
Abstract
Porous materials, characterised by their cellular structure, have interesting combinations of physical and mechanical properties. In such a context, steel sponges could be employed as an alternative to light alloys in several applications needing a good compromise between weight and mechanical properties. In this work, a new approach is presented that uses a powder metallurgical replication technique to produce steel foams while using SiC spheres as a space holder. The processed sponges were characterised from a morphological, microstructural and mechanical point of view. The results of the characterisation demonstrated the feasibility and the repeatability of the proposed production route.
Introduction
Cellular metals represent a new class of material featured by low density and an interesting combination of properties. In the near future, it appears that metal foams will become widely diffused in many technological and productive fields.
The production of a cellular structure starting with a metal seems to be in contradiction with the usual technological processes in which voids and porosities are normally considered defects. However, nature has typically created cellular structures to enhance both structural and/or functional properties. The observation of such structures had induced the scientific research to produce material characterised by a cellular morphology. Polymeric sponges and foams represent a well known example of an artificial cellular structure that has acquired an important role in many common and advanced applications. Moreover, when high temperature resistance, thermal/electrical conductivity and high stiffness are among application constraints, it is necessary to change the class material of the matrix. In this scenario, cellular materials were developed starting from metal alloys, which helped to solve some limitations of polymeric material while avoiding the brittleness typical of ceramics.1–3
The diffusion of metal foams is still restricted and commercially limited to specific alloys, such as Al or Ti based ones, mainly in aerospace applications. Iron based cellular metals, for example, steel, are not well developed because of the technological difficulties due to the high process temperatures. However, steel foams or sponges have high potential for technological applications due to favourable specific mechanical properties and stiffness.
Recently, a process for obtaining steel sponges by replication techniques was proposed.4–6 This process produces steel sponges featuring an arborous structure and a relative density of ∼0.6. The technique consists of the infiltration of molten metal into a ceramic space holder that must be removed after solidification. The obtained steel sponges present interconnected cavities with the cellular morphology dependent upon the geometry of the ceramic precursor, which also defines important parameters such as relative density, porosity and tortuosity.
Besides the alloy, the key element for processing steel sponges through replication techniques is the space holder. In order to be suitable for processing, the space holder needs to have three important characteristics: it must remain stable at the maximum processing temperature, it must not interact chemically with the ferrous alloy during processing, and it must be easily removed. Based on the high maximum processing temperature and on the required characteristics mentioned, the potential space holder candidates for steel foams processing are restricted to certain ceramic materials. On the other hand, a spherical space holder supports a high packing efficiency that consists of the maximum number of spheres in a given volume. That implies, after the process conclusion, the maximum amount of cavities and consequently the minimum relative density of the component. The infiltration of molten metal in a bed of SiO2 spheres allowed for obtaining copper and cuprous alloys sponges as demonstrated by Castrodeza and Mapelli. 4 In this study, a process route was fine tuned in order to produce steel sponges featured by spherical cavities and relative density equal to 0.3. The process starts from the use of silicon carbide (SiC) spheres as space holders, which are finally removed by chemical dissolution.7–9
With respect to some processes,5,6,9 this work uses steel powder instead of molten steel infiltration in order to explore new possibilities and to outclass some issues related to the management of molten steel. Moreover, powder metallurgy allows for the modification of certain sponge morphological features, thus changing the degree of sintering. It is also possible to melt the powder to obtain sponges by liquid metallurgy that are comparable to those produced by infiltration.
Some experiment show the feasibility of the sintering process using seeds of carbamide as space holders.10,11 Unfortunately, the irregular shape and size of these space holders not ensure repeatability of the morphological features of the sponges (because of the irregular packing). As a consequence, the properties can significantly vary even if they are obtained by the same route. Moreover, irregular cell morphology leads to lower mechanical behaviour as suggested by Gruttadauria et al. 13
Experimental
For the proposed route, silicon carbide spheres having ∼4 mm in diameter were chosen as space holder. The SiC spheres underwent a thermal treatment (900°C for 30 min) before sponge production. The treatment caused the SiC superficial oxidation to expedite the chemical removal, without any change in the required characteristics.1,3,9
The spheres filled up an alumina crucible that was then mechanically shacked to reach the highest packing possible. In this way, a ceramic bed was constituted and each sphere will create a sponge cavity. The packing factor attained by the spheres was close to the theoretical value (0.625). Approximately 0.375 of the volume of the crucible remained as free space, which was filled with the metal powder. 12 The metal charge was composed of 17CrMoV5-11 steel powder and featured a granulometry between 50 and 150 μm. Mechanical shacking compacted the powder, ensuring the maximum filling possible. The crucible was then closed by a heavy cap to avoid space holder movement. In this condition, the crucible was placed in an oven at 1100°C for 2 h in Ar atmosphere to avoid powder oxidation. After the sintering process, the crucible was cooled in air and the sintered material was cut before being immersed in a leaching solution (20% HF, 80% water) at room temperature in order to dissolve the space holder and reveal the cellular structure.
Results and discussion
As can be seen in Fig. 1b, the sponge skin was characterised by well distributed SiC marks. After cutting and SiC leaching, an ordered and homogeneous dispersion of voids was present. The resulting pores were interconnected, allowing for easy removal of all of the space holder and the cellular architecture correspond to an open cell type foam.
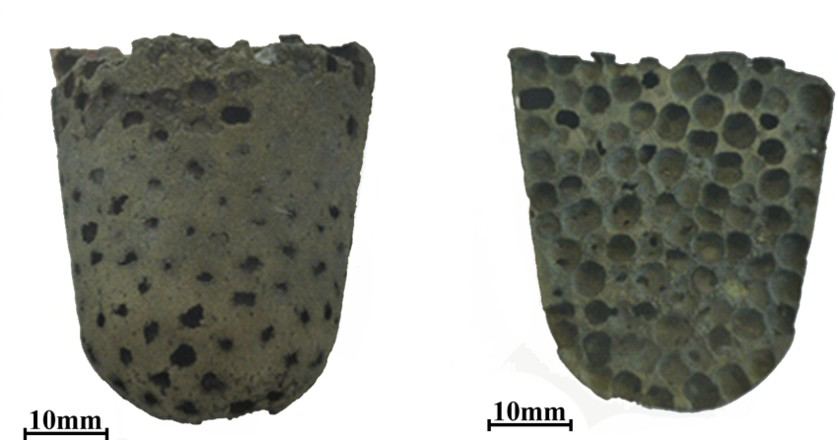
Steel sponges after cooling (a) and after cutting and SiC removal (b)
The chemical composition of the sponge riser, provided by quantometric analysis, is reported in Table 1.
Chemical analysis of obtained 17CrMoV5-11 steel sponge
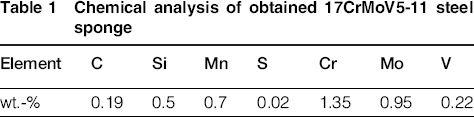
The chemical composition of the ligaments was in line with the nominal composition of the 17CrMoV5-11 alloy. 15 That means the process, the interaction with the SiC and the leaching in the acid solution did not affect the chemical composition of the processed steel.
Morphological and microstructural characterisation
In order to investigate the process repeatability and to characterise the cellular morphology, two additional sponges were produced through the same process. Finally, two sponges were used for the morphological and metallurgical characterisation, with the latter being used for the compression test. Figure 2 presents detailed images of the steel sponges. As can be seen, the SiC spheres used as space holder were completely removed (the white regions in the images correspond to the supporting surface). As can be seen, a very homogeneous distribution of interconnected cavities was present.
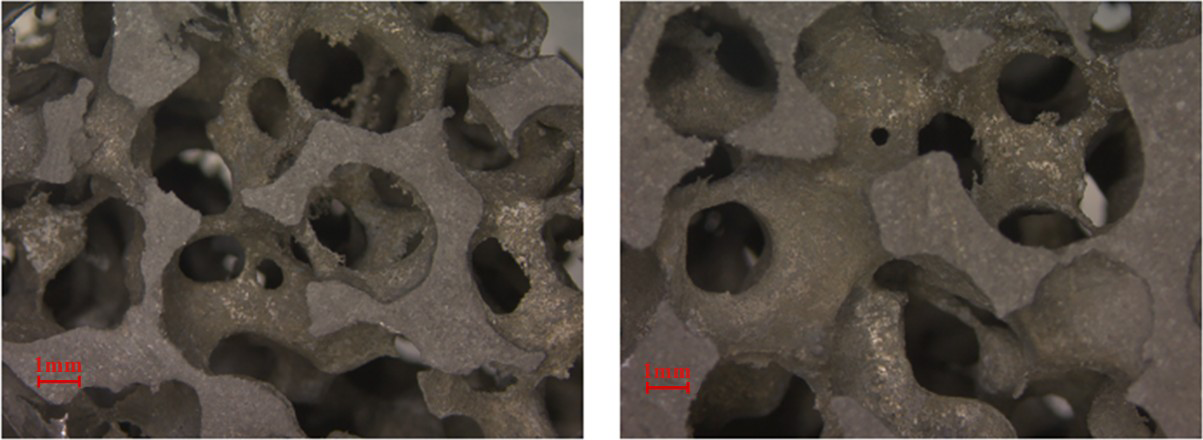
Image of cavities by stereomicroscopy
The cellular metal was featured by spherical cavities interconnected by connection windows. The acid solution did not affect the steel and the ligaments distribution assured a well organised structure. The connection pores were necessary to facilitate the correct removal of the space holder during the process, and they were also important for functional applications, allowing for fluid transport. The pores were highly spherical and they reproduced the space holder geometry.
The morphological parameters of the obtained sponge are reported in Table 2. The measurements were performed on two sponges and 10 counts each. The surface/volume ratio was measured after sample preparation (cutting, polishing and painting) by means of image processing. 9 These values are comparable to those obtained by Gruttadauria et al. 13 characterising brass sponges.
Morphological parameters of obtained 17CrMoV5-11 steel sponge
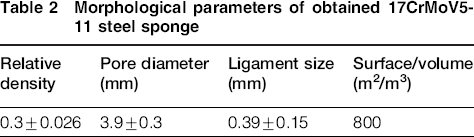
The relative density was calculated starting from weight and volume measurements of the obtained sponge and the theoretical density of bulk 17CrMoV5-11 steel. Being relative, this value is independent from the material processed and it directly resulted from the geometrical features of the space holder and its packing. The relative density value presented in Table 2 was lower than the theoretical value (0.37) because of two main differing factors: the geometry of the space holder (the SiC spheres are not perfect) and the porosity resulting from the sintering process. Figure 3 reports SEM (scanning electron microscope) sponge pictures after machining and space holder removal. In these images, it is possible to see porosities in the metallic ligaments due to the sintering parameters.
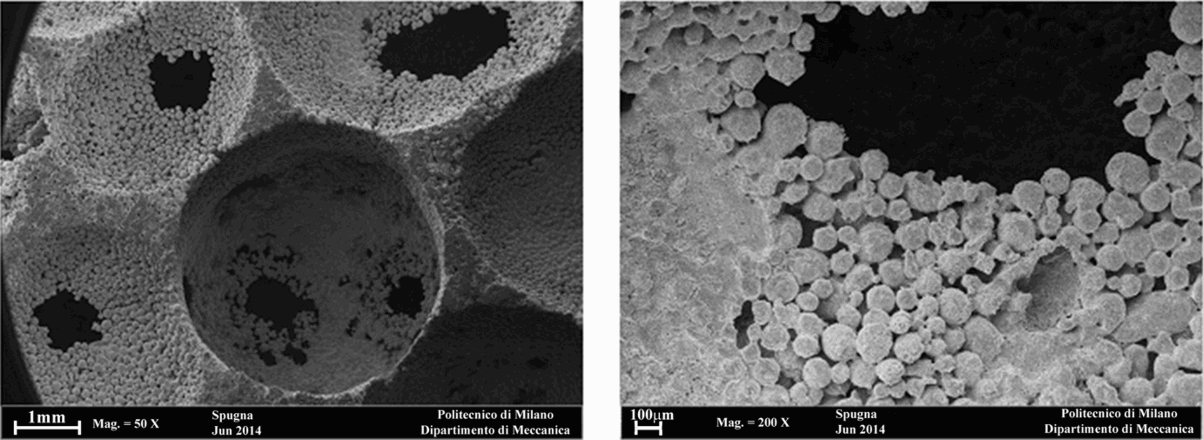
SEM images of 17CrMoV5-11steel sponge
The connection of the cavities was also confirmed by the SEM investigation. It is interesting to note the difference in the degree of sintering of the ligaments. The powder seeds were recognisably separate, but the structural integrity was assured and the material continuity was confirmed. Furthermore, the ligaments and cell porosity could be reduced even further by increasing the temperature and/or the pressure during sintering. 12
The microstructure of the ligaments after sample preparation and Nital 2% etching for 4 s 14 can be seen in Fig. 4. The microstructure of the ligaments presented two main structural constituent, ferrite and perlite, which complied with the chemical composition and the thermal history of the material. 15
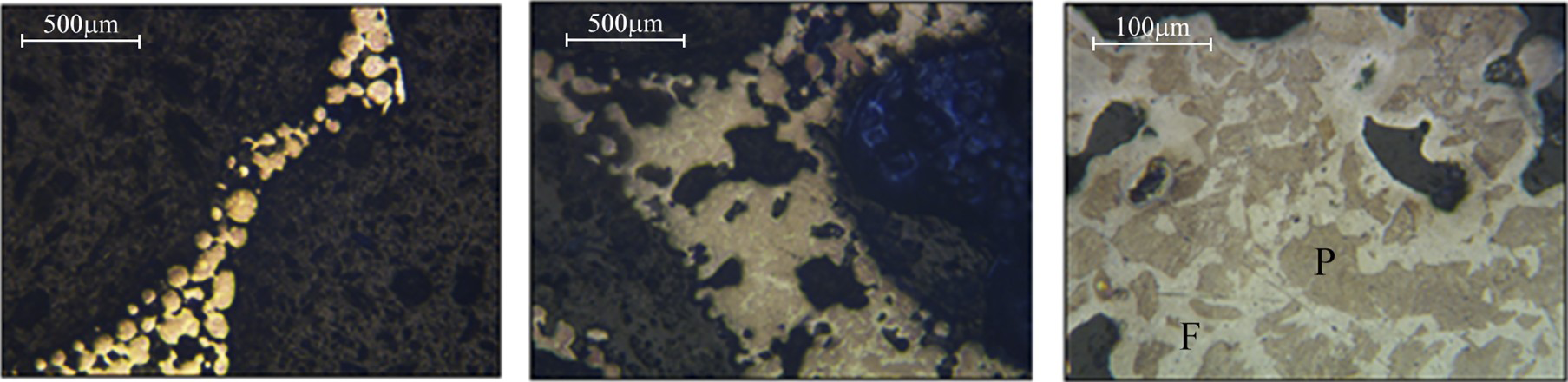
Metallographic analysis of sponge ligaments by optical microscopy
In some areas, it was possible to recognise microstructures originated by incipient melting. This microstructure, within the core of the ligament, is featured by perlite surrounded by ferritic grains. The overall microstructure was representative of a highly sintered product, and it was possible to note some porosity due to the sintering process and to the entrapped gas.
Mechanical characterisation
In order to determine the mechanical properties of the material and to assure the sponge behaviour in terms of the strain–stress relationship, a compression test was performed on the last sample. The sponge was lathe machined by common technique obtaining a cylindrical test specimen (φ = 23 mm, h = 35 mm) useful for the compression test. 1 The test was performed in a universal testing machine under displacement control and using 1 mm min− 1 as the crosshead speed. The load was measured by a load cell and the displacement by a deflectometer.
The experimental engineering stress–strain record of compression testing is reported in Fig. 5. The shape of the record is typical of cellular metals, as reported in the literature.1–3 The diagram is divided into an elastic zone followed by a plateau–stress featured by σpl ≈ 15 MPa. The plateau, quite horizontal, identified a massive plastic deformation featured by an almost constant stress due to the collapse of the ligaments. In correspondence with ε ≈ 0.45 (σ ≈ 30 MPa), the stress–strain behaviour tends to became exponential, identifying the beginning of the sponge densification stage. In this stage, there is a quite exponential increase of the stress due to the ligaments touching after collapse with the correspondent increase in stiffness. On the other hand, the stress–strain record indicates a great capacity of energy absorption of the material, comparable to Al alloy or polymeric sponges.16,17
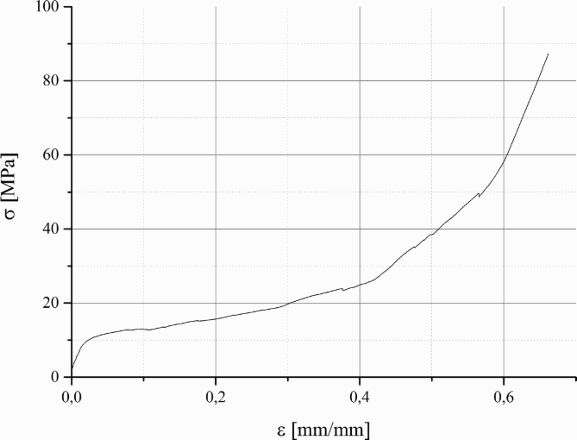
Stress–strain curve by compression test
In Fig. 6, a comparison between the absorbed energy at the same strain levels for an aluminium sponge and the produced one is reported. The absorbed energy was calculated by integration of the experimental strain–stress record to some specific strain levels. The Al sponge was produced by powder metallurgy, and it is characterised by a relative density equal to 0.29 and a σpl ≈ 10 MPa. This sponge, having the same characteristics of the processed one, is suitable for that comparison. 18
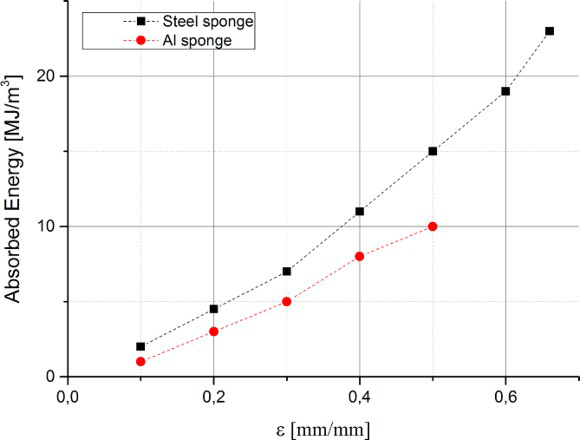
Absorbed energy comparison for aluminium by Yi et al. 18 and produced steel sponges
As can be seen from Fig. 6, the steel sponge shows a higher energy absorption capacity in comparison to similar ones made from aluminium at any strain level. 18 As known, the behaviour of a foam depends mainly on the ligament material and on the cell structure. For open cell foam, the energy is absorbed through the bending and the collapse of the foam ligaments. In this way, the mechanical properties of the 17CrMoV5-11 steel (even as sintered and without any additional thermal treatment), higher than the Al alloys ones, explain the evident difference in absorbed energy. Finally, the mechanical properties of the processed material confirm the statement given by Salimon et al. 19 in which they predicted that steel sponges could substitute, in several applications, the aluminium ones because of the better mechanical properties (in terms of stiffness and energy absorption capacity) especially if combined to low production costs.
Conclusions
Based on the results and discussion of this work, it is possible to conclude that:
(i) the proposed process was suitable for the production of 17CrMoV5-11 steel sponges through a powder metallurgical replication technique; (ii) the use of SiC spheres as a space holder is compliant with the necessary requirements and proves to be suitable for the proposed processing route; (iii) the cavities of the produced steel sponges are interconnected, allowing for the easy removal of the space holder and the permeability of the material to some fluids; (iv) the proposed process does not affect the chemical composition and the intrinsic microstructure of the steel; (v) the mechanical behaviour, provided by a compression test, is compliant with a cellular metal behaviour. The long plateau in the stress–strain records indicates good plastic deformation ability and consequently large capacity of energy absorption. (vi) the energy absorption capacity of the produced steel sponge is higher than similar aluminium ones.
Footnotes
Acknowledgements
The authors acknowledge G. Spanò, C. Tromellini, A. Albertinetti, M. Quattrocchio and L. Rovatti for supplying the materials and for their technical support during process and characterisation.