
Abstract
In this paper, in situ TiC/Ni3Al–Ni3Al multicoatings were fabricated on 316L stainless steel substrate by one-step forming technology. The phase constitutions and microstructure of multicoatings were observed through X-ray diffraction, scanning electron microscopy and three-dimensional laser scanning, and their performances were studied by microhardness, wear, salt spray corrosion, cavitation erosion, thermal oxidation and hot corrosion tests. The results showed that TiC/Ni3Al–Ni3Al multicoatings and 316L powder metallurgy stainless steel substrate were formed simultaneously with metallurgical bonding by one-step forming technology. Compared with 316L stainless steel, the formed TiC/Ni3Al–Ni3Al multicoatings with higher hardness presented a better wear resistance, especially at elevated temperatures. Meanwhile, TiC/Ni3Al–Ni3Al multicoatings possessed excellent abilities to resist the corrosion and oxidation, including the salt spray corrosion, cavitation erosion and hot corrosion. The good performance of the multicoatings was attributed to the formation of continuous phases of TiC–Ni3Al without pores and excellent metallurgical bonding interface.
Introduction
Surface coating is a cost effective method to improve the surface properties of a bulk material and prolongs their service lives in the last few decades. The development of protective composite coatings reinforced by ceramic particulates has become active in the field of materials engineering of these machine parts.1–13
Nickel aluminium intermetallics, NiAl and Ni3Al, have attracted great interests as potential candidates for structural coating, especially at elevated temperatures.3,14–22 This is because of their outstanding properties, such as high modulus of elasticity, relatively lower density, good wear resistance,3,21–22 excellent oxidation 23 and corrosion resistance,24–25 in a wide range of temperatures. In particular, they keep an abnormal yield stress–temperature relationship up to 1000 K.3,17 However, the brittleness and inadequate yield strength at room temperature prevent them from industrial application.
In order to increase their strength, one possible approach is to incorporate the hard and fine ceramic particulates with metallurgical stability in nickel aluminides.26–33 TiC of MC type carbides, which has a very good wettability with intermetallics, is well known to be one of the most promising reinforcement.2,5,7,10–13,26–28,30–31 So, the combination of TiC and Ni3Al is advanced.
Generally, intermetallic composite coated carbide particles are frequently used as wear resistant materials. A number of studies have indicated that intermetallic composite coatings have a significant potential in wear critical applications, especially in corrosion and sliding wear at temperatures between 513 and 923 K.2–6,9,12–13,23,29,33 Nevertheless, limited literatures are focused on the interface behaviour between Ni3Al intermetallic matrix composites and other metal substrates. 15 Some composites are in the form of coatings2–3,5,9,12–13 and very few are based on powder metallurgy substrate. Even by far, there are no researchers making an effort to obtain ceramic, cermets and intermetallic coatings on metal substrates by one-step forming technology, which is a simultaneous process of fabricating a substrate and its coating.
In the current study, an in situ TiC/Ni3Al–Ni3Al multicoating on 316L stainless steel was fabricated by one-step forming technology, utilising the saving energy of the SHS exothermic reaction and overcoming the uncontrollability of the powder metallurgy. The coating was in an attempt to improve the oxidation and corrosion resistances as well as the elevated temperature wear properties of steel. The analogous efforts were made aiming to (i) further investigate the potential of the one-step forming technology as a manufacturing process for composite coatings; (ii) investigate the bonding interface of the formed materials; and (iii) conduct a preliminary assessment on the sliding wear, hardness, oxidation and corrosion of the formed TiC/Ni3Al–Ni3Al multicoating.
Experimental
Commercially pure nickel, aluminium, titanium, carbon and 316L stainless steel powders were selected as precursor materials for fabricating 40 wt-% TiC/Ni3Al coating, Ni3Al interlayer and powder metallurgy substrate.
According to the stoichiometry of reactions, powders of titanium and carbon, nickel and aluminium in the molar ratios of 1:1 and 3:1 respectively were prepared for the 40 wt-% TiC/Ni3Al coating. In addition, powders of nickel and aluminium in the molar ratio of 1:1 were prepared for Ni3Al interlayer. The powder mixtures for the coating and interlayer were mixed and rotated in a ball mill for 8 h at a rotation speed of 280 rev min− 1. Balls and vials are made of 316L stainless steel, and the charge ratio (ball/powder mass ratio) employed was 3:1. The green preforms of the coating, interlayer and substrate were moulded under a pressure of 40 MPa using steel pressure dies with dimensions of φ50 × 2 mm, φ50 × 1 mm and φ50 × 12 mm respectively. Before sintering, the green preforms of the coating, interlayer and substrate were ground with 600 grit SiC abrasive papers and then cleaned by argon airflow. Then, the green preforms were set into a cylindrical graphite die with an inner diameter of 50 mm in the order of coating–interlayer substrate. In situ reaction, powder metallurgy route and densification of the compacts were performed by one-step forming technology. The compacts were heated at sintering temperature of 1050°C for 3 h, under a constant pressure of 40 MPa. Then, the samples were cooled to room temperature.
The formed samples consist of composite coating, intermetallic interlayer and powder metallurgy substrate. Microstructure observation of the formed samples was prepared by standard mechanical polishing and etching in a solution of HF, glycerol and HNO3 in 2:1:1 volume parts respectively. The microstructure was examined with (i) a VK-X100K 3D-laser Scanning Mikroskop microscope and (ii) scanning electron microscopy (SEM) inspection using the AMRA-1000B system equipped with an Oxford Instruments energy dispersive spectroscopy (EDS) analysis system. The constituent phases of green compacts and the formed samples were identified by X-ray diffraction (XRD) method using a D/max-2500/pc type diffractometer with Cu Kα radiation operated at voltage of 40 KV, a current of 40 mA and a scanning rate of 3° min− 1. Microhardness of the cross-sectioned was measured using a MH-6 semiautomatic Vicker tester with a test load of 200 g and a dwell time of 15 s.
Wear tests were carried out on a pin on disc high temperature wear tester (MG 2000 type) at different ambient temperatures. The disc with a dimension of 70 mm in diameter and 10 mm in height were made of commercial GCr15 steel with a heat treated hardness of 57–59 HRC. The surface roughness of discs is 0.05 μm. The pin was made of the formed samples with a dimension of 6 mm in diameter and 12 mm in height. The GCr15 steel disc slides against the coating pins under dry sliding friction condition at a speed of 0.75 m s− 1 and normal loads of 50, 200 and 400 N, and 1.35 × 103 m in distance. The selected test temperatures are 25 (RT), 200, 400, and 600°C. The wear loss of the specimen was measured by the balance of TG328A with an accuracy of 0.1 mg.
The cavitation erosion tests were carried out with ultrasonic vibrating specimens in 3.5 wt-% NaCl aqueous solution. The end of the ultrasonic device had an exponential horn with a 1 cm2 replaceable flat titanium tip. The mass loss of the specimen was measured every 10 min. Salt spray corrosion tests were examined by the standard procedure. A 3.5 wt-% NaCl solution was chosen to represent a salt fog environment. Tests lasting for 100 h were repeated three times for each specimen. The weight loss was recorded at the end of each test for the cavitation erosion and the salt spray corrosion. The surfaces of the specimens before and after the cavitation erosion and the salt spray corrosion test were examined by three-dimensional laser scanning microscopy and SEM.
Thermal oxidation test of coated specimens was conducted in a muffle furnace at 1050°C in air for 100 h. Before the oxidation experiment, the corundum crucibles were heated at 1100°C until a constant weight was obtained. The mass change was measured every 10 h with an electronic balance of an accuracy of 0.1 mg. Each sample used for weighing must be put into an individual corundum crucible in order to avoid the weight loss due to the spalling of substrate oxides. The gain in mass of samples due to oxidation was measured three times for each interval. Hot corrosion tests were conducted on specimens after exposure to molten salt at 1050°C under cyclic conditions. The cyclic tests were performed in molten salt (75 wt-% Na2SO4–25 wt-% K2SO4) for 10 cycles. Each coated salt is 2 mg cm− 2. Each cycle consists of heating at 1050°C for 10 h in electric box furnace first, and cooling at room temperature followed. The specimens were kept in alumina boats, which were inserted in the furnace. The specimens are weighted after corrosion in order to make a hot corrosion analysis for one-step forming TiC/Ni3Al–Ni3Al multicoating.
Results
Figure 1 shows the XRD patterns of green preforms for coating and interlayer. The main phases of coating green preforms were Ti, C, Ni and Al, and interlayer green preforms were Ni and Al, demonstrating that there was no phase transition or oxidation between the coating and interlayer.
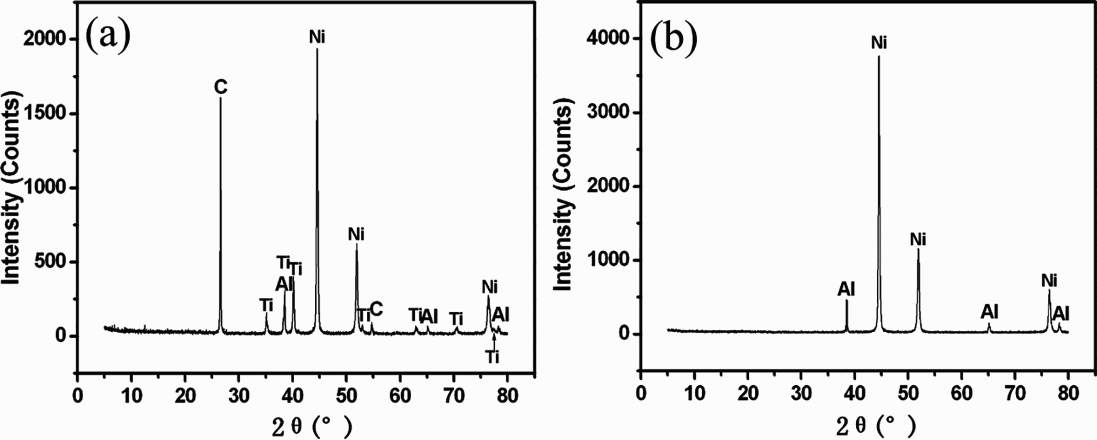
a 3Ni–Al–Ti–C coating; b 3Ni–Al interlayer system
Figure 2 shows the SEM morphology of the formed TiC/Ni3Al–Ni3Al multicoating on 316L stainless steel. On the whole, the composite coating was continuous and smooth, with few defects (Fig. 2b). TiC particulates with an average size of ∼20 μm were dispersed in Ni3Al matrix uniformly. In addition, there was an excellent bonding interface (Fig. 2c), in which no pores and cracks being were found. Consequently, the bonding interface between the coating and the interlayer was firm. In addition, the bonding interface between the interlayer and substrate was compacted and firm as well because of rare microvoids.
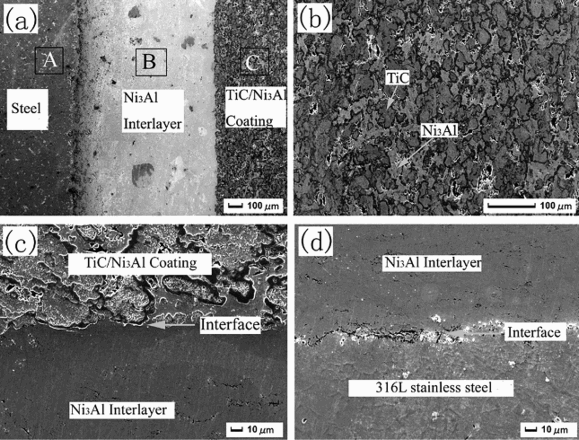
a integral; b 40 wt-% TiC/Ni3Al coating; c interface of coating and interlayer; d interface of interlayer and substrate
The composition distribution of coating, interlayer and substrate were investigated by means of EDS analysis in Fig. 3. Fe, Ni and Cr elements can be found in the powder metallurgy substrate (Fig. 3a). In the interlayer, Ni and Al elements were found (Fig. 3b). In addition, Ni, Al, Ti and C elements existed in the coating, which were totally in consistence with 316L stainless steel, Ni3Al intermetallic and 40 wt-% TiC/Ni3Al composite respectively.
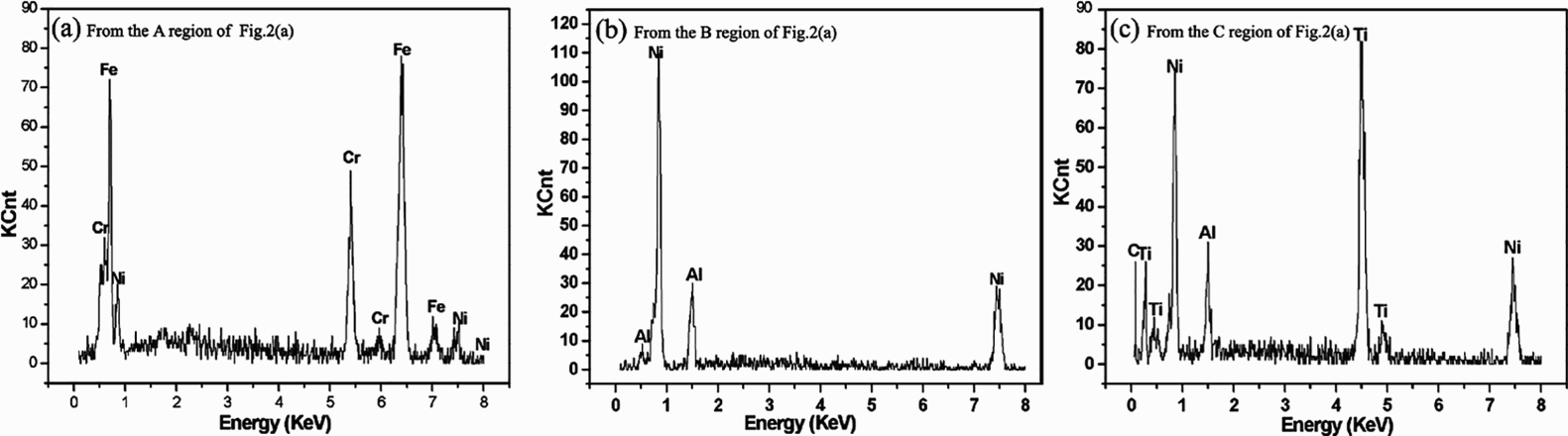
EDS analysis of formed TiC/Ni3Al–Ni3Al multicoating on 316L stainless steel in Fig. 2a
Figure 4 shows XRD patterns of the formed TiC/Ni3Al–Ni3Al multicoating on 316L stainless steel. It can be deduced that the powder metallurgy substrate was austenitic stainless steel (Fig. 4a). Moreover, Ni3Al phase was formed in the synthesised interlayer (Fig. 4b). It can also be seen that the composite coating consists of TiC and Ni3Al phases (Fig. 4c), which illuminated that TiC and Ni3Al were the two stable phases produced by one-step forming technology in 3Ni–Al–Ti–C coating system.
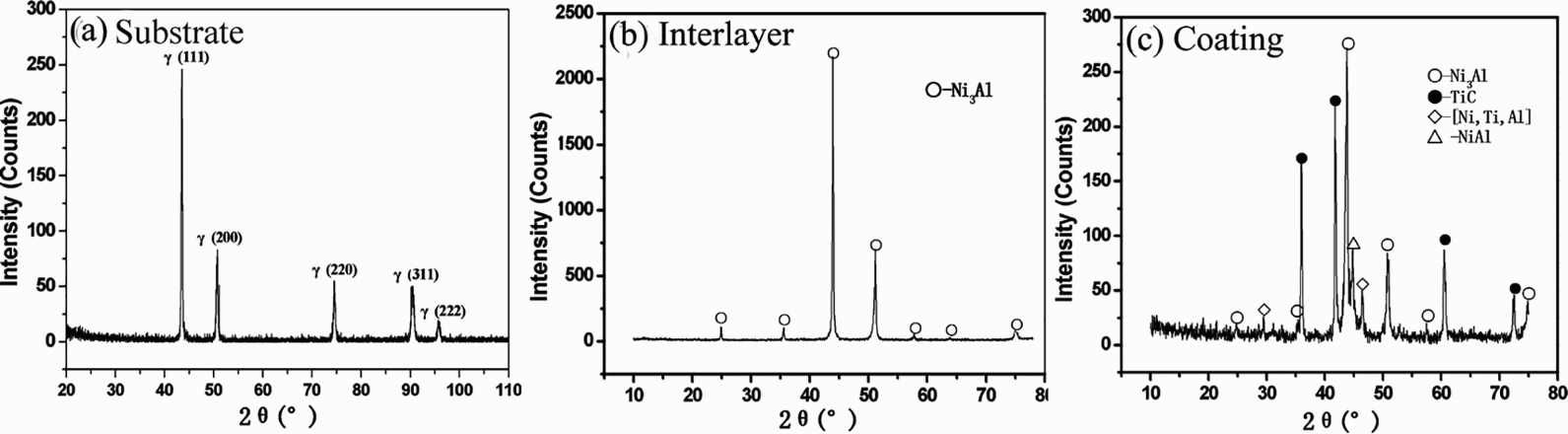
a substrate; b interlayer; c coating
Figure 5 shows the variation of microhardness along the cross-section of the formed TiC/Ni3Al–Ni3Al multicoating on 316L stainless steel. The microhardness values of 40 wt-% TiC/Ni3Al composite coating fluctuated in the range of 650–700 HV (200 g), which was much higher than that of Ni3Al interlayer [∼400 HV (200 g)] and 316L stainless steel substrate [∼100 HV (200 g)]. This was due to the existence of large amount of TiC particulates. That is to say, the microhardness value decreased in the following order: zone–coating, zone–interlayer, zone–substrate, which can be well interpreted by different indentations in each zone.
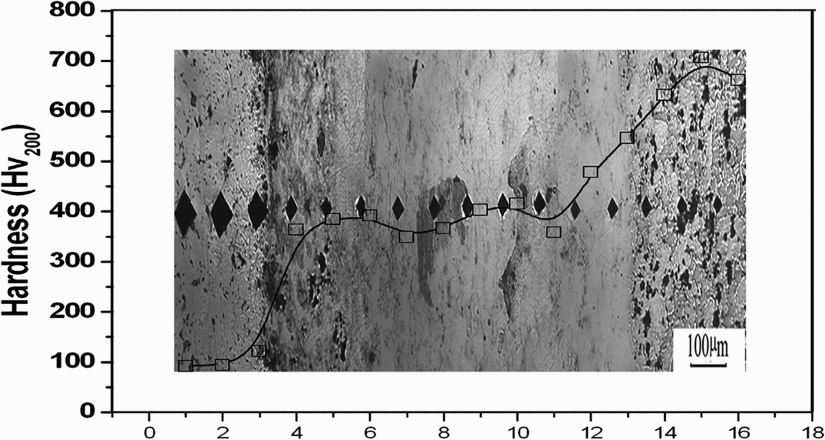
Microhardness distribution of formed TiC/Ni3Al–Ni3Al multicoating on 316L stainless steel
The wear loss of TiC/Ni3Al–Ni3Al multicoating on 316L stainless steel at different loads and ambient temperatures is shown in Fig. 6. Under 50 N, the wear loss was slight at 25–600°C, and the mass difference of wear loss was very little. A similar situation occurred at 200–600°C under a load of 200 N, whereas a relatively large removal existed at 25°C. Under 400 N, the wear loss at 25–400°C was larger than that of 600°C. In this case, the wear at 600°C still belonged to mild wear region. However, on the contrary, at lower temperatures of 25–400°C, the wear of composite coating entered into severe wear region as the load increased to 400 N.
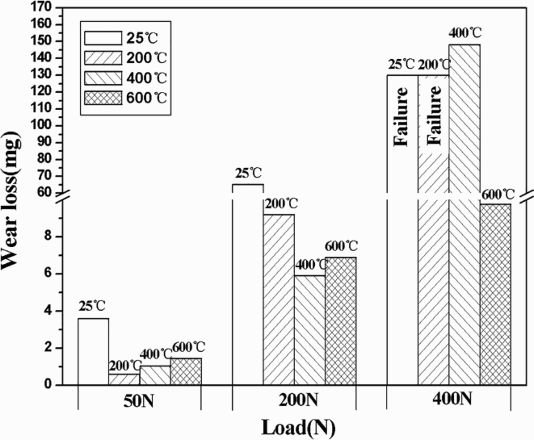
Worn loss of TiC/Ni3Al–Ni3Al multicoating on 316L stainless steel at different loads and ambient temperatures
The cumulative loss curves of cavitation erosion for TiC/Ni3Al–Ni3Al multicoating and 316L stainless steel tested in 3.5 wt-% NaCl are shown in Fig. 7a. There was an apparent difference in cumulative loss between TiC/Ni3Al–Ni3Al multicoating and 316L stainless steel. The cumulative loss curves suggested that multicoating had apparently better cavitation erosion resistance than 316L stainless steel. The cumulative loss of multicoating was 1/10th lower than that of 316L stainless steel. 316L stainless steel showed a greater cumulative loss with the prolonging of time, indicating that it cannot encounter a long time cavitation erosion in 3.5 wt-% NaCl environment. However, the curve of TiC/Ni3Al–Ni3Al multicoating was smooth with the time increasing, demonstrating that the cavitation erosion resistance of TiC/Ni3Al–Ni3Al multicoating had been significantly enhanced to a long time.
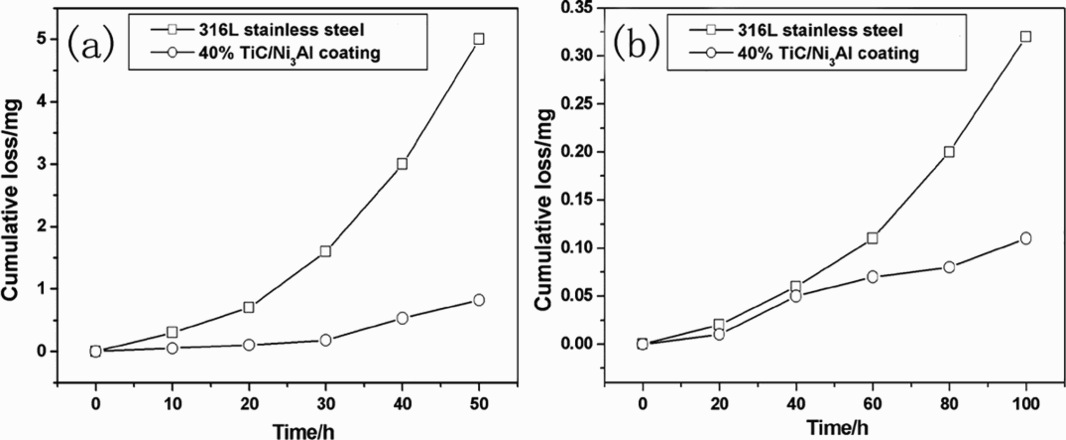
a cavitation erosion; b salt spray corrosion
The salt spray corrosion cumulative loss curves of TiC/Ni3Al–Ni3Al multicoating and 316L stainless steel tested in 3.5 wt-% NaCl are shown in Fig. 7b. It can be found that the curve of multicoating was similar to that of 316L stainless steel. In addition, the cumulative loss in this case was tiny for both materials. This indicated that both of the TiC/Ni3Al–Ni3Al multicoating and 316L stainless steel had a good resistance to the salt spray corrosion. However, with the time extended, the superiority of TiC/Ni3Al–Ni3Al multicoating become apparent and its cumulative loss is one-third of 316L stainless steel for 100 h.
The surface morphology of TiC/Ni3Al–Ni3Al multicoating after 50 h cavitation erosion is shown in Fig. 8b. Most of the TiC particulate remained on the surface after 50 h cavitation erosion. However, the surface became smooth and the amount of TiC particulate became slightly less, compared with that of the initial sample (Fig. 8a), demonstrating that the Ni3Al matrix of composite coating was corroded by cavitation erosion, but TiC was not. Thereafter, a few TiC particulates fell off from the Ni3Al matrix due to the loss of packages and support of the Ni3Al matrix. The material had some virtually unaffected regions, suggesting that there was a strong erosion resistance. After being tested in the salt spray chamber for 100 h, corrosion products were observed to form on the surface of TiC/Ni3Al–Ni3Al multicoating, as seen in Fig. 8c, which occupied the pores of the top coating surface. The amount of TiC particulates on the surface had hardly changed since weak corrosion strength of the salt spray corrosion.
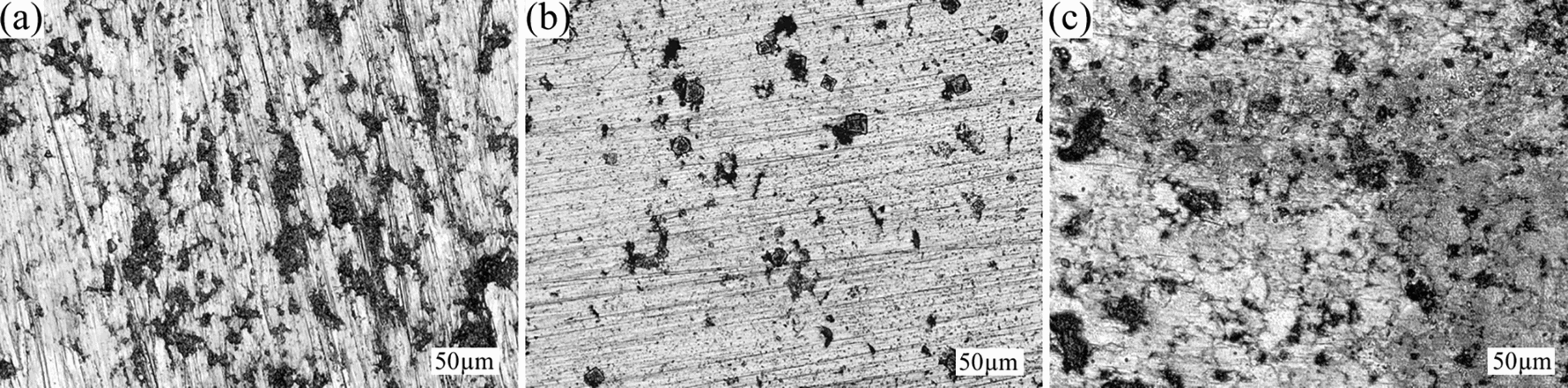
a initial sample; b cavitation erosion for 50 h; c salt spray corrosion for 100 h
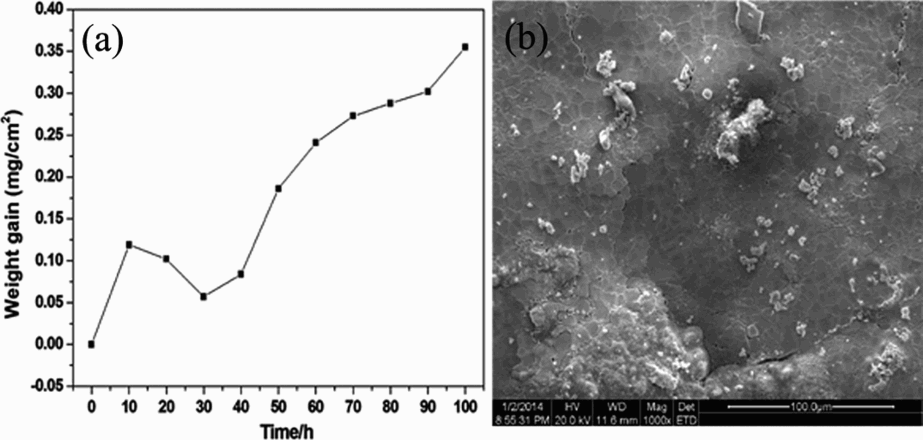
The thermal oxidation curve obtained from TiC/Ni3Al–Ni3Al multicoating at 1050°C is shown in Fig. 9, in which each data point represents the corresponding thermal cycle. It can be seen that the curve followed the parabolic rate law to a good approximation. In all cases, multicoating exhibited smaller weight gains. The oxidation rate of TiC/Ni3Al–Ni3Al multicoating was ∼0.25 mg cm− 2 h. The result of thermal oxidation at 1050°C for 100 h showed that TiC/Ni3Al–Ni3Al multicoating possessed a better oxidation resistance. A typical morphology of the top view of the oxide scales formed on the TiC/Ni3Al–Ni3Al multicoating at 1050°C for 100 h is shown in Fig. 10. No spallation was observed for the TiC/Ni3Al–Ni3Al multicoating, indicating a superior spallation resistance. There were some Ni, NiAl2O4, Al2O3 and a few TiO2 oxides, which were knot-like in morphology at 1050°C. For TiC/Ni3Al–Ni3Al multicoating, Al2O3 formation instead of Ni oxide dominated the oxidation process.19,23–26
Thermal oxidation curve (a) and surface morphology (b) for formed TiC/Ni3Al–Ni3Al multicoating on 316L stainless steel
Hot corrosion curve (a) and surface morphology (b) of formed TiC/Ni3Al–Ni3Al multicoating on 316L stainless steel
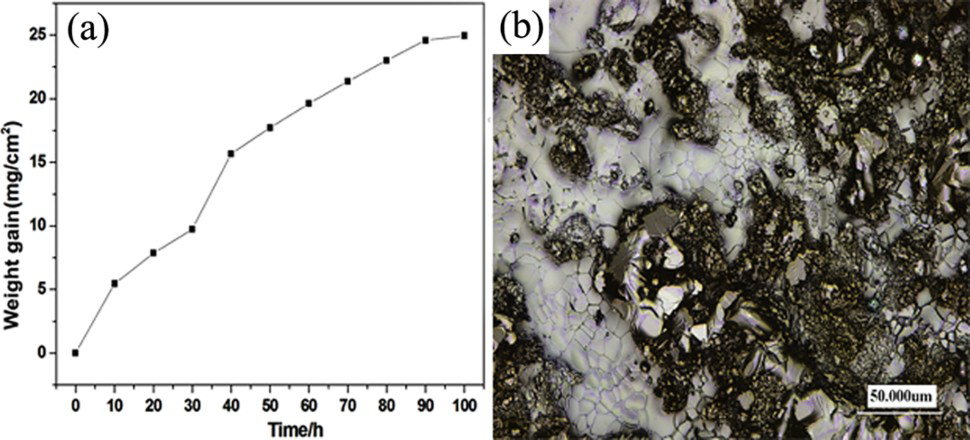
The hot corrosion curve of TiC/Ni3Al–Ni3Al multicoating at 1050°C is shown in Fig. 10. It can be seen that the weight gain of the TiC/Ni3Al–Ni3Al multicoating was close to a broken line rule. The overlay coating showed better resistance to hot corrosion. From the curve of Fig. 10a, it can be found that the weight gain quickly increased before 10 h, but decreased between 10 and 40 h. After 40 h, the weight gain increased again. From the surface morphology after 100 h hot corrosion, it can be seen that Ni3Al matrix main eroded and slowed as pits. The amount of TiC particulates was slightly decreased. However, a great deal of oxides of Al and Ni appeared on the coating surface, protecting the coating and slowing down the corrosion rate.
Discussion
Metallurgy bonding is a joint process with applied pressure at elevated temperatures. The principal mechanism for joint formation is solid state bonding in current situation. In addition, a spot of melting and massive macroscopic deformation of the parts may occur. During the procedure, the interlayer of Ni3Al and substrate of 316L steel generated spontaneously through powder metallurgy and reactive synthesis under high pressure and elevated temperature respectively. It had overcome some deficiencies. The thermal expansion coefficient of Ni3Al is closed to that of 316L stainless steel substrate, which ensures the good thermal expansion matching of two kinds of materials. In the topmost layer, TiC, with a large negative free energy of formation, would precipitate in the Ni–Al–Ti–C system as the primary phase. After the formation of TiC, it would have the well known high melting point and hardness.
When the TiC/Ni3Al–Ni3Al multicoating worn against GCr15 steel disc at higher loads and temperatures, a transferred layer that was mainly composed of oxides and TiC was gradually developed on the coating surface in the proceeding of friction and wear. On one hand, the developed transferred layer on the surface can effectively protect the coating surface from scratching by the counterpart of GCr15 steel. On the other hand, it may also be damaged by the multirepeat squeezing action of the counterpart, resulting in the wear loss of the coating to a certain extent. The fatigue delamination of the transferred layer was the main wear mode. After the delamination of the transferred layer, a new transferred layer may also be gradually developed by continuously accumulating debris and/or Fe element diffusing from GCr15 to the coating surface. Owing to the existence of the transferred layer, the friction coefficient and wear loss were reduced dramatically. The wear resistance of the coating would increase greatly. Furthermore, TiC/Ni3Al–Ni3Al multicoating possessed excellent elevated temperature strength, which gave a strong support to the transferred layer stability and prevented the plastic deformation of the coating itself and peeling from the interface. So, the wear loss of TiC/Ni3Al–Ni3Al multicoating at 600°C of 400 N was low.
During the cavitation erosion, the formation of holes under impact pressure would destroy the metal surface and promote the corrosion speed. So the cavitation erosion damage was characterised by undulating surface consisting of a series of peaks and valleys, and the materials were removed from the edges of small plateaus over the surface. For TiC/Ni3Al–Ni3Al multicoating, Ni3Al matrix of coating was corroded by cavitation erosion, but TiC was not. So, a few TiC particulates fell off due to loss of packages and support of the Ni3Al matrix. The surface of TiC/Ni3Al–Ni3Al multicoating became smooth and the number of TiC particulate slightly decreased compared with that of the initial sample. For the salt spray corrosion, the dissimilar can be found that TiC/Ni3Al–Ni3Al multicoating and 316L stainless steel had a better resistance to the salt spray corrosion, which could be attributed to the fact that the corrosion strength of the salt spray corrosion was lower than the cavitation erosion. Owing to a stronger corrosion resistance of TiC/Ni3Al–Ni3Al multicoating, the cumulative loss of TiC/Ni3Al–Ni3Al multicoating was lower than that of 316L stainless steel with the prolongation of time.
It is proposed that oxidation often accelerates the invalidation of materials at elevated temperatures. The oxidation behaviour of alloys correlates with the ability of alloys to form a protective scale. The oxidation mechanism of a pure Ni3Al had already been described extensively.17,19,23 During continuous heating up process, TiC/Ni3Al–Ni3Al multicoating experienced two stages: stable oxidation and severe oxidation. At the stable oxidation stage, the mass of the TiC/Ni3Al–Ni3Al multicoating was almost unchangeable with the change of temperature as the formation of a surface α-Al2O3 scale, which had a high capability of protecting the surface from further oxidation, resulting in a good oxidation resistance of Ni3Al.
When TiC/Ni3Al–Ni3Al multicoating was kept in an oxygen containing environment at elevated temperatures, the reaction between TiC and oxygen could occur since the Gibbs free energy of this reaction was found to be negative. When the oxidation process began to enter the severe oxidation stage, the mass of the TiC/Ni3Al–Ni3Al multicoating would increase sharply with the increase of temperature. The following reactions would take place on the surface of the multicoating:


Equations (2) and (3) may be combined to


It can be seen that the NiO, NiAl2O4, Al2O3 and a few TiO2 were distributed and fabricated on exposed TiC/Ni3Al–Ni3Al multicoating. As temperature increased and time stretched, the reaction between NiO and Al2O3 happened and NiAl2O4 was formed. For an isothermal oxidation at 1050°C for 100 h, the oxide scales were composed of NiO, NiAl2O4, Al2O3 and TiO2 on the surface. The formation of oxides and spinels of nickel, aluminium and titanium contributed to the hot corrosion resistance of the coatings.
Materials sometimes experience accelerated oxidation when their surfaces are covered with a thin fused salt in an oxidising gas atmosphere at elevated temperature. This is known as hot corrosion where a porous non-protective oxide scale is formed at the surfaces and sulphides in the substrate. Degradation by high temperature oxidation is one of the main failure modes of hot section components in the gas atmosphere. Singh et al. studied the hot corrosion behaviour of plasma sprayed Ni3Al coating on boiler steels in oxidation and molten salt environment at 900°C and found that the coating was quite effective in resisting hot corrosion. 34
The hot corrosion of TiC/Ni3Al–Ni3Al multicoating in sulphate environment has been studied by the experiment performed at the temperatures above the melting points of a pure Na2SO4. The results have shown that the corrosion rate of Ni3Al was dominant at the SO4 2 environment. The corrosion of TiC/Ni3Al–Ni3Al multicoating at 1050°C produced scales containing NiO, Al2O3, the spinel NiAl2O4 and a few TiO2. What is more, the corrosion rate of TiC/Ni3Al–Ni3Al multicoating in molten salt was much faster than that in oxygen gas, leading to the formation of scales containing mixtures of oxides and sulphides. From the experimental results, the hot corrosion mechanism can be described as follows. NiO and TiO2 oxide formation consumed oxygen in molten salt. The consumption of oxygen would locally reduce the oxygen pressure and partially increase the sulphur pressure in molten salt. This partial pressure change can be represented by the stability diagram. The consumption of sulphur would balance out the increases of sulphur and oxygen partial pressure in molten salt. This would promote to be formed again. This process also suggested that NiO and NiS x and/or AlS x would be produced simultaneously. Since the produced sulphur was thermodynamically unstable when the oxygen potential increases, it was possible for sulphide to be converted into oxides (NiO, TiO2, Al2O3 and NiAl2O4) through the necessary reactions. There were two possibilities for the formation of spine phase, which was produced either through the reaction of TiC, Al and Ni with oxygen in the molten salt or through the evolution of sulphides. On the other hand, because of the different heat expansion coefficients, the oxide between the coating and the oxide film interface was subjected to a compressive stress. The coating was subjected to a tensile stress, which reduced the adhesive strength of the oxide film to the coating, resulting in serious crazing or bubbling of the already formed high temperature oxide film until it scaled off.
It can be found that hot corrosion was not only an individual problem of molten salt corrosion but also an outcome of the coordination of molten salt and oxidation. The hot corrosion process occurred at elevated temperatures primarily by internal sulphidation and oxidation of the composite beneath the oxide scale. Eventually, internal sulphidation and oxidation reduced the stability of the protective oxides and formed less protective metal oxides. These internal sulphidation and oxidation processes were particularly damaging because they destroyed the continuous adherent oxide scales by forming fast growing sulphides and degrading the mechanical properties of the composite.
Once a protective oxide scale was formed on a composite coating, the stability of the oxide scale became the important concern for long term behaviour and life expectation of the coating in high temperature environments.
Conclusions
The TiC/Ni3Al–Ni3Al multicoating on 316L stainless steel was successfully fabricated by one-step forming technology. TiC/Ni3Al coating (40 wt-%), Ni3Al interlayer and 316L stainless steel substrate were formed at the same time, and there was metallurgy bonding in the interface. The formed TiC/Ni3Al–Ni3Al multicoating possessed high hardness and wear resistance, especially at elevated temperatures. The wear loss at 600°C and 400 N was low. The TiC/Ni3Al–Ni3Al multicoating had a good oxidation–corrosion resistance at both room and elevated temperatures. This illustrated that the formed TiC/Ni3Al–Ni3Al multicoating on 316L stainless steel can be used above 1000°C. These excellent performances attributed to the coating consist of Ni3Al matrix and TiC particulates with a good microstructure and excellent properties, especially at the elevated temperatures. Meanwhile, excellent metallurgy bonding interface was supported by one-step forming technology.
Footnotes
Acknowledgements
This work is supported by Natural Science Foundation of Jiangsu Province, China (grant no. BK2012250), the Opening Foundation of Jiangsu Province Material Tribology Key Laboratory, China (grant no. Kjsmcx201302), and Research Fund Jiangsu Province Key Laboratory of High-end Structural Materials (grant no. hsm1303).