
Abstract
Coarsening of the grains and pores during sintering has a pronouncedly negative effect on the densification of prealloyed brass powder compacts. This investigation examines the role of sintering variables in realising the complicated effects on densification and microstructure. Experiments were designed to model and evaluate the effect of sintering parameters such as temperature, time and furnace atmosphere on densification, grain and pore intercept as well as pore number. The study of microstructures suggests that there is a good correlation between grain and pore intercepts. It is concluded that pore coarsening is a result of supersolidus liquid phase sintering of Cu28Zn powder, and it can retard densification, which is in acceptable agreement with the experimental data.
Introduction
Coarsening is one of the natural aspects of sintering processes and thus also of supersolidus liquid phase sintering (SLPS). This feature is a result of atomic diffusion between grains and pores towards lower internal pore surfaces and interfaces, leading to grain coarsening with an activation energy similar to that for sintering, recrystallisation and other high temperature events. 1 Grain growth kinetics depends on the various interactions between pore and grain boundary as a function of pore and grain intercept. 2 Furthermore, increasing the sintering temperature and time enhances grain growth while the number of grains decreases.3,4 In SLPS, the liquid provides a capillary force and high atomic transport rate, so the high diffusivity leads to progressive microstructural coarsening. Numerous researchers have studied the problem of solid–liquid coarsening.5,6 Coarsening during liquid phase sintering generally occurs through a combination of Ostwald ripening and coalescence.7–11
Densification and dimensional change are two important events concomitant with SLPS.12,13 In general, densification is dominated by transport along the grain boundaries, while transport across the grain boundaries with concomitant pore drag occurs to give grain growth.1,2 During sintering, densification is controlled by the interaction of the pore–particle array. After liquid formation, the liquid motion eliminates a large portion of pores as a consequence of particle rearrangement. At the same time, the solid pore density difference exerts a buoyancy force on the pores that can cause distortion. Densification is controlled by how fast these closed pores can be eliminated. 13 Eventually, as the pores are going to be filled, so the loss of porosity reduces the densification rate to zero. 14
Our recent works15–19 on sintered alpha brass powder have shown that physical and mechanical properties are sensitive to changes in sintering temperature and sintering time, and also microstructural gradient as a result of gravity effect has been concluded. Prealloyed alpha brass powders are single phase. By pressing and sintering, materials with moderate mechanical strength, excellent ductility and good corrosion resistance can be obtained. 20 During sintering, the interparticle bonding, densification and distortion of prealloyed brass compacts are attributed to SLPS phenomenon. Microstructural coarsening during SLPS of brass has a strongly negative effect on the densification. In such SLPS systems, pore coarsening occurs in parallel with grain growth. 16
Hence, a systematic study is useful to realise the influence of SLPS to describe the related structural coarsening. In this case, not only microstructural studies are required but also modelling and evaluation of the variation of densification parameter, grain intercept, pore intercept and pore number as a function of sintering variables are of interest. One of the most widely used numerical modelling approaches is response surface methodology (RSM). Response surface methodology can determine the relationship between input parameters and output responses. Using RSM, modelling and optimisation of process parameters for different sintering processes like solid state and SLP sintering were previously studied by the present authors.15,16,21,22 However, to date, a RSM based investigation on modelling of the coarsening, taking consideration of the SLPS variables as effective parameters, is lacking.
The aim of the present study is to employ RSM in conjunction with central composite rotatable design, to develop the mathematical relationships between three SLPS variables, namely, sintering temperature, sintering time and sintering atmosphere, of an alpha brass with densification and microstructural evolutions like grain growth, pore coarsening and pore number. Developed mathematical relationships, SLPS experimental results and optical microscopy observations can then be utilised to model the responses and to determine the interactions between variables.
Experimental
Water atomised prealloyed brass powder Cu–28Zn was produced in Tabriz powder metallurgy Co. and used as the raw material. The powder chemical composition was tested using X-ray fluorescence (model, 2404-Philips) analysis, and particle size and particle size distribution were determined using a laser particle size analyser (model, ANALYSETTE 22 MicroTec Plus). The atomised powders were also studied by means of scanning electron microscopy (SEM; model, CamScan MV2300). The brass powder was mixed with 0.75 wt-% lithium stearate as lubricant in a V shaped mixer at 65 rev min− 1 for a period of 60 min. Rectangular test specimens, 55 × 10 × 10 mm3 (DIN ISO 5754) in size were fabricated. Compaction was carried out uniaxially in pressing tools with floating die at a pressure of 600 MPa to obtain samples with constant density level. The green density was determined by measuring mass and dimensions.
The green bodies were sintered at different temperatures (840–910°C), times (6–70 min) and atmospheres (argon and nitrogen of technical quality) according to the designed matrix. Sintering was carried out in a laboratory tube furnace (type, ‘TFS/25-1250’) with flowing protective gas (flowrate, 2 L min− 1). In a first stage, delubing of these samples was accomplished at 540°C for 30 min in the entrance of the furnace, and then, the boat was pushed into the high temperature zone of the furnace. After sintering, the boat was pushed into the water jacketed exit zone and cooled down to room temperature within ∼30 min. Densities of the sintered compacts were determined using the Archimedes principle (DIN ISO 3369, water displacement) after careful impregnation with water stop spray.
The degree of densification after sintering was measured using a densification parameter ψ, according to equation (1)

Micrographs of the sintered samples were prepared according to the common procedure of grinding on emery papers from 800 to 5000 meshes and fine alumina (0.3 μm) polishing. An etchant solution with composition of 8 g FeCl3, some droplets of HCl and 50 mL H2O was used. Optical microscopy (model, Olympus PMG3) was employed for investigating the metallographic cross-sections. Grain and pore intercepts were measured and analysed according to equation (3), and the number of pores were measured using image analysis software (ImageJ 1.42q) from optical microscopy images

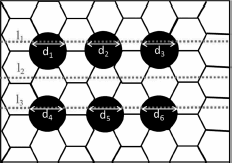
Schematic view of grain and pore intercept measurements through linear intercept (black circles are pores, and white matrix is grains)
Theoretical basis of modelling procedure
Response surface method
Response surface method, a numerical approach for modelling the empirical results, has been utilised in order to achieve the mathematical relationship between the input variables and output responses. In the case of measurable and controllable input variables (x1, x2,…, xk), with negligible error, the linear output response Y can be written as



The coefficient values of equation (7) were calculated by regression method using Design-Expert-8 software at 95% confidence level. The regression coefficients of the second order polynomial regression model were calculated by experimental data. Furthermore, in order to ensure model accuracy, analysis of variance was performed.
Experimental design
A well known RSM technique called central composite rotatable design was utilised for the design of experiments with numerical and categorical parameters in order to evaluate mathematical models for responses. Hence, in this study, central composite rotatable design consists of 26 sets of runs; three selected independent SLPS variables (temperature, time and atmosphere) were used for the design of experiments. The value of SLPS variables and their levels involved in this research are listed in Table 1. The measured response parameters were the densification parameter, grain intercept, pore intercept and pore number. The results obtained through the experiments and the predicted models are summarised in Table 2. The computations and analyses of available data have been carried out using a trial version of Design-Expert 8 software.
Symbols, levels, types and values of sintering variables

Design layout using Design-Expert 8.0 software including experimental and predicted results for densification parameter, grain intercept, pore intercept and pore number
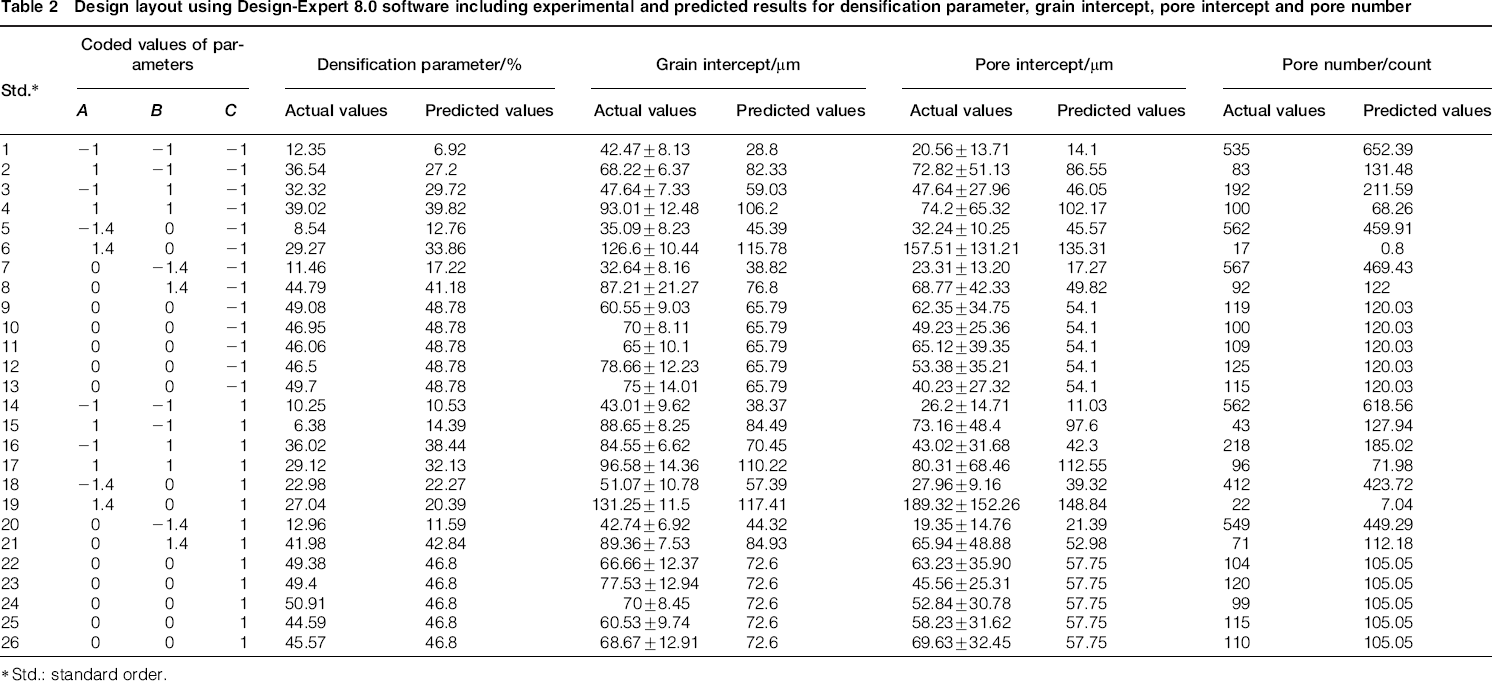
Std.: standard order.
Results and discussion
Material
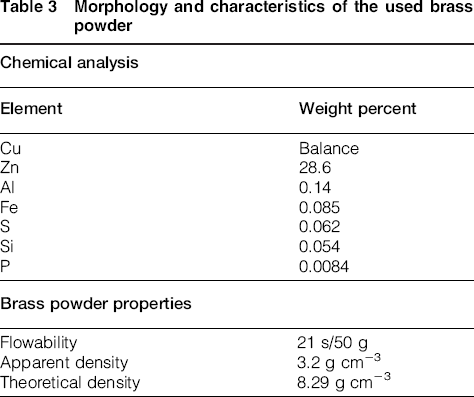
Chemical analysis of the starting powder is given in Table 3. The material composition contains Cu and Zn as the main elements and some impurities like Al, Fe, S, Si and P; the amounts of these elements combined are below 0.4 wt-%. Considering the alloy composition, the grade of prealloyed powder is CZ 3000. Particle size distribution and SEM image of the water atomised Cu–28Zn brass prealloyed powder are shown in Fig. 2a and b respectively. It is seen that the powder particles have irregular shapes with diameter less than ∼100 μm.
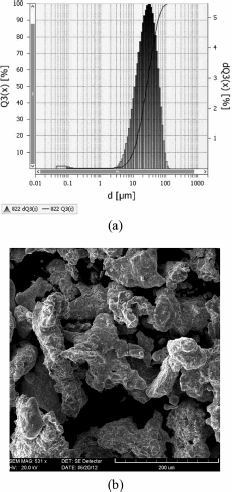
a particle size distribution; b SEM image
Morphology and characteristics of the used brass powder
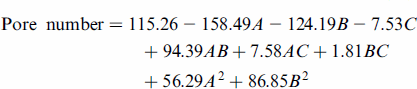
Modelling
The results of the experiments are listed in Table 2. Furthermore, the suggested regression models, in the coded values of input parameters (Table 1, for the responses are given by equations (8)–(11)) for densification parameter (%), grain and pore intercept lengths (μm) and pore number (count/μm2) respectively, as follows



Results of analysis of variance for densification, grain intercept, pore intercept and pore number
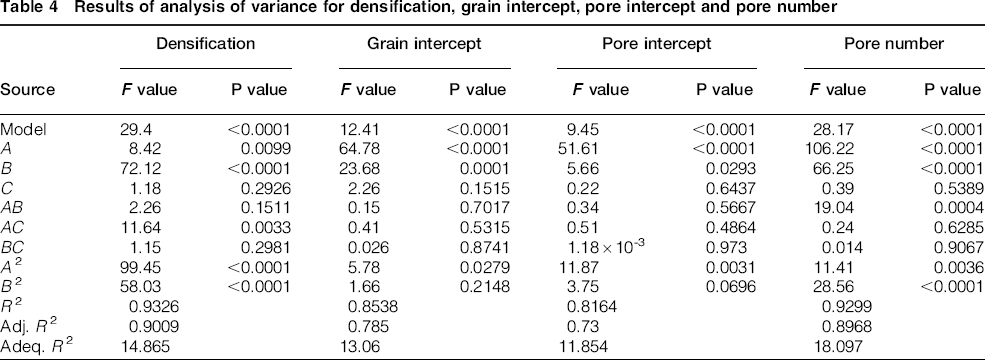
The F value is the ratio of the model mean square (MS)/residual MS and shows the relative contribution of the model variance to the residual variance. A large number indicates more of the variance being explained by the model; a small number says the variance may be more due to noise. The model F values (model MS/residual MS) of 29.4, 12.41, 9.45 and 28.17 implies that the developed models are significant. P value is the probability value that is associated with the F value for this term. It is the probability of getting an F value of this size if the term did not have an effect on the response. The confidence level was chosen as 95% for this investigation. Thus, P value < 0.05 indicate that the model terms are significant. Values above 0.1 indicate that the model terms are not significant. In general, a larger F value and smaller P value indicate a more significant model and its coefficients. 28 The other adequacy parameters such as R2 and adjusted R2 are close to 1, which is desirable and indicates the sufficient adequacy of the models. By considering that A is the sintering temperature, B is the sintering time and C is the furnace atmosphere, this table implies the terms A, B, AC, A2 and B2 are the significant model terms for densification. In the case of other responses, the terms A, B and A2 for grain and pore intercept and A, B, AB, A2 and B2 for pore number are the significant model terms. From Table 4, also it can be seen that ranking of sintering parameters are as follows: A>B>C. It is clear that sintering temperature A has a pronounced effect on densification and microstructural coarsening, since grain boundary diffusion and volume diffusion rely heavily upon temperature. The adequate precision values, which represent the signal/noise ratio, are 14.87, 13.06, 11.85 and 18.10 for densification, grain intercept, pore intercept and pore number respectively. The values are above 4, which indicate adequate model discrimination.
For validation of the developed models, normal probability plots of residuals were used. Figure 3 shows that there is not any significant problem with normality because it is obvious that errors are spread normally in experimental design matrix, and the residuals fall on a straight line. Thus, the residuals have a normal distribution.
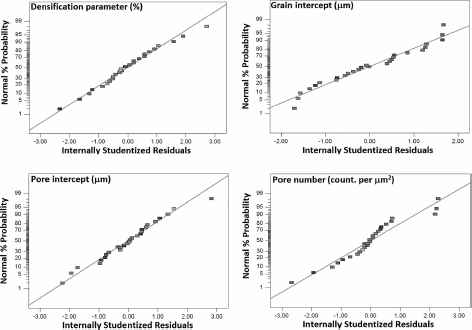
Normal probability plots of residuals
Effect of SLPS variables on densification and microstructure evolutions
Utilising the perturbation plots, the interaction effect of the SLPS variables is ignored. In these plots, one parameter is assumed variable and other parameters are assumed constant at their centre points, since interaction is ignored and the independent effect of parameters is studied by silhouette view of the response surface. In these plots, the change of the densification and microstructural variations are shown, while each of the parameters moves from the reference point, with the other parameter being held constant at the reference value. The reference point is set default at the centre of the design space (the coded 0 level of each parameter, 875°C and 38 min) as shown in Fig. 4. The densification parameter changes with a parabolic shape around the centre point in both sintering atmospheres, while grain and pore intercepts increase and the pore number decreases with increasing sintering time and temperature for both atmospheres.
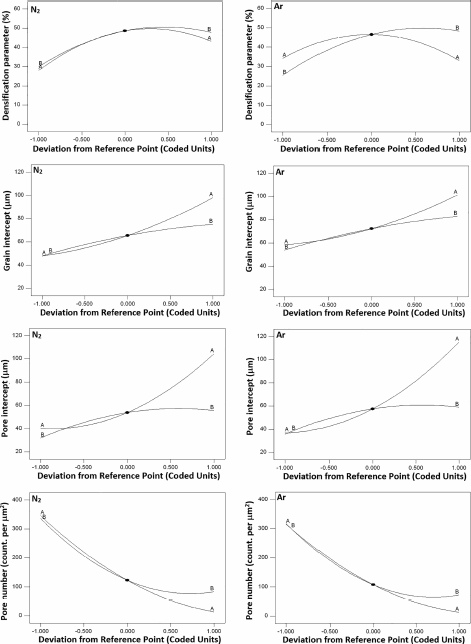
Perturbation plot showing effect of SLPS variables on densification parameter, grain intercept, pore intercept and pore number around reference point
In order to describe the behaviour of grain and pore variations as a function of sintering temperature, Fig. 5a and b has been plotted to show coarsening behaviour at a constant sintering time (38 min). Figure 5a and b shows that grain and pore intercept lengths vary exponentially with sintering temperature. Here, good correlations have been performed for both grain and pore intercept at nitrogen and argon atmospheres, with correlation coefficients >0.96. The exponential behaviour of microstructural coarsening with temperature confirms that the temperature has a pronounced effect on SLPS versus other SLPS variables.
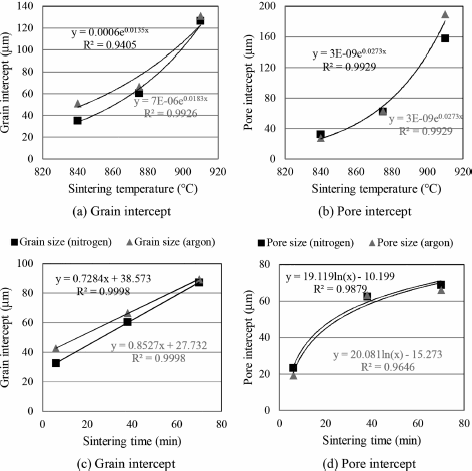
a, b versus sintering temperature (sintering time = 38 min); c, d versus sintering time (sintering temperature = 875°C)Plots of grain and pore intercept
Furthermore, the relationships between grain and pore coarsening and sintering time are plotted in Fig. 5c and d at a constant sintering temperature (875°C). In Fig. 5c, it can be seen that there is a linear relationship between sintering time and grain coarsening, while in Fig. 5d, there is a logarithmic behaviour between sintering time and pore coarsening. This indicates that the pores grow much slower than the grains and approach a maximum size. This might be explained by Ostwald ripening of primary pores (those originating from the compact); if all such small primary pores have coalesced to large ones, no more coarsening can occur.
Figure 6 illustrates the counter plot of the developed model for the densification parameter. It represents that sintering time and temperature have significant effects on maximum densification. In addition, Fig. 6 verifies the mentioned parabolic behaviour that is included from Fig. 4 for densification parameter.
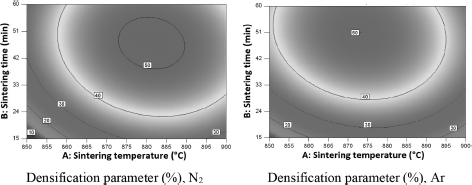
Contour plot of densification parameter as function of sintering temperature and time
For better understanding the microstructural evolutions, three-dimensional plots for grain intercept, pore intercept and pore number are shown in Fig. 7. The surface responses show that, at higher sintering temperature and time, grain and pore intercept increase and pore number decreases. From the metallurgical point of view, this behaviour for grain intercept, pore intercept and pore number is related to grain growth and pore coarsening along with pore elimination during SLPS process of brass. Both grain growth and pore elimination are SLPS mechanisms that cause densification, while pore coarsening that occurs, especially in brass alloys, at higher sintering temperatures and extended times prevents densification.
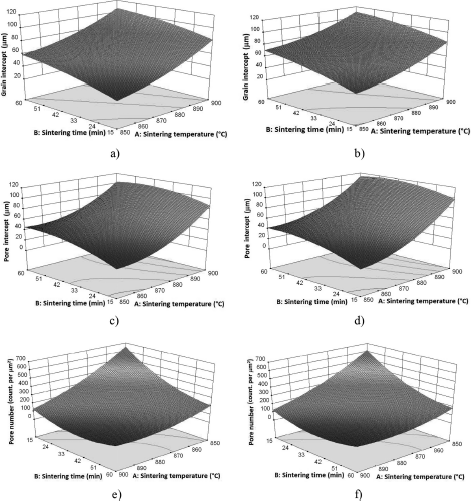
a grain intercept (μm), N2; b grain intercept (μm), Ar; c pore intercept (μm), N2; d pore intercept (μm), Ar; e pore number (count/μm2), N2; f pore number (count/μm2), Ar
The microstructure of the sintered samples is presented in Figs. 8 and 9 for both nitrogen and argon atmospheres respectively. The results are in good agreement with the results of three-dimensional plots (Fig. 7) for grain intercept, pore intercept and pore number. It is evident that, by increasing the sintering time and temperature up to 875°C and 38 min, grain growth and pore elimination are responsible for getting homogeneous microstructure and so maximum densification, but at higher sintering temperature and extended sintering time, pore coarsening along with grain growth caused a drop in densification. Generally, pore coarsening retards densification and cause to compact shape distortion (swelling).
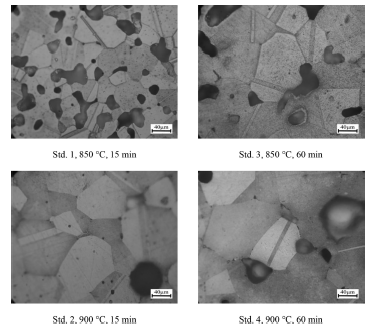
Microstructures of differently sintered prealloyed brass powder compacts (furnace atmosphere: nitrogen)
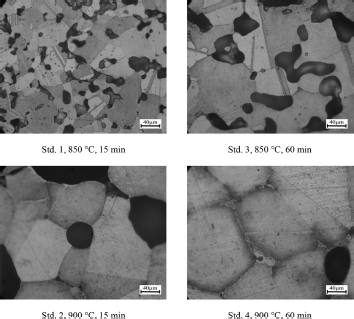
Microstructures of differently sintered prealloyed brass powder compacts (furnace atmosphere: argon)
Figure 10 shows a correlation between grain and pore intercept. Pore intercept increases with rising grain intercept, while the number of grains and pores decreases. This trend is observed for both sintering atmospheres and is a confirmation to repeatability of the described behaviour for this material.
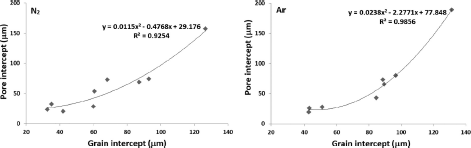
Correlation between pore and grain intercepts according to experimental results in Table 2
Grain growth during SLPS occurs through a combination of Ostwald ripening and grain coalescence. 7 Using Fig. 11
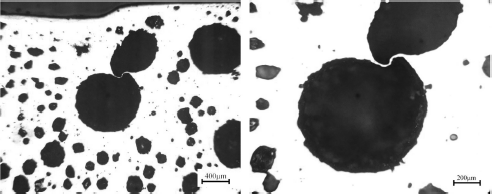
Pore structure for sample sintered at 910°C for 38 min in N2 atmosphere (different magnifications)
Conclusions
Structural coarsening during SLPS was studied from the following technical points of views.
Key sintering parameters were changed simultaneously through 26 experiments for which the results have been modelled, and the effects of parameters and their interactions have been successfully analysed. The important advantages of using RSM versus standard plotting methods were the lower number of experiments, deriving linear and non-linear mathematical models for properties and evaluation of the more input parameters and their interactions.
Response surface methodology was utilised to model the grain intercept, pore intercept and pore number. Mathematical models were derived at 95% confidence level. The response surface results of models showed that sintering temperature has a pronounced effect on microstructural coarsening during SLPS process of Cu–28Zn brass prealloyed powder. In addition, the results showed that grain and pore intercept lengths show exponential growth with sintering temperature. The second important parameter influencing the microstructural coarsening is sintering time: there is a linear relationship between sintering time and grain intercept and a logarithmic one between sintering time and pore intercept.
Microstructural studies verified the suggested models and surface responses availability. It was shown that pore elimination along with grain growth gives a maximum densification, while pore coarsening along with grain growth prevents densification and causes a drop in densification value. Furthermore, the pore coarsening mechanism was illustrated via Ostwald ripening, which means that the bigger pores grow at the expense of smaller ones by increasing the sintering temperature and time. In general, there are negative effects of the microstructural coarsening on the sintered properties; thus, a control of pore and grain coarsening during SLPS of brass for getting maximum densification and sintered properties is required.