
Abstract
In order to improve corrosion performance of T800 (Co–Mo–Cr–Si) and T800 based WC HVOF sprayed coatings, laser surface modification was carried out using a high power diode laser to eliminate/reduce the microstructral defects of the coatings by precise control of treatment depth with or without melting. Characterisation of the laser modified surfaces was conducted, in terms of microstructural morphology and phase analysis. Corrosion behaviours of the coatings before and after laser treatment were evaluated using electrochemical impedance spectroscopy and immersion tests. The results indicated that the corrosion resistance of the HVOF coatings can be improved as a result of laser densification of the coatings by elimination of discrete splat structure and porosity. However, the improvement of resistance to microgalvanic corrosion between the WC and Co matrix after laser treatment can be limited depending on the extent of melting occurred to the WC within the coatings.
Introduction
High velocity oxyfuel (HVOF) sprayed Co based WC metal matrix composite (MMC) coatings have been widely used for extending the lifetime of critical components in various industrial applications.1 When it is used under combined wear and corrosion environment, corrosion can be a key factor in the accentuating material loss.2 These coatings have been described as highly susceptable to corrosion in an aqueous solution, due to inherent characteristics of HVOF coatings causing complex microgalvanic and interfacial mechanisms.3 The dominating mechanisms were considered as:4
the difference of electrochemical potentials between the coating constituents providing a driving force for localised corrosion by a mechanism of microgalvanic corrosion
the interface between the WC and the metal matrix may represent a physical microcrevice, providing another driving force for localised attack by classic mechanisms of differential aeration
the existence of interconnected porosity and lamellar grain, splat structures with oxide inclusions at interlayer boundaries resulting in another major concern to the failure of the coatings due to corrosion penetration into the interlayer and eventually debonding of the coatings.
Although corrosion resistance could be improved using Ni or Ni–Cr instead of Co as a binder alloy or adding Cr3C2, the mechanical properties can be deteriorated consequently. Therefore, post-treatment of HVOF sprayed WC based MMC coatings has been considered as a potential way of improving corrosion resistance without sacrificing mechanical performance. Among various post-treatments of thermal sprayed MMC coatings, laser surface treatment has been reported to be capable of removing some of the detrimental microstructural defects by precise control of treatment depth with or without melting. 5 5,6 Liu et al.5 show the improvement of corrosion and wear resistance of laser treated HVOF Inconel 625 and WC based coatings, by removal of discrete splat structures, porosity and microcrevice as well as the reduction of microgalvanic activity. Recently, Zhang et al.6 report the potential benefits of laser treatment (causing partially melting) of HVOF WC–24Cr3C2–6Ni coatings for improved tribological and electrochemical properties, as a result of decreasing the size and number of porosities, and compact interface achieved by laser treatment. Up to now, there has been no work reported on laser surface treatment of Co based WC HVOF coatings.
For Co based WC HVOF coatings, increasing in the content of WC enhances their wear performance. Therefore, there is a need to understand how the content of WC affects their corrosion behaviour, and if laser surface treatment offers any benefits for improvement in corrosion resistance. This work is focused on the investigation of the corrosion performance of HVOF sprayed T800 and T800 based WC coatings, and to correlate microstructural characteristics of various coatings with variation of WC contents to their corrosion performance before and after laser treatment.
Experimental
In this work the substrate was AISI 316 L stainless steel in a thickness of 10 mm. The HVOF coating materials were T800 (Co–17·5Cr–28·5Mo–3·4Si) (wt-%), T800-21WC, T800-43WC and T800-68WC (wt-%). The thickness for the first three coatings was ∼230 μm, while the fourth one was ∼200 μm.
A laserline 1·5 kW diode laser with a rectangular beam size of 2·5×3·5 mm was used, having a uniform intensity distribution and mixed wavelengths of 808 and 940 nm. The samples were treated in a hermetic box purged by argon to reduce/eliminate oxidation in laser processes. In order to achieve melting of the coatings with minimum dilution and crack-free, the laser power was set between 450 and 550 W, with the scanning velocity of 3 mm s−1 and an overlap ratio of 30%.
The coatings were characterised by field emission gun scanning electron microscopy (SEM) with energy dispersive X-ray analysis, and X-ray diffractometry, in terms of microstructural morphology, chemical composition and phases.
Corrosion behaviours of the coatings were evaluated by electrochemical impedance spectroscopy (EIS) in 0·5M H2SO4 solution. The EIS was performed at open circuit potential in the frequency range of 30 000–0·005 Hz, with an amplitude of 10 mV. In addition to the EIS, immersion tests were also carried out in 3M H2SO4 solution at room temperature for 72 h.
Results and discussion
Coating characteristics
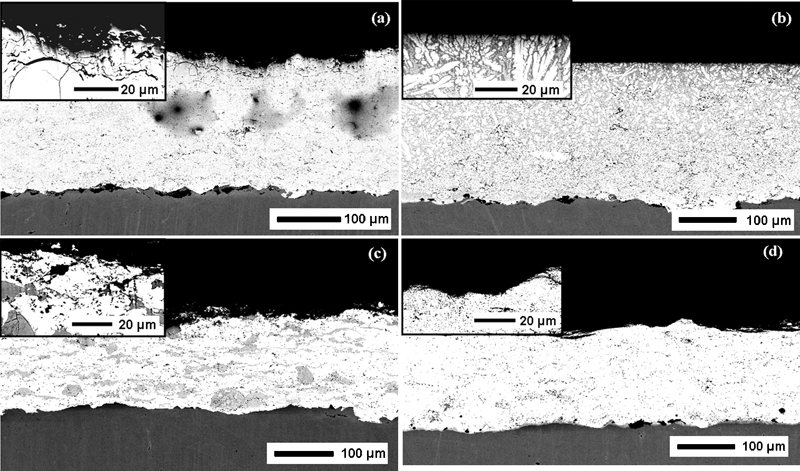
The HVOF coatings, as shown in Fig. 1, consisted of lamellae grains with microstructural defects, such as interconnected porosity and splat interlayer boundaries. The splat interlayer boundaries became less pronounced with increasing content of WC. After the laser treatments, both T800 and T800-21WC coating layers were partially melted with the melt depth of ∼100 μm. T800-43WC and T800-68WC coating layers were melted completely reaching the interface at the coating/substrate, leading to the formation of fusion bond instead of mechanical interlocking bonding mechanism for typical HOVF coatings. T800 coating exhibited dendritic structures with completely removal of porosity and splat boundaries, while for the other three coatings with WC, the laser treatment only resulted in the fully melting of the T800 matrix along with the partially melting of the WC. This led to the formation of new phases via diffusion between the Co matrix and WC. From Fig. 1 it was evident that the higher the content of WC, the more WC remained unmelted. This can be further confirmed from the X-ray diffractometry analysis as shown in Fig. 2. For T800 coating, the laser treatment resulted in formation of a new phase of Co2Si as well as the increased amount of the hard Laves phase of Co3Mo2Si. For the coatings containing WC, the laser treatment reduced the amount of WC and Co phases, by forming new phases of W2Co4C and Co0·9W0·1, due to the interdiffusion and interaction between the WC and Co matrix.
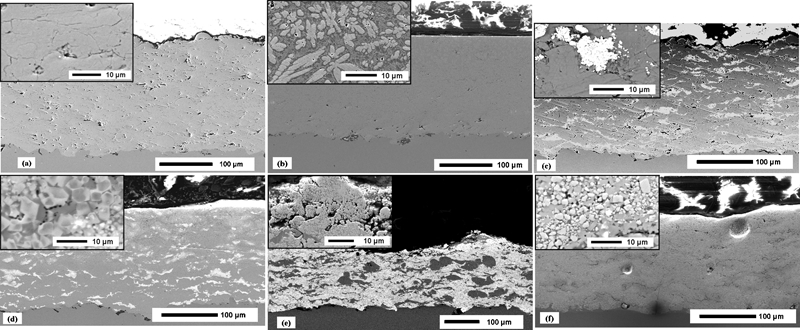
Images (SEM) of HVOF coatings before and after laser treatment: a and b T800; c and d T800-21WC; e and f T800-68WC
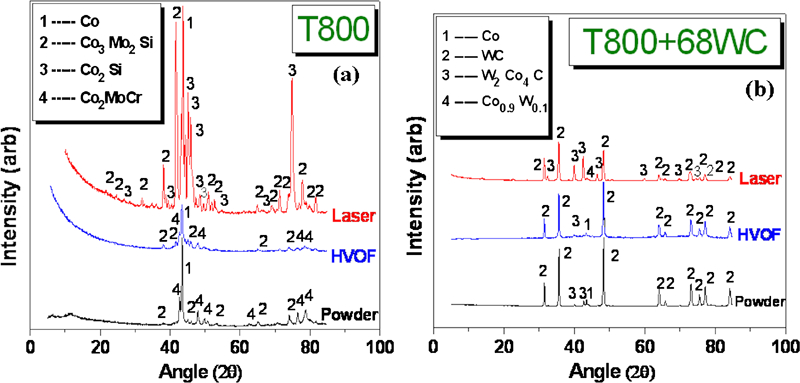
X-ray diffractometry spectra of a T800 and b T800-68WC coatings before and after laser treatment
Elecrochemical impedance spectroscopy
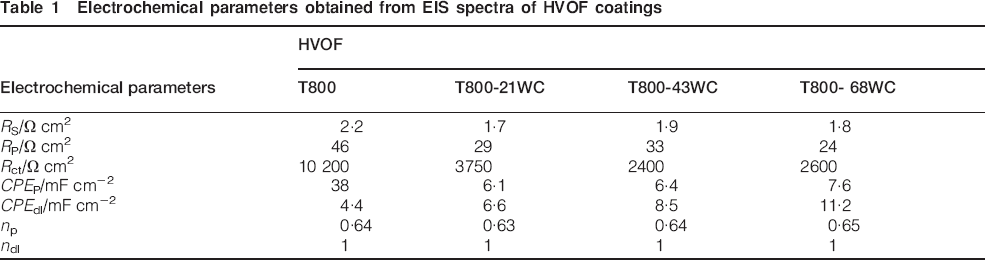
Figure 3 shows the Nyquist plots of EIS spectra of various coatings with and without laser treatment after immersion time of 12 h in 0·5M H2SO4 solution. For EIS data simulation, an equivalent circuit model was proposed in Fig. 4, which was found to fit all the coatings. In this model, RS is the resistance of the solution, RP is the resistance of the coating that is directly linked to the coating defects such as porosity and microcracks, CPEP is the constant phase element that is used as a substitute for the capacitor to fit more accurately the impedance data, Rct is the charge transfer resistance and CPEdl is associated with capacitor behaviour of double layer. The corrosion resistance of the coatings can be evaluated by Rct. The higher the value of Rct, the less easily the charges transferred through the electrolyte/substrate interface and the higher the resistance to the corrosion. Tables 1 and 2 summarise the electrochemical parameters using the circuit described in Fig. 4.
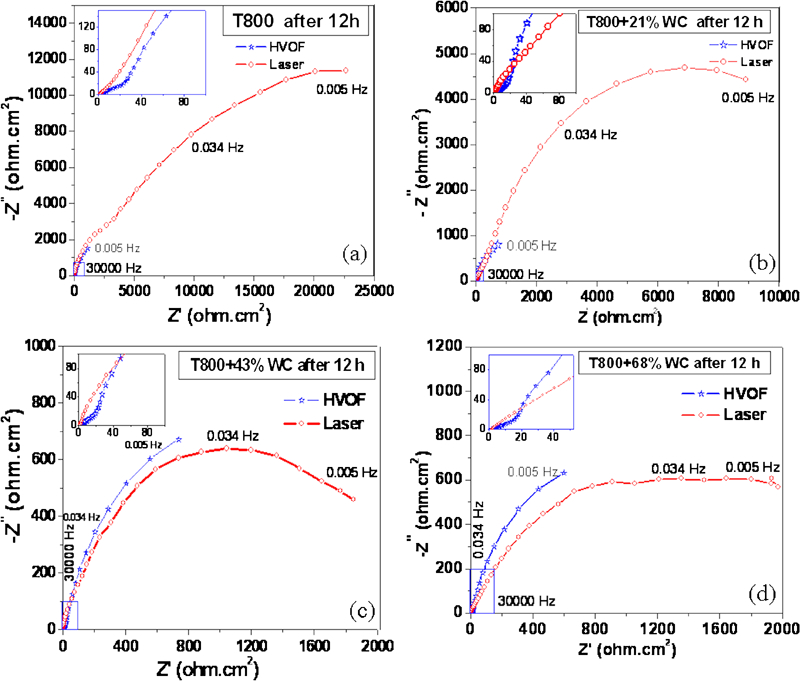
Impedance spectra of various coatings before and after laser treatment: a T800; b T800-21WC; c T800-43WC; d T800-68WC
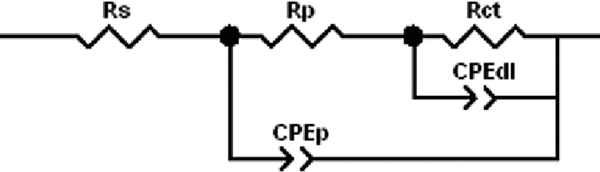
Equivalent circuit
Electrochemical parameters obtained from EIS spectra of HVOF coatings
Electrochemical parameters obtained from EIS spectra of laser treated coatings
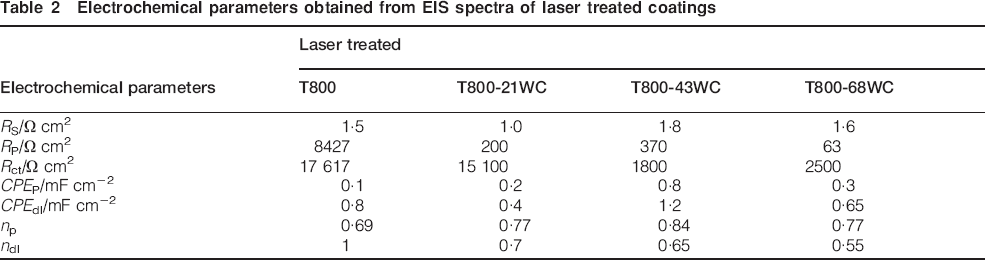
Table 1 shows that the values of Rct for all the HVOF coatings were in the range of 10 200–2400 Ω cm2, and decreased with the addition of WC. This might be associated with several reasons. First, the addition of WC increased the surface area of the T800 coating matrix by introduction of numerous interfaces between the matrix and carbides. Such interfaces can be subjected to dissolution governed by galvanic corrosion and form interconnected channels which are responsible for the electrolyte penetration through the coating causing more corrosion in the coating and at the coating/steel interface. Second, the values of Rp decreased with an increase in the content of WC, indicating the increased porosity with WC. These interconnected porosities provided channels allowing the electrolyte to penetrate through the coatings to reach the interfaces at the coating/steel, leading to galvanic corrosion on the steel substrate. Third, for all the coatings, the splat boundaries that might be decorated by oxide inclusions could be the common sites for initiation of localised corrosion.7 As described earlier, the splat boundaries became less pronounced with increasing content of WC. It was believed that the overall corrosion resistance of the coatings could be considered as a combined effect. The addition of WC significantly reduced the values of Rct by the first two mechanisms dominating the corrosion process, but increasing the content of WC did not affect the Rct significantly due to the third mechanism contributing to the overall process of corrosion.
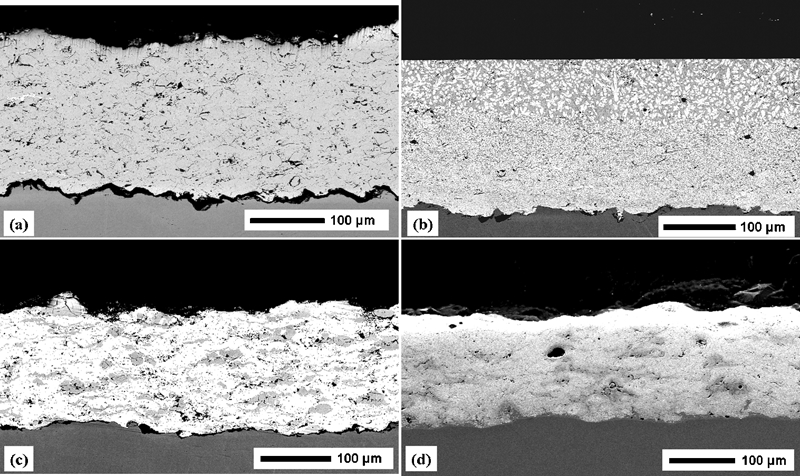
After laser treatments, the values of Rct for T800 coating were increased from 10 200 to 17 617 Ω cm2, indicating an improved corrosion resistance of the coating. It was also evident from Fig. 5 that the corrosion attacks of the HVOF coating as well as the attack at the interface of coating/substrate was much severer than that of the laser treated. For T800-21WC coating, the laser treatment increased the values of Rct from 3750 to 15 100, representing a significant improvement of corrosion resistance of the coating due to the formation of a new phase of W2Co4C at the interface of WC/T800 matrix to reduce the microgalvanic activity. With increasing content of WC, more WC grains remained unmelted in the coating after laser treatment. Therefore, the reduction of microgalvanic activity between the two phases became less effective. As a result, the laser treatment for T800-43WC and T800-68WC coatings presented no improvement of corrosion resistance in the consideration of Rct.
Images (SEM) of cross-sections of T800 a before and b after laser, T800+68WC c before and d after laser treatment after EIS test with immersion time of 12 h
Immersion test
In order to investigate the effects of the reduction of porosity after laser treatment on the corrosion behaviour of various coatings, immersion tests in 3M H2SO4 solution for 72 h were conducted. The results as shown in Fig. 6 indicated that all the HVOF coatings, especially T800 coating, showed clear corrosion attack occurred at the interface of coating/steel substrate, while the laser treated coatings did not show any corrosion at the interface due to the elimination/reduction of the interconnected porosity. The reduction of the porosity for all the coatings can be also reflected by the dramatically increased values of Rp after laser treatments for all the coatings.
Cross-section images (SEM) of T800 a before and b after laser treatment, T800-68WC c before and d after laser treatment after immersion of 72 h in 3M H2SO4 solution
Conclusion
Laser surface treatment of HVOF sprayed Co based WC MMC coatings significantly reduced the microstructural defects such as porosity and splat boundaries. Laser surface treatment also resulted in the formation of new phases due to the interdiffusion and interaction between the WC and Co matrix. Electrochemical impedance spectroscopy analysis and immersion tests along with the SEM examination of corrosion morphology confirmed that the densification of the coatings by laser treatment prevented the electrolyte penetration and subsequent corrosion attack of the steel substrate. For the laser treated T800-21WC coatings, EIS analysis further indicated that the corrosion resistance was significantly improved due to the fully melting of the WC resulting in reduction of microgalvanic corrosion between the WC and Co matrix. However, for the T800-43WC and T800-68WC coatings, the laser treatment under the current processing conditions did not produce sufficient melting of the WC to reduce the microgalvanic activity. Investigation of further melting with minimum dilution of the coatings is on the way for further improved corrosion resistance.
Here it is worth indicating that the authors’ previous work showed that both the laser partially melting and the fully melting of the T800 and T800 based WC MMC coatings under the same laser operating conditions, described in this paper, exhibited significant improvement of the wear performance using pin-on-disk, with the order in wear resistance: partially melted>fully melted>HVOF coating.8 Therefore, the laser surface modification as a post-coating treatment method offers a great potential of achieving outstanding performance of the coatings under combined wear and corrosion conditions.