
Abstract
In this paper, electroless Ni–P plating on polyethylene terephthalatefabrics (PET) with different weight percentage gains was fabricated in the laboratory. The effects of weight percentage gain on the properties of air permeability, electromagnetic shielding performance, sound absorption, thermal stability and tensile were investigated. The results showed that the exponential relationship between air permeability and weight percentage gain could be obtained. Similarly, the linear relationship between fabric thickness and weight percentage gain could be obtained. As the weight percentage gain increased, the shielding effectiveness increased, whereas the surface resistance decreased at first, and then reached to a certain level. When the distance of air gap behind fabric and the frequency of sound wave were given, the sound absorption coefficient increased with increasing weight percentage gain at first, reached a maximum value at the weight percentage gain of 90% and then decreased beyond 90%. The tensile properties of the electroless Ni–P plated polyethylene terephthalate fabric were greatly influenced by the thickness of the coated metal. The linear relationship between tensile strain and Young's modulus existed.
Keywords
Introduction
Electroless or autocatalytic metal deposition is a process in which reduction of metal ions and oxidation of a reducing agent simultaneously take place at a catalytic surface. As compared with other metal coating techniques, such as metal foils and laminates, conductive paints and lacquers, sputter coating, electron beam evaporation and chemical vapour deposition, electroless plating has received considerable attention mainly due to its capability for the metallisation of non-conducting materials, e.g. polymers and ceramics.1 Recently, the electroless plated fabrics have received much more attention because of their potential use as the electromagnetic interference (EMI) and antibacterial materials.2,3 The metal coated fabric not only maintains the mechanical properties of the fabric itself, but also endows with the high electrical conductivity, EMI shielding, good adherence stability and corrosive protective performances, cost saving, low energy, inherent selectivity and simplicity of processing.4,5 In addition, it can be easily fabricated into all kinds of shapes and profiles for both architectural and die cut requirements.6 The plated fabrics for use in EMI shielding were usually deposited with Al,7 Cu,8 – 10 Ag,11 – 13 Au,6 Ni–P,14 – 16 Cu–Ni–P17 and (Ni–P)–Fe3O4.18 Although Au and Ag provide high electrical conductivity, high reliability and high corrosion resistance, they are very expensive. Ni–P, Al and Cu display good electrical conductivities, but they are susceptible to oxidation. As a result, the concomitant diminution of desirable properties such as quality and stability cannot be avoided.13 The plated fabrics were also used in cable manufacturing, as flexible electronic devices, in biomedical applications, battery electrode substrates, fabric tape or foam gaskets, and so on.17,19
In the previous study, the metallisation of polymer films, fibres and plastics by electroless plating has been extensively employed by industries to provide the electrical, optical and mechanical properties to non-conductor surfaces. Especially, electroless plating is an indispensable technology used in food packaging, microelectronics, computer technology, inkjet printing technique, printed circuit board, the automotive industry, etc.20 – 22 For example, electroless Cu plating has been frequently used in the manufacturing of printed circuit boards. Electroless Ni–P plating has been employed to achieve hardness, wear resistance and corrosion resistance in moulded plastic parts for automotive applications.1 The EMI shielding characteristics of electroless Ni–P,23,24 Cu,25 – 28 Ag,29 Ni–Cu–P and Cu–Ni–P17,30 plating on polyethylene terephthalate (PET) films or fabrics have been widely explored. It is well known that a percolated metal network must be formed in order to obtain the electrical conductivity.31 Ultraviolet irradiation and plasma treatment could improve the surface wettability and increase the thermal bonding strength of polymer substrate with the metal thin films more efficient.32,33 Electroless plating of Ni–P or Cu on PET fabric modified with silane coupling agent showed good adherence stability and high electrical conductivity whether by employing the ultrasonic wave or not.27,28 Although much work has been conducted on the pretreatments of the substrates, the deposition rate and the properties of depositions such as composition, crystal structure, surface morphology and surface resistance, the effect of weight percentage gain on the properties of electroless plated fabric has rarely been taken into account.
We have found that the thickness of the metal coating plating on fabric has a great effect on the properties of electrical conductivity and EMI shielding performance in the Ni–P plating process.3 – 5 To the best of our knowledge, little work has been reported on the influence of the thickness of metal coating on the properties of Ni–P plated fabric. For this purpose, we fabricated a group of Ni–P plated PET fabrics with different weight percentage gains in the laboratory. The effects of weight percentage gain on the air permeability, surface resistance, EMI shielding, thermal stability, sound absorption and tensile properties of Ni–P plated PET fabrics were elucidated.
Experimental
Materials
Pure PET plain woven fabric was used as the substrate. The linear densities of warp and weft are identical 8·3 Tex, The numbers of warp and weft are 380 and 310 per 10 cm respectively. All chemicals used in this study are in analytical reagent grade, and include nickel sulphate hexahydrate (NiSO4.6H2O), sodium hypophosphite (NaH2PO2), sodium citrate (C6H5Na3O7.2H2O), palladium chloride (PaCl2), stannous chloride (SnCl2), sodium hydroxide (NaOH), sodium acetate (CH3COONa) and 36% hydrochloric acid (HCl).
Electroless plating of Ni–P on PET fabric
The fabric samples were etched in 200 g L−1 NaOH solution at 70°C for 30 min, and then rinsed in deionised water completely. For surface catalysation, the etched fabrics were immersed in a catalysation solution of pH 1·5 containing 0·18 g L−1 PdCl2, 12 g L−1 SnCl2, 10 mL L−1 36%HCl and 160 g L−1 NaCl at 60°C for 2 h. The catalysed fabrics were then rinsed in a large volume of deionised water at 25°C for 10 min to prevent contamination of the plating bath. They were accelerated by 100 mL L−1 36%HCl solution at 45°C for 1 min to remove Sn2+ ions over the catalytic Pd nuclei. They were then dipped in 15 g L−1 NaH2PO2 solution at room temperature for 5 min followed by rinsing with deionised water. For electroless Ni–P plating, the samples were implanted in a bath containing the mixture of nickel sulphate hexahydrate (NiSO4.6H2O, 30 g L−1), sodium citrate (C6H5Na3O7.2H2O, 5 g L−1) as a complexing agent, sodium hypophosphite (NaH2PO2, 25 g L−1) as a reducing agent and sodium acetate (CH3COONa, 6 g L−1) as a buffering agent. The pH of the bath was adjusted to 4·5 with 36%HCl and the plating solution was heated and the temperature was kept at 65°C.
Test methods
Weight percentage gain
The weight of the plated fabric sample with the same size of 12×10 cm before and after treatments was measured by a weight meter (Sartorius BT224S meter). The percentage of the plated fabric in weight relative to the original one, which denoted by weight percentage gain δ (%), was calculated by equation (1)
Fabric thickness measurement
The thickness of the plated sample was measured using a digital thickness gauge for textile structures according to GB/T 3820-1997. The area of the presser foot was 1000 mm2 and the press weight was 100 cN.
Air permeability measurement
The air permeability of the plated sample was measured using a YG461E-II digital permeability testing instrument according to GB 5453-1997.
Surface resistance measurement
The surface resistance ρS of the plated sample with the same size of 10×2·5 cm was measured on both sides using an MF30 digital multimeter and was calculated by equation (2)

Shielding effectiveness measurement
The shielding effectiveness of the plated sample to electromagnetic was performed using the dual chamber method for near field cases on the electromagnetic radialisation testing instrument, which is composed of a rectangular waveguide tube and a PAN3610 network analyser. An electromagnetic shield is a conductive material which attenuates (through reflection and absorption) electromagnetic energy. The effective frequency for testing is in the range of 2250–2650 MHz, and the size of the sample is 11×6·5 cm. The shielding effectiveness (SE) is defined as the ratio of incident to transmitted electric intensity (or magnetic intensity, or power) and is usually expressed in decibels (dB) by equation (3)

Thermogravimetric measurement
Thermogravimetric analysis was determined on the plated sample using a TGA/SDTA851e thermogravimetric/differential thermal analyser according to GB/T 13464-2008. Percentage weight change versus temperature was evaluated at a heating rate of 10°C min−1 with a nitrogen flush rate of 30 mL min−1 over the range of 25–1000°C.
Sound absorption coefficient measurement
The sound absorption of the plated sample was measured based on the standard test method ISO 10534-1:1996 (Acoustics: determination of sound absorption coefficient and impedance in impedance tubes – Part 1: method using standing wave ratio). A measuring test instrument provided by BSWA Technology Co., Ltd (Beijing, China) was used for this testing within the frequency range of 0–2000 Hz. This instrument includes an SW002 type impedance tube of 100 mm diameter, an MC3242 type analyser and VA-Lab IMP Material Test Software. The normal incident sound absorption coefficients α was calculated by equation (4). All sound absorption measurements were performed three times for each sample. The noise reduction coefficient (NRC), which means the average of four sound absorption coefficients at frequencies of 250, 500, 1000 and 2000 Hz, was used for rating the sound absorption capability

Tensile testing
Tensile properties of the original and plated samples in warp direction were carried out on an Instron 5565 electromechanical test system (Instron Japan Co., Ltd, Tokyo, Japan) by reference GB/T 3923·1-1997. The initial gauge length was 5 cm and the width was 2 cm. The testing rate was 50 mm min−1 and the pretension was 2 N. Five samples were tested and the breaking load and tensile strain averaged.
Results and discussion
Effect of weight percentage gain on fabric thickness
The effect of weight percentage gain on the thickness of the Ni–P plated fabric was tested and the results are shown in Fig. 1. As expected, the thickness of the plated fabric gradually increases with increasing weight percentage gain. The linearity regression equation is also given (see Fig. 1). As the deposition time increases, the weight percentage gain increases, which leads to the uniform distribution of Ni–P coating on PET fabric. So the thickness of the Ni–P plated fabric increases.
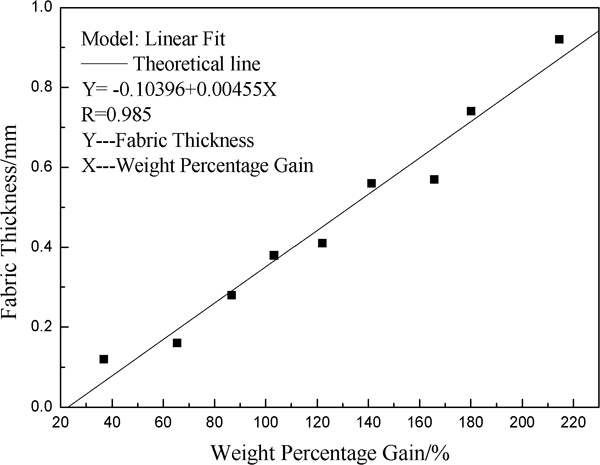
Effect of weight percentage gain on thickness of Ni–P plated fabric
Effect of weight percentage gain on air permeability
The effect of weight percentage gain on the air permeability of the Ni–P plated fabric was tested and the results are illustrated in Fig. 2. It can be seen that as the weight percentage gain increases, the air permeability of the Ni–P plated fabric decreases slightly. The exponential decay regression equation was developed by using the statistical analysis (see Fig. 2). The size and proportion of the tiny holes between yarns and fibres decrease with increasing thickness of Ni–P coating, hence the air permeability of the Ni–P plated fabric decreases.
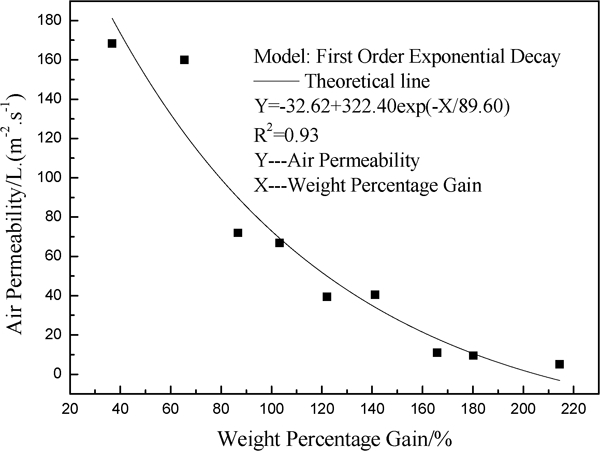
Effect of weight percentage gain on air permeability of Ni–P plated fabric
Effect of weight percentage gain on surface resistance
The effect of weight percentage gain on the surface resistance of the Ni–P plated fabric was tested and the results are shown in Fig. 3. It is clear that the surface resistance decreases rapidly with the weight percentage gain at first, then levels off at a weight percentage gain of 60%. The exponential decay equation is also given (see Fig. 3). This is due to the fact that the Ni–P coating plating on PET fibre is neither continuous nor homogeneous when the weight percentage gain is less than 60%. This leads to the relatively high surface resistance. When the weight percentage gain exceeds 180%, the surface resistance decreases slightly. The Ni–P volume fraction exceeds the percolation threshold. Therefore, the weight percentage gain has little effect on the surface resistance.
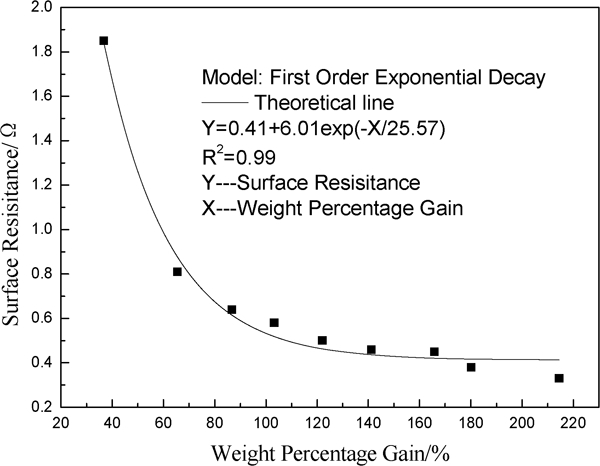
Effect of weight percentage gain on surface resistance of Ni–P plated fabric
Effect of weight percentage gain on average shielding effectiveness
The effect of weight percentage gain on the average shielding effectiveness of the Ni–P plated fabric was tested and the results are displayed in Fig. 4. It is obvious that the average shielding effectiveness increases gradually with increasing weight percentage gain. The exponential fitting equation is also given (see Fig. 4). In the same way, the smaller the weight percentage gain, the larger the surface resistance, the worse the EMI shielding behaviour.
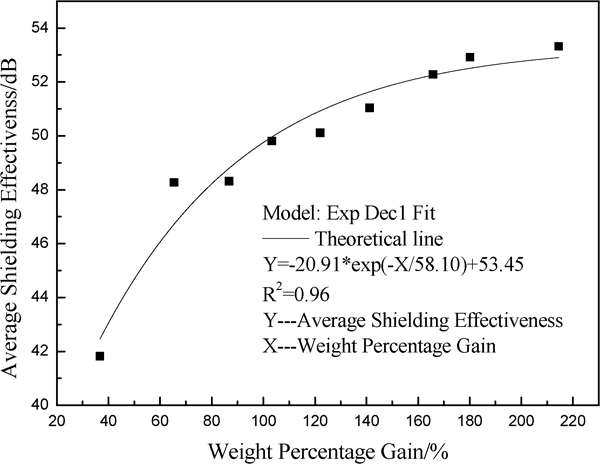
Effect of weight percentage gain on average shielding effectiveness of Ni–P plated fabric
Effect of weight percentage gain on thermal stability
The effect of weight percentage gain on the thermal stability of the Ni–P plated fabric was tested and the results are depicted in Fig. 5. The onset decomposing temperatures are 349·51, 350·94 and 351·33°C for the weight percentage gains of 12·65, 36·80 and 65·46% respectively. The corresponding percent residual weights are 12·02, 29·75 and 40·51%. The experimental results indicated that the weight percentage gain had a little effect on the thermal stability of the Ni–P plated fabric.
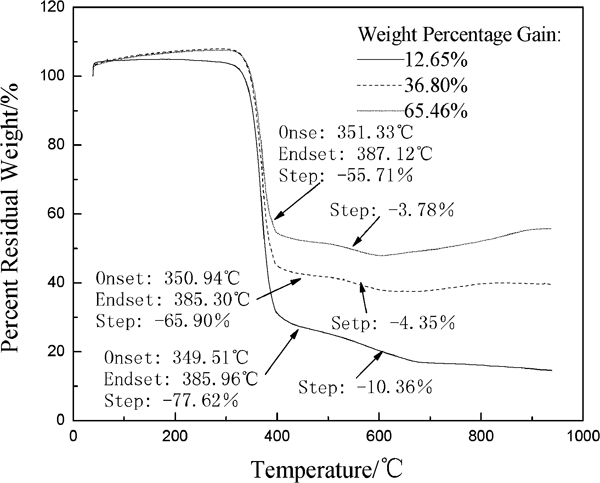
Comparison of thermogravimetric analyses of Ni–P plated fabrics with different weight percentage gains
Effect of weight percentage gain on sound absorption coefficient
The effect of weight percentage gain on the sound absorption coefficient of the Ni–P plated fabric was tested and the results are shown in Fig. 6. The air gap behind the fabric sample was 10 cm. It is evident that the sound absorption coefficient first increases with increasing frequency of sound, then reaches the maximum value at a resonance frequency of 800 Hz and afterwards changes slightly in the range of 0·7–0·9. This was determined by the sound absorption characteristics of porous materials.34 Figure 7 shows the changes of NRC with the weight percentage gain of the Ni–P plated fabric. It is clear that the NRC increases significantly with increasing weight percentage gain at first, and then reaches the maximum value at ∼90%. Afterwards, the NRC decreases and levels off except at the weight percentage gain of 166·7%. The porosity of the plated fabric decreases with increasing weight percentage gain, which results in the increase in low frequency acoustic impedance. This was due to the increased flow resistance which could dissipate sound energy by reflection action. So the sound absorption coefficient increases quickly with increasing weight percentage gain, and then changes slightly.
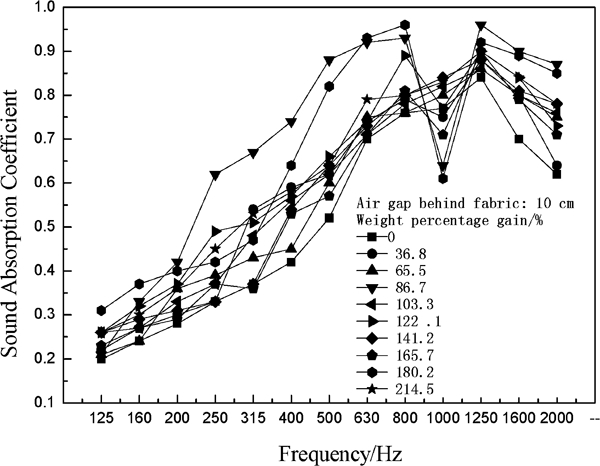
Effect of weight percentage gain on sound absorption coefficient of Ni–P plated fabric
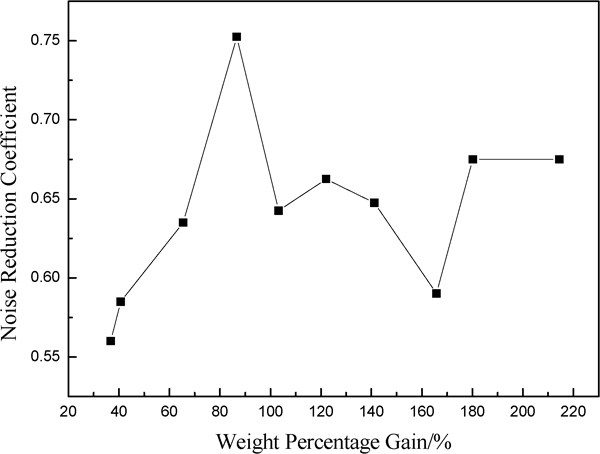
Relationship between weight percentage gain and NRC of Ni–P plated fabric
Effect of air gap on sound absorption coefficient
The effect of air gap on the sound absorption coefficient of the Ni–P plated fabric (weight percentage gain: 141·2%) was tested and the results are shown in Fig. 8. The air gaps behind the fabric sample were 5·0, 10·0 and 15·0 cm respectively. It is obvious that the sound absorption coefficient gradually increases with increasing air gap behind the Ni–P plated fabric.35 When the air gap is beyond 15·0 cm, the sound absorption coefficient increases slightly. The NRCs are 0·58, 0·65 and 0·74 for the air gaps of 5·0, 10·0 and 15·0 cm respectively.
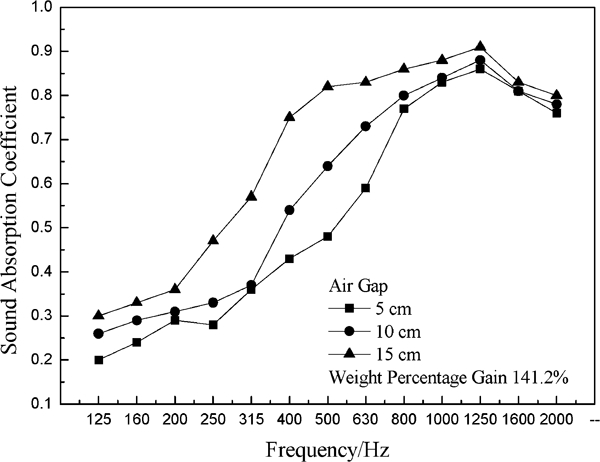
Effect of air gap on sound absorption coefficient of Ni–P plated fabric
Effect of weight percentage gain on tensile properties
The tensile properties for both the untreated and the Ni–P plated fabrics in warp direction, as reflected by the breaking load, tensile strain and initial modulus, are presented in Table 1. It can be seen that compared with the untreated PET fabric, the breaking load of the Ni–P plated fabric decreases obviously. This was mainly due to the fact that the PET fibres were etched by the caustic solution. As the weight percentage gain increases, i.e. the thickness of Ni–P coating on PET fabric increases, the breaking load and the initial modulus increase, but the tensile strain decreases gradually.
Tensile properties of Ni–P plated fabric (in warp direction)

Conclusions
In order to study the effect of weight percentage gain on the properties of the electroless plated fabric, PET fabric was used to fabricate the Ni–P plated fabrics with different weight percentage gains using a phosphorus type and sodium hypophosphite reducing agent. The properties of the Ni–P plated PET fabric, such as the air permeability, surface resistance, EMI shielding, sound absorption, thermal stability and tensile, were measured. The experimental results indicate that the linearity relationship between the weight percentage gain and the fabric thickness is derived by using the statistical analysis method. The exponential relationships between the weight percentage gain and the air permeability, the surface resistance and the average shielding effectiveness are also deduced. Thermogravimetric analyses suggest that the weight percentage gain has a little effect on the thermal stability of the Ni–P plated fabric. Sound absorption measurements indicate that as the weight percentage gain increases, the NRC increases quickly at first, and then reaches the maximum value at 90%. Afterwards, the NRC decreases and levels off except at the weight percentage gain of 165·7%. The sound absorption coefficient increases with increasing air gap behind the plated fabric. The tensile properties demonstrate that the breaking load and the initial modulus increase with increasing weight percentage gain, whereas the tensile strain decreases.
Footnotes
Acknowledgements
The research was funded by the Key Laboratory of Functional Fabric of Shaanxi Province Research Project (grant no. 09JS007) from Shaanxi Education Department in China.