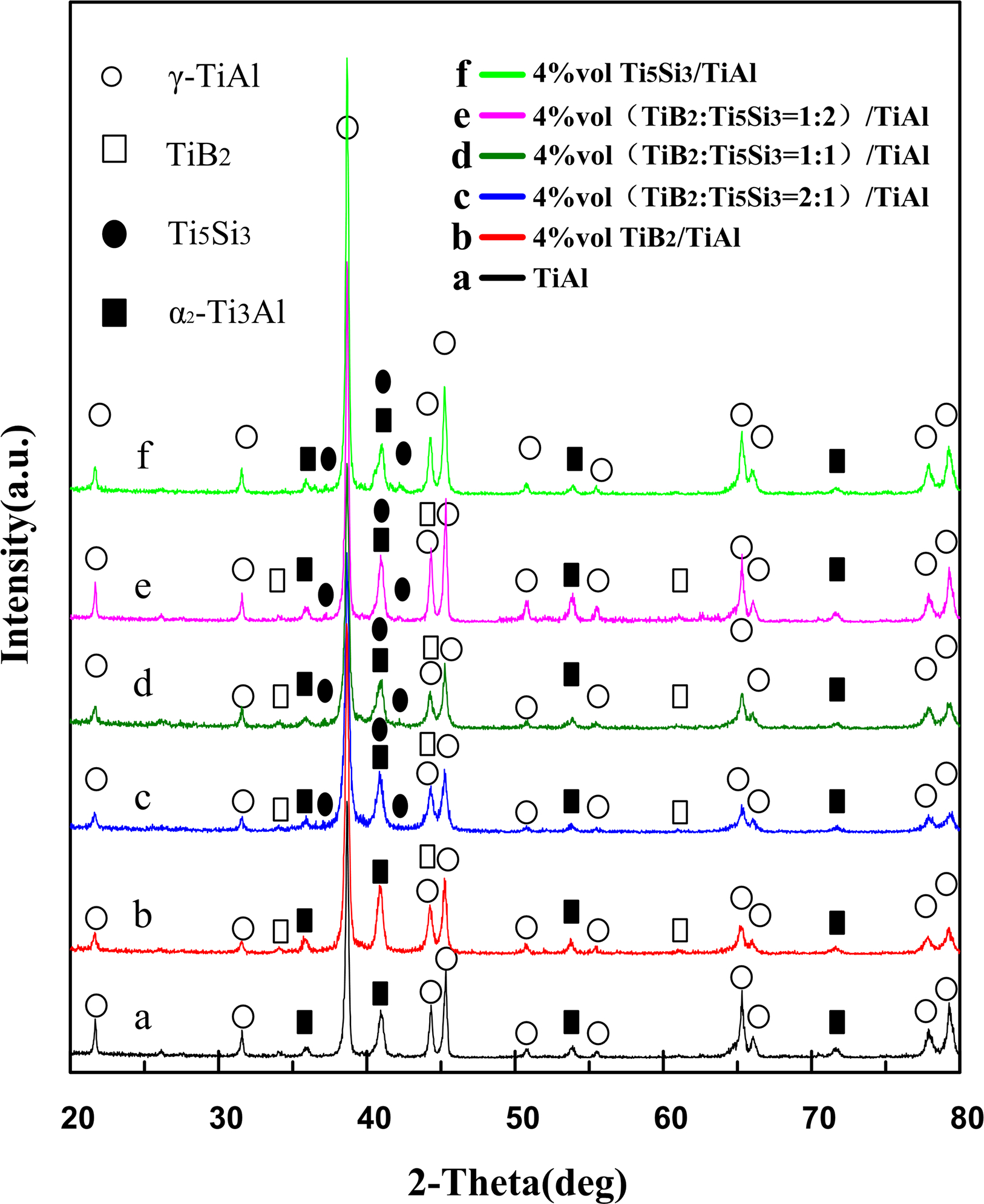
X-ray diffraction patterns of TiAl alloy and their composites
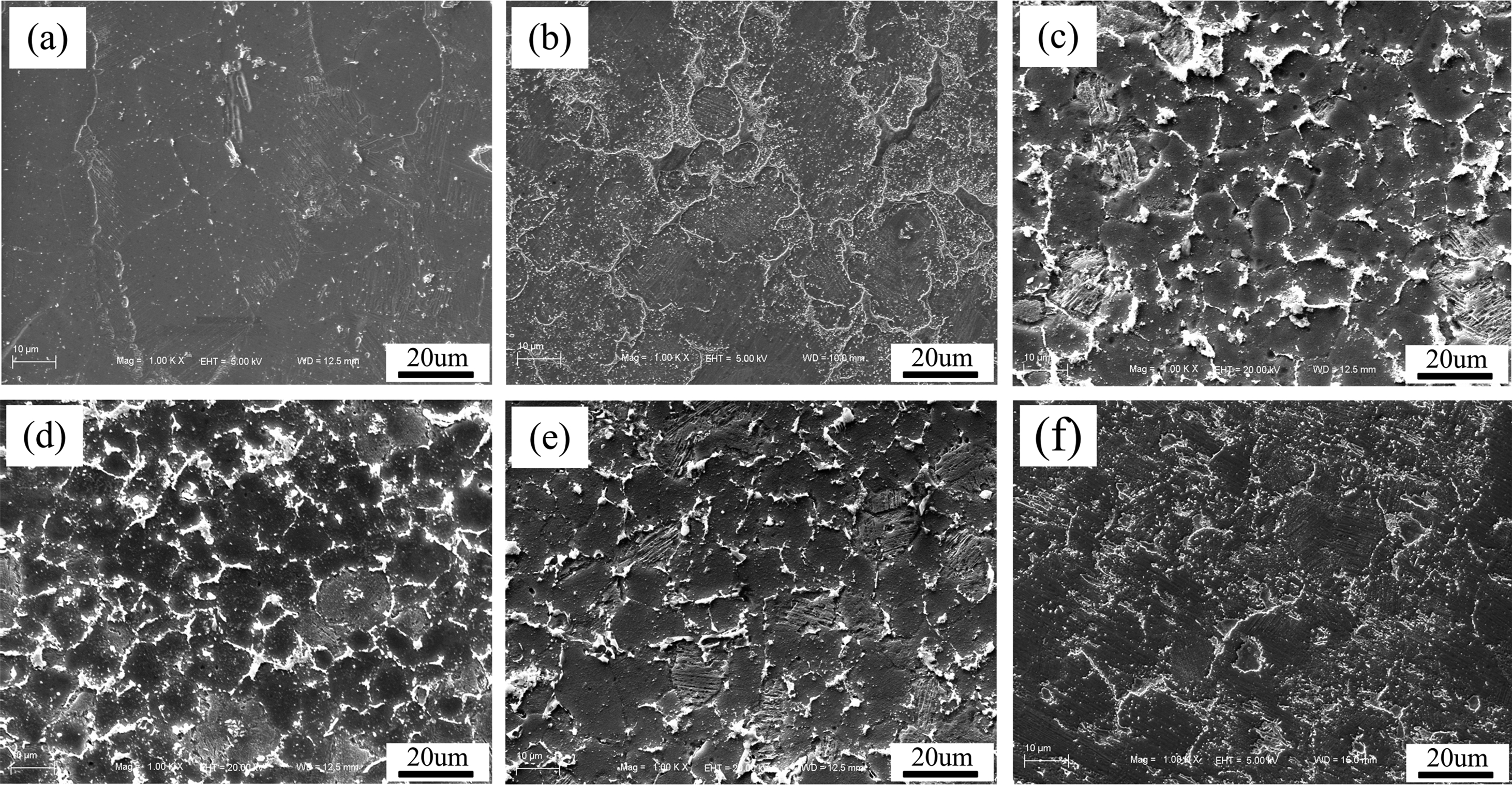
Microstructures of a TiAl alloy, b 4 vol.-%TiB2/TiAl composites, c 4 vol.-%M(TiB2:Ti5Si3 = 2:1)/TiAl composites, d 4 vol.-%M (TiB2:Ti5Si3 = 1:1)/TiAl composites, e 4 vol.-%M(TiB2:Ti5Si3 = 1:2)/TiAl composites and f 4 vol.-%Ti5Si3/TiAl composites
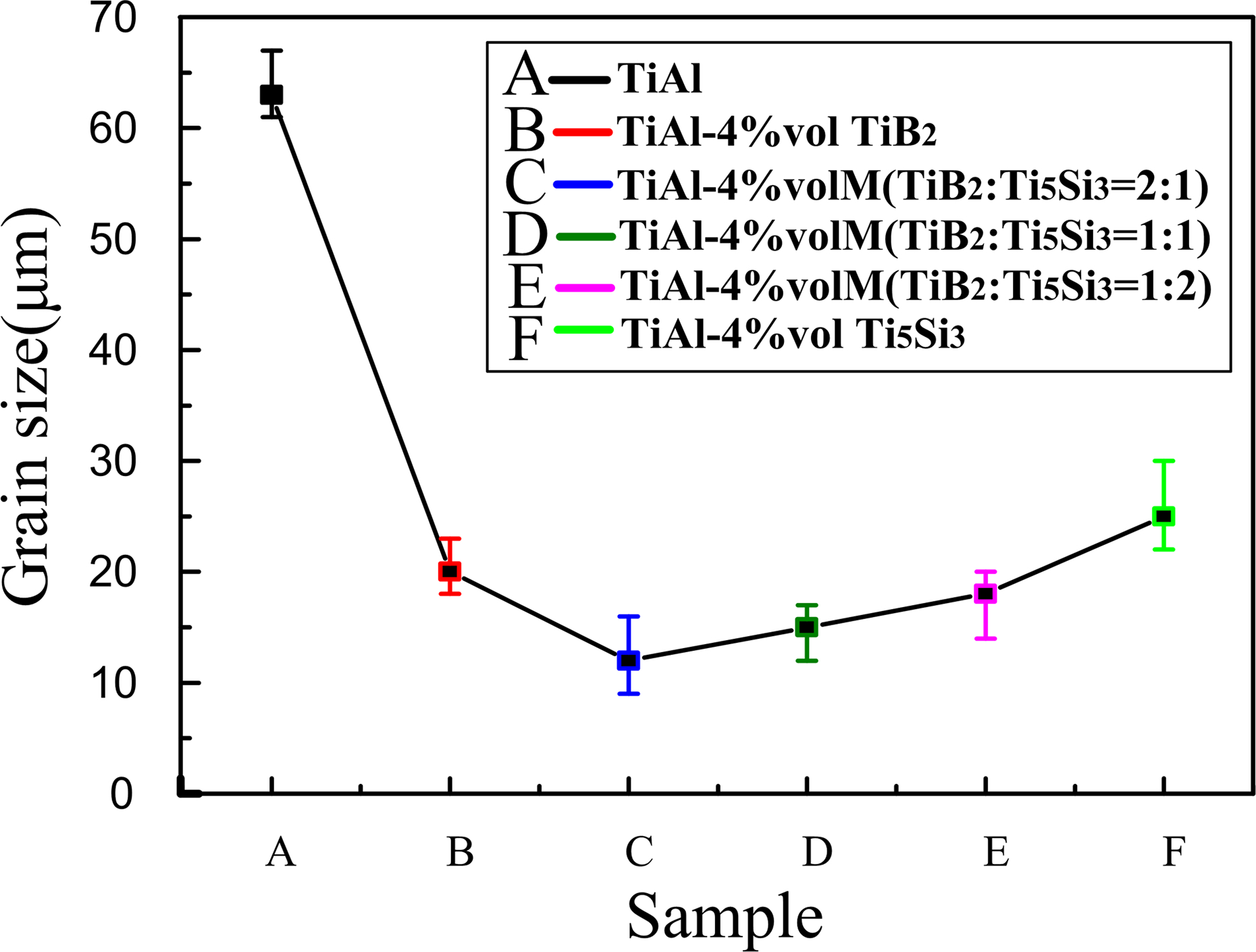
Grains size of γ-TiAl and α2-Ti3Al in TiAl alloy and their composites
Figure 5 shows the nanosized TiB2, TiB2–Ti5Si3 and Ti5Si3 particles extracted from the TiB2/TiAl, TiB2–Ti5Si3/TiAl and Ti5Si3/TiAl composites respectively. It can be seen that the sizes of the TiB2–Ti5Si3 particles generated in the dual phase TiB2–Ti5Si3/TiAl composites are smaller than those of TiB2 and Ti5Si3 particles generated in the TiB2/TiAl and Ti5Si3/TiAl composites.
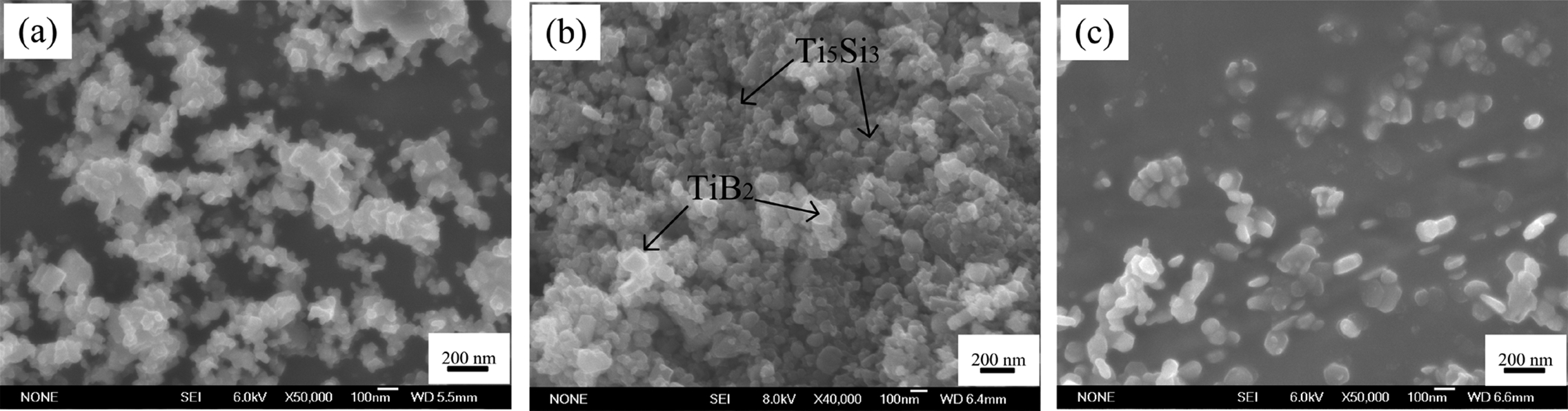
Images (FESEM) images of a extracted TiB2 particles from 4 vol.-%TiB/TiAl composite, b extracted TiB2 and Ti5Si3 particles from 4 vol.-%M(TiB2:Ti5Si3 = 2:1)/TiAl composite and c extracted Ti5Si3 particles from 4 vol.-%Ti5Si3/TiAl composite
Compression properties
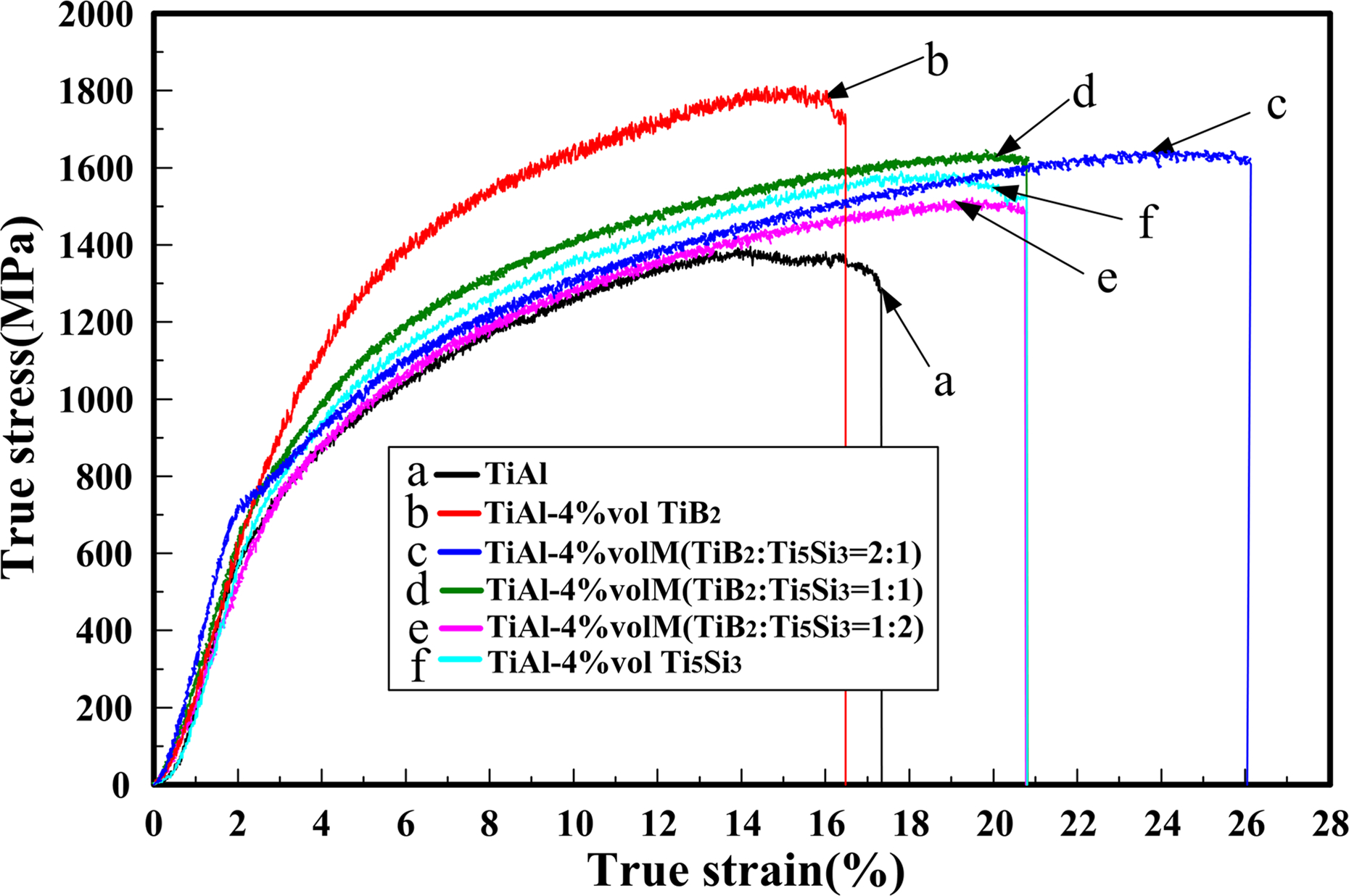
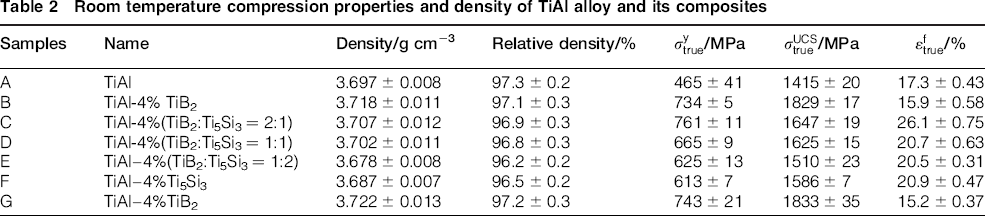
Figure 6 shows the true stress–strain curves of ‘samples A–F’, and Table 2 summarises their compression properties and density. The figure shows that the yield strength
 and ultimate compression strength
and ultimate compression strength
 of ‘samples B–F’ are all higher than those of the TiAl alloy; thus, they are evidence that the strength of TiAl matrix composites is significantly enhanced by nanosized TiB2 and Ti5Si3 particles. For the TiB2/TiAl composite (sample B), it is significantly enhanced by nano-TiB2 particles; the
of ‘samples B–F’ are all higher than those of the TiAl alloy; thus, they are evidence that the strength of TiAl matrix composites is significantly enhanced by nanosized TiB2 and Ti5Si3 particles. For the TiB2/TiAl composite (sample B), it is significantly enhanced by nano-TiB2 particles; the
 of the 4 vol.-%TiB2/TiAl composite is 414 MPa higher than that of the TiAl alloy, but the average fracture strain
of the 4 vol.-%TiB2/TiAl composite is 414 MPa higher than that of the TiAl alloy, but the average fracture strain
 of the TiB2/TiAl composite is weaker from 17.3 to 15.9%. In order to confirm whether the particle size of B has an effect on the mechanical properties of the composites, we have fabricated the TiB2/TiAl composite (sample G) using B powder with a particle size ∼26 μm and tested its compression properties. Compared with the TiB2/TiAl composite (sample B) using B powder with a particle size ∼3 μm (as shown in the Table 2), it can be seen that the size of B particle has little effect on the yielding strength, compression strength and fracture strain of the TiB2/TiAl composites. As to the Ti5Si3/TiAl composite (sample F), the average
of the TiB2/TiAl composite is weaker from 17.3 to 15.9%. In order to confirm whether the particle size of B has an effect on the mechanical properties of the composites, we have fabricated the TiB2/TiAl composite (sample G) using B powder with a particle size ∼26 μm and tested its compression properties. Compared with the TiB2/TiAl composite (sample B) using B powder with a particle size ∼3 μm (as shown in the Table 2), it can be seen that the size of B particle has little effect on the yielding strength, compression strength and fracture strain of the TiB2/TiAl composites. As to the Ti5Si3/TiAl composite (sample F), the average
 of the TiAl alloy is significantly improved by nano-Ti5Si3 particles, the average
of the TiAl alloy is significantly improved by nano-Ti5Si3 particles, the average
 is increased from 17.3 to 20.9% and the
is increased from 17.3 to 20.9% and the
 and
and
 are 613 and 1586 MPa respectively. These suggest that the TiAl alloy is better strengthened by the nano-TiB2 ceramic particles, while the ductility of the TiAl alloy is improved more significantly by the nano-Ti5Si3 ceramic particles. Compared with the simplex nano-TiB2/TiAl and simplex nano-Ti5Si3/TiAl composites, the dual phase nanoparticles (TiB2 and Ti5Si3)/TiAl composites exhibit better compression properties. In addition, the reinforcement ability of dual phase nanoparticles (TiB2 and Ti5Si3) is related to their proportions. As shown in Fig. 6c–e, the average
are 613 and 1586 MPa respectively. These suggest that the TiAl alloy is better strengthened by the nano-TiB2 ceramic particles, while the ductility of the TiAl alloy is improved more significantly by the nano-Ti5Si3 ceramic particles. Compared with the simplex nano-TiB2/TiAl and simplex nano-Ti5Si3/TiAl composites, the dual phase nanoparticles (TiB2 and Ti5Si3)/TiAl composites exhibit better compression properties. In addition, the reinforcement ability of dual phase nanoparticles (TiB2 and Ti5Si3) is related to their proportions. As shown in Fig. 6c–e, the average
 and
and
 of the composites gradually increase with increasing content of TiB2, and their average
of the composites gradually increase with increasing content of TiB2, and their average
 is almost the same as the Ti5Si3/TiAl composite. When the TiB2:Ti5Si3 = 2:1[Σ(TiB2 and Ti5Si3) = 4 vol.-%], the TiAl matrix composite (sample C) has the best compression properties, of which the
is almost the same as the Ti5Si3/TiAl composite. When the TiB2:Ti5Si3 = 2:1[Σ(TiB2 and Ti5Si3) = 4 vol.-%], the TiAl matrix composite (sample C) has the best compression properties, of which the
 is 26.1%, the
is 26.1%, the
 is 761 MPa and the
is 761 MPa and the
 is 1647 MPa.
is 1647 MPa.
Compression true stress–strain curves of TiAl alloy and their composites
Room temperature compression properties and density of TiAl alloy and its composites
 /MPa
/MPa /MPa
/MPa /%
/%One of the most significant consequences of the generation of in situ nanoparticles is grain refinement, leading to the generation of a high volume density of grain boundaries to impede the movement and propagation of dislocations to adjacent grains, which is one reason for the strength enhancement of the composites. It is usually described by the Hall–Petch equation
 and
and
 are all higher than those of the TiAl alloy. Moreover, ‘sample C’ with the smallest grain size among them possesses the highest
are all higher than those of the TiAl alloy. Moreover, ‘sample C’ with the smallest grain size among them possesses the highest
 .
.
The other important consequence is the different proportions and distribution of nanoparticles (TiB2 and Ti5Si3), which can enhance the composites by effecting the interaction between the dislocations and particles. Dispersion strengthening is governed by either the Orowan dislocation bypassing or the dislocation shearing mechanisms.
26
The critical shear stress τc to bypass a particle is defined as
 is a quantity as
is a quantity as
 . Mohles and Fruhstorfer had investigated the effect of randomness of the particle arrangement on the critical resolved shear stress by computer simulations.
27
They found that the fluctuations of obstacle density and the distances between the nearest neighbours had significant effects on the numerical value of L and
. Mohles and Fruhstorfer had investigated the effect of randomness of the particle arrangement on the critical resolved shear stress by computer simulations.
27
They found that the fluctuations of obstacle density and the distances between the nearest neighbours had significant effects on the numerical value of L and
 , thereby reinforcing composites. In our work, the different proportions of dual phase nanoparticles (TiB2 and Ti5Si3) have significant effects on randomness arrangements of particles, thereby strengthening composites by effecting the numerical value of L and
, thereby reinforcing composites. In our work, the different proportions of dual phase nanoparticles (TiB2 and Ti5Si3) have significant effects on randomness arrangements of particles, thereby strengthening composites by effecting the numerical value of L and
 . When TiB2:Ti5Si3 = 2:1[Σ(TiB2 and Ti5Si3) = 4 vol.-%], the dual phase nanoparticles (TiB2 and Ti5Si3) are distributed more uniformly; thus, the TiAl matrix composite has the best combination of mechanical properties.
. When TiB2:Ti5Si3 = 2:1[Σ(TiB2 and Ti5Si3) = 4 vol.-%], the dual phase nanoparticles (TiB2 and Ti5Si3) are distributed more uniformly; thus, the TiAl matrix composite has the best combination of mechanical properties.
Conclusions
The dual phase nano-(TiB2–Ti5Si3)/TiAl composites were successfully fabricated using the in situ method of combustion synthesis and hot press consolidation. With the generation of nanoceramic particles, there is an increase in average
 and
and
 of TiAl alloy due to the reinforcement of stiff nanoceramic particles and the grain refinement. Comparing with the nano-TiB2/TiAl and nano-Ti5Si3/TiAl composites, the TiAl composites reinforced with dual phase nanosized TiB2–Ti5Si3 particles exhibit better comprehensive compression properties, owing to the more significant influence of the dual phase nanosized TiB2–Ti5Si3 particles on grain refinement. When TiB2:Ti5Si3 = 2:1[ΣM(TiB2 and Ti5Si3) = 4 vol.-%], the TiAl matrix composite has the best combination of compression properties among these TiAl matrix composites with a high true fraction strain of 26.1%, a true yield strength of 761 MPa and an ultimate compression strength of 1647 MPa.
of TiAl alloy due to the reinforcement of stiff nanoceramic particles and the grain refinement. Comparing with the nano-TiB2/TiAl and nano-Ti5Si3/TiAl composites, the TiAl composites reinforced with dual phase nanosized TiB2–Ti5Si3 particles exhibit better comprehensive compression properties, owing to the more significant influence of the dual phase nanosized TiB2–Ti5Si3 particles on grain refinement. When TiB2:Ti5Si3 = 2:1[ΣM(TiB2 and Ti5Si3) = 4 vol.-%], the TiAl matrix composite has the best combination of compression properties among these TiAl matrix composites with a high true fraction strain of 26.1%, a true yield strength of 761 MPa and an ultimate compression strength of 1647 MPa.
Acknowledgement
This work is supported by the National Natural Science Foundation of China (NNSFC, grant no. 51171071), National Basic Research Program of China (973 Program, grant no. 2012CB619600), NNSFC (grant no. 50971065), the Research Fund for the Doctoral Program of Higher Education of China (grant no. 20130061110037), the Innovation Experimental Training Project of Jilin University in 2014 (grant no. 2014A43152) and the Project 985 – High Properties Materials of Jilin University.