
Abstract
An iron based alloy powder (Fe–2.0Ni–1.0Cu–0.8Cr–0.5C) was used as raw material to prepare high density iron based alloy by warm die high velocity compaction (WHVC). The effects of warm die on high velocity compaction (HVC) densification behaviour, variations of stress waves and the resulting mechanical properties of iron based alloy were studied. The results show that, under the warm die condition at 100°C, the HVC behaviour of powder changes and the green density improves. Compared with the compacts prepared by HVC, the green density of compacts prepared by WHVC is 0.09–0.27 g cm− 3 higher at the impact velocity range of 6.2–8.7 m s− 1. The green density of compacts prepared by WHVC reaches 7.62 g cm− 3 at 7.9 m s− 1. The compacts were sintered at 1150°C in H2 atmosphere. The tensile strength, yield strength and hardness of the heat treated samples reach 1571 MPa, 1360 MPa and 51.2 HRC respectively.
Introduction
Iron based powder metallurgy (PM) materials are widely used in automobiles, machinery, chemicals, electronics and other fields, on account of technical and economic advantages.1,2 With the development of automotive, mechanical and the other high end equipment industries, high performance iron based components are increasingly demanded.3,4 The fabrication technology of PM iron based parts with high strength and high dimensional accuracy has become the research hotspot and development trend in the PM industry.5–7 For iron based PM part, when the density is over 7.2 g cm− 3, its hardness, tensile strength, fatigue strength, toughness, etc. increase exponentially with density.8,9 In addition, higher green density results in less shrinkage and distortion during sintering, which means a better dimensional accuracy.10,11 So, to improve green density is the key to obtain excellent mechanical properties and perfect dimensional accuracy. 12
High velocity compaction (HVC) is an efficient technology for preparing high density PM components. High velocity compaction realises densification by intensive repeated stress waves created by a hydraulically operated hammer. 13 The advantages of the HVC technique can be seen from the aspects of high density, uniform density distribution, low springback, low ejection force and high cost performance.14–16 In addition, HVC was found to give smaller and rounder pores than conventional pressing. 17 To reach even higher densities, SKF has developed a route involving HVC recompaction. 18 Majzoobi 19 shows that samples compacted by warm dynamic compaction exhibit higher densities and more homogeneous mechanical properties. However, research on warm die high velocity compaction (WHVC) has rarely been reported. This method would have advantages of lower cost, without special powder heating system and no restriction on throughput of a powder delivery device over warm HVC. 20
In this work, iron based alloy PM products with high density and high performance were prepared by WHVC. The effects of warm die on HVC behaviour, variations of stress waves and mechanical properties of iron based alloys were discussed.
Experimental
An iron based mixed alloy powder (Fe–2.0Ni–1.0Cu–0.8Cr–0.5C) was used, supplied by Laiwu Steel Group Co. Ltd, China, with a chemical composition presented in Table 1. The SEM image of this powder is shown in Fig. 1. The apparent density of the powder is 3.22 g cm− 3, the flowability rate is 26.5 s/50 g, and the particle sizes D10, D50 and D90 are 6.088, 45.327 and 98.634 μm, respectively.
Chemical composition of Fe–2.0Ni–1.0Cu–0.8Cr–0.5C powder

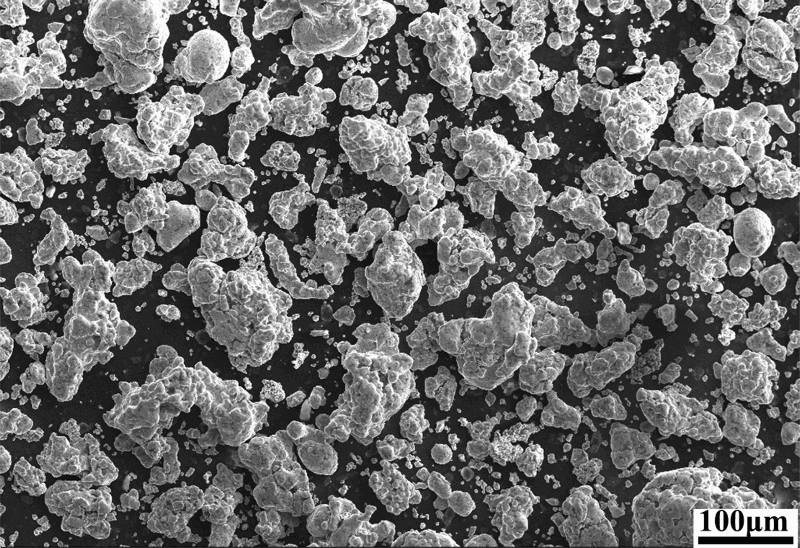
Image (SEM) of Fe–2.0Ni–1.0Cu–0.8Cr–0.5C powder
The powder was compacted by HVC and WHVC on the HYP35-2 High Velocity Compaction Machine at the impact velocity range of 6.2–9.4 m s− 1 respectively. The schematic diagram of WHVC is shown in Fig. 2. In WHVC, the die first needs to be heated to the setting temperature. During both compactions above, the powder was first precompacted by the hammer under a certain small pressure (15 kN load, which corresponds to 30 MPa) to expel air. Then, the hammer rises quickly and descends again at the setting high velocity to finish the compaction. The whole process from feeding to compaction is automatic and successive. During compaction, a computer was used to monitor the stress the lower punch was under and save data in real time through the stress sensor (shown in Fig. 2). The die diameter is 25 mm, and the filling height is 15 mm. Three specimens were produced in each group at each impact velocity.
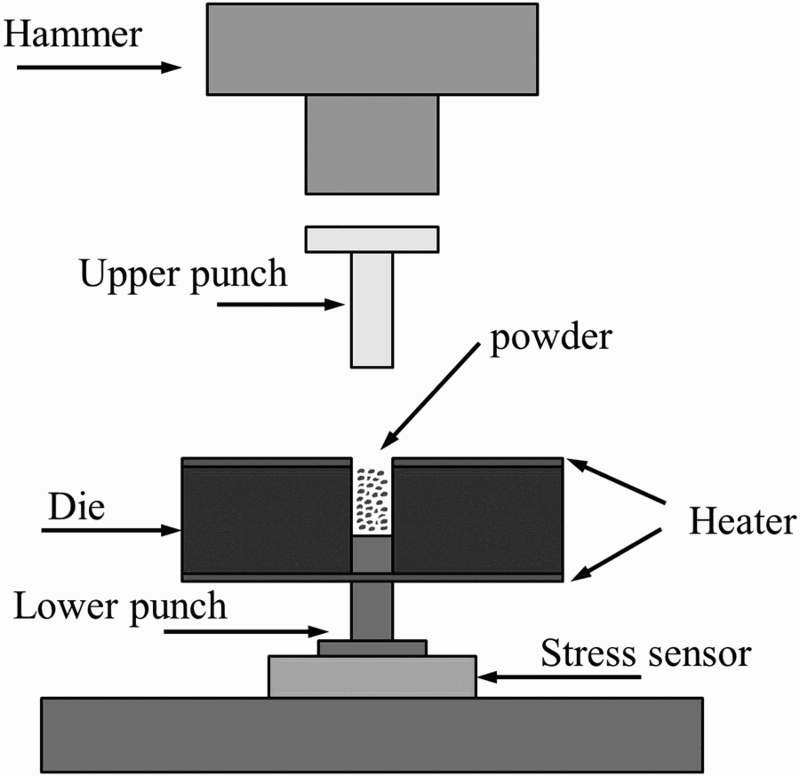
Schematic diagram of WHVC
The compacts were sintered in H2 atmosphere at 1150°C for 1 h and cooled with the furnace. The sintered samples were austenitised in Ar atmosphere at 850°C for 2 h, quenched in oil right away and then tempered in N2 atmosphere at 180°C for 2 h.
The densities of samples were measured by the Archimedes method. Apparent hardness was determined by TH320 Rockwell hardness tester. The tensile strength of three flat dog bone shaped tensile specimens (Fig. 3) was tested in each group on an Instron5569 mechanical testing machine according to test standard GB/T 228.1–2010. 21 The optical microstructure was observed on an MeF3A type metallurgical microscope. The microstructure and fracture surface were observed on a LEO1450 scanning electron microscope.
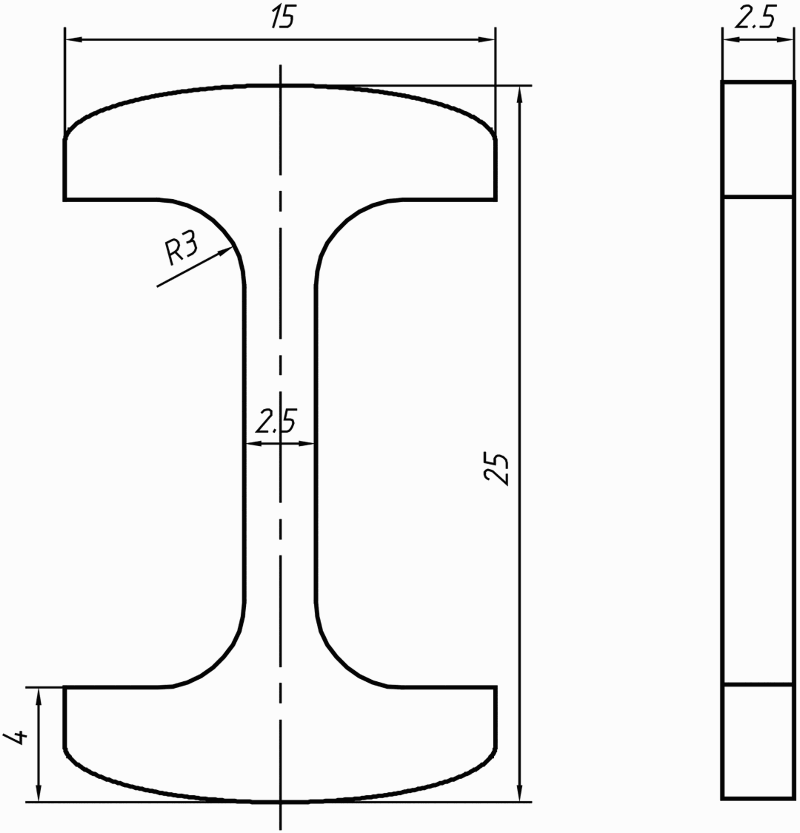
Shape of tensile testing specimens
Results and discussion
Effect of die temperature on green density
Figure 4 displays green density of samples compacted under different die temperatures at the impact velocity of 8.7 m s− 1. Green density increases with increasing die temperature. At a lower die temperature, green density rarely increases. The density increases markedly to 7.61 g cm− 3 at the die temperature of 80°C. Especially, the density reaches 7.65 g cm− 3 (RD = 98.3%) under the die temperature of 100°C. Then, green density increases slowly when the die temperature is over 100°C. Accordingly, in the temperature range of 25–120 °C, the optimum die temperature is 100°C. There may be two main reasons. First, the process from feeding to precompaction is ∼30 s and the size of the die is small, which is beneficial to conduct heat. Second, during HVC, it produces massive heat because of adiabatic shearing and severe friction among powder particles, which results in a dramatically rising transient temperature in local powder particle contact areas.8,22 Eakins 23 found that a new phase was generated at the interface of two phases when Ni–Al mixed powder was compacted with dynamic compaction. Maybe, the temperature field of warm die strengthens the temperature rising effect. Not until the die temperature reaches 80°C does a transient liquid phase generate or thermal instability phenomena occur in the Fe–2.0Ni–1.0Cu–0.8Cr–0.5C powder. With the die temperature increasing, the area of transient liquid phase or thermal instability grows. It begins to flatten at the die temperature of 100°C.
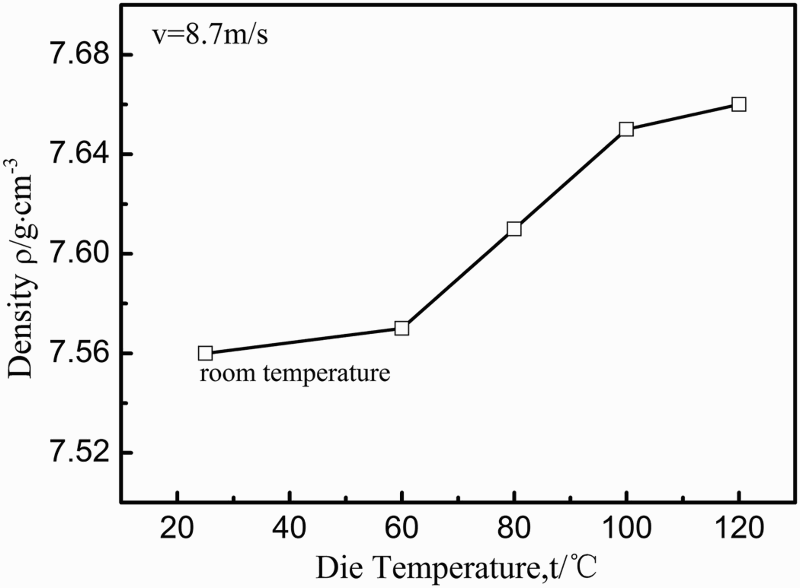
Green density versus die temperature
The above results suggest that green density can be significantly improved by WHVC at a low die temperature of 100°C, which makes it possible to replace oil with water as die heating medium.
Densification behaviour
Figure 5 shows green densities of samples prepared by HVC and WHVC (100°C) at different impact velocity. Green density increases with the increasing impact velocity. At the impact velocity range of 6.2–7.8 m s− 1, green density of WHVC compacts is higher than that of HVC compacts by 0.09–0.27 g cm− 3. The density reaches 7.62 g cm− 3 at the impact velocity of 7.9 m s− 1, which is equivalent to green density of HVC compacts at 9.4 m s− 1. When the impact velocity is over 7.9 m s− 1, the density of WHVC compacts increases slowly, and it reaches 7.66 g cm− 3 at the impact velocity of 9.4 m s− 1.
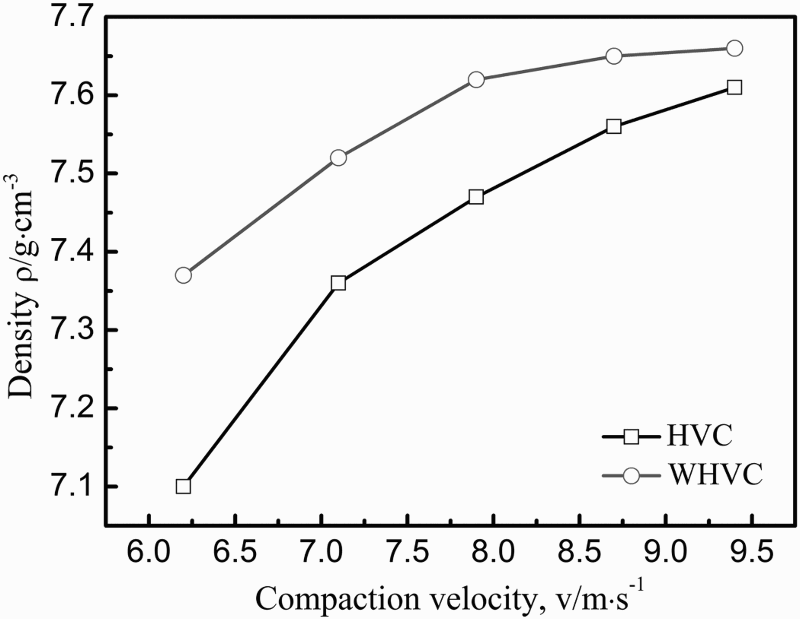
Green densities of samples prepared by HVC and WHVC (100°C) versus impact velocity
Figure 6 presents SEM images of green compacts prepared by HVC and WHVC (100°C) at the impact velocity of 7.9 m s− 1. The HVC compact exhibits clear boundaries of powder particles, higher porosity and larger pore size (Fig. 6a). Mechanical interlocking (A) and cold welding (B) can be seen, as shown by arrows A and B in Fig. 6a. However, large pores (C) remain in local areas due to bridging among the powder particles. As for the WHVC compacts, fewer pores, smaller pore size and more cold welding regions are observed (Fig. 6b). Coarse particles in the bridge area combined closely with fine particles (D). More cold welding (E, F) appears. The warm die offers a temperature field, which promotes the temperature rising effect and reduces workhardening of particles during HVC. So, the plastic deformation capacity of powder particles improves, more mechanical interlocking and cold welding regions form during WHVC.
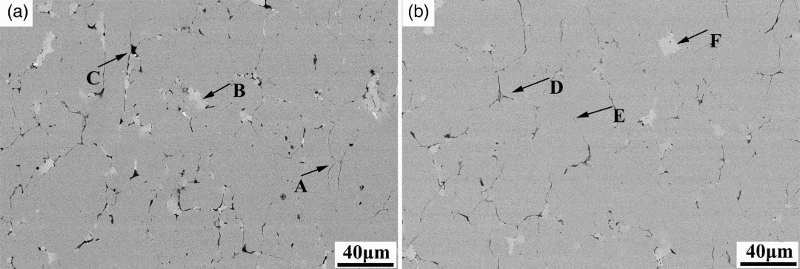
a HVCl; b WHC
Stress wave analysis
High velocity compaction produces stress waves, which is its fundamental difference with conventional compaction. Figure 7a–c shows the stress waves of the same powder during HVC and WHVC at impact velocities of 6.2, 7.9 and 9.4 m s− 1, and the corresponding amplifications of the first peaks are illustrated in Fig. 7d–f respectively. It can be seen that the stress wave's waveforms of HVC and WHVC are similar. However, the parameters to characterise stress wave such as response time, duration time, main compression stress, delay time and decay time are different.
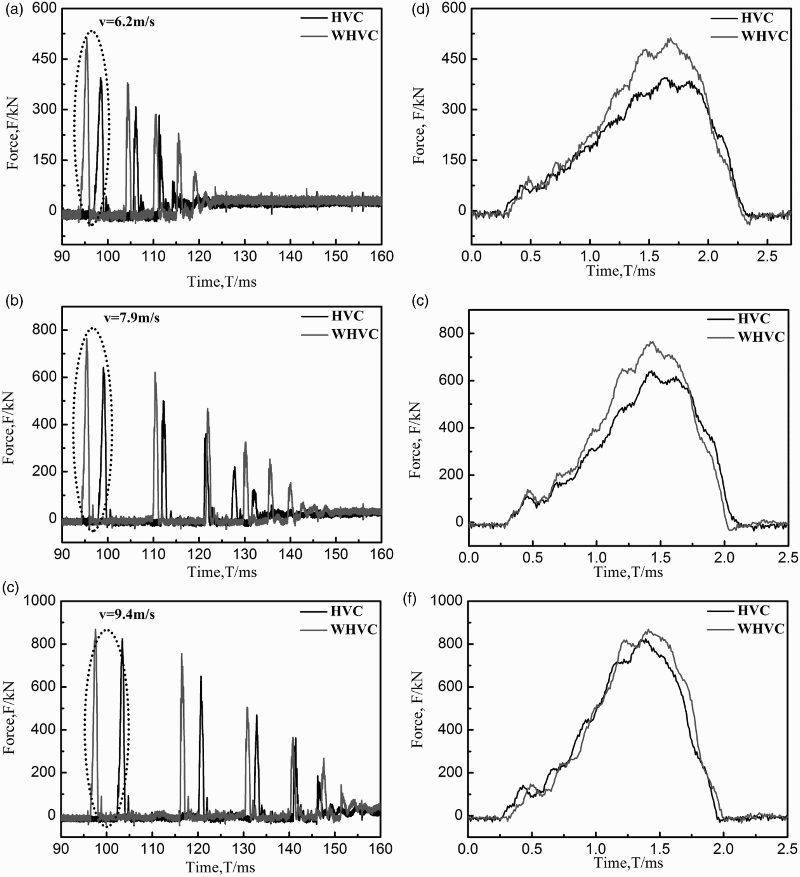
Stress versus time at impact velocities of a 6.2 m s− 1, b 7.9 m s− 1 and c 9.4 m s− 1, and e–f corresponding amplified images of first peak
The parameters of stress waves during HVC and WHVC at different impact velocities are shown in Fig. 8. Response time is defined as the moment when the first peak appears on the stress wave. The first duration time is the duration of the first stress wave. The main impact force is the first peak of stress wave. The first delay time is the delay time between the first peak and the second peak, and the decay time is the duration between the first peak and the last peak. It is seen in Fig. 8a that response time of WHVC (approximately 94.0–96.42 ms) is shorter than that of HVC (approximately 96.5–102.4 ms). Response time of stress waves relates to the propagation velocity of stress waves, which is impacted by the density of objects. During compaction, a precompaction is used to expel air and then to reduce the resistance caused by air compression in subsequent HVC, which makes the powder into a preforming powder with a certain density. Research has suggested that the stress wave in compacting metal compact spreads faster and lasts longer than that in compacting powder. 12 Just like that, the shorter response time indicates that the WHVC preforming powder after precompacted is denser than the HVC preforming powder, which means a better precompacted effect. It may be explained that it is more efficiently to dispel the air and very little vapour under the warm die condition. Likewise, the duration of each wave crest reduces with the increasing density of preforming powder. Especially, it affects duration of the first stress wave greatly. The first duration times of HVC and WHVC are shown in Fig. 8b. It is apparent that duration of WHVC (about 1.66–1.97 ms) at different impact velocity is shorter than that of HVC (about 1.7–2.02 ms). It indicates that the WHVC body after precompacting is denser again. In addition, a higher precompacted density will be beneficial to improve the density of compacts. The first peak of stress wave is considered as the main impact force. Figure 8c shows the first peak of HVC and WHVC at different impact velocities. It can be seen that the main force of WHVC is larger than that of HVC. During compaction, green body was compacted with plastic deformation and workhardening. The larger main impact force suggests that instantaneous workhardening during WHVC is lower that of HVC and the energy loss is smaller. This results in a higher green density of WHVC in contrast to that of HVC. Deformation of the powder transforms from elastic deformation to plastic deformation in the compaction process. Plastic wave velocity is proportional to the rate of hardening of dρ/dε square root. 24 Therefore, the larger plastic deformation of preforming powder it generates, the slower stress wave velocity is and the longer time interval between two peaks of the stress wave remain. The first delay time of HVC and WHVC under different impact velocity is shown in Fig. 8d. The first delay time of WHVC (about 7.9–17.9 ms) is longer than that of HVC (about 6.5–16.1 ms), which means a larger plastic deformation and a better plastic deformation ability of powder during WHVC. Dynamic deformation of preforming powder is the combined effects of force and time, which differ from conventional compaction. The gradual falloff stress wave results in densification of preforming powder. 12 Decay time of WHVC (about 29.51–59.53 ms) is longer than that of HVC (about 19.56–53.6 ms), as shown in Fig. 8e. The decay time of WHVC is prolonged, which is beneficial to densification.
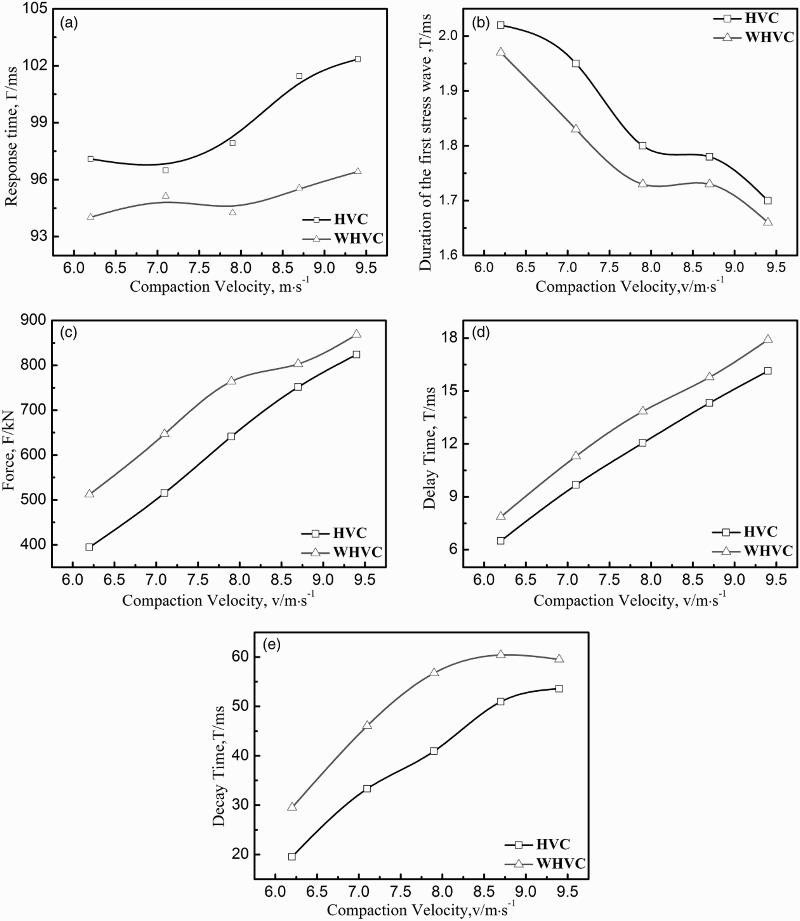
a response time; b first duration time; c main impact force; d first delay time; e decay time
Mechanical properties
Figure 9 presents optical microstructure of the sintered and heat treated specimens prepared by WHVC. The sintered specimen mainly consists of pearlite (lamellar pearlite P1 and granular pearlite P2) and ferrite (F), as shown in Fig. 9a. After heat treatment, the microstructure is mainly composed of martensite (tempered martensite M1 and lath martensite M2) and a little bit of residual austenite (A), as shown in Fig. 9b. The large white area in Fig. 9b is composed of residual austenite and fine martensite.
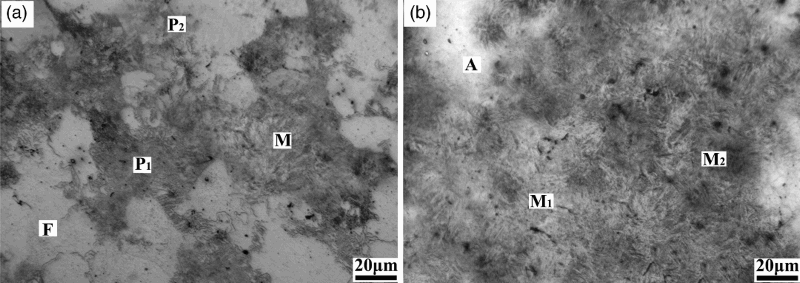
a sintered; b heat treated
Figure 10 shows tensile stress–strain curves of samples prepared by HVC and WHVC after sintering and heat treatment. There is no obvious serrated yielding stage in the curves. In the sintered and heat treated conditions, tensile strength and ductility of the WHVC samples are higher than those of the HVC samples.
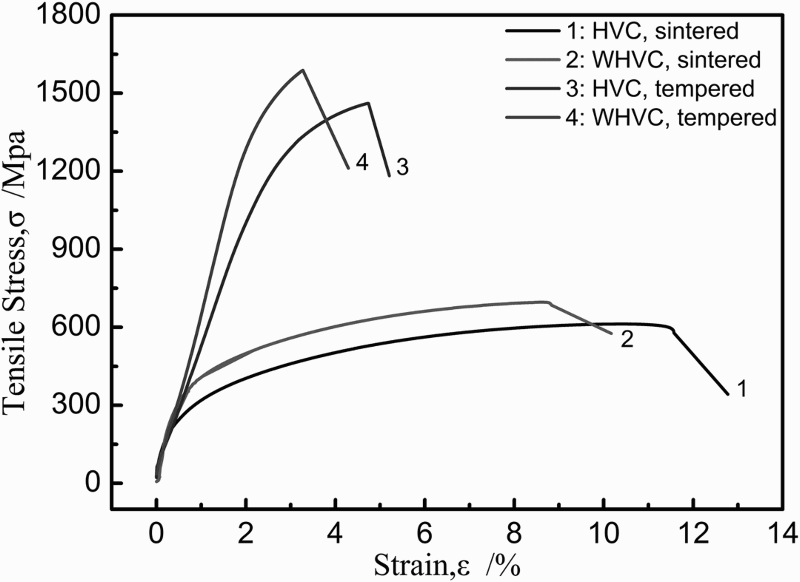
Tensile stress–strain curves of samples prepared by HVC and WHVC after sintering and heat treatment
Table 2 lists densities and mechanical properties of samples prepared by HVC and WHVC (100°C) at the impact velocity of 7.9 m s− 1. The density and mechanical properties of samples prepared by WHVC are higher than those of HVC. Tensile strength and yield strength of the sample prepared by WHVC reached 1571 and 1360 MPa, which are 476 and 332 MPa higher than those of HVC sample respectively. In addition, the elongation rate increases from 3 to 4.2%, and hardness from 47.5 to 51.2 HRC.
Densities and mechanical properties of samples prepared by HVC and WHVC at impact velocity of 7.9 m s− 1
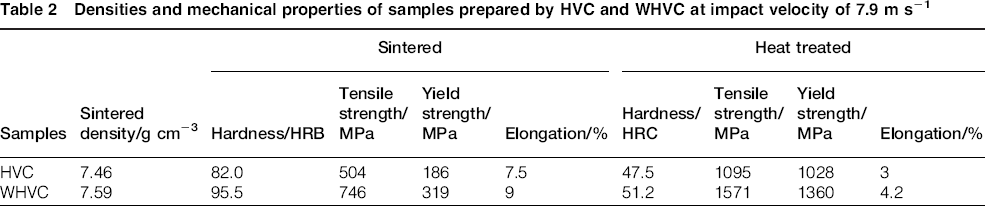
Figure 11 shows the tensile fracture surface of samples prepared by HVC and WHVC (100°C). Both are mainly ductile fractures. In contrast to the fracture surface of HVC samples, more dimples and less pores are observed in that of WHVC samples. Moreover, the dimples in the WHVC fracture distribute more evenly and have finer sizes. In the HVC sample, more pores exist due to a lower density. In addition, more cold welding regions in the WHVC compacts lead to excellent metallurgical bonding between particles, which can promote rapid diffusion of alloying elements in austenitic matrix during sintering. It facilitates the improvement of strength and plasticity of the WHVC sample.
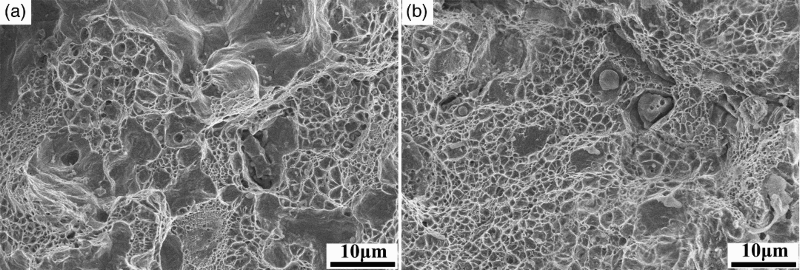
a HVC; b WHVC
Conclusions
The effects of warm die on densification behaviour, variations of stress waves and the resulting mechanical properties of iron based alloy prepared by WHVC were studied, and the following results were obtained.
At the impact velocity range of 6.2–8.7 m s− 1, green density of compacts prepared by WHVC is higher than that of HVC by 0.09–0.27 g cm− 3. The density reaches 7.62 g cm− 3 (RD = 97.9%) at the impact velocity of 7.9 m s− 1, which is equivalent to green density of compacts prepared by HVC at 9.4 m s− 1. Compared with the HVC sample, the characteristics of the stress waves of the WHVC sample are characterised by shorter response time and the first duration, longer first delay time and decay time and larger main impact force, which indicate a better precompacted effect, a lower energy loss and larger plastic deformations of powder. Thus, a higher green density is obtained. Tensile strength, yield strength and hardness of the heat treated sample prepared by WHVC reach 1571 MPa, 1360 MPa and 51.2 HRC, which are 476 MPa, 332 MPa and 3.7 HRC higher than those of HVC respectively.
Footnotes
Acknowledgements
This work is financially supported by the National High Technology Research and Development Program of China (863 Program) (2013AA031101) and the National Nature Science Foundation of China (51374027).