
Abstract
A detailed analysis of energy consumption throughout the PM production route has been conducted, based on both theoretical and experimental considerations, with the focus on PM parts production. Comparison of the values obtained with actual values from production plants provides useful insights into process development and priorities for energy conservation. Furnace processes (powder annealing and component sintering) are found to dominate energy consumption, hence operations that achieve efficient furnace loading can enjoy significant benefits. Energy input per kilogram of production was found to vary widely among the plants surveyed, depending on part complexity and size, production volume and material.
The success of powder metallurgy (PM) over competing forming and metal generating technologies is based on three main advantages:
a capability to achieve compositions, microstructures and properties that cannot be realised by other processes (
a net shape manufacturing capability superior to processes such as casting, forging, machining; leading to superiority in manufacturing highly complex parts with excellent surface finish and precision in very large quantities (
However, the energy efficiency of PM processing is less immediately obvious and has been less widely demonstrated than the other advantages. The present paper attempts to address this shortcoming by presenting a detailed analysis of energy consumption during the PM process.
Obviously this topic has been covered previously in the technical literature.1– 5 The growing impact on manufacturers of energy consumption (cost and availability) and dependence on different energy sources, however, makes it particularly topical.
Analysis of the physical and chemical processes carried out during PM manufacturing has been conducted to estimate the minimum theoretical energy consumption necessary for each process. This is important in understanding potential energy savings relative to actual energy values. Additionally, as it is of common interest, experience at GKN Powder Metallurgy is advanced as a case study of the PM industry in general. The company has more than 20 operations worldwide and runs several different PM processes, and thus is statistically representative of the PM parts making industry as a whole. At the same time, it is interesting to break down the energy consumption into the individual manufacturing processes, to identify key savings and to analyse the differences between operations for benchmarking purposes.
Energy consumption in metal working industry
It is difficult to find accurate, comparable and reliable values in the public domain for the energy consumption of different manufacturing processes in the metal working industries. Lately, companies have increasingly published information on energy consumption in their annual business or environmental reports. These figures generally do not reveal specific energy consumption for each production process, but rather ‘black box information’ covering generic areas: manufacturing, transport, heating, light, etc. These values are of interest to evaluate the order of magnitude of average energy consumption and the differences between the various technologies.
It is reasonable to consider the energy in units of kWh per kilogram of finished product, largely because comparison is usually between products based on iron or metals with similar densities. By contrast, normalising by the value of the product does not reflect differences between processes, is very dependent on the cost of raw materials and is influenced by pricing and market variations.
Iron powder production has an energy consumption of ∼1·8 kWh kg−1 (1 kWh kg−1 = 1000 kWh t−1) and PM component production uses ∼5 kWh kg−1, based on delivered product quantities (Fig. 1). It should be noted that this is an average over all manufacturing plants and probably represents a good value for the entire PM industry.
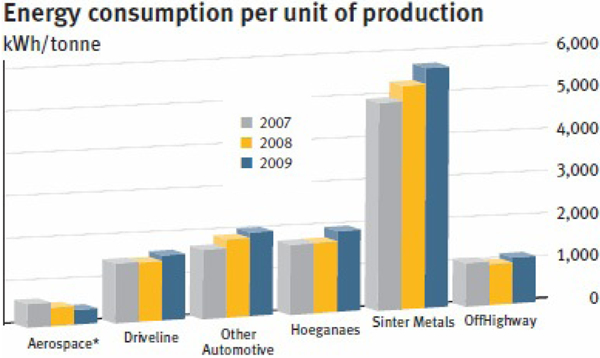
Energy consumption at divisions of GKN plc6
The net energy consumption in the steel industry is ∼5 kWh kg−1 on the basis of crude steel sold. 7 7,8 Compared with this value the energy consumption for the production of iron powder by water atomisation can be regarded as low. One explanation is that iron powder for low alloy steel parts is almost exclusively produced by recycling scrap metal. The great amount of energy previously consumed to mine, process and reduce iron-bearing minerals (iron ore) to manufacture the products or intermediates that had been scrapped is thereby excluded. Powder production by the sponge iron process uses magnetite (Fe3O4) as raw material. Consequently the amount of energy to produce sponge iron is much higher,9 about 4 kWh kg−1.
The competitor near-net shape manufacturing process of die-casting is highly energy intensive, especially for iron based materials. Whereas the energy consumption for die-cast components made from low melting point alloys (Al, Mg) is 3–4 kWh kg−1, the value for iron based materials is in the region10 of 6 kWh kg−1.
Relatively little energy is consumed in reshaping components by forging as compared with die casting. Of course, the cost of manufacturing forging blanks by casting, extrusion or rolling must also be considered. The production of forging preforms requires8 an energy expenditure of ∼5 kWh kg−1. Since the forging temperature is far below the melting temperature, the thermal energy consumption in forging is only11 ∼3 kWh kg−1, i.e. an overall total for this route of ∼8 kWh kg−1.
The energy consumption in die-casting, forging and sintering is usually proportional to the weight of the components produced because the energy required to heat the components dominates. For machining operations (turning, drilling, milling, etc.), in contrast, the energy consumption is primarily a function of the complexity of the component and the material properties. Average energy expenditure in this sector is not well documented, and a general comparison of the energy requirements is neither possible, nor meaningful.
The only way to compare the energy expenditure for machining with that for other processing methods is by calculations based on actual parts. In one study3 the PM method was compared with machining for typical PM components. The results showed that PM production of gears, oil pump rotors, and synchronising rings and ratchet segments required energies of 5·1, 4·5 and 3·8 kWh kg−1 respectively. The corresponding values for mechanical processing of the same components were 8·4, 11·4 and 9·0 kWh kg−1. This suggests that the energy required for machining was in the region of 10 kWh kg−1. Although these results are somewhat outdated because of developments in cutting technology, with new cutting materials and new CNC controlled machining centres, they are nevertheless of basic interest in indicating the general orders of energy consumption in these two process routes.
A consolidated overview of the energy content in several manufacturing processes is given in Fig. 2.
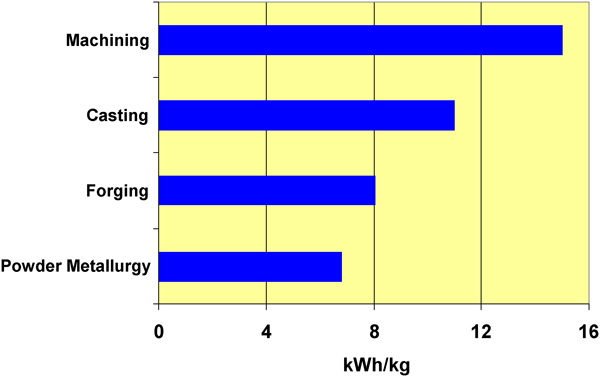
Energy consumption per unit mass for various net shape manufacturing processes (powder metallurgy number includes 2 kWh kg−1 for powder production)
Energy requirements in PM
The PM route involves a series of processing steps – from the melting of scrap iron to precision machining of nearly finished components, if necessary. The main steps of the PM process are powder production, compaction, sintering and secondary operations.
A detailed breakdown of energy consumption helps to identify the points in the production chain where it is possible and useful to optimise energy consumption and so save production costs.
Powder production
The vast majority of ferrous PM components are produced from water atomised powder. Therefore, the focus of the following analysis is on this production sequence. The powder production process involves the following processing steps:
melting scrap in an electric arc furnace
atomising the flowing melt with a high pressure water jet at about 1700°C
draining the powder–water suspension
drying and sieving the powder
reduction at about 1000°C
in some cases diffusion alloying is applied, which takes place in continuous furnaces similar to those for the reduction treatment
classifying and conditioning: mixing, packaging, etc.
For some processing steps the minimum energy requirement from a physical viewpoint was estimated. The amount of energy required to melt 1 kg iron scrap and heat it to 1700°C is

The atomisation of 1 kg iron powder needs approximately 10 L of water under pressure p of ∼100 bar. The energy necessary to compress a volume V of water to this pressure (VΔp) is thus ∼0·03 kWh kg−1. When the melt is atomised, new surfaces are created that are correlated with an energy input. In addition, energy is required to dry the powder. A simple calculation of all these theoretically unavoidable energies for atomisation results in a value of <0·1 kWh kg−1. In reality, the energy consumption for atomisation is much higher, at ∼0·4 kWh kg−1.
The heat treatment of powder requires energy to heat the powder to ∼1000°C, which gives a minimum value of 0·13 kWh kg−1 using values of c = 0·46 kJ kg−1 K−1 and ΔT = 1000 K. If two steps (reduction annealing and diffusion alloying) are applied, the minimum energy can be estimated as ∼0·25 kWh kg−1. The much higher real energy consumption for heat treatment of atomised powder can be explained by the low efficiencies of most continuous heat treatment furnaces.
The minimum amount of energy for conditioning the powder is difficult to estimate, but it is certainly very small relative to the other values mentioned above.
The energy consumption in powder production was also examined at the beginning of the 1980s.4 The resulting breakdown among the process steps (converted into kWh per kilogram) is given in Table 1. It can be clearly seen that the values measured in the process are more than twice those calculated above. Thus, the efficiency of energy consumption in powder production is significantly lower than 50%. It is difficult to say whether this value is high, but certainly there is a fundamental possibility to optimise the process with respect to energy consumption.
Breakdown of energy consumption for production of iron powder by water atomisation4
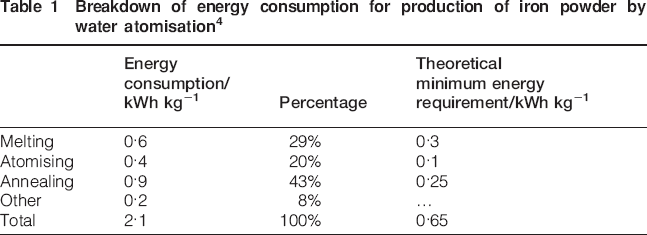
The values estimated 30 years ago are in a good agreement with recently measured data.
Compaction
The minimum energy consumption for powder compaction is the work required to shape and densify the powder in the tool cavity, calculated as the product of the half the maximum opposing force and the path of the punch during compaction from the fill density to the pressed density. A relatively simple expression for the minimum energy required to deform 1 kg of powder from fill density ρF to pressed density ρP is

The amount of energy used for powder compaction in reality is quite different. For example, consider a component with a projected area of 2500 mm2 and a weight of 200 g, which is compacted at a pressure of 700 MPa to a density of 7 g cm−3. To compact the part, a press with a force of 250 t is necessary which at 6 strokes per minute can produce 72 kg of compacts per hour. A hydraulic press of this size has a power consumption of 100 kW and a mechanical press ∼20 kW. Thus the hydraulic press uses ∼1·4 kWh of energy for 1 kg of pressed parts and a mechanical press ∼0·3 kWh.
Comparison of the pure deformation energy with the energy consumption in actual production shows that the energy efficiency of the process is very low. The energy losses are composed of friction within the tooling and the press and energy required for the elastic deformation of parts of the adaptor and the press, as well as large losses in the hydraulic system, in the pumps, pipes, etc. Many of these losses are inevitable, but some can certainly be reduced in further development of press technology.
Both mechanical and hydraulic presses are widely used in PM production. Mechanical presses, which are more efficient in the sense of energy consumption, are continuously being replaced by modern, controlled hybrid presses with hydraulic powered adaptors that consume more energy than pure mechanical presses, but exhibit significant advantages in terms of precision and complexity of pressed components. Therefore the average energy consumption is more characteristic of that of hydraulic presses. It is reasonable to assume that the average energy consumption for the compaction process is ∼1·0 kWh kg−1.
Sintering
The energy input to the sintering process serves to heat the parts to the sintering temperature of about 1100°C (for ferrous parts) to accelerate the diffusion processes that are responsible for sintering.
The vast majority of PM steel components are sintered in belt furnaces with a conveyor belt width of 0·6 or 1 m. This involves heating not only the components, but also the conveyor belt, furnace structure, setter material and protective gas. All these energy losses are inevitable, but can certainly be reduced. An analysis of the energy consumption in a sintering furnace and an energy balance were performed to obtain an understanding of how the energy input is distributed and how it might be possible to reduce the amounts of energy required.
This experimental study used a small belt furnace with electric heating and a 0·3 m wide conveyor belt. The furnace was equipped with facilities to measure the following values:
temperature of the components moving through the furnace
energy consumption in each heating zone
temperature and consumption of inlet and outlet cooling water in each cooling zone
power of the belt drive
the surface temperature of the furnace.
A schematic diagram of the furnace and a typical temperature profile are shown in Figure 3 Figs. 3 and 4.
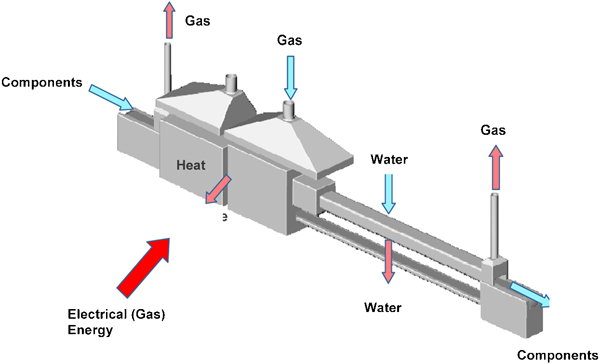
Schematic depiction of experimental furnace with lubricant burn-off zone, four heating zones and four cooling zones
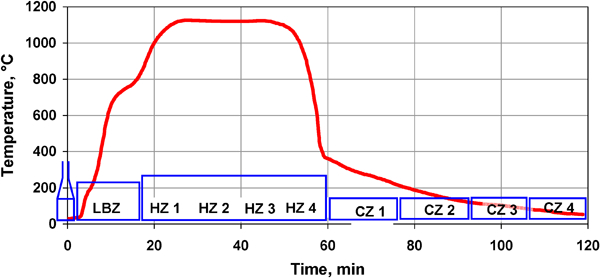
Temperature profile of parts during sintering at belt speed of 8 m h−1 on passing through lubricant burn-off zone (LBZ), four heating zones (HZ) and four cooling zones (CZ)
The power in the heating zones was measured by electric meters and the negative power of the cooling zones was calculated as the product of the heat capacity of water, temperature difference between inlet and outlet water and the water flowrate measured by water meters in each cooling zone.
The results of the assessment for an idle furnace (without parts) are shown in Fig. 5. The increasing power with increasing belt speed (primarily in the first heating zone) is explained by the additional heat required to heat the belt. The increase of power calculated from the graph is about 0·9 kW per 1 m h−1 increase of the belt speed, as calculated from the formula

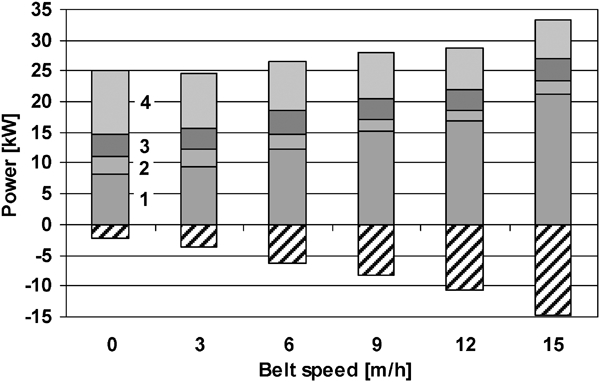
Power consumption in four heating zones (1–4) and negative power of cooling water in idling furnace with different belt speeds at 1120°C and gas flow of 10 m3 h−1 N2
The amount of energy is required to heat the protective gas, which escapes through the furnace, can be calculated as

In the idle experiment, shutting off the protective gas reduced the electric power by 2·0 kW and increased the water-cooling power by 1·4 kW, a total of 3·4 kW. The combination of calculated and measured values shows that the power required to heat the gas flow of 10 m3 h−1 is ∼3·5 kW and proportionally increases with gas flow.
A careful analysis of the energy balance in the furnace also allows the energy losses by radiation to be determined. These losses can be calculated, but not measured. Heating zones 1 and 4 are strongly cooled by the entrance of the furnace and the cooling zone. Zones 2 and 3 lose heat mainly by transfer through the insulation of the furnace and subsequent radiation. It can be seen from Fig. 5 that the power consumption of zones 2 and 3 together is ∼6 kW. The general losses by radiation should be about twice this value because zones 1–4 make up the whole high temperature zone. Thus, the radiation losses of the furnace can be estimated at ∼12 kW.
The radiation losses of the furnace can be theoretically calculated as

The difference of about 13 kW between the radiation losses (12 kW) and the overall power consumption of the furnace with the belt stopped (25 kW) represents the heat conduction towards the entrance of the furnace and the cooling zone. It is important to note that these heat flows are so large only when the belt stands still. In operation, the belt with the components transports the heat back into the furnace and the loss is not more than 2 kW.
The measured and calculated values of energy consumption given above for the idle furnace are mainly losses that cannot be avoided entirely, but can be reduced in many cases.
The energy required to heat the parts (productive heat) can be determined from power measurements in the loaded furnace. The power consumption of the furnace, unloaded and loaded with sintered parts, is shown in Fig. 6.
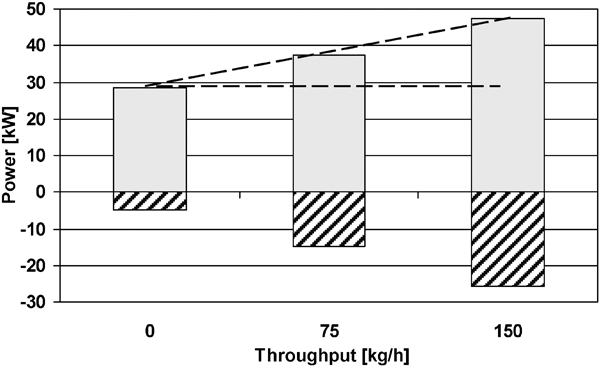
Power consumption of furnace and negative power of cooling water during sintering at 1120°C with belt speed of 6 m h−1 and 20 m,3 h−1 N2 gas flow
It is obvious that the energy consumption of the furnace increases proportionally with the load. The energy share to heat sintered parts (‘productive’ heat) calculated from Fig. 6 is 0·13 kWh kg−1. This energy can be also simply calculated as cΔT, which for c = 0·46 kJ kg−1 K−1 and ΔT = 1100°C is 0·14 kWh kg−1, close to the measured value.
The power to transport the parts on the belt through the furnace can be calculated as

At the maximum loading of the test furnace (25 kg m−1 plus 7 kg m−1 for the belt), the total 16 m length of the furnace is loaded with a weight of 512 kg. The coefficient of friction between belt and muffle is about 0·3.12 Thus, a power of 2·5 W is necessary at a belt speed of 6 m h−1. This power is so small because a relatively large mass is drawn at a very low speed. The measured power consumption is much higher because of the losses in the transmission and engine: it is about 50 W, but is still negligible.
The measurements and calculations described above make it possible to present a complete energy balance of the sintering furnace, as shown in Fig. 7 for a throughput of 75 kg h−1 of parts. From this it is concluded that at a power input of 37·5 kW (0·5 kWh kg−1 of parts) less than 30% is used as ‘productive’ heat to heat the parts. The rest is dissipated from the furnace and is unproductive. Consequently, the efficiency of the furnace is <30%. This observation is very similar to the efficiency during the powder annealing heat treatment, which is also carried out in belt furnaces.
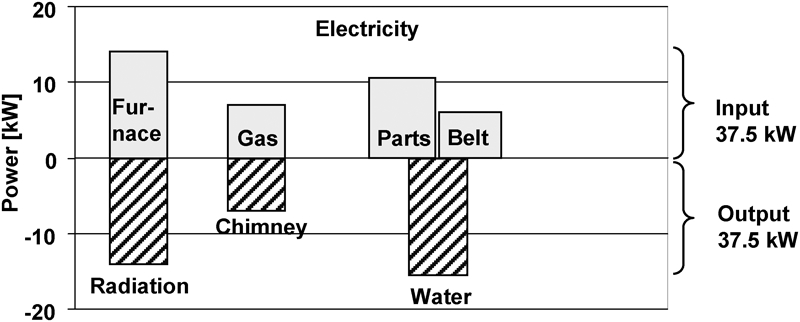
Energy balance of furnace during sintering of parts at 1120°C with gas flow of 20 m3 h−1 N2, belt speed of 6 m h−1 and parts throughput of 75 kg h−1
Of course, the power input in a small 0·3 m wide experimental furnace is different from 0·6 m or even 1 m wide production furnaces, but the relation between energy input and output is certainly representative for large furnaces.
In the experiment described only electrical energy was used. In real production furnaces, in many cases additional natural gas is used to accelerate the combustion of lubricants or the post-combustion of exhaust gases. The amount of additional energy contributed by the gas is usually similar to the electrical energy, i.e. the total energy consumption during sintering with a throughput of 75 kg h−1 is about 1 kWh kg−1.
The effective energy consumption is dependent on full loading of the furnace and also on the component shape. The real energy consumption for sintering is considerably more than 1·0 kWh kg−1 because of ineffective loading and failing continuously to achieve full loading. The average energy for the sintering process based on data from various plants can be estimated as ∼1·8 kWh kg−1.
Sintering atmosphere
In addition to the direct energy consumption to heat gases in the sintering furnace, other energy balances are associated with gases during sintering. These include, for example, gases such as propane or hydrogen that are added to control the chemical composition of the protective gas atmosphere. These have a certain energy value and can be considered as energy inputs.
Regardless of whether other gases in the sintering atmosphere are flammable or not, they also need energy in their production and processing. The sintering of iron-based materials needs a neutral or slightly reducing atmosphere. Two types of atmosphere, N2+H2 mixtures (70–98%N2) and endothermic gas, are commonly used.
The on-site production of N2 by special generators consumes ∼0·3 kWh m−3 of nitrogen. A conventional 600 mm belt furnace consumes ∼40 m3 per hour of N2, i.e. 12 kWh. The production of the same quantity of endothermic gas requires 2 kWh electricity and 6 m3 of natural gas, which contains 10 kWh m−3 energy, i.e. a total of 62 kWh per hour. The large difference in energy content does not necessarily favour the choice of nitrogen/hydrogen atmospheres because of the relatively high cost of the hydrogen. The two atmospheres (N2+H2 mixture and endothermic gas) have about the same cost.
Delubrication of the compact in the initial stages of sintering requires a special atmosphere generated via incomplete burning of natural gas. About 70% of the energy content of the gas is used as heat source and the remaining 30% to produce the required burn-off atmosphere. The burn-off zone of a 600 mm furnace consumes about 6 m3 of natural gas per hour, containing 60 kWh energy; 18 kWh (30% of this quantity) is necessary to develop the burn-off atmosphere.
The total energy consumption for the generation of a sintering atmosphere is the sum of these quantities, i.e. ∼30 kWh per hour for N2+H2 and ∼80 kWh for endothermic gas. In this context H2 is not considered as an energy carrier.
The throughput of the 600 mm furnace is very dependent on the type of product and can vary from 20 to 200 kg h−1. Assuming that the mean throughput of a 600 mm furnace is ∼100 kg h−1, the estimated average energy for (N2+H2)+burn-off atmosphere generation will be ∼0·3 kWh kg−1 and for endothermic gas+burn-off atmosphere generation ∼0·8 kWh kg−1.
An empirical estimate shows that the energy associated with the gases used has a value of ∼0·5 kWh kg−1 of the finished product.
Sizing
Analysis of the energy consumption in sizing shows that the efficiency is even lower than that in powder pressing because similar equipment (presses) with similar energy consumption is used to impart even lower deformation energy. On the other hand, the energy consumption for sizing in PM production is generally not high because only a part of the components needs to be sized.
Assuming that about 30% of the production needs sizing, the estimated average energy consumption for sizing will be ∼0·3 kWh kg−1.
Heat treatment
A widely used heat treatment process in PM plants is steam treatment. The aim of steam treatment is surface coating and the closing of open porosity via the formation of iron oxide (Fe3O4). The usual weight increase of the component after steam treatment is about 2%. Thus, the minimum quantity of oxygen necessary for 1 kg iron is 20 g (22 g H2O). Steam treatment is typically carried out at 500–550°C.
The necessary energy for evaporation and heating of this quantity of water is

The minimal theoretical energy (E/m) for the steam treatment is thus ∼0·1 kWh kg−1. In practice this energy is considerably higher and amounts to ∼0·5 kWh kg−1.
Assuming that only 20% of the production is steam treated, the mean energy requirement for this treatment is ∼0·1 kWh kg−1.
An estimate of energy consumption for other heat treatments at GKN Sinter Metals gives a value of ∼0·1 kWh kg−1. In total, the energy needed for heat treatment in PM manufacturing can be estimated as ∼0·2 kWh kg−1.
Compressed air
Compressed air is used in PM, as in other industries, as an energy source to drive various mechanisms. The energy requirement to produce compressed air can be calculated thermodynamically.
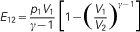
The process in air compressors can be assumed as adiabatic, for which
 with the subscripts 1 and 2 denoting pressure and volume before and after compression and γ = cp/cV (1·41 for air). Compression of air in an adiabatic process requires an energy of
with the subscripts 1 and 2 denoting pressure and volume before and after compression and γ = cp/cV (1·41 for air). Compression of air in an adiabatic process requires an energy of
The distribution and use of compressed air causes additional energy losses. The quantity of compressed air consumed to produce 1 kg of PM components is dependent on factors such as equipment quality, level of automation, etc. According to the present analysis, the average energy consumption for compressed air is ∼0·2 kWh kg−1.
Other processes
In PM production there are many processes that need energy which cannot be easily calculated or measured. These include finishing processes (deburring, mechanical finishing, washing), water pumps for cooling the sintered parts, transport of components within the plant, lighting and heating of workshop areas, and packaging.
The energy input for these processes was not exactly determined and can only be estimated as the difference between the known total energy expenses in the production and the sum of the above measured and calculated energies.
Energy breakdown in production of sintered components
The previous discussion is summarised in Table 2, giving the breakdown of the energy (∼5 kWh kg−1)6 required for PM production at an ‘average’ PM plant, applying many processes and producing ‘the average PM component’.
Breakdown of energy consumption to produce finished components in ‘typical’ PM parts production plant
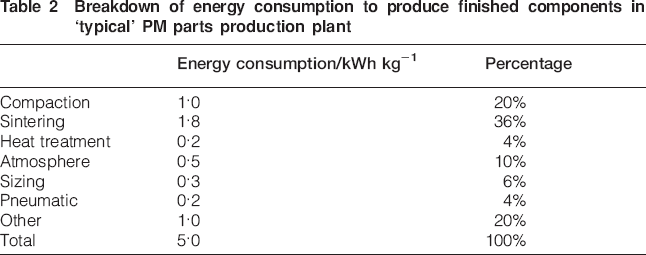
It can be seen that half of the energy is allocated in the areas of sintering, heat treatment and atmosphere generation.
It is important to note once more that the amount of energy required for sintering in practice is much higher than has been estimated from the calculations and experiments. This has to do with the fact that the calculation considers a continuously operated and always fully loaded furnace. But production furnaces are not always fully loaded and can temporarily go empty.
This statement is supported by the correlation between the reduction of the shipment volume from production plants and the growth of energy consumption at the time of the last economic crisis 2008–10 (Fig. 8). This correlation can be explained by inefficient use of equipment (primarily furnaces) at a time of reduced production volume (non-optimum flexing). While production volumes declined by 33%, the energy consumption per unit mass increased by 19%. This emphasises the limitations of adapting the processes and operating procedures to the new volumes and products mix.
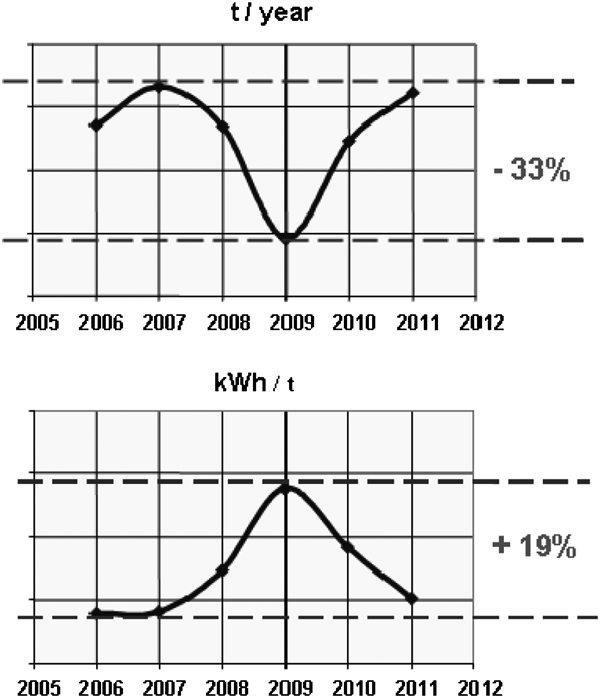
Correlation between reduction of production volume and increase of energy consumption for selected PM operations in Europe between 2006 and 2011
As mentioned above, the breakdown of the energy consumption shown in Table 2 is an ‘average’ for all the PM parts production sites considered. The energy consumption and its breakdown at individual plant are dependent on factors such as component size and the processes applied. As an example, the breakdowns of energy consumption for two different plants are given in Table 3.
Breakdown of energy consumption for two plants having different product mixes and production volumes
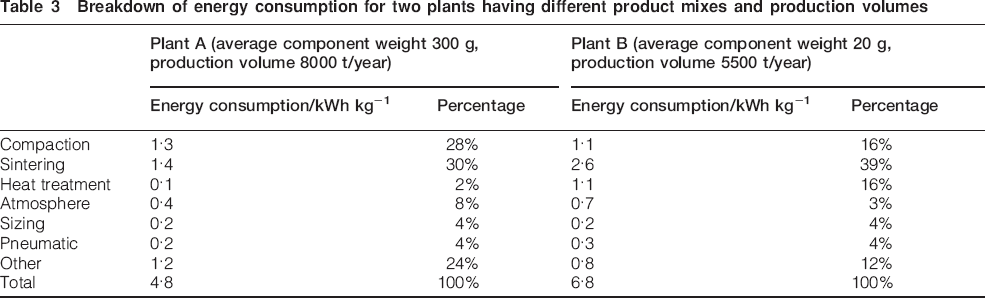
The heat treatment necessary for most components in plant B implies considerably more energy consumption to produce the finished part. Furthermore, since the sintering of small components cannot be carried out with a fully loaded furnace, the furnace efficiency is reduced and the sintering process requires more energy than for ‘heavy’ parts.
GKN Sinter Metals applies a wide variety of processes and produces many different components from 1 g to several kilograms in weight, the energy consumption by plant shows a wide spread around the average value of 5 kWh kg−1 (Fig. 9).
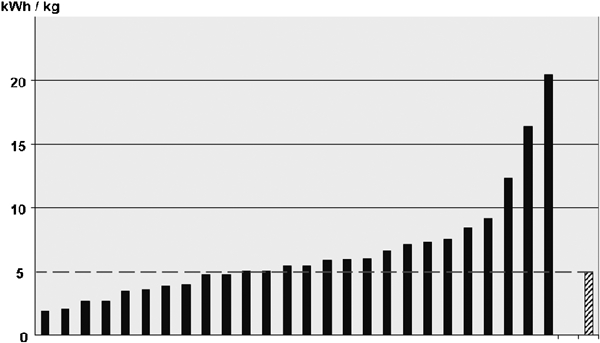
Energy consumption per kilogram of production for all GKN plants in 2010
Energy consumption varies from 2 kWh kg−1 (for plants with a focus on heavy, compact components with less post-processing) to 10 or even 20 kWh kg−1 for plants applying special processes such as powder forging, MIM and cold isostatic compaction.
This scatter is lower after excluding the plants with special products or processes, but values still range from 2 to 8 kWh kg−1 (Fig. 10).
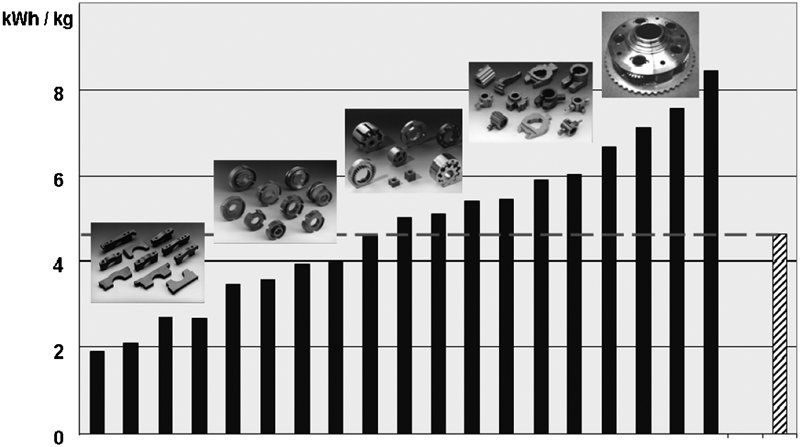
Energy consumption in 2010 for all GKN plants applying standard ‘press and sinter’ PM manufacturing processes
There is an obvious correlation between the process or type of manufactured components and energy consumption. The production of heavy and compact components without complicated special treatment and finishing has the lowest energy consumption. Complex, high performance components need special compaction and sintering processes, implying higher energy consumption. The size, weight, part complexity, alloy system and number and type of production steps define the energy input, given an optimum focus and scale of each manufacturing unit.
It is a future challenge to redesign the processes of sintering technology to increase efficiency and effectiveness. This will certainly include developing novel types of furnaces, but new designs for existing technologies and better materials, perhaps needing higher processing temperatures, will also have to be considered.
Energy saving measures are possible in the context of existing approaches. For example, radiation losses from furnaces could be reduced by about one-third through the use of advanced insulation materials. The higher costs must of course be taken into account in relation to potential benefits and recent calculations indicate a pay-back period of at least six years. This situation may change in future if the price of new materials become lower and energy costs higher.
Economic aspects of energy savings
The first motivation for the optimisation of energy use in manufacturing is certainly to reduce production costs. With this aspect in mind it is interesting to estimate what proportion of the entire manufacturing process or the price of the finished product can be attributed to energy costs. The production costs of sintered parts vary widely from component to component, depending on complexity, material, size, etc. Based on the average of many different products, energy appears to account for 3–8% of the production costs of sintered components (depending on the complexity of the manufacturing route and cost of raw materials). The proportion of energy cost in the production of water atomised powder is about 10–12%. This is likely to increase further with future trends in energy prices.
The optimisation of all processes in terms of energy conservation must be continuously sought. Sintering processes should be investigated especially, with respect to energy consumption and potential developments that can assist process efficiency. Innovative processes such as laser sintering, microwave sintering, plasma-assisted sintering and induction sintering will be considered in this context.
Summary and conclusions
Evidence has been presented to support the view that PM has the lowest energy consumption among metal forming/processing technologies. A detailed analysis of energy consumption throughout the production route has enabled the following conclusions to be drawn.
The average energy consumption for iron powder production via water atomisation is ∼1·8 kWh kg−1 and for component manufacturing ∼5·0 kWh kg−1
Comparison of the theoretical energy inputs for each process with those in real manufacturing processes gives strong indications for further improvements (new furnace designs, improved hydraulic compaction systems, electrical presses, etc.).
The highest energy consumption during production of atomised powders is related to the powder annealing step (>50%).
More than half of the energy used in production of PM parts is accounted for by sintering in continuous (mostly belt) furnaces and the generation of the protective gas atmospheres. This can be improved by further optimisation of equipment and processes.
Efficient loading of sintering and heat treatment furnaces is very important for economical energy usage – obviously logistics and extensive standardisation of materials, processes and equipment are key.
Other processes (deburring, machining, washing, transport, production of compressed air) consume 20–30% of the total energy for PM manufacturing.
The constant supervision of energy consumption not only gives ideas about waste and possible improvements, but is also a general ‘health check’ of the status of an operation.