
Abstract
Ceramic coatings of Al2O3 were prepared on a 2090 Al–Li alloy using a pulsating microarc oxidation (MAO) method in NaOH–Na2SiO3 aqueous solution. A two-stage regulating regime was used during the MAO process, initially at a constant current density of 5 A dm−2 and then at a constant voltage of 450 V. The effects of pulse frequency on coating growth kinetics, microstructure features and tensile properties were investigated. The growth rates of the coatings are enhanced with an increase in pulse frequency from 300 to 900 Hz at a constant current density. A high pulse frequency beyond 600 Hz significantly promotes nonlinear growth, which corresponds to the two-stage regulating regime. Owing to the influence of pulse frequency on coating growth rate and surface roughness, the tensile properties of a 2090 Al–Li alloy slightly decrease with increasing coating thickness. Thus, a high pulse frequency indirectly influences the tensile properties of a 2090 Al–Li alloy with ceramic coatings.
Introduction
The high elastic modulus and low density of A1–Li alloy has made it a popular material for use in the aerospace industry, where weight reduction is important. It has been found that, addition of 1% of lithium to aluminium reduces alloy density up to 3% and increases modulus by 6%.1 The deformation mode of 2090 Al–Li alloy depending on T1 precipitates (Al2CuLi) becomes the effective barrier to the dislocation movement.2 The microarc oxidation (MAO) technique is capable of depositing dense and ultrahard ceramic coatings on Al alloys. Voevodin and his co-workers3 found that the application of the Al–Si–O coating to a block-on-ring friction pair reduced friction from 0··65 to 0··17, decreased wear rate by four orders of magnitude, and prevented microcutting and/or adhesive wear of the friction pair at contact loads of 1 GPa. Furthermore, the nanohardness and elastic modulus in the compact ceramic layer are 18–32 GPa and 280–390 GPa respectively.3, 4 The MAO technique is capable of oxidising very hard and tribologically superior coatings on a variety of Al alloys without exception.5, 6 Therefore, the application of MAO to Al–Li alloys is expected to lead to new, inexpensive, superlight ceramic composite plates of Al–Li alloys.
The MAO technique is based on a conventional anodisation process of Al alloys in aqueous electrolyte solutions under high anodic voltages exceeding the critical polarisation potential. The growing anodic film on surface of Al alloys is modified by spark arc microdischarges, which are initiated at potentials above the breakdown voltage of the growing oxide film and move rapidly across the anode surface.7, 8 Owing to a long spark discharge duration during coating deposition, local instantaneous high temperature and high pressure occur and lead to the formation of metallic oxides on certain valve metals, such as Al, Mg and Ti, in a suitable electrolyte solution. Some of these alloys are difficult to anodise with conventional anodising process. Al alloy substrates with MAO coatings have better tribological and anticorrosive properties, and lower steady state abrasive volume loss than those of bulk Al2O3.9, 10 Similarly, MAO coatings on the substrate of Mg and Ti alloys exhibit a much better wear resistance and better erosion performance than uncoated ones.11, 12 After MAO treatment, the corrosion current density reduces several orders of magnitude and corrosion resistance is significantly improved.13, 14 During MAO treatment, the discharge channels lead to the ejection of molten alumina onto the top surface and rapidly solidifies in cooling electrolyte. Theoretical analysis suggests that the local transient temperature at spark sites may reach several thousands of Kelvin.15 – 17 Therefore, electrolyte composition and electrical parameters exert an important influence on the phase composition and microstructure of MAO coatings.18 Recent investigations have shown that changes in pulse duty cycle can regulate surface discharge characteristics, such as discharge duration and intensity. In turn, the discharge duration and intensity influence the growth kinetics and microstructure of the coatings.19 The effects of pulse frequency on growth kinetics and microstructure of MAO coatings formed on Al–Li alloys, however, have not been systematically studied. Furthermore, the mechanical property variation of Al–Li alloys after undergoing MAO is rarely studied in the literature.
In this study, MAO was used to synthesise ceramic coatings on 2090 Al–Li alloy plates in a silicate electrolyte. The effects of the pulse frequency on the growth kinetics, microstructure, and composition of the coatings formed on 2090 Al–Li alloy were investigated. The tensile properties of Al–Li alloy plates with different coating thickness levels were determined.
Experimental
The 2090 Al–Li alloy was used as a substrate material for depositing ceramic coatings. Its nominal composition is Al–2··32Li–2··42Cu–0··11Zr. The as cast ingots of Al–Li alloy fabricated in the laboratory were rolled into 2 mm thick alloys. Tensile samples with dimensions of 52×10 mm were machined along a rolling direction in a 2090 Al–Li alloy plate. Before the coating deposition, all samples were polished with a series of abrasive papers from 400# to 1000# and cleaned in distilled water. Aluminium tensile samples were used as anodes, while container walls made of stainless steel were used as cathodes in an electrolytic bath. The electrolytic solution was composed of 4 g NaOH and 8 g Na2SiO3 prepared with 1 L distilled water. The electrolyte was cooled by cold water to keep its temperature below 40°C during MAO treatment.
A 15 kVA power supply providing an output waveform of single positive square waves was used for MAO coating deposition. Pulsating parameters, such as duty cycle and frequency, can be adjusted independently to select the discharging mode. The regulating regime of the two stages was used in the experiments (Fig. 1). In the first stage, usually less than 18 min, coating deposition was performed at a constant current density of 5 A dm−2, and voltage gradually increased to 450 V to maintain the preset current density. In the second stage, a constant voltage of 450 V was maintained, and the current density gradually decreased with increasing coating thickness. To systematically investigate the effect of positive pulse frequency on growth kinetics, different pulse frequencies from 300 to 900 Hz (adjusting step is 100 Hz) were applied in MAO. The coating process was interrupted at identical time intervals of 10 min to evaluate the MAO coating deposition rate.
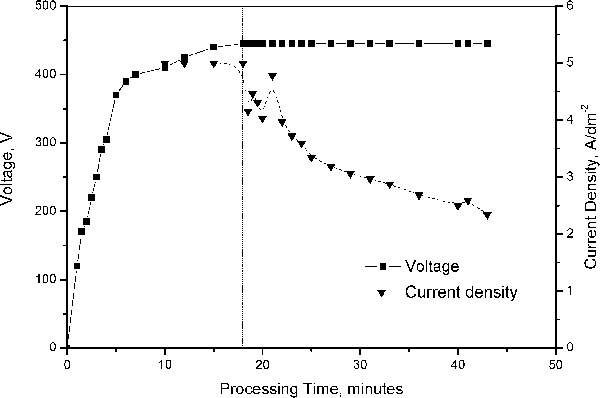
Two stages of adjusting regime during MAO process. Dotted line is dividing line of two stages
The coated samples were taken out of the electrolytic solution, washed with running water, and dried at room temperature for microstructure and tensile tests. The coating thickness levels at different oxidation durations (10–60 min) were determined using an eddy current thickness meter. Surface roughness was measured using a Surtronic surface roughness measurement tester at several randomly selected locations. To compare the properties before and after MAO treatment, tensile tests for three series of tensile samples were performed at ambient temperature using an Instron universal test machine. Microstructural studies were carried out using a scanning electron microscope (SEM) attached with an energy dispersive X-ray spectroscope (EDS) and an X-ray diffractometer (XRD). In addition, the surface morphology of the coating was also observed. The surfaces for SEM observation were sputter coated with gold because of the low conductivity of ceramic coatings.
Results
Micrographs and surface morphology of ceramic coatings
Micrographs of the cross-sectional MAO coating and the Al, O and Si elements across the coating were analysed as shown in Fig. 2. X-ray diffraction pattern is illustrated in the lower right corner of Fig. 2. At the coating or alloy interface, the Al scanning line decreases and the O scanning line increases. Silicon has a relatively uniform distribution through the coating. According to these compositional profiles, the MAO coating on the Al–Li alloy fabricated in the alkali electrolyte of sodium silicate,
 ions in the electrolyte are involved in the complex process of physical and chemical reaction during MAO. The XRD data for the free standing coatings on the 2090 Al–Li alloy substrate show that the coatings consist of dense α-alumina and less dense γ-alumina, which is consistent with previous reports. The characteristic diffraction peaks of mullite phase are very weak, which are found only in loose outer layer of coatings.
ions in the electrolyte are involved in the complex process of physical and chemical reaction during MAO. The XRD data for the free standing coatings on the 2090 Al–Li alloy substrate show that the coatings consist of dense α-alumina and less dense γ-alumina, which is consistent with previous reports. The characteristic diffraction peaks of mullite phase are very weak, which are found only in loose outer layer of coatings.
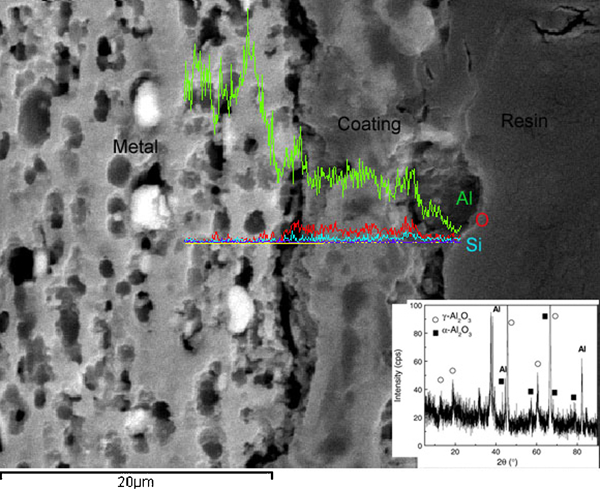
Cross-sectional micrograph (SEM) with EDS compositional depth profiles and XRD data of MAO coating formed on 2090 Al–Li alloy plates in silicate electrolyte
The surface features of the coated samples treated for 20 and 60 min with the same pulse frequency of 300 Hz are shown in Fig. 3a and b. Low magnification SEM images of the coated surface are illustrated in the upper right corner of the large magnification SEM micrographs (Fig. 3). The coating surface has a large number of small pores corresponding to the discharge channels on the sample surface during the oxidation process, and the pore sizes increase with increasing oxidation time. The porous surface of MAO coatings has a rapidly solidified fused mass, causing partial alumina to melt because of the high temperature of the discharge sparks, to erupt into a cool solution, and then to be quenched suddenly.16 A fused mass solidified on the surface is piled up one after another, so that the coating surface becomes rough.
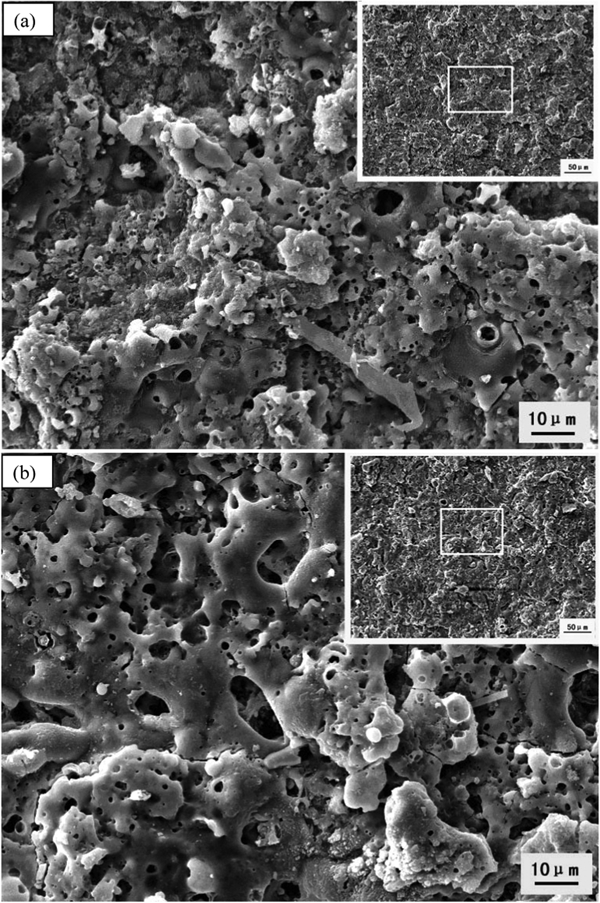
Surface morphology of coating on 2090 Al–Li alloy treated for different periods with MAO at same pulse frequency of 300 Hz (Note: the image is a magnification of the area specified in the inset):
Figure 4a and b depicts the surface morphology of the coatings at 300 and 600 Hz in the same period of the MAO process time (30 min). The size of crater-like pores increases with higher frequencies, given the same processing time. An increase in pulse frequency leads to an increase in pulse energy per unit time and of the spark discharge intensity on the coating surface.19 Large pores appear on the surface at 600 Hz, providing a relatively strong and long discharge period.
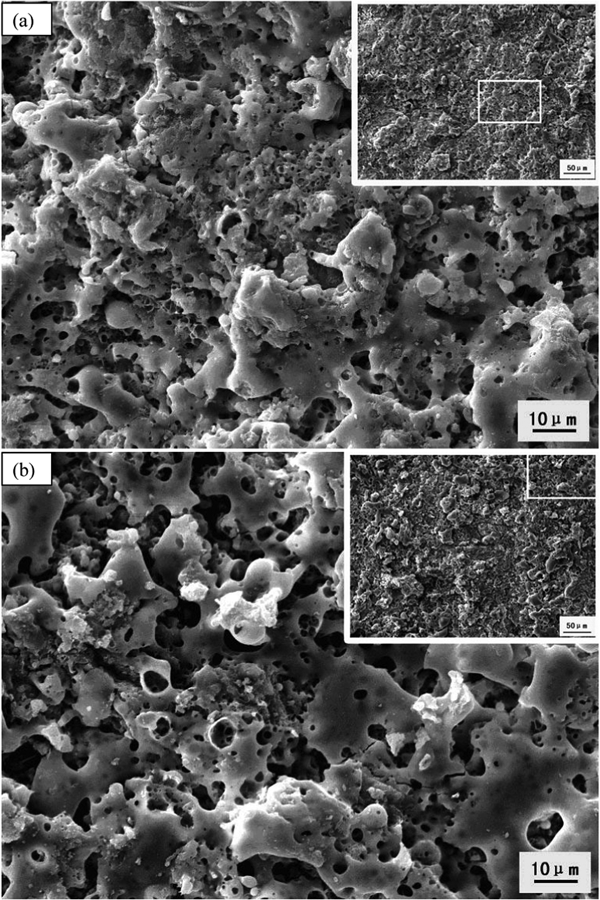
Surface morphology of MAO coating on 2090 Al–Li alloy treated at different pulse frequencies for 30 min (Note: the image is a magnification of the area specified in the inset):
The surface morphology of the MAO coating on 2090 Al–Li alloy treated at 900 Hz for 20 min is displayed in Fig. 5. The coating surface becomes rougher, and more microcracks appear on the MAO coating (indicated by white arrows in the magnified micrograph, Fig. 5).
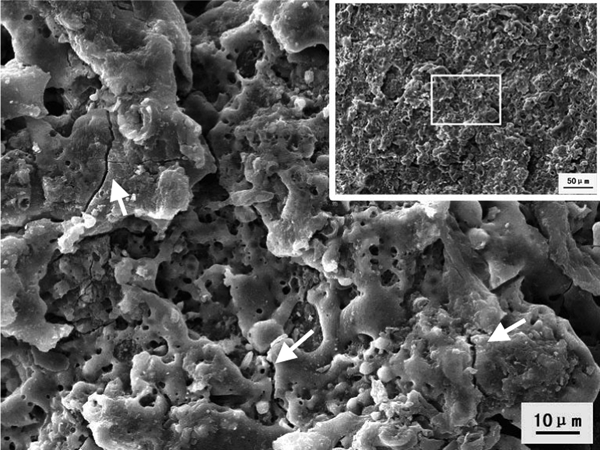
Surface morphology of MAO coating on 2090 Al–Li alloy treated at 900 Hz for 20 min. Arrows indicate microcracks on the surface (Note: the image is a magnification of the area specified in the inset)
Coating deposition kinetics and tensile properties
Figure 6a shows the thickness of MAO coating on 2090 Al–Li alloy as a function of oxidation time. The thickness of the coatings gradually increases with oxidation time. Figure 6b displays the effect of pulse frequency on coating thickness in the same MAO process time. Generally, the coating thickness increases with rising pulse frequencies. No obvious difference, however, is observed between the growth rates at higher frequencies (700–900 Hz) for longer process times (>40 min).
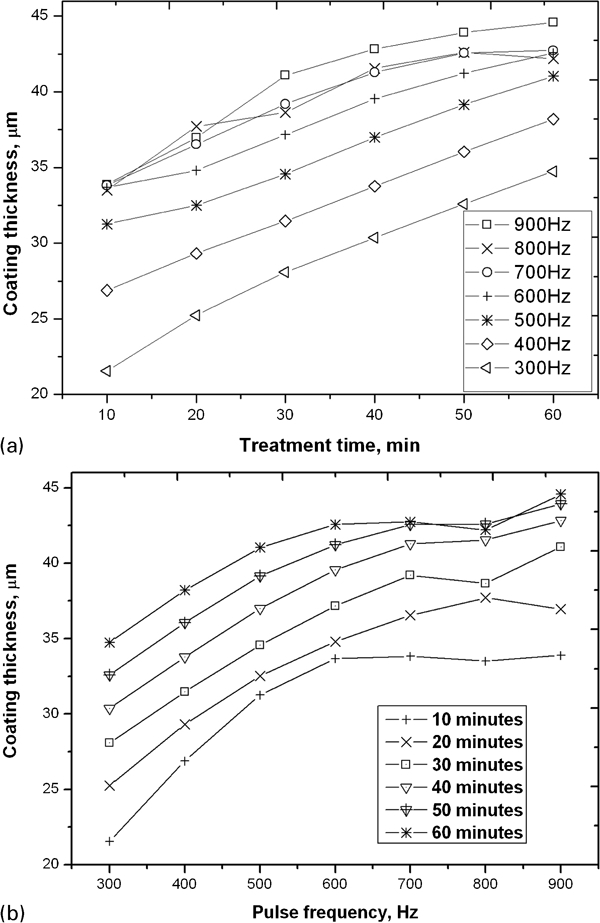
Influence of MAO treatment time and pulse frequency on coating kinetics on 2090 Al–Li alloy:
The coating growth process can be divided into two stages corresponding to the two stages of the regulating regime. Table 1 lists the average coating growth rates at different frequencies in the two adjusting periods. In the first stage, the coating thickness grows quickly during the process time of less than 20 min under a constant current density of 5 A dm−2. The deposition rate of the coatings increases with rising pulse frequencies from 300 to 800 Hz. The growth rates (1··86 μm min−1) are almost the same when the frequency is more than 600 Hz. In the second stage, the current density gradually decreases and a voltage of 450 V is maintained. The growth rates of the coatings slow down.
Average coating growth rates at different pulse frequencies in two stages of regulating regime
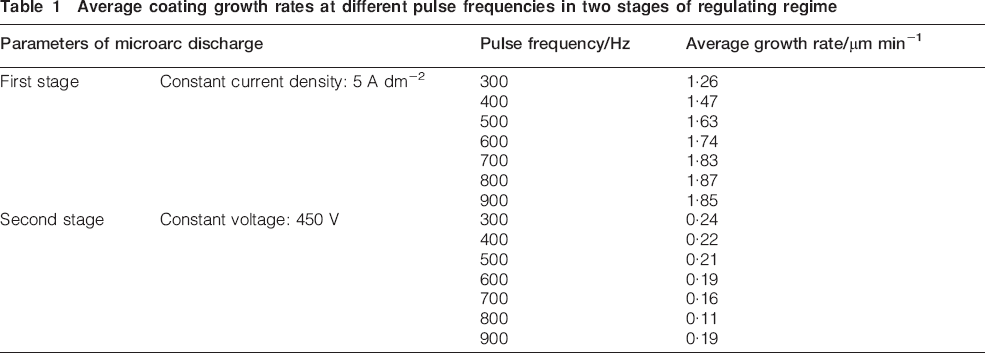
The increase in pulse frequency can forcefully promote coating growth in the initial oxidation stage under a constant current density, but the stimulating effect of frequency on coating oxidation diminishes as it exceeds 600 Hz. According to the difference in coating growth rates in the two growth stages, it can be concluded that a higher frequency further enhances the extent of nonlinearity of coating growth kinetics.
Table 2 lists the tensile properties and the surface roughness of a 2090 Al–Li alloy with or without ceramic coating. The yield strength σs, tensile strength σb and elongation δ of the as coated samples nos. 1, 2 and 3 are a little lower than those of non-coated sample no. 4 (Table 2). The values of σs and σb decrease with increasing coating thickness. Furthermore, the surface roughness of the coatings deposited on Al–Li alloys also increase with increasing thickness. A few microcracks are dispersed on the coating surface (white arrows, Fig. 5), which could be the location in which stress is concentrated during the tensile test. This decreases the mechanical properties of the alloy.16
Tensile properties of 2090 Al–Li alloy coated by MAO and treatment conditions*
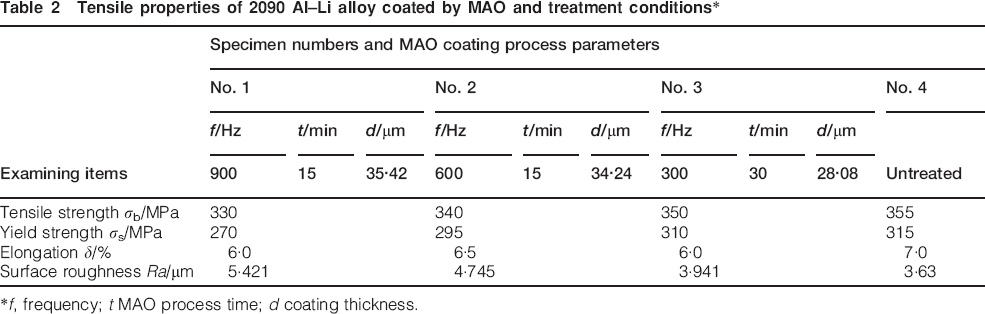
f, frequency; t MAO process time; d coating thickness.
Discussion
In the initial MAO stage, a number of tiny sparks appear in the growing insulating oxide layer as a result of local dielectric breakdown when the voltage reaches a critical potential. The spark discharge generates a large number of discharge channels. The instantaneous temperature is up to 104 K.16 Under such high temperature, melted alloy and components from the electrolyte fill the channel. Complex chemical and plasma-chemical processes take place in the discharge channels. The oxide products are ejected from the channel to the coating surface and quenched by the cold electrolytic solution. A visible micropore appears on the coating surface at the site where the discharge channel disappears. The reaction products are deposited onto the wall of the discharge channel, leading to an overall layer by layer increase in coating thickness. Plasma sparks move on the coating surface because the dielectric breakdown is always generated at a weaker area of the coating. Thus, many crater-like pores are generated in the alumina coatings, due to discharge channels continuously formed and closed all through the coating process.15, 16 The spark discharge duration and intensity depend on the input of pulse energy.19
The pulse energy Ep in one cycle is defined as

Conclusion
Ceramic coatings were produced on a 2090 Al–Li alloy in a silicate electrolytic solution. An increase in pulse frequency from 300 to 900 Hz can promote coating growth in the initial oxidation stage of sustained constant current density at 5 A dm−2 and increasing voltage, but the stimulating effect of frequency on the coating oxidation diminished as the frequency exceeded 600 Hz. With increasing pulse frequency, the tendency towards nonlinear coating growth kinetics increased, and surface morphology became coarser in the same oxidation time. The ceramic coatings on the plate surface had a slightly decrease in tensile strength of Al–Li alloy. Yield strength of the coated plates was about 7–14% lower than that of the uncoated ones. The tensile properties of the coated samples had no direct relationship with pulse frequency, but the tensile properties were a function of coating thickness and surface roughness.
Footnotes
Acknowledgements
The authors are grateful to the National Natural Science Foundation of China for the financial support that it provided through Project No. 50874093 and No. 51054007. Likewise, the authors are grateful to the former graduate student, Yiyang Liu and Bo Tang, for their contribution to equipment development and experimental works.