
Abstract
Austenitic stainless steels are used for industrial applications due to their improved corrosion resistance properties. Their poor tribological behaviour is a barrier for their wider application under corrosion–wear conditions taking place between rolling and sliding contacts. The present work has been conducted to develop a low temperature liquid nitriding process for austenitic stainless steel claddings to impart better resistance to corrosion–wear. This work presents the results of the corrosion and wear tests performed on liquid nitrided AISI 316L stainless steel claddings. The wear tests were conducted with a Ducom pin on disc machine under rolling–sliding conditions. Surface and subsurface were studied by an optical microscope. The hardness and depth of the modified layer were measured in the sectioned samples using a microhardness tester. The optical metallographic microstructures of the liquid nitrided specimens were revealed using Marbles reagent. The electrochemical behaviour of the liquid nitrided specimens was investigated with a dc anodic potentiodynamic polarisation technique.
Introduction
Austenitic stainless steels are attractive materials applied in various industrial sectors to combat environmental and corrosive attack. However, their inherently poor tribological behaviour that restricts their wider application under corrosion–wear conditions was investigated by Lebrun in 1971. 1 1,2 Corrosion–wear is a major problem in bearings and valves exposed to corrosive environments and is frequently observed in food processing equipments, marine components and biomedical implants, such as hip joints, knee joints and other orthopaedic human implants, where oil based lubricants cannot be used.3 Despite the wide significance of corrosion–wear, comparatively less research has been undertaken in this area for stainless steels as compared with the widespread studies on their mechanical wear and corrosion resistant properties. Hence, it was identified that there is a dearth of research on which corrosion–wear processes can be mitigated through appropriate surface modification process. One such plausible solution to overcome this problem is to apply thin hard coating by a thermochemical surface treatment called salt bath nitriding or liquid nitriding. This is a subcritical surface enhancement process with excellent dimensional stability without affecting the core properties of the material.4 It is simple, non-toxic, highly active and easier than gas nitriding or ion nitriding. In addition, being a diffusion controlled thermochemical process, the case formed begins on the surface and reduces its thickness gradually towards the base material.5 This avoids problems of adherence and spalling off that can be present when a coating technology as physical vapour deposition or chemical vapour deposition is used, mainly because of the low hardness of austenitic stainless steels. 6 6,7 Some typical components that are often liquid nitrided are switch gear components, bearing cages, piston pins, engine valves, lock parts, telescopic cylinder for excavators, carburetor components, shock absorber rods, etc.
In the investigations conducted by Bell et al. on the liquid nitriding of austenitic stainless steel with processing temperatures between 580 and 600°C, chromium nitride was formed on the surface of stainless steel, which damaged its corrosion characteristics.8 – 10 Suh and Lee in their investigations found that while liquid nitriding austenitic stainless steel with temperatures between 590 and 610°C, the formation of cyanide based salts occurred and lowered the chromium content, which reduced the corrosion resistance in stainless steel.11 The investigations of El-Hossary et al. and Menthe et al. showed that liquid nitriding at low temperatures influenced the tendency of nitrogen to bond with chromium available on the material surface and obstructed the diffusion of nitrogen into the substrate and reduced the corrosion resistance in austenitic stainless steels. 12 12,13 Christiansen and Somers and Fernandes et al. investigated that when liquid nitriding was conducted at lower temperatures between 570 and 600°C, a diffusion layer was formed over the surface of stainless steel with good surface hardness but poor corrosion resistance. 14 14,15 During the non-toxic liquid nitriding investigations of Schultze and Simson and Gontijo et al. conducted at temperatures between 560 and 590°C, the nitrogen was very active and diffused by forming a thick compound diffusion layer, which provided good corrosion resistance, but the sudden decomposition of nitrogen at faster rates caused problems with the working condition. 16 16,17 Salas et al. reported during their investigations on non-toxic liquid nitriding that in samples treated between 560 and 580°C in a non-toxic nitrogen containing medium, the nitrogen diffused at a slower rate as the solubility limit of nitrogen in ferrite is very low at this temperature limit.18 Therefore, it has become necessary to develop a safe and new technology that can effectively improve the resistance of austenitic stainless steel to corrosion–wear .
The conventional liquid nitriding of stainless steels with temperatures between 590 and 630°C is generally characterised by the precipitation of chromium nitride, which depletes the chromium in the austenitic solid solution, and the material loses its corrosion resistant properties.19 In addition, they were based on cyanide–carbonate baths, which are highly toxic and requiring elaborate precautions for human safety and effluent disposal, thereby damaging the environment.20 The growing environmental awareness, coupled with the ever increasing cost of detoxification of effluents, has created the necessity to develop a non-toxic equivalent for these processes. In the present investigation, suitable modifications have been incorporated to overcome these detrimental environmental effects by filling the liquid nitriding bath with base salts of cyanate and carbonate of lithium, sodium and potassium, which enabled the formation of a precipitation free hard and ductile nitride layer on the surface, thereby making the process neither pollutive nor toxic. Hence, this method can be regarded as an eco-friendly, non-pollutive, safe and ideal replacement for the conventional cyanide liquid nitriding process, which promoted an alternative process, thereby saving the environment. In addition, this investigation was conducted with a novel aim to develop an eco-friendly and efficient liquid nitriding process for AISI 316L austenitic stainless steel cladded over low carbon steel AISI 1040/IS:2069 substrate by plasma transferred arc (PTA) weld cladding process to impart better resistance to corrosion–wear. Weld cladding is a variant in weld surfacing, where a layer of an anticorrosive metal is deposited over a substrate that has excellent resistance over the effects of corrosion, wear and high temperature. This enhances the product service life and lowers the maintenance procedures, thereby saving money and material. Among the several welding processes employed for weld cladding, the PTA weld cladding process yields excellent dilution levels between 9 and 12%, and clad beads with lower dilution level impart excellent corrosion and wear resistance along with other protective properties over the surface.21
Experimental
The low carbon steel substrate AISI 1040 was made with the composition Fe–0·18C–0·156Si–1·29Mn–0·008S–0·016P, and the austenitic stainless steel clad deposit AISI 316L was made with the composition Fe–0·029C–18·9Cr–9·20Ni–2·0Mo–0·75Si–2·00Mn–0·03S–0·045P. The low carbon steel specimens of 24 convert any traces of cyanides to cyanates by oxidation, as given by the equation
convert any traces of cyanides to cyanates by oxidation, as given by the equation

Results and discussion
Figure 1 shows the surface of the low carbon steel specimens weld cladded by PTA welding process with AISI 316L austenitic stainless steel powder. Figure 2 shows the optical micrographs of their cross-section after liquid nitriding at different temperatures. The nitrided layer is visible, and this layer possesses better corrosion and wear resistance. A surface nitrided layer of around 25–29 μm thickness without any precipitation was observed between 530 and 580°C in the specimens nitrided for 2 h. The high concentration of nitrogen chemically combines with stainless steel and other nitride forming elements to produce an outer layer of epsilon nitride through catalytic reaction, which is thin, hard and ductile with exceptional engineering and wear properties. This layer is also known as the compound layer, which has increased surface hardness to enhance antigalling characteristics and lowers the coefficient of friction. Nitrogen of lower concentration continues to diffuse below the compound layer and forms a solid solution with the layer below. Subjacent to the compound zone is another distinctive region, the diffusion zone, noted for its improvement in fatigue strength. This compound layer has excellent wear properties and enhanced resistance to corrosion and galling. This evolves from the progressive diffusion of nitrogen and consists of a solid solution of nitrogen in the base material.
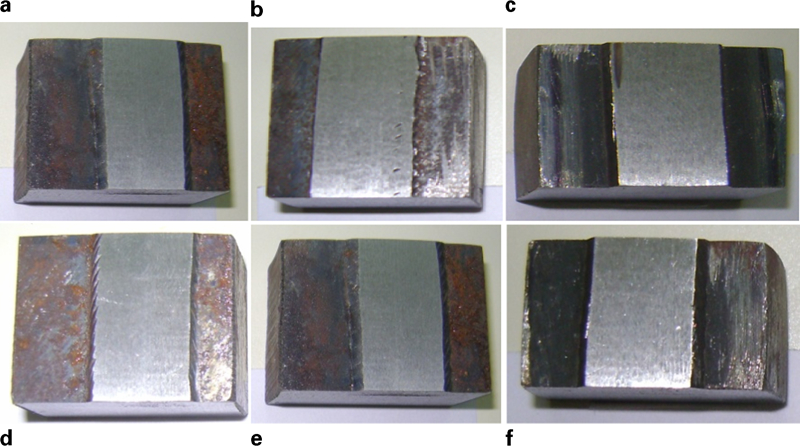
Surface of low carbon steel specimens cladded by PTA welding process with AISI 316L austenitic stainless steel powder: a 530°C/2 h; b 540°C/2 h; c 550°C/2 h; d 560°C/2 h; e 570°C/2 h; f 580°C/2 h
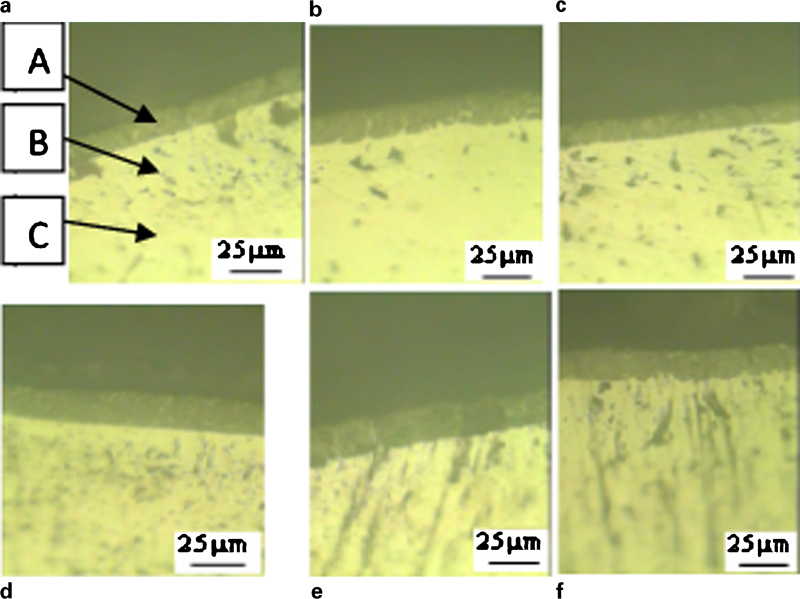
Optical micrographs (×400) of nitrided layer (A) and diffusion zone (B) formed during liquid nitriding of AISI 316L stainless steel weld cladding (C) at different processing conditions: a 530°C/2 h; b 540°C/2 h; c 550°C/2 h; d 560°C/2 h; e 570°C/2 h; f 580°C/2 h
Figure 3a shows the variation in surface hardness with the processing temperature during liquid nitriding of stainless steel cladding for 2 h.
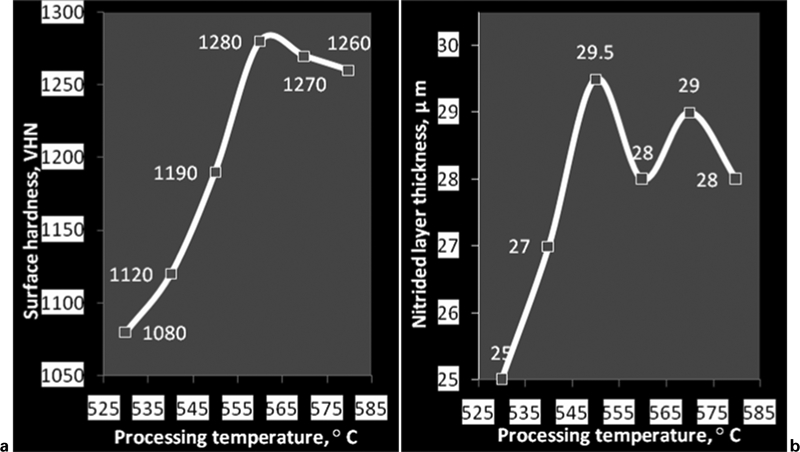
Variation in a surface hardness (HV) and b nitriding layer thickness (μm) with processing temperature
The surface hardness of the liquid nitrided sample shows a temperature dependent behaviour. This is because of the fact that as the temperature increases, nitrogen penetrates deeper into the surface, thus forming a thicker layer. Compared to the surface hardness of a virgin austenitic stainless steel with a surface hardness of 250 HV, a tremendous increase in the surface hardness at a load of 100 g was noticed, which varied from 1080 HV for a sample liquid nitrided at 530°C to 1340 HV for a sample liquid nitrided at 580°C.
Figure 3b shows the variation in the nitrided layer thickness with the processing temperature during liquid nitriding of stainless steel cladding for 2 h. It is seen that the thickness shows a linear rise with process temperature from 530 to 550°C, and then it oscillates above 550°C.
The potentiodynamic anodic polarisation curves for the untreated and treated specimens in 3·5%NaCl solution at different temperatures are shown in Fig. 4. The corrosion potential Ecorr, polarisation resistance Rp and corrosion current density Icorr are given in Table 1. It can be revealed from Table 1 that the treated sample at temperature below 550°C has a more positive Ecorr value than the untreated sample. In addition, the Icorr value for the treated sample at 550°C is evidently reduced compared with the untreated sample. The corrosion potential for the treated sample at 550°C was shifted in the noble direction by >100 mV. The polarisation curves obtained indicate that AISI 316L austenitic stainless steel has a very narrow passive region in 3·5%NaCl solution.
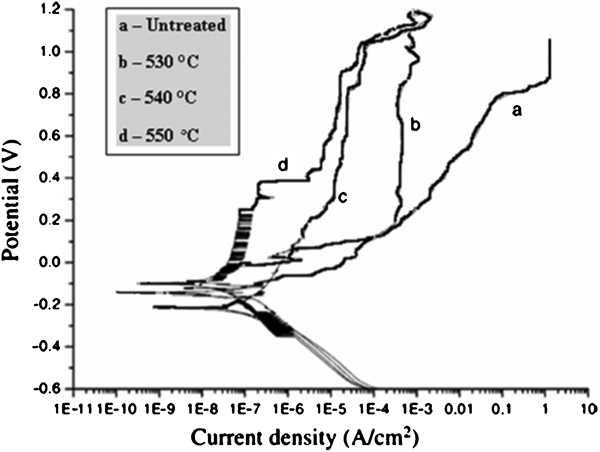
Potentiodynamic curves of austenitic steels liquid nitrided at low temperatures in 3·5%NaCl solution
Results of potentiodynamic polarisation test in 3·5%NaCl solution
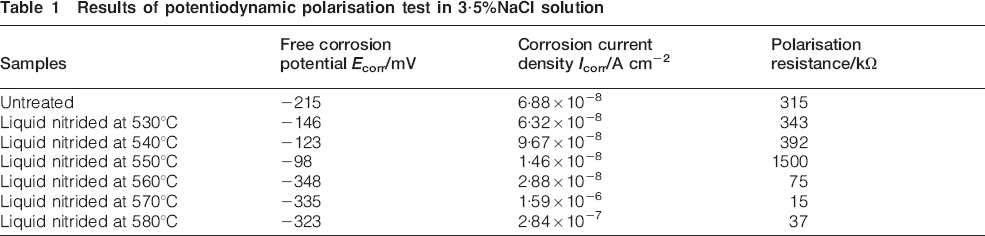
The narrow passivation area current is again increased rapidly at about −10 mV, and the potentiodynamic anodic polarisation curves for the untreated and treated specimens in 3·5%NaCl solution at different temperatures are shown in Fig. 5. The treated sample at 550°C has a corrosion potential of −98 mV and exhibits a wide range of passivation as the potential increases. At 400 mV, the current density was very low (14·6 nA cm−2) and indicates a low dissolution rate for the sample nitrided at 550°C. The samples nitrided at higher temperature (570°C) exhibit poorer corrosion resistance in the 3·5%NaCl solution having lower corrosion potential (−335 mV) and higher corrosion current density (1·59 μA cm−2) compared to the untreated sample (−215 mV and 68·8 nA cm−2). In addition, the samples nitrided at higher temperatures show a rapid increase in current density above the corrosion potential.
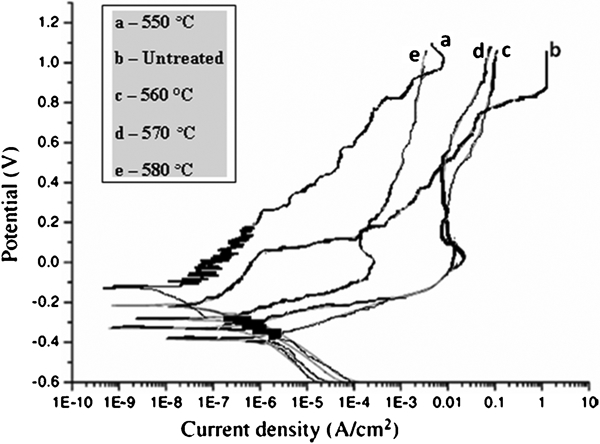
Potentiodynamic curves of austenitic steels nitrided at higher temperatures in 3·5%NaCl solution
A common feature of all these graphs obtained from samples nitrided at higher temperature is that the current density increased sharply and without showing a passive region. The rapid increase in current usually means the breakdown of passivity in the passive oxide layer on the coating, which is an indication of localised corrosion.
Moreover, surface examination after polarisation tests shows that there were typical pitting corrosion pits left on the surfaces of unnitrided samples and nitrided at higher temperature samples. However, for the samples nitrided at temperature below 560°C, no pits were observed. Corrosion measurements demonstrate that the processing temperature during the liquid nitriding treatment plays an important role for the corrosion properties of the stainless steel.
The samples nitrided at higher temperature exhibit poor corrosion properties. This may be due to the formation of different phases (CrN, Fe4N and Fe3N) distributed in the surface region of the sample by the liquid nitriding process at higher temperature. A depletion of chromium in the layer due to the formation of chromium nitrides could be responsible for the lower corrosion resistance of the surface. The improvement in corrosion resistance after liquid nitriding of austenitic stainless steel can be explained by the enlargement of the passive region, resulting in an increase in the resistance to pitting formation, slow down of pit growth by passivation in the pits and decrease in anodic current density by surface enrichment of nitrogen.
Figure 6 shows the surface of the samples non-nitrided and nitrided respectively, tested at 50 kg load in a Ducom-TR20 wear testing machine. In the case of the non-nitrided sample, it can be observed that its surface is heavily damaged; however, its surface appeared bright metallic. The micrograph of the nitrided sample shows a uniform surface, without any damage at the end of the test (23 000 revolutions). This confirms that the nitrided layer reduces the adhesion between the surfaces in contact by reducing the coefficient of friction.
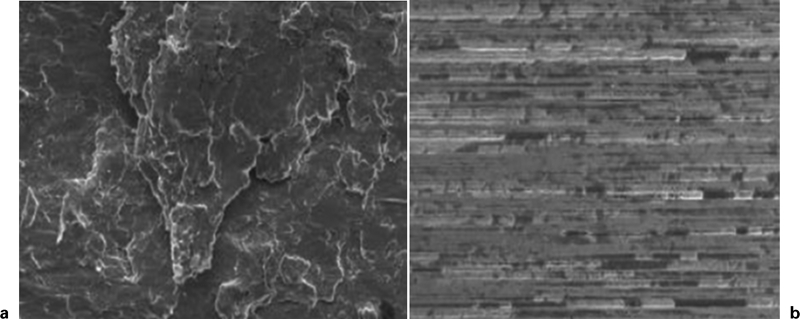
Optical micrograph of surface sample after 23 000 revolutions under 50 kg load: a non-nitrided (×400); b nitrided (×400)
Transverse and longitudinal sections of samples tested at 50 kg loads were observed to analyse the subsurface. Plastic deformation was not found in the treated samples. The lack of deformation could be associated to the high hardness of the nitrided layer, which inhibits its formation.
Figure 7a shows a longitudinal section of a nitrided sample tested at 125 kg load; it can be seen that the subsurface flaws parallel to the surface are produced by the wear mechanism of delamination. Microflaws and voids are produced in the subsurface by fatigue; these defects propagate parallel to the surface. In the case of Fig. 7b, using Marble's reagent, plastic deformation in the subsurface can be observed, which is consistent with the microhardness profiles obtained in the transverse sections of the samples.
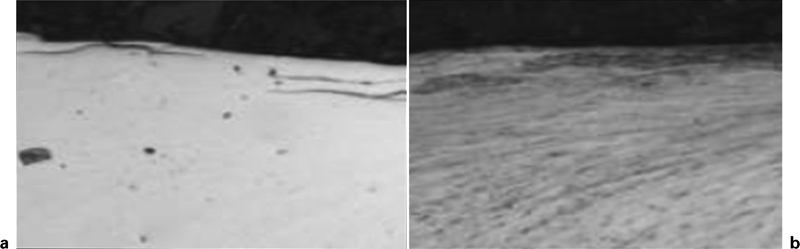
Optical micrograph of longitudinal section of sample tested under 125 kg applied load: a subsurface flaw (×400); b subsurface plastic deformation (×400)
Conclusion
A low temperature liquid nitriding of the AISI 316L stainless steel weld cladding was developed to create better corrosion and wear resistant properties over the surface of the cladding. Liquid nitriding of the stainless steel cladding produced a compound layer that increased the surface hardness. The improvement in the surface hardness showed a significant reduction in corrosion and wear resistance of the weld cladding. An improved corrosion resistance of the liquid nitrided layers on AISI 316L stainless steel weld cladding was noticed when the process was conducted at a lower temperature. The sample liquid nitrided at 550°C exhibits the best corrosion resistance with lower passive current density relative to that exhibited by samples nitrided at higher temperature and the non-nitrided sample. The improvement in the wear resistance of the liquid nitrided layers shows the effectiveness of the treatment. The wear resistance of the weld cladding increased with increased layer thickness and treatment temperatures.
It can be concluded that the processing temperature during liquid nitriding is of significant importance in deciding the surface hardness and nitrided layer thickness of the cladding. The surface hardness and the nitrided layer thickness during liquid nitriding of the weld cladding were found to be maximum between 550 and 560°C. In addition, the surface hardness and the wear resistance were improved without affecting the corrosion resistance of the stainless steel claddings during the low temperature liquid nitriding process. It is envisaged that the acceptance of the low temperature liquid nitriding of stainless steel will continue to have an impact on the development of modern stainless steel technology.