
Abstract
Metal injection moulding in conjunction with hot isostatic pressing was applied to prepare MIM418 superalloy. Densification behaviour, precipitated phases and tensile properties of the alloy were characterised. Relative density of 97.6% is obtained after vacuum sintering at 1240°C, and near full dense alloy is achieved after HIPing. High volume fraction (57%) of near cuboidal γ’ phase with average particle size of 0.52 μm precipitates homogeneously in γ matrix. Small amount of fine carbides with average particle size of 0.22 μm distribute mainly along grain boundaries and in grain interior. Average grain size of the superalloy is estimated to be ∼26 μm. Uniformly distributed precipitates and fine grain size lead to significant improvement of mechanical properties. The tensile strength, yield strength and ductility of MIM418 superalloy achieve 1425 MPa, 1004 MPa and 19.4% respectively, which are much higher than that of the cast K418 superalloy.
Keywords
Introduction
K418 alloy developed in the 1970s in China is a kind of γ′ precipitation strengthened nickel base superalloy with excellent high temperature creep strength. 1 This superalloy has excellent oxidation, hot corrosion and thermal shock resistance up to 1000°C, and it is in widespread use as turbine blades, vanes, etc. 2 Conventionally, this alloy is produced by vacuum melting and casting, and it is used in as cast condition. 3 Owing to the elemental segregation, shrinkage defects, coarse gain size and undesirable phases, precision vacuum casting cannot bring the mechanical properties of the K418 superalloy into full play. 4 With the promotion of service temperature, highly alloyed superalloy components with higher mechanical properties are demanded. However, the poor workability and the high deformation resistance of the highly alloyed superalloy greatly limit the fabrication of complex shaped superalloy components through the combination of casing and machining.5,6 Powder metallurgy superalloys exhibit better alloy homogeneity and finer microstructure, which have superior high temperature mechanical properties than that of the cast superalloys.7–9
Metal injection moulding (MIM) opens a versatile and efficient avenue for the near net shape forming of highly alloyed superalloy components.10–12 It is suitable for the mass production of complex shaped components with high mechanical properties and high dimensional accuracy. The K418 superalloy fabricated by MIM technique is called MIM418 superalloy. In recent years, MIMed superalloys have gained growing interests in the manufacturing of complex shaped components used for higher temperature and higher performance applications, such as turbine wheels in automobile turbocharger and turbine blades in aero engine.13–14
In this work, MIM418 superalloy was prepared using gas atomised superalloy powder. The densification behaviour, microstructure evolution during sintering and heat treatment, characteristics of γ′ precipitates and carbides, as well as the resulting tensile properties of the alloy were discussed in detail.
Experimental
Argon gas atomised K418 superalloy powder was supplied by Beijing Institute of Aeronautical Materials. Chemical composition of the alloy is listed in Table 1, and the measured values are within the theoretical ranges. The original Ar gas atomised powder was sieved with a 500 mesh sieve. Figure 1 shows the morphology and differential scanning calorimetry (DSC) curve of Ar gas atomised K418 superalloy powder. The powder exhibits spherical morphology with D50 = 15.7 μm (Fig. 1a), and the oxygen content of the powder is as low as 209 ppm. On the DSC curve (Fig. 1b), small peaks are detected at 1125 and 1189°C, which corresponds to the dissolution temperature of γ′ phase and carbides respectively. The atomised powder is a kind of non-equilibrium solidified microstructure, and the solidus temperature of the powder cannot be accurately deduced from DSC experiments. The melting temperature of K418 powder is ∼1335°C.
Theoretical and measured compositions of K418 superalloy powder/wt-%

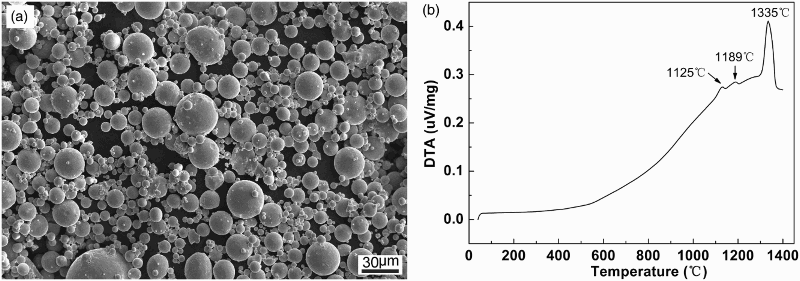
a Scanning electron microscopy image and b DSC curve of Ar gas atomised K418 superalloy powder
A multicomponent binder system, which consists of paraffin wax, polypropylene, high density polyethylene and stearic acid, is designed. The feedstock for MIM was produced by mixing K418 superalloy powder and binder in the double planetary mixer at the temperature of 150°C for 2 h. The powder volume fraction of the feedstock is 65 vol.-%. Tensile specimens were injection moulded on a CJ-80E type injection moulding machine at 150°C. Before sintering, the binder was removed by solvent debonding and thermal debonding in hydrogen atmosphere. Subsequently, the debonded samples were sintered at the temperature range of 1210–1250°C for 1.5 h in vacuum. The injection moulded preform and the sintered specimen are shown in Fig. 2. Containerless HIPing was carried out at 1210°C for 2 h under the pressure of 180 MPa, and the heating rate is 10oC min− 1. The HIPed specimens were solution treated at 1200°C for 2 h, then aged at 750 °C for 24 h and air cooled.

Injection moulded preform and sintered specimen of MIM418 superalloy
The density of the samples was measured by the Archimede's method. To determine the phase transition, an STA 409 instrument (Netzsch-Geraetebar GmbH, Bayern, Germany) was employed for DSC. Phase transformation was studied by Siemens D 5000 X-ray diffraction meter using Cu radiation. Tensile properties were tested on an Instron 5569 universal testing system. Optical microstructure was observed on MeF3A type metallurgical microscope. After electropolishing and electroetching, microstructure of the specimens was observed on an LEO1450 secondary electron microscopy (SEM) equipped with energy dispersive X-ray spectra (EDS). The morphology of the γ′ phase was observed on a ZEISS ULTRA 55 field emission scanning electron microscope (FESEM). The extracted residual was obtained through electroless extraction method using the solution composed of 10% CuCl2 and1% tartaric acid, and the extracted residual was collected on the filer paper. The TEM specimens were observed using JEM 200 transmission electron microscope.
Results and discussion
Densification behaviour
To obtain excellent mechanical properties, it is critical to attain a high densification of the superalloys. Figure 3a shows relative density of the vacuum sintered and HIPed MIM418 superalloy. At the sintering temperature of 1210°C, relative density of MIM418 superalloy is as low as 86.2%. Rapid increasing of relative density is observed in the temperature range of 1210–1240°C. The relative density reaches 97.5% at the sintering temperature of 1240 °C. Above 1250°C, the decrease in relative density is ascribed to the partial melting of the specimen. The sintered specimens were subjected to hot isostatic pressing at 1210°C in order to enhance the densification. In case of the 1210°C sintered specimen, the relative density increases from 86.2 to 91.5% after HIPing. The relatively low density is attributed to the presence of a large amount of open porosity. Near full densification of 99.5% is obtained for the sintered specimens with densification higher than 95%. Figure 3b presents the variation of shrinkage rates with increasing sintering temperature. The sintering shrinkage rate increases from 9 to 13.9% in the temperature range of 1210–1240°C.
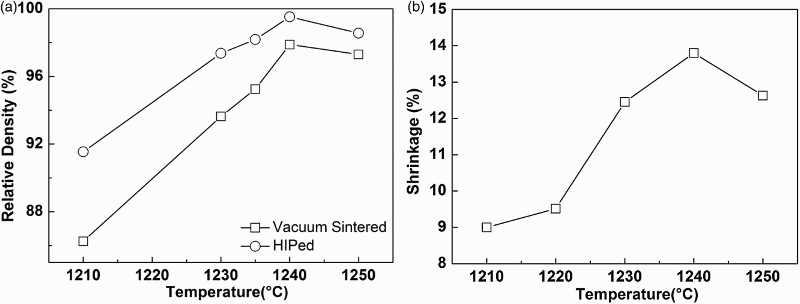
Relative density and shrinkage rate of sintered and HIPed MIM418 superalloy
Figure 4 displays the SEM images of MIM418 superalloy sintered in vacuum at the temperature range of 1210–1240°C. At the sintering temperature of 1210°C, a large amount of pores is observed (Fig. 4a). A great reduction in the quantity and shrinkage in pore size occur after 1220 and 1230°C sintering (Fig. 4b and c). When the sintering temperature increases to 1240°C, only a small amount of pores remain, and spheroidisation of pore is observed (Fig. 4d). The relative density of the samples reaches 97.5%.
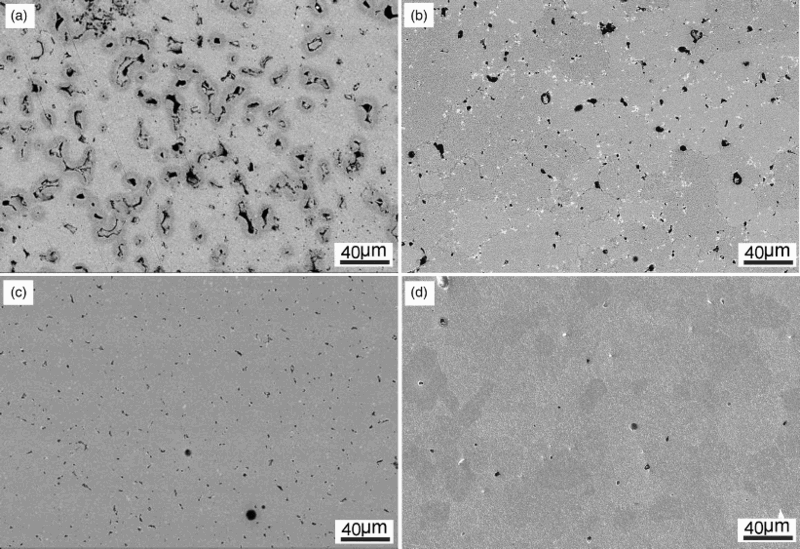
a 1210°C; b 1220°C; c 1230°C; d 1240°C
Figure 5 shows SEM microstructure of MIM418 superalloy and the cast K418. It is observed from Fig. 5a that the pores existing in the sintered sample almost disappear after HIPing, and the sample reaches near complete densified state after HIPing. The relative density of the HIPed sample is 99.5%. The MIM418 superalloy is characterised by uniform microstructure, and a small amount of fine carbides (0.5–2.6 μm) distribute in grain interior and along grain boundaries (Fig. 5b). In the cast K418 superalloy, relatively large script carbides with size of 2–10 μm mainly distribute along grain boundaries, and shrinkage pores are observed (Fig. 5c and d). Additionally, a small amount of γ/γ′ eutectic is observed (framed area in Fig. 5c). It is a non-equilibrium solidification phase caused by the segregation of solute elements and incomplete diffusion processes. 15 During the solidification of primary γ, the γ′ forming elements such as Nb, Ti and Zr have a strong segregation tendency to interdendritic liquid, and eventually produce the γ/γ′ eutectic phase near the last stage of solidification. 16
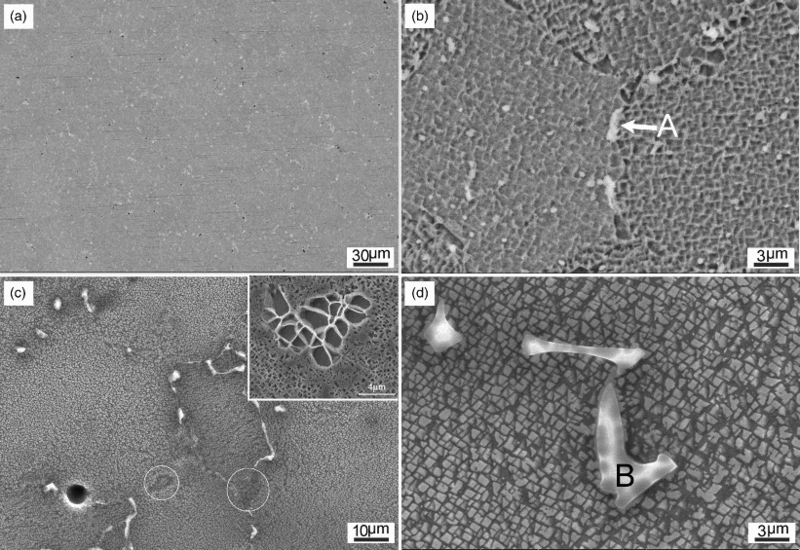
a, b HIPed MIM418 superalloy; c,d cast K418 superalloy
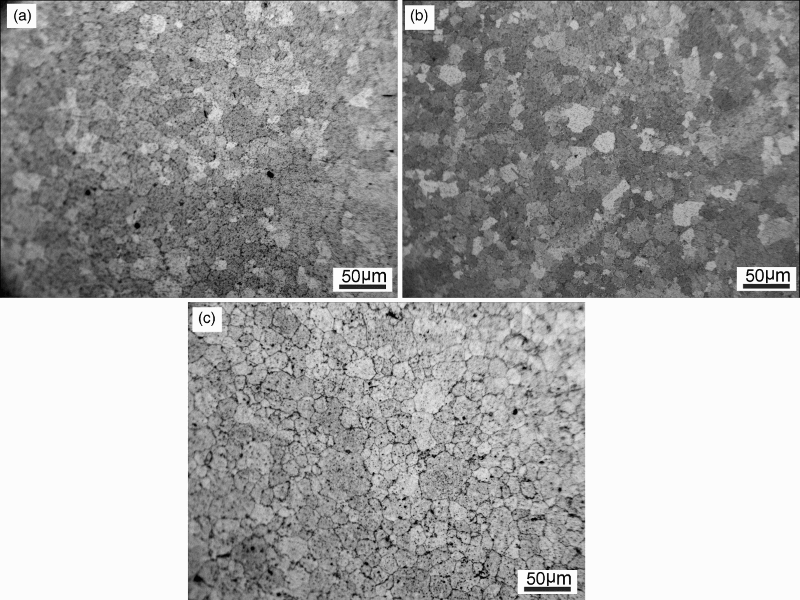
Table 2 lists the EDS analysis result of the carbides in MIM418 superalloy and cast K418 superalloy. The grain boundary carbides observed in Fig. 5a are mainly composed of Nb and Ti, and the total amount of strong carbide forming elements (Ti, Nb and Zr) in the MC type carbide is as high as 93.73%. The carbide in the cast samples (Fig. 5d) contains more Cr and Mo, but less Nb and Ti than the carbides indicated by arrow A. Since the dissolution of Mo and Cr in MC weakens the binding force in carbides and causes them decompose at lower temperatures, the stability of the carbides in MIM418 superalloy is superior to that in the cast sample. 17
Chemical compositions of carbides in cast K418 and MIM418 superalloys/at-%
Characterisation of γ′ precipitates and carbides
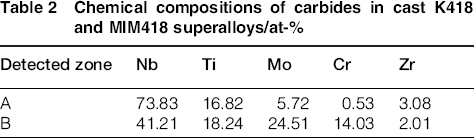
γ′ precipitates and carbides potentially cause the desired strengthening effect, depending on the nature of the precipitates and their distributions in terms of size, density and spatial distribution. 18 Fig. 6 presents the FESEM images of the MIM418 superalloy under varied conditions. As for the specimens after vacuum sintering and HIPing, the microstructure is characterised by fine carbides distributed uniformly in grain interior and on grain boundaries, as displayed in Fig. 6a. However, non-uniform distribution of γ′ precipitates is observed, and the relatively large γ′ precipitates distribute mainly along grain boundaries (Fig. 6b). Figure 6c gives the microstructure of MIM418 superalloy after solution treatment. Most of the prime γ′ phase dissolves in γ matrix. Secondary γ′ phase with size of 0.32–0.44 μm is observed in Fig. 6d. As for the 750°C aged specimen, particle size and spatial distribution of the carbides are unchanged (Fig. 6e). The secondary γ′ precipitates exhibit near cuboidal morphology, and they grow to 0.56–0.97 μm (Fig. 6f).
a, b HIPed; c,d solution treated; e,f aged
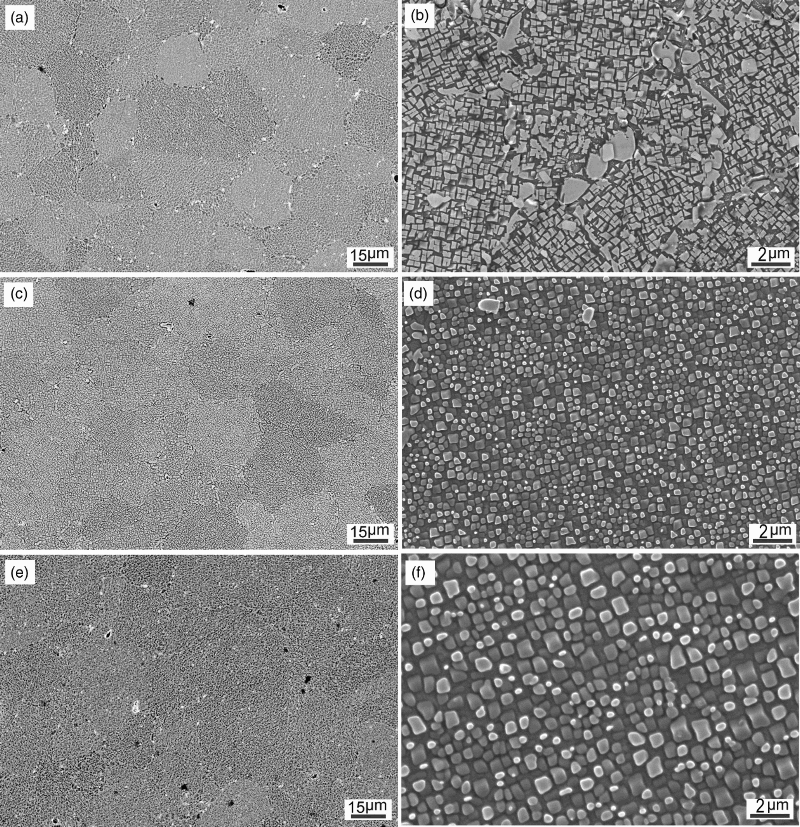
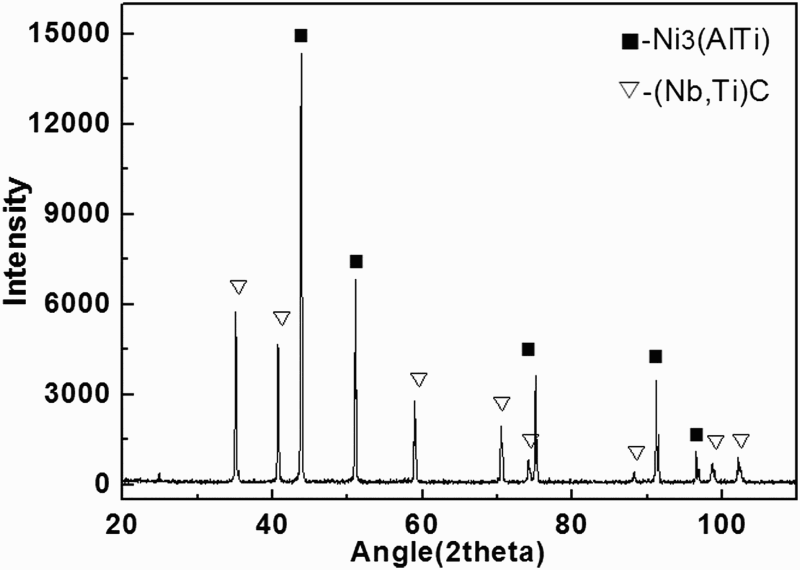
Figure 7 displays the X-ray diffraction pattern of the vacuum sintered specimen. The formation of (Nb,Ti)C carbide is identified. The carbide observed in MIM418 superalloy is approved to be MC type carbide.
X-ray diffraction pattern of vacuum sintered MIM418 superalloy
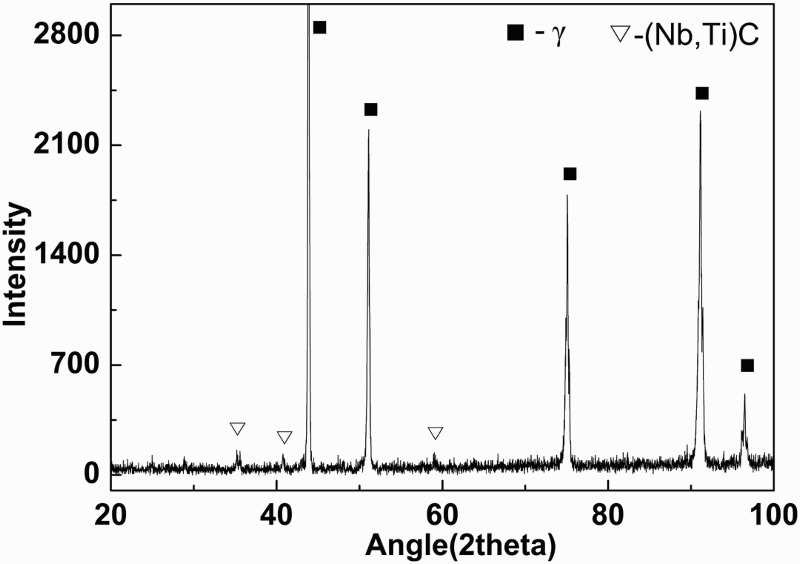
Figure 8 displays optical microstructure of MIM418 superalloy under varied conditions. A small amount of pores remains in the microstructure, which acts as the pining sites for the migration of grain boundary. The sintered sample exhibits equiaxial grain structure, and the average grain size of the specimen is as small as 19 μm (Fig. 8a). After HIPing, the residual pores are eliminated, which promotes considerable grain growth. However, severe grain growth is inhibited due to the presence of small amount of grain boundary carbides, 19 and the average grain size is measured to be 26 μm (Fig. 8b). As for the aged specimen, minor change of grain size is observed in comparison to that of the HIPed specimen (Fig. 8c).
a sintered; b HIPed; c aged
Figure 9 shows the TEM images of γ′ precipitates and the carbides. Near cuboidal γ′ precipitates are secondary γ′ phase, and the size of γ′ precipitates is in the range of 0.46–0.8 μm, as indicated in Fig. 9a. The fine γ′ precipitates precipitate in matrix boundaries which prevent the glide of dislocation efficiently 20 with the size of 0.1 μm corresponding to tertiary γ′ phase, which is formed due to the slow cooling rate from HIPing temperature. The tangling of dislocations in the matrix channels is related to the fine tertiary spherical γ′ precipitates (marked by the arrows), which block the further movement of dislocations into the large γ′ particles. Figure 9b shows the morphology of grain boundary carbides with the size of 0.22 μm. The secondary diffraction spots in Fig. 9c are due to the presence of γ′ precipitates, while the selected area diffraction pattern (SADP) shown in Fig. 9d indicates the phase is MC type carbides.
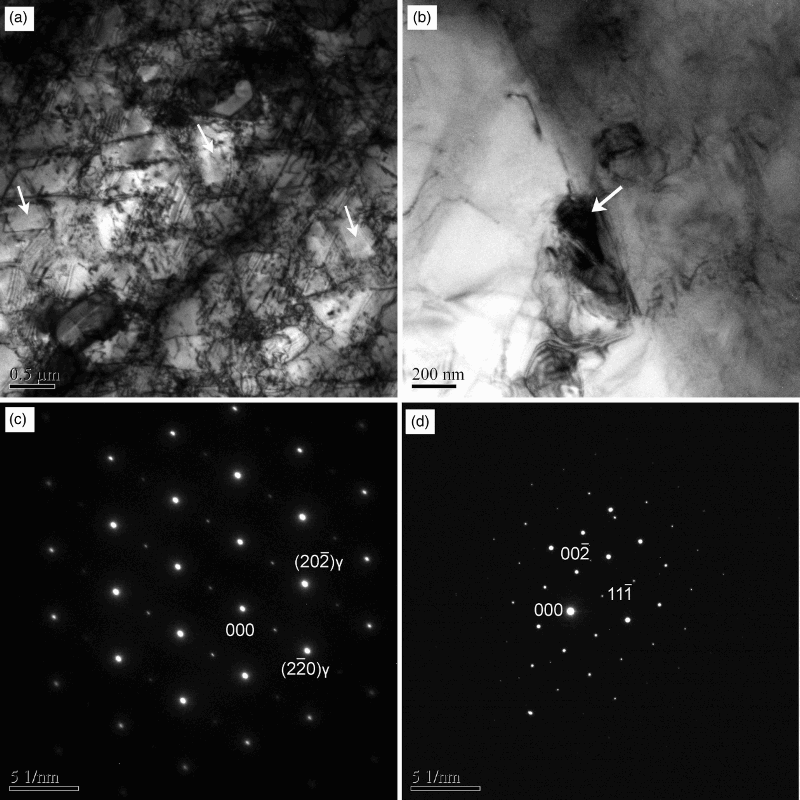
Images (TEM) of γ′ phase in aged MIM418 superalloy and corresponding SAEDs
Figure 10 shows X-ray diffraction pattern of the extracted residual. In addition to γ′ precipitates, (Nb,Ti)C is identified as the predominant carbides in the superalloy.
X-ray diffraction pattern of extracted residual from MIM418 superalloy
Figure 11 presents TEM images of the extracted residual from MIM418 and cast K418 superalloys. It is clearly seen from Fig. 11a that the γ′ precipitates in MIM418 alloy are near cuboidal with the size of 0.33–0.97 μm. The carbides in MIM418 alloy observed in Fig. 11b exhibit irregular morphology with the composition of 73.83%Nb–16.82Ti–0.53Cr–3.08Zr–5.72Mo (at-%). As for the carbides in the cast K418 alloy, rod carbides with size of 3–7 μm are observed (Fig. 11c). The SADP shown in Fig. 11d confirms the formation of γ′ phase with L12 structure. The lattice constant calculated from the SADP shown in Fig. 11d and f are 4.382 and 4.384Å respectively. These values are similar with the lattice constant of TiC (4.32Å), suggesting that the carbides corresponds to MC type carbides.
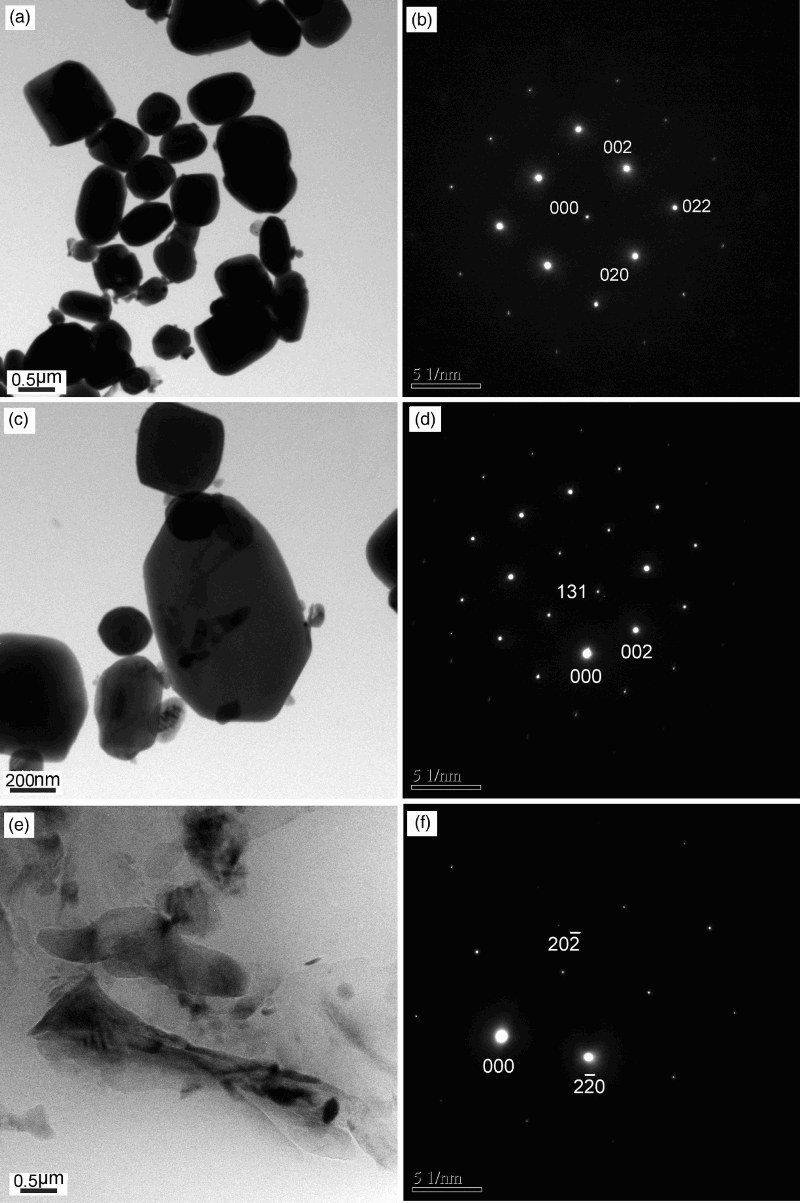
a γ′ precipitates in MIM418 alloy; b carbides in MIM418 alloy; e,f carbides in cast K418 alloy
Mechanical properties
Figure 12 illustrates the tensile stress–strain curves of the sintered and HIPed MIM418 superalloy, and the mechanical properties of the samples under varied conditions are listed in Table 3. Both sintered and HIPed specimens have better mechanical properties than that of the cast alloy. 3 Tensile strength, yield strength and elongation are effectively promoted by HIPing. The HIPed alloy shows an improvement in mechanical properties over the sintered specimen. The tensile strength, yield strength and ductility of sintering samples are all improved through HIP treatment. The tensile strength increased 17.1% from 1085 to 1271 MPa, the yield strength increased from 746 to 756 MPa slightly and the elongation increased from 11.4 to 16.8%. The tensile strength and elongation increased by 50 and 110% respectively compared with cast K418 alloy. The improvement of the mechanical properties is caused by the reduction in porosity. Improved compositional homogeneity and fine grain size, and uniform microstructure are beneficial to the increase in mechanical properties. The relatively low mechanical properties of the cast superalloy are attributed to the coarse blocky carbides existing along grain boundaries which prevent the glide of dislocation efficiently. 20
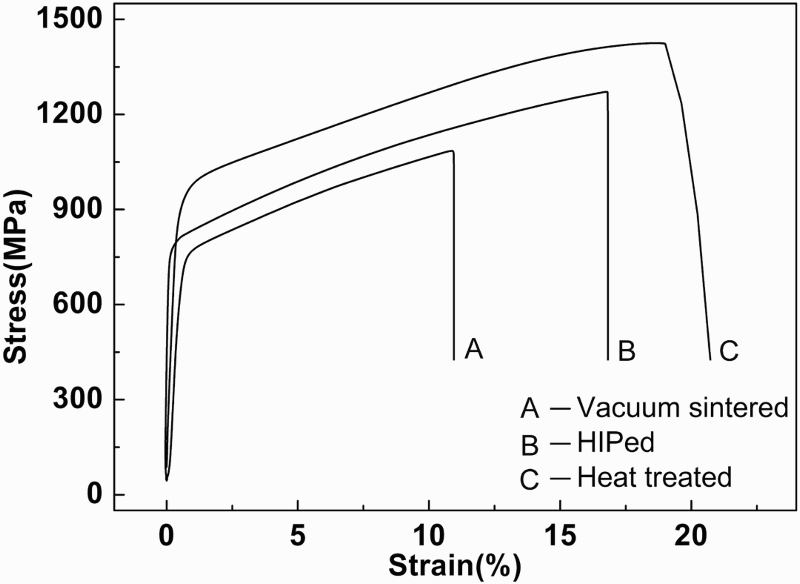
Tensile strain–stress curves of sintered, HIPed and heat treated MIM418 superalloy
Comparison of tensile properties of cast K418 and MIM418 superalloys
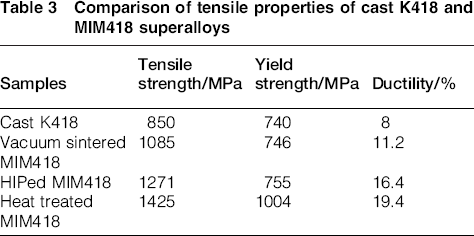
Figure 13 gives the fracture surface of the aged MIM418 and cast K418 superalloys. MIM418 alloy presents superior ductility, and the SEM images in Fig. 13a and b show typical dimple fracture surface. It is a fact that fine grain size, uniform distribution of fine carbides and γ′ precipitates increase material strength and ductility. The fracture surface shown in Fig. 13c and d indicates that the cast K418 almost presents mainly brittle fracture mode, which is consistent with the low elongation of the alloy. The relatively large carbides and shrinkage pores observed in cast K418 superalloy easily act as crack initiation sites.
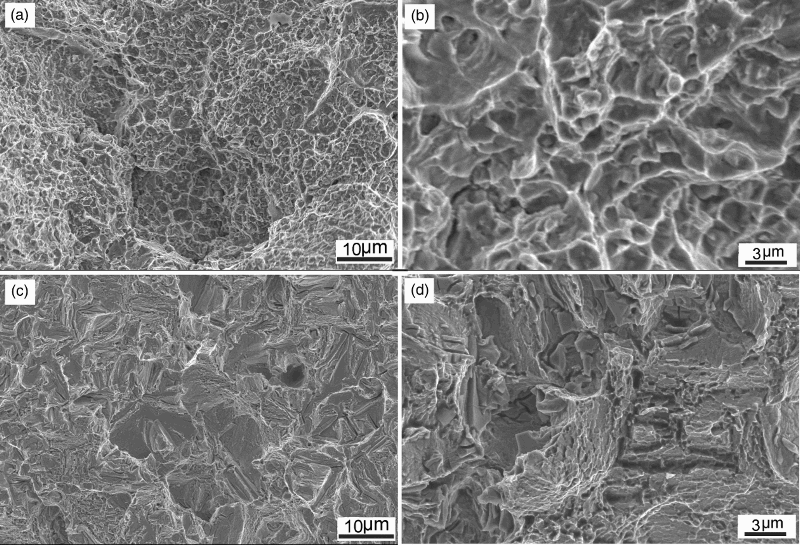
a,b MIM418 superalloy; c,d cast K418 superalloy
Conclusions
Densification behaviour, microstructure evolution and tensile properties of MIM418 superalloy were examined, and the following results were summarised.
MIM418 alloy with high densification (99.5%) is achieved through the combination of vacuum sintering and hot isostatic pressing. Compared to cast K418 alloy, MIM418 alloy exhibits uniform precipitation of high volume fraction (57%) of near cuboidal γ’ phase with average particle size of 0.52 μm and small amount of fine carbides. Equiaxed grain structure with average grain size of 26 μm is achieved. Mechanical properties of MIM418 superalloy are substantially better than that of the cast K418 superalloy. The tensile strength, yield strength and ductility of MIM418 superalloy reach 1425 MPa, 1004 MPa and 19.4% respectively.
Footnotes
Acknowledgements
This work is financially supported by National High Technology Research and Development Program of China (863 Program) (2012AA03AA514), Beijing Natural Science Foundation (2132046) and National Nature Science Foundation of China (51374027).