
Abstract
Cu–TiO2 nanocomposite powders were synthesised by thermochemical process. The composite powders (containing 0, 2.5, 5 and 7 wt-% of TiO2), prepared by spray drying of the (aqueous) solution of copper nitrate and titanium nitrate followed by heat treatment at 900°C for 1 h and reduction in hydrogen atmosphere at 500°C for 1 h. The composite powders were prepared by cold pressing and then sintering at 900°C for 1 h. Studies on their microstructures have been carried out through X-ray diffraction, scanning electron microscopy (SEM) and transmission electron microscopy (TEM). Mechanical properties and electrical conductivity of sintered specimens were measured, and the effect of TiO2 content on these properties was investigated. The results showed that the nanosized TiO2 particles (with a diameter of about 10–30 nm) was successfully formed and dispersed within the copper matrix. By introducing TiO2 particles up to 2.5 weight percept, the electrical conductivity wastage is very high.
Keywords
Introduction
Copper based materials are widely used where high electrical and thermal conductivity are required. Rotating source neutron targets, combustion chamber liners, the electrode of resistance welding, nozzle liners, integrated circuit sealing materials, high voltage switches and heat exchangers are examples of copper based materials’ application.1,2 These applications require a suitable performance, e.g. high conductivity and excellent mechanical properties, at elevated temperatures and in electronic industries. 3
Oxide dispersion strengthening is an ideal way to improve the mechanical properties of the copper matrix materials.4,5 According to the previous works,6,7 copper–alumina nanocomposite was prepared by thermochemical route. This process is a suitable technique for preparing Cu–Al2O3 nanocomposite due to good distribution of the Al2O3 particles. Similarly, TiO2 particles can be used to strengthen copper. Warrier et al. 8 synthesis Cu–TiO2 composite from a powder metallurgy route and studied its mechanical and electrical properties.
In this study, the thermochemical process was used to fabricate nanostructured TiO2 dispersion copper base composite. The characterisation of the microstructure obtained was conducted by means of X-ray diffraction (XRD), scanning electron microscopy (SEM) and transition electron microscopy (TEM). Mechanical properties and electrical conductivity of sintered specimens were measured, and the effect of weight fraction of TiO2 reinforcement on the properties was investigated.
Materials and methods
Cu(NO3)2*3H2O (Merck Art No. 1.02752.1000) and Ti(NO3)4(aq) have been used to prepare Cu–TiO2 nanocomposite. In this study, titanium nitrate was prepared from titanium sulphate according to the following process 9 : Ti(SO4)2 was dissolved in distilled water and ammonia was dropped into this stirred solution according to the stoichiometric reaction to obtain the Ti(OH)4 precipitate. After filtering of Ti(OH)4 precipitate, Ti(NO3)4 solution was obtained by adding HNO3 to the Ti(OH)4. It is necessary to mention that initial Ti powders with 99.95% pureness were used.
The accomplished thermochemical processes were adopted to prepare Cu–TiO2 nanocomposite, as summarised in Fig. 1. 1 This process consists of four main stages: (i) Obtaining of (aqueous) solution of Cu(NO3)2*3H2O and Ti(NO3)4 to achieve the requisite composition of Cu–TiO2 nanocomposite system with 0, 2.5, 5 and 7.5 wt.-% of TiO2; (ii) drying by spraying, using a sprayer (Fig. 2) at a temperature of 220°C with the aim of obtaining composite particles of nitrate salts; (iii) salt removing and oxidising of precursor powders at 400 and 900°C in air for 1 h respectively; (iv) reduction in thermally treated powders in hydrogen atmosphere at the temperature of 500°C for 1 h, whereas copper oxide is transformed into elementary copper and TiO2 particles remain in unchanged form. The prepared powders by the above mentioned methods were cold pressed at 670 MPa and sintered at 900°C under inert (argon) atmosphere for 1 h.
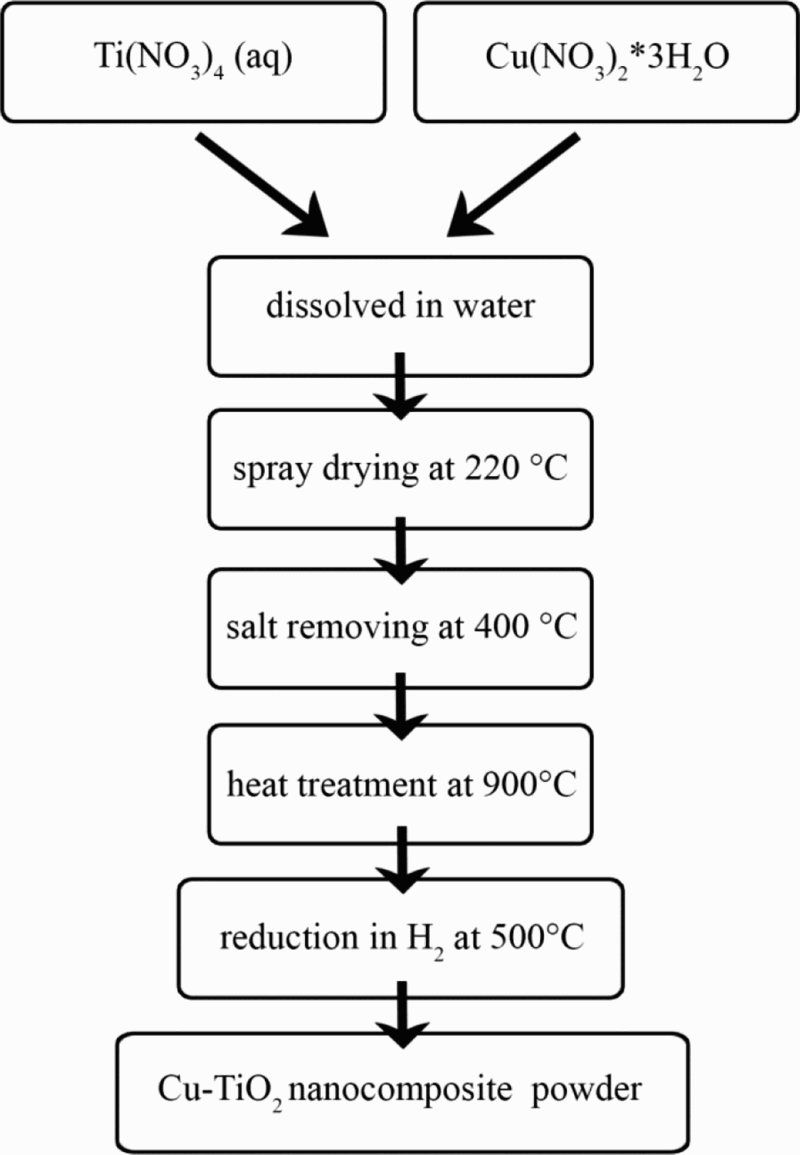
Flowchart of preparation of Cu–TiO2 nanocomposite powder using thermochemical process

Spray dryer (model MK271-S, Azma Fannavaran Co., Iran)
Produced powders were characterised by XRD analysis using Cu Kα (λ = 0.15418 nm) radiation, Scanning electron microscopy (SEM) with energy dispersive spectrometry (EDS). Transmission electron microscope (TEM) observation was performed (using a TEM; CM200 FEG Philips with an accelerating voltage of 80 kV) to determine the copper matrix crystal size and TiO2 particles dimensions. For TEM studies, TiO2 particles were extracted from composite powder by dissolving copper matrix with nitric acid, and then precipitated particles were washed by methanol five times and then stirred ultrasonically in methanol (99.99%) for 10 min to prevent particle agglomeration. To examine the tensile behaviour, specimens were cut from the sintered composite, and tensile test was conducted at room temperature in a tensile test machine at a crosshead speed of 0.25 mm min− 1. Dimensions of tensile specimen chosen according (ASTM: E8M) are shown in Fig. 3. Brinell hardness test was performed using a Wolpert-722 machine at a load of 62.5 kg. Densities of sintered composites were measured by the Archimedes’ method (ASTM: B962-13) with distilled water as the medium. The electrical conductivity of sintered composites was measured by four-point probe technique. The values of density hardness and electrical conductivity represent the mean value of three measurements conducted on the same composite.
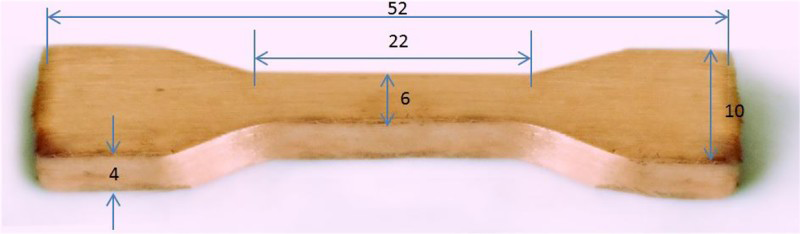
Small specimen for tensile test (dimensions are in millimetres)
Results and discussion
The result of the XRD investigation of spray dried powder after oxidising at 900°C and reduction heat treatment at 500°C is presented in the Fig. 4. It is shown that after salt removal and the oxidising process, a mixture of copper oxide (CuO) and TiO2 was achieved. After reduction at 500°C, only copper oxide reduced to pure copper and the TiO2 phase remains unchanged. It could be concluded from Fig. 4b that reduction time or temperature was not sufficient to reduce whole copper oxide to copper and a little amount of copper oxide (as Cu2O) remained; it is necessary to perform a two-degree reduction with the aim of achieving the desired structure without oxygen surplus. Presence of Cu2O is due to the CuO reduction to Cu via an intermediate phase of Cu2O rather than undergoing a direct reduction to elemental copper.
10
Scherrer's formula (equation (1)) was used for the calculation of crystallite sizes
11

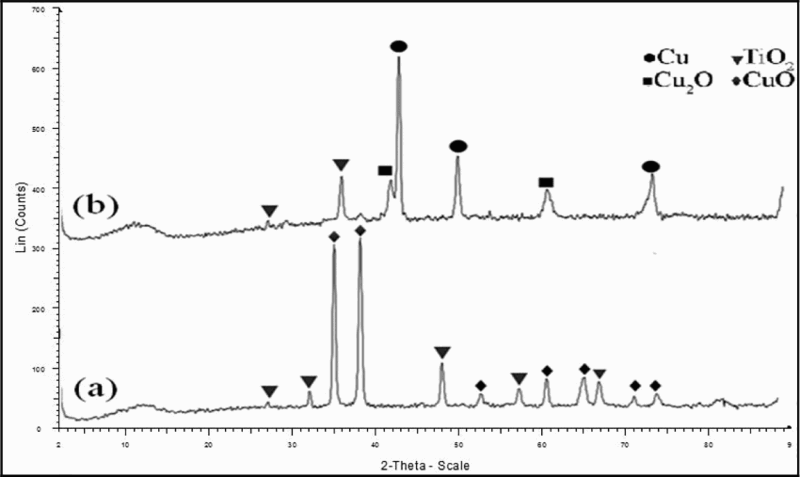
X-ray diffraction patterns of a salt removed and b reduced composite powder containing 7.5 weight present TiO2
Figure 5 shows the result of characterisation of obtained powders by SEM. Powder particles are noticeable with sizes < 100 nm. The presence of agglomeration as well as nodular individual particles is seen in the powder mixture. Most particles have rough surface morphology. Undoubtedly, the dried powder (Fig. 5a) contains the mixed components of Cu, Ti and NO3 on a molecular scale. Precursor powders were salt removed immediately because of easy absorption of moisture. The spherical shapes of precursor powders were then transfigured into irregular shapes because of random evaporation motion of NO3 salt components (Fig. 5b). When powder was salt removed and oxidized in air atmosphere, the matrix atoms of copper were recrystallised into copper oxide (Fig. 5b). The morphology of reduced powder (Fig. 5c) was almost same with that of oxidised powder as shown in Fig. 5b, and its high magnification structure is presented in Fig. 5d. Some agglomerated particles with ∼100 nm in diameter clearly could be seen. Particles are irregularly shaped with the presence of nodular individual particles, with the rough surface morphology.
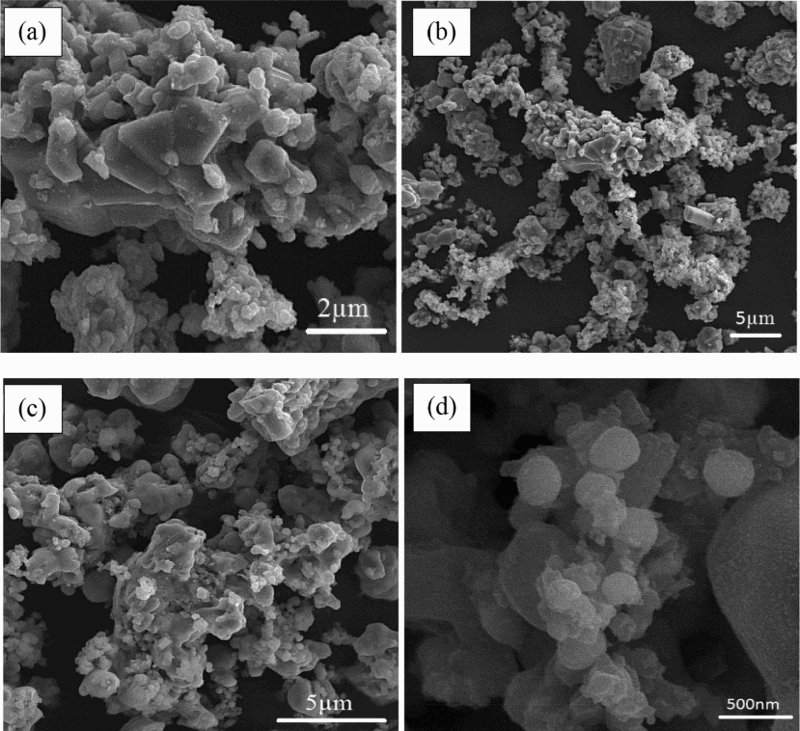
Image (SEM) showing a spray dried powder and b salt removed and heat treated composite powder; c morphology of reduced powder; d high magnification structure
Figure 6 shows the SEM image of sintered Cu–7.5wt-%TiO2 nanocomposite. It is clear that sintering time (1 h) and temperature (900°C) were enough due to the high surface energy per volume unit of very fine particles of produced powder, and therefore, sintering process occurred rapidly. 12 Moreover, some agglomerates have joined together and caused grain growth. Moreover, some porosities (typically marked by arrows in Fig. 6) could be found in composite compact after sintering, which may have remained from the compacting process. The EDS analysis of the small region of Fig. 6a is shown in Fig. 6b, which corresponds to peaks related to copper, titanium and oxygen.
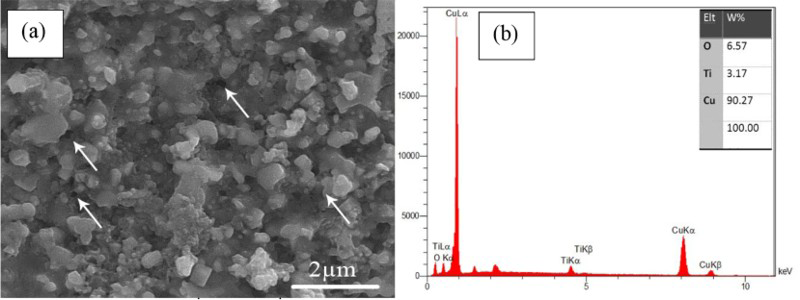
Image (SEM) of sintered Cu–7.5wt-%TiO2 nanocomposite and corresponding EDS analysis
During the heat treatment of spray dried powder in air atmosphere, the structure of TiO2 was formed. To define the TiO2 condition in the final powder after reduction, the copper matrix was dissolved in nitric acid solution, and the shape and size of extracted particles were investigated by TEM. After applied heat treatment of oxide particles, the TiO2 particles were extracted by filtering. Figure 7 is the TEM bright field image, which illustrates the size and shape of TiO2 particles extracted from powder that were reduced at 900°C for 1 h. It can be seen that the TiO2 particle sizes ranged from 10 to 30 nm. All particles showed regular and nearly round shape appearance, and all particles were in good contact to each other. It seems that this method leads to finer and finer particle sizes in comparison to other processing technique such as mechanical alloying, 13 which further improves the mechanical properties. Finer reinforcement particles are better for strengthening of the composite because they act as a suitable dislocations as a movement barrier and can be dispersed at interparticle boundaries uniformly.
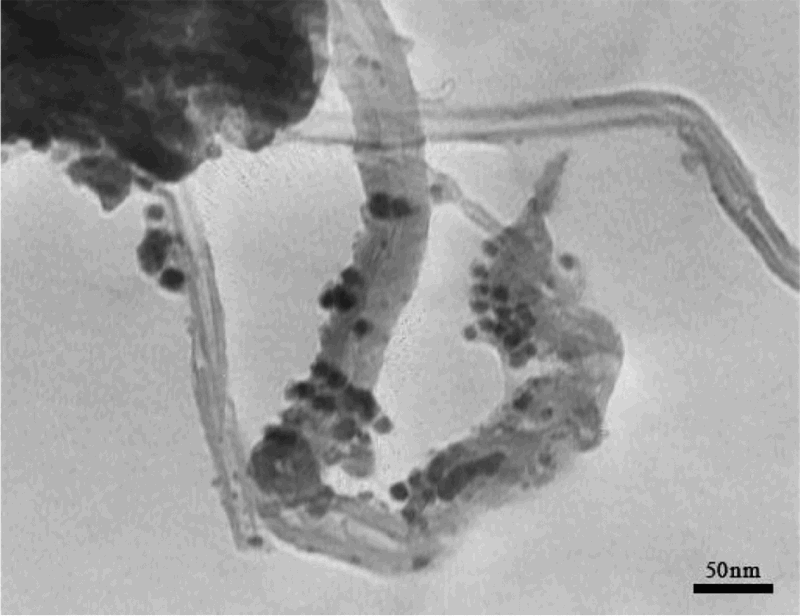
Images (TEM) of TiO2 extracted from the Cu–7.5wt-%TiO2 nanocomposite powders
The influences of TiO2 content on mechanical properties, hardness values and electrical conductivity of sintered composite are given in Table 1. Results show that the ultimate tensile strength, Young's modulus E and 0.2 offset yield strength increase as the percentage of TiO2 reinforcement rises. The yield strength of Cu–2.5wt-%TiO2 composite is ∼28% higher than that of pure copper. It is attributed to the dispersion strengthening by TiO2 nanoparticles in the copper matrix. The increase in hardness values is a function of the increasing of TiO2 content. The obtained results of hardness examination are the consequence of a relatively even distribution of TiO2 dispersive in the copper matrix. Nano-TiO2 with high hardness, which acts as reinforcing phases, is dispersed in copper matrix and becomes the obstacle to the movement of dislocation when plastic deformation occurs. On the other hand, according to the Orawan mechanism, 14 the enhancement on the hardness of composite is also attributed to the reason that nano-TiO2 can restrain the growth of crystal grains and refine the crystal grains of copper. Moreover, according to Hall–Petch, 15 fine grains increase the strength of the composite. The results indicate that elongation decreases sharply by increasing TiO2 content. So there is a significant embrittlement appearing in the Cu–TiO2 nanocomposites containing 5 and 7.5 wt-%.
Variation of mechanical properties and electrical conductivity of Cu–TiO2 nanocomposite versus TiO2 content
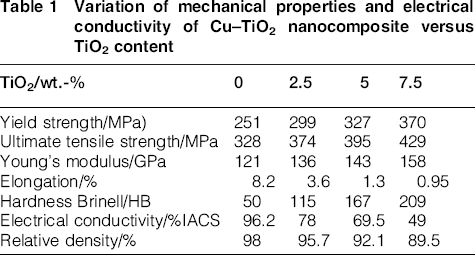
The conductivity of the composites is lower when compared with that of pure copper. This is due to the TiO2 nanoparticles enlarging the scattering surface for the conduction electrons in the copper matrix. So, the electrical conductivity of the copper matrix composite was reduced. When the content of TiO2 particles is >5 wt-%, the electrical conductivity decreases sharply. Moreover, the small crystallite size of copper contributes to the lower electrical conductivity as conductivity depends on the grain boundary, which then acts as a centre of electron scattering.
Relative density is the ratio of experimental and theoretical densities of the sample. Experimental density was determined by the Archimedes method, and the theoretical density was calculated from the simple rule of mixtures. As TiO2 content increases, relative density of the sample decreases due to high porosity content, which accompanies the high fraction of TiO2 reinforcement. Relative density is shown to be decreased from 98 to 89.5% by increasing weight fraction of TiO2 from 0 to 7.5%. The TiO2 nanoparticles have a hindering effect on the densification of the green compacts because the TiO2 particles as a ceramic phase resist particle arrangement during the shaping process under uniaxial pressure. Moreover TiO2 particles have a negative influence on the self-diffusion of Cu atoms during the sintering process of the composite. 16 It should be expected that both mechanical properties and electrical conductivity might be improved by further density increase, which should be possible to accomplish through plastic working, e.g. hot extrusion or hot pressing.
The fracture process consists of microhole nucleation, growth, congregation and final rupture. As the composites plastic deformation to some extent, the microholes nucleate due to the interface departing of TiO2 particles and copper matrix. As the deformation is not synchronised, pile up of dislocations occurs at the interface of non-deformation TiO2 particle and ductile copper. Thus, the microcrack appears at the interface, and the microcrack links each other and finally results in the bulk material rupture. 8
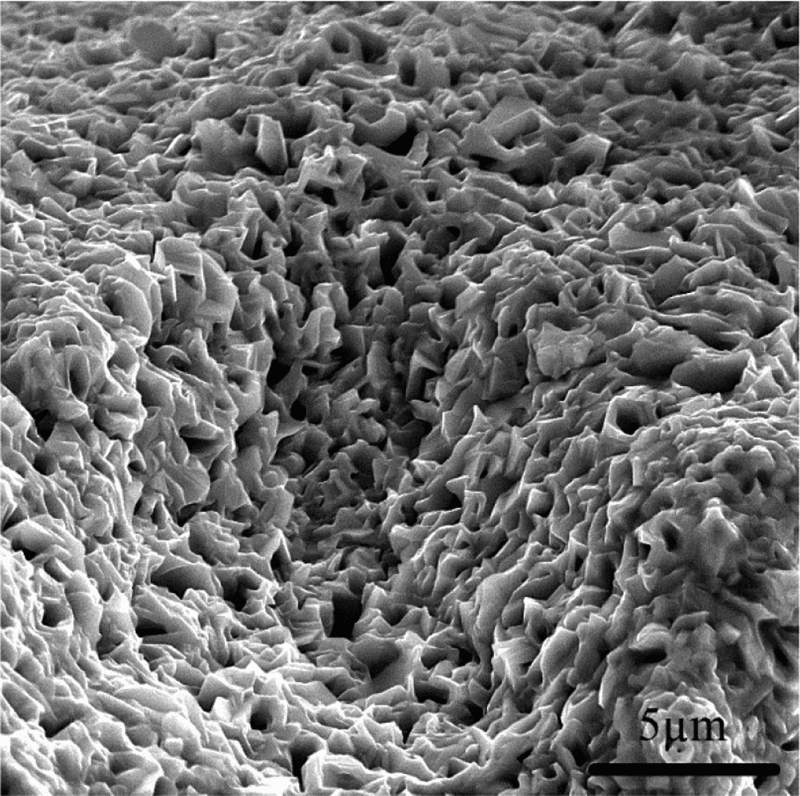
Fractograph (SEM) shows fracture surface of Cu–TiO2 nanocomposite
Conclusions
Cu–TiO2 nanocomposite powders can be successfully synthesised by the thermochemical method. In the final powder, the TiO2 particle size was about 10–30 nm, and these reinforcement particles were uniformly distributed inside the matrix of copper matrix.
The Cu–2.5wt-%TiO2 nanocomposite prepared with thermochemical process has good mechanical properties and reasonable electrical conductivity. With increasing of TiO2 content, the relative density of composites decreased from 98 to 89.5%, and this problem could be solved using the hot extrusion process.
The optimal achievable hardness and electrical conductivity of Cu–TiO2 nanocomposite fabricated by thermochemical process followed by conventional consolidation are 115HB and 78% IACS respectively for the Cu–2.5wt-%TiO2 nanocomposite. Thus, it was found that the copper based composite reinforced with ∼2.5 wt-%TiO2 particles is a suitable candidate for resistant welding electrodes.