
Abstract
Nanostructured Cr/Co–Al coatings on Superni-718 superalloy substrate are deposited by direct current/radio frequency magnetron sputtering. The microstructure and hot corrosion behaviour of sputtered Cr/Co–Al coatings on Superni-718 superalloy have been investigated in molten salt of 40 wt-%Na2SO4+60 wt-%V2O5 at 900°C. The results showed that a dense scale formed on the coated samples during thermal cycling. The spinel phases of CoCr2O4, CoAl2O4 and NaAlO2 are present in the scale of the corroded coating, resulting in an effective inhibition of O and S diffusion. The sputtered coatings showed better performance of hot corrosion due to its possession of β-CoAl phases (as Al reservoir) in the outer layer of the coating and Cr as an intermediate layer. The relevant corrosion mechanisms are discussed.
Introduction
Improved efficiency in modern gas turbines is usually achieved by increasing the combustion temperature in the combustor sections of the engines. However, high temperature also increases the oxidation and hot corrosion rate of the metallic components. MCrAlY coatings play a significant role in the protection of hot section components in the gas turbine engine system either as overlays or as bond coats for thermal barrier coatings.1 – 9 The conventional MCrAlY coatings are designed to meet particular operating conditions. In order to provide enhanced high temperature protection over a wide range of operating conditions, the nanostructured coatings have been designed based on MCrAlY coatings.10 Nanostructured MCrAlY (M = Ni, Co or Fe) coatings have been identified as potential materials for providing good resistance against high temperature oxidation and hot corrosion11 – 14 as compared to conventional coatings due to the formation of dense, continuous, non-porous and adherent alumina scales over the coatings.15 The size effect of the nanostructured coatings facilitates the enhanced diffusivity of atoms to form continuous protective scales, which are normally discontinuous in conventional coatings, as reported in the literature.16 The Al enriched outer layer can offer high temperature oxidation resistance and type I hot corrosion protection, while the inner layer enriched in Cr can confer protection against type II hot corrosion.17 In addition, the Al and Cr distributions in the coating can not only avoid the increase in brittleness and the decrease in melting point but also benefit to improve the distribution of stress.18 The development of CoCrAl coating on the cobalt base superalloy for high temperature has been reported in the literature, but it is limited on nanostructured CoCrAl coatings fabricated on Ni base superalloy for high temperature applications. Therefore, the present work has been focused to evaluate the microstructure and hot corrosion behaviour of magnetron sputtered Cr/Co–Al coatings on the Superni-718 (Ni based superalloy) substrate and bare substrate in molten salt of (40%Na2SO4+60%V2O5) environment up to 100 cycles. The Cr/CoAl based nanostructured superalloy coatings could serve as potential protective coatings for the components in energy conversion systems, such as stationary gas turbines of power plants, internal combustion engines, heat exchangers and jet engines operating at high temperatures. The intermetallic β-CoAl phase in the Cr/Co–Al coating is the most important constituent, as it is capable of forming Al2O3 at high temperatures due to its high Al content.
The development of Cr/Co–Al coatings consists of the following two stages, namely deposition of Cr coating on substrate followed by co-sputtering of Co–Al, coatings on the Cr coated substrate, in the present work. The outer β-CoAl phase layer combats high temperature oxidation and type I hot corrosion, while the internal Cr rich layer provides good resistance to type II hot corrosion. By the storage ‘pools’ of outer Al and internal Cr, this coating would provide a stable extended service life.
Experimental
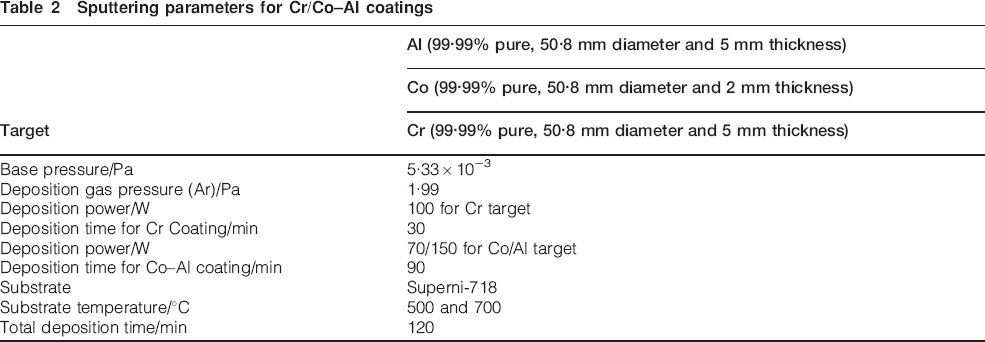
A Ni based superalloy, namely Superni-718, has been chosen to deposit Cr/Co–Al coating in the present work. The superalloy was procured from Mishra Dhatu Nigam Limited, Hyderabad, India, in annealed and cold rolled sheet form, and its chemical composition is shown in Table 1. Each specimen measuring approximately 18×15×3 mm (L×W×T) was cut from the rolled sheet and ground using 220, 320 and subsequently down to 1000 grit SiC emery papers. Subsequently, it is polished on a cloth polishing disc using alumina powder followed by diamond paste. Commercially available Co target (99·99% pure) with dimension of 50·8 mm diameter and 2·0 mm thickness and similarly commercially available Al and Cr target (99·99% pure) with 50·8 mm diameter and 5·0 mm thickness were fixed at an angle of 45° to each other in the sputtering chamber. With the use of a rotator, the substrate heater was rotated between Co and Al targets continuously to perform co-sputtering. The target to substrate distance was fixed at 40 mm during deposition. Before starting the deposition, the targets were presputtered for 15 min with a shutter located in between the targets and the substrate. The shutter is also used to control the deposition time. All the samples were cleaned in acetone, ethanol and deionised water before the deposition of Cr/Co–Al coatings; the process parameters used in direct current/radio frequency magnetron sputtering are given in Table 2. The Cr/Co–Al coatings were subjected to X-ray diffraction (XRD) and field emission scanning electron microscopy/energy dispersive spectroscopy (FE-SEM/EDS) analysis.
Chemical composition of Superni-718 superalloy/wt-%

Sputtering parameters for Cr/Co–Al coatings
Characterisation of Cr/Co–Al coatings
The XRD (Bruker AXS, D8 Advance) measurements were made using Cu Kα
radiation to characterise the as deposited Cr/Co–Al coatings at 500 and 700°C on Superni-718 substrate. The scan rate and the scan range used were 0·1 step/s and from 20 to 100° respectively. The average grain size of the Cr/Co–Al coatings is estimated using its XRD peak broadening according to the Scherrer formula,19 as given in equation (1). It was found to be in the range of 20–35 and 28·7 and 19·3 nm at 500 and 700°C respectively

The FE-SEM/EDS (FEI Quanta 200F) has been used to characterise the microstructures of the as deposited Cr/Co–Al coatings at an acceleration voltage of 20 kV. The morphology and phase constituent of the corroded products of the coatings and bare superalloy substrate were characterised by FE-SEM/EDS and XRD.
Hot corrosion studies
Hot corrosion studies under cyclic conditions were performed in molten salt of (40%Na2SO4+60%V2O5) environment up to 100 cycles for the bare and Cr/Co–Al coated superalloy samples, and their corrosion behaviour was compared. The samples were mirror polished down to 1 μm alumina on a wheel cloth polishing machine. Each cycle consisted of 1 h of heating at 900°C, in silicon carbide tube furnace, followed by 30 min of cooling at room temperature for up to 100 cycles. The samples were cleaned using acetone and heated in an oven at ∼250°C for 10 min. Thereafter, a layer of 40%Na2SO4+60%V2O5 mixture, prepared by mixing it with distilled water, was applied uniformly on the warmed polished samples with the help of camel hair brush. The amount of salt coating was maintained within the range of 3–5 mg cm−2. The salt coated samples were kept in the alumina boats and then inserted into the SiC tube furnace for 3–4 h at 100°C for drying and proper adhesion of the salt. Subsequently, the dried salt coated samples were again weighed and introduced into the silicon tube furnace at 900°C. During hot corrosion runs, the weight of boats and samples was measured together at the end of each cycle with the help of an electronic balance model CB-120 (Contech, Mumbai, India) with a sensitivity of 10−5 g. During each cycle, the weight changes measured for bare and coated samples were used to calculate the corrosion rate. The spalled scale was also included at the time of measurements of weight change to determine the total corrosion rate. The kinetics of hot corrosion was determined from the weight change measurements.
Results and discussion
The Cr/Co–Al coatings were deposited on Superni-718 at different substrate temperatures, such as 500, 700 and 800°C. At the substrate temperature above 700°C, the deposited coatings peeled off due to the induced thermal stress in the coatings, which was confirmed by FE-SEM, as shown in Fig. 1.
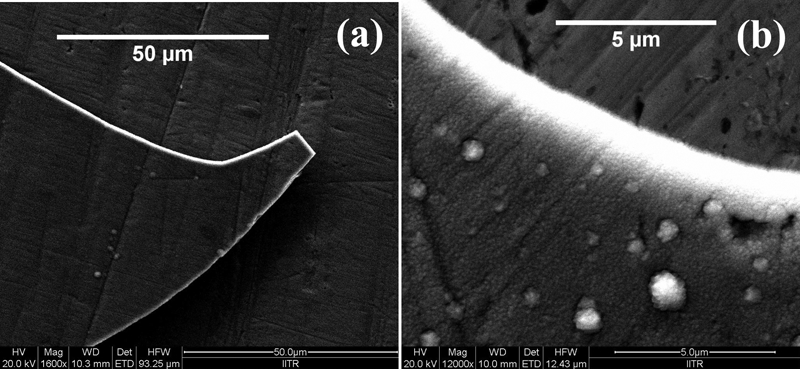
a, b Surface images (FE-SEM) at different locations of peeled off Cr/Co–Al coating deposited at substrate temperature of 800°C
The hot corrosion kinetics was determined from the weight change (mg cm−2) versus time plots for the bare and Cr/Co–Al coated superalloy, deposited at different substrate temperatures, subjected to hot corrosion in 40%Na2SO4–60%V2O5 environment at 900°C up to 100 cycles, as shown in Fig. 2a. The bare Superni-718 substrate shows a higher weight gain as compared to the Cr/Co–Al coating on superalloy at 500 and 700°C substrate temperature. The Cr/Co–Al coated sample at 700°C substrate temperature showed a least weight gain followed by Cr/Co–Al coating deposited at 500°C substrate temperature and bare Superni-718 substrate, as shown in Fig. 2a. The hot corrosion behaviour of both coated samples follows a parabolic rate law, but the bare Superni-718 substrate slightly deviates from the parabolic rate, as shown in Fig. 2b. The parabolic rate (Fig. 2b) constant Kp was calculated by a linear least square algorithm to a function in the form of (W/A)2 = Kp t, where W/A is the weight gain per unit surface area (mg cm−2), and t indicates the number of cycles representing the time of exposure. The calculated Kp for the Cr/Co–Al coating at 500 and 700°C on superalloy is found to be 5·167×10−12 and 2·528×10−12 g2 cm−4 s−1 respectively. It is very less as compared to the Kp value of 98·921×10−12 g2 cm−4 s−1 obtained for the bare superalloy substrate. The cumulative weight gain per unit area for the Cr/Co–Al coated superalloy and the bare superalloy is shown in Fig. 2c. It is observed that there is 77·4 and 66·3% saving in overall weight gain for the Cr/Co–Al coating at 700 and 500°C substrate temperature with reference to the bare Superni-718 substrate.
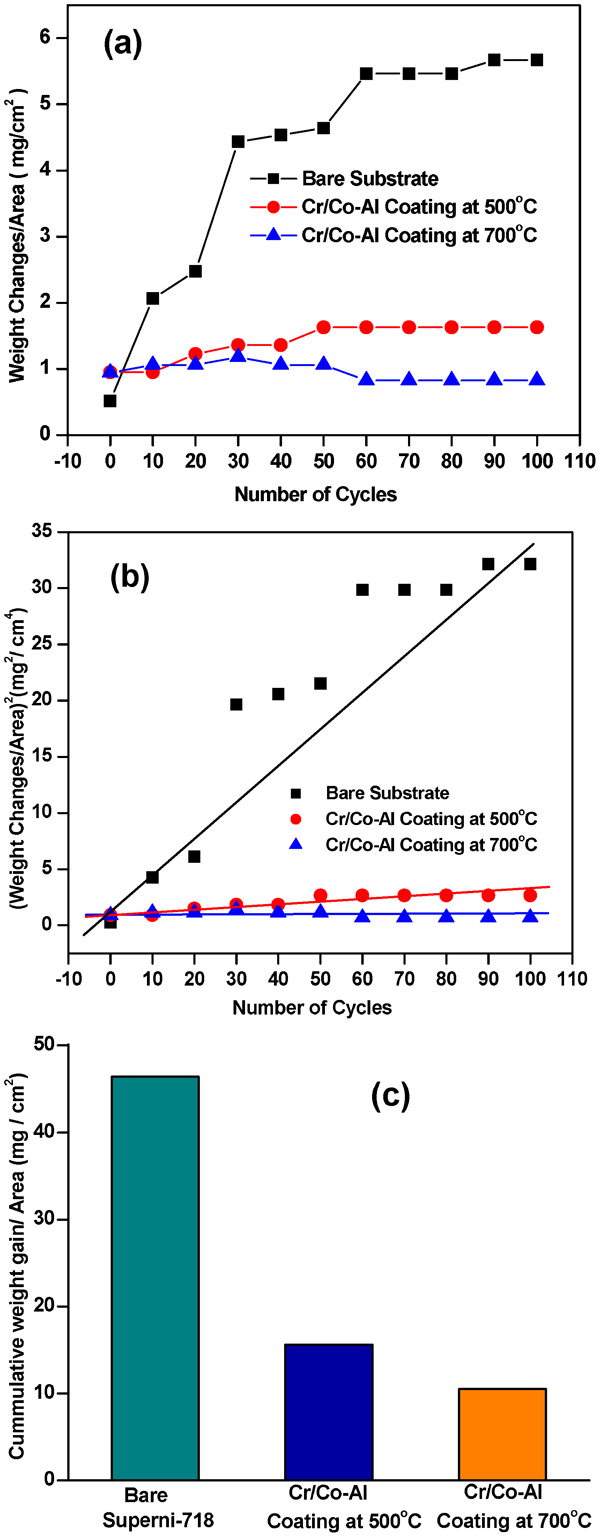
a weight changes/area (mg cm−2) versus number of cycles and b parabolic rate constant Kp (weight change/area)2 (mg2 cm−4) versus number of cycles for bare and coated samples oxidised in molten salt environment at 900°C and c cumulative weight gain/area (mg cm−2) versus number of cycles for bare and coated samples oxidised in molten salt environment at 900°C for 100 cycles
The XRD peaks of the Cr/Co–Al coated sample before and after hot corrosion and also bare substrate after hot corrosion in Na2SO4–60%V2O5 environment for 100 cycles at 900°C are illustrated in Fig. 3a and b. The intermetallic β-CoAl phase is observed in the Cr/Co–Al coating at 500 and 700°C substrate temperatures (Fig. 3a) since the outer layer of the Cr/Co–Al coatings contains high Co and Al, as evident from the XRD results and the CoAl binary phase diagram. The major phases detected at the corroded surface of the Cr/Co–Al coating at 700°C substrate temperature with the XRD analysis (Fig. 3b) are Cr2O3, Al2O3, CoO, CoCr2O4, CoAl2O4 and NaAlO2. Whereas the major phases detected at the corroded surface of the Cr/Co–Al coating at 500°C temperature are Cr2O3, Al2O3 CoO, NaAlO2 and CoCr2O4, and the minor phase is CoAl2O4 (Fig. 3b). The Cr2O3, NiO, Fe2O3 and NiCr2O4 phases are formed on the corroded bare superalloy (Fig. 3b).
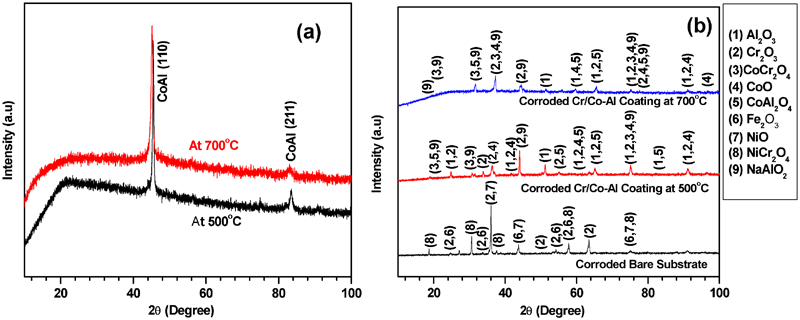
X-ray diffraction pattern of a as deposited Cr/Co–Al coatings and b corroded Cr/Co–Al coatings on bare Superni-718 and coated samples at different substrate temperatures
The FE-SEM images before hot corrosion reveal the surface morphology of the Cr/Co–Al coating at 500 and 700°C substrate temperature, as shown in Fig. 4a and b. The Cr/Co–Al coating at 500°C has large spherical shape grains (Fig. 4a), whereas the Cr/Co–Al coating at 700°C has very small spherical shape grains (Fig. 4b). The Cr/Co–Al coatings deposited at 500 and 700°C substrate temperature belong to zones 2 and 3, as per the structure zone model proposed by Messier.20 The cross-sectional images of the Cr/Co–Al coating at 500 and 700°C substrate temperature before hot corrosion are shown in Fig. 4c and d. The Cr/Co–Al coating at 500°C has fine columnar grains (Fig. 4c), whereas the Cr/Co–Al coating at 700°C has slightly thicker columnar grains (Fig. 4d). The FE-SEM surface and cross-sectional analysis revealed that the Cr/Co–Al coating at 700°C substrate temperature is denser as compared to the Cr/Co–Al coating at 500°C substrate temperature. The thickness of coatings was calculated by its cross-sectional FE-SEM images, and it was found to be ∼5 μm. Chemical analysis of Cr/Co–Al coated sample was carried out by EDS (Fig. 4e) on the surface. The composition of 40·67 at-%Al and 59·33 at-%Co was found, whereas the depth profile before oxidation showed the presence of 66·21 at-%Cr, 23·81 at-%Al and 9·97 at-%Co in the samples.
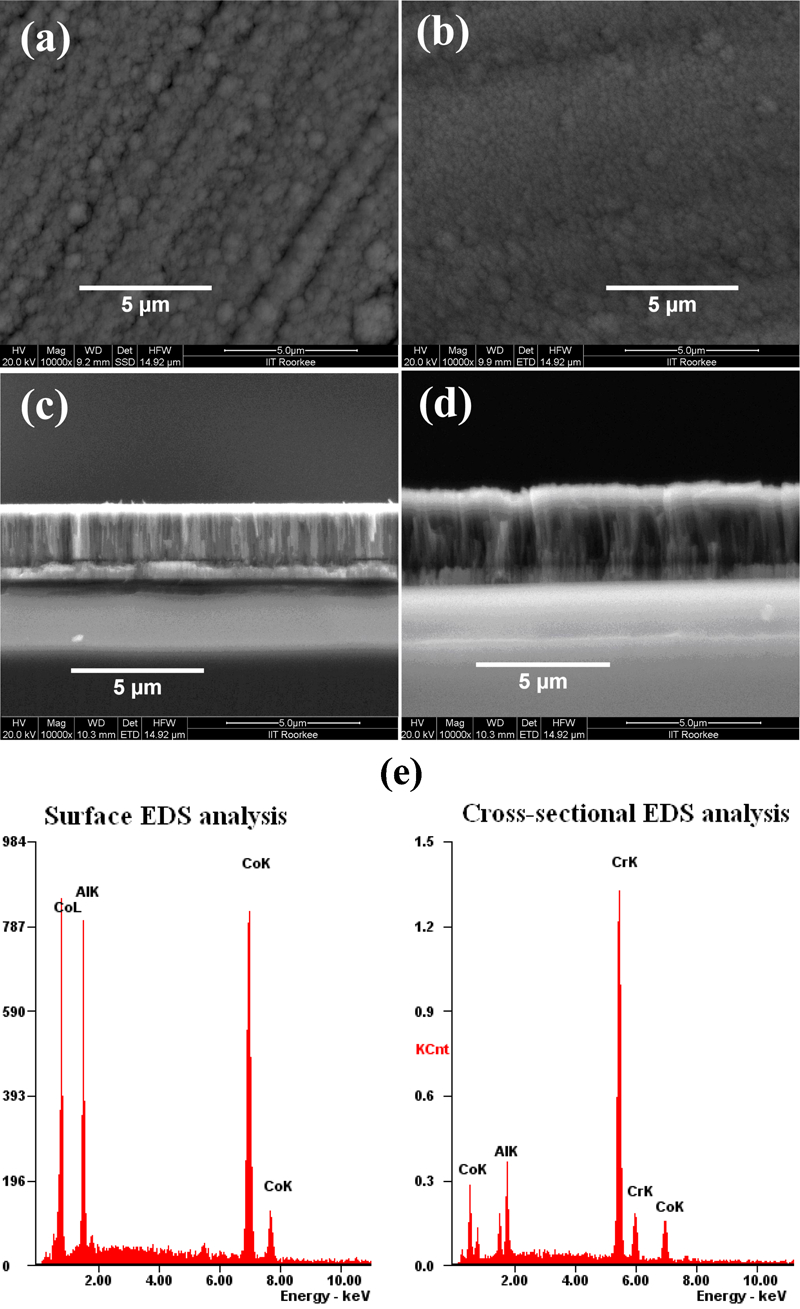
Surface images (FE-SEM/EDS) of Cr/Co–Al coatings on Superni-718 substrate at different substrate temperatures of a 500°C and b 700°C, FE-SEM/EDS cross-sectional images of Cr/Co–Al coatings on Superni-718 substrate at different substrate temperatures of c 500°C and d 700°C and e chemical composition of as deposited Cr/Co–Al determined by EDS analysis
The FE-SEM images with EDS spectrum at the selected points of interest of corroded bare Superni-718 substrate revealed the surface morphology and elemental composition of the corroded bare Superni-718 substrate after cyclic hot corrosion in molten salt environment (Na2SO4–60%V2O5) for 100 cycles at 900°C, as shown in Fig. 5a and b. The surface scale developed on the corroded bare Superni-718 substrate has defect-like pores and cracks (Fig. 5a). The catastrophic hot corrosion of the bare Superni-718 substrate can also be partly attributed to severe strain developed due to the precipitation of Fe2O3 from the liquid phase and the interdiffusion of intermediate layers of Fe oxide, and further different oxides present in a thin layer might have imposed severe strains on the oxide film, which may result in cracking and spallation of the scale (Fig. 5a). The EDS analysis result (Fig. 5b) of the corroded bare substrate shows that the scale has nickel (19·58 at-%), chromium (18·24 at-%) rich oxide and also iron (14·48 at-%) oxide. The FE-SEM cross-sectional image in Fig. 5c of the corroded bare substrate shows that the non-protective nature of scale has formed, i.e. pores and cracks. The EDS analysis of the cross-section of the corroded bare substrate after hot corrosion in molten salts is shown in Fig. 5d, and it indicates that scale has a high amount of Ni (54·35 at-%), Fe (21·70 at-%), Cr (14·19 at-%) and O (7·31 at-%) element, which forms the corresponding oxide scale.
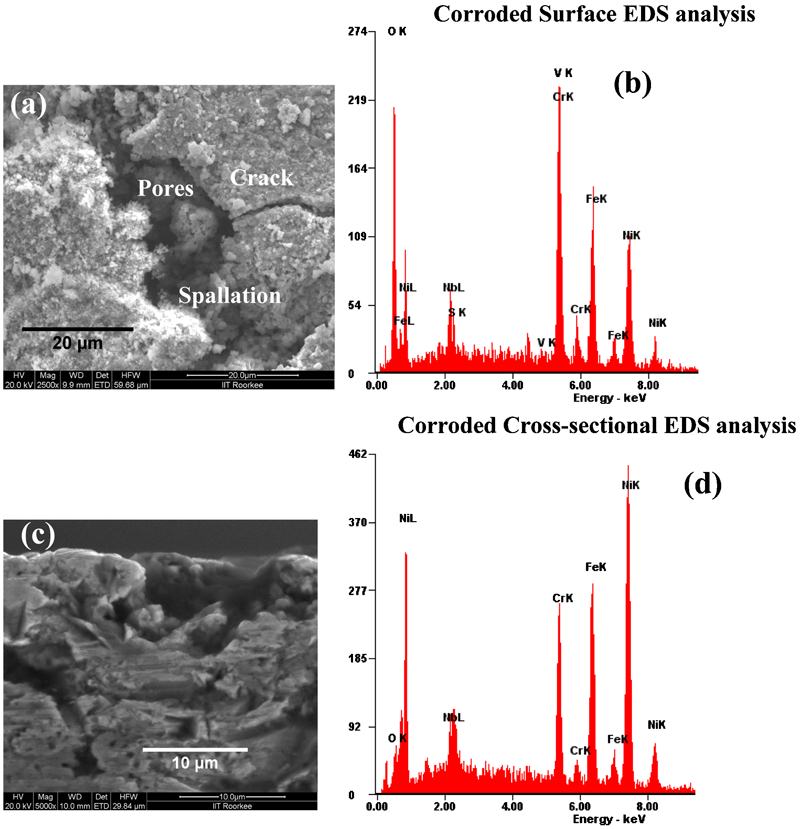
a surface images (FE-SEM) of corroded bare Superni-718 substrate b over all EDS analysis of micrographs of corroded bare Superni-718 substrate and c FE-SEM cross-sectional images of corroded bare Superni-718 substrate d over all cross-section EDS analysis of corroded bare Superni-718 substrate
The FE-SEM surface images of the corroded Cr/Co–Al coatings deposited at 500 and 700°C after hot corrosion in a molten salt environment (Na2SO4–60%V2O5) for 100 cycles at 900°C at some selected points of interest along with its corresponding EDS results are illustrated in Fig. 6a–d. Both corroded Cr/Co–Al coated samples after hot corrosion has formed uniform and protective scale on the surface, i.e. no cracks and pores are seen. It has been confirmed by micrograph of Fig. 6a and c. A faceted oxide scale morphology (Fig. 6a) has formed on the surface of the Cr/Co–Al coated sample at 500°C after hot corrosion, whereas a three-dimensional pyramidal scale morphology (Fig. 6c) has formed on the surface of the corroded Cr/Co–Al coating at 700°C. The EDAX Genesis 32 software was used to calculate the composition of the corroded products, mainly oxides using elemental composition of the coatings obtained from EDS analysis. The EDS analysis of the surface scale of the Cr/Co–Al coating at 500 and 700°C was carried after hot corrosion in a molten salt environment, and the results are shown in Fig. 6b and d. It reveals the presence of a higher amount of O (48·80 at-%), Cr (25·22 at-%), O (42·99 at-%) and Al (28·98 at-%) in scale on the corroded surface of the Cr/Co–Al coating at 500 and 700°C substrate temperature.
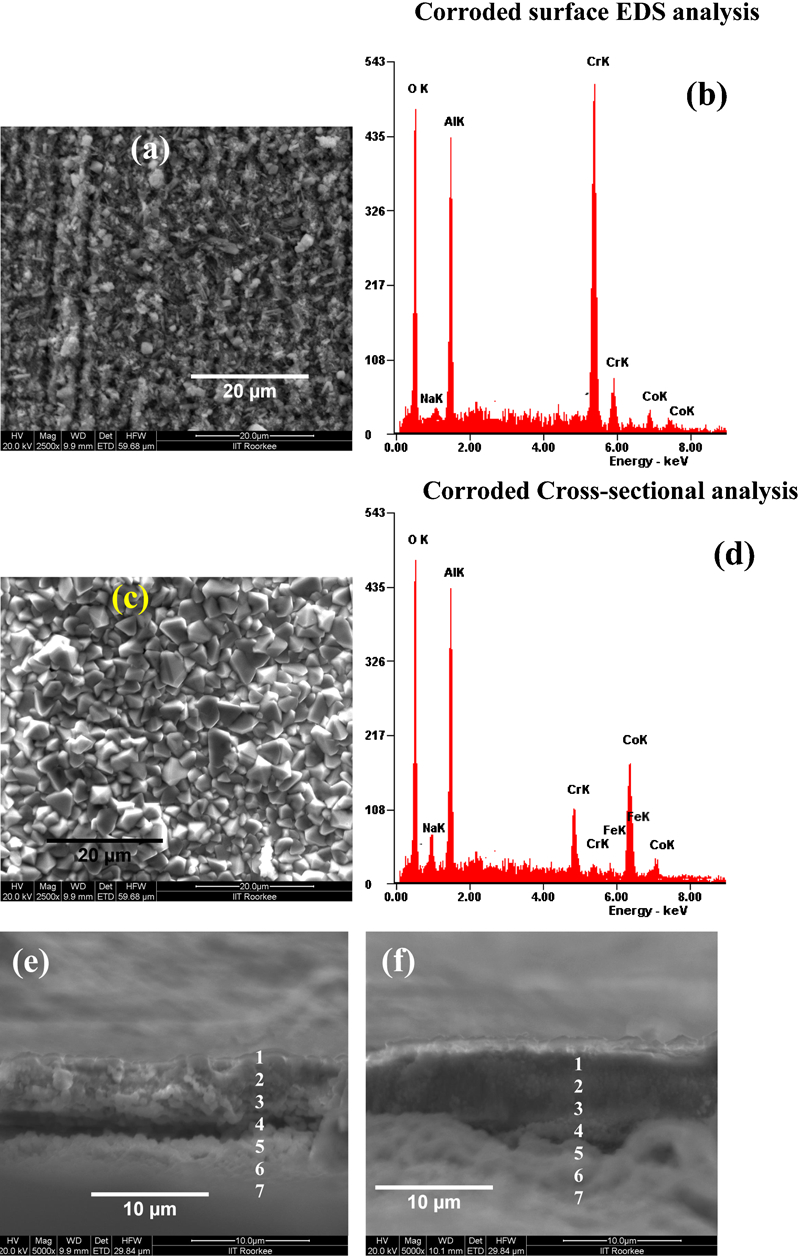
a surface image (FE-SEM) of corroded Cr/Co–Al coatings on Superni-718 deposited at 500°C substrate temperature, b over all EDS analysis of corroded Cr/Co–Al coating at 500°C, c FE-SEM surface image of corroded Cr/Co–Al coatings on Superni-718 deposited at 700°C substrate temperature, d over all EDS analysis of corroded Cr/Co–Al coating at 700°C; FE-SEM cross-sectional image of corroded Cr/Co–Al coatings on Superni-718 deposited at different substrate temperatures of e 500°C and f 700°C
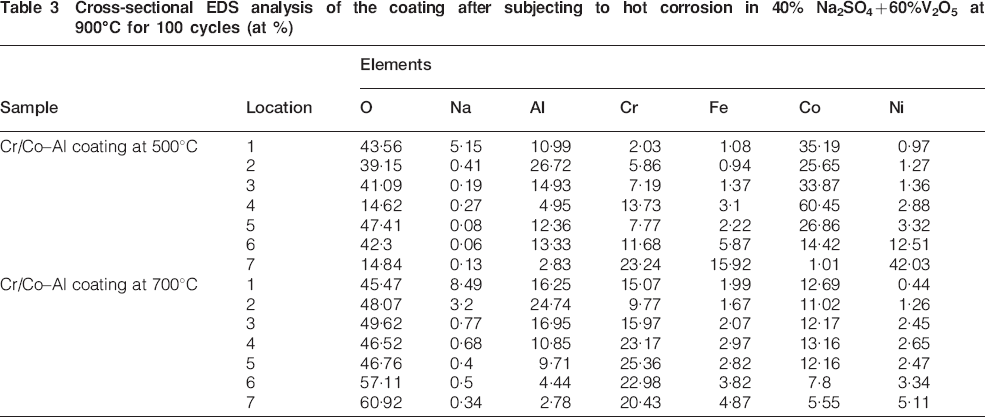
The FE-SEM cross-sectional images of the Cr/Co–Al coated sample at 500 and 700°C substrate temperatures are shown in Fig. 6e and f. Both corroded Cr/Co–Al coated samples formed adherent and protective scales. Non-uniform and adherent scales are seen on the corroded Cr/Co–Al coated sample at deposition temperature of 500°C (Fig. 6e), whereas a uniform and dense scale is seen on the corroded Cr/Co–Al coating at 700°C substrate temperature after hot corrosion (Fig. 6f). The EDS analysis at some selected points of interest along the cross-section of the corroded Cr/Co–Al coated sample at 500 and 700°C temperature after hot corrosion is shown in Fig. 6e and f, and the results are given in Table 3. The cross-sectional EDS results (Table 3) of the hot corroded Cr/Co–Al coated sample at 500°C temperature from Fig. 6e show that the atom percentage of O, Co, Al and Na increases appreciably at the top of scale (point 1), where the Ni and Fe elements decrease substantially, signifying that the top of scale might be rich with oxides of Co, Al and NaAlO2. In the subscale region (point 3), the O, Co, Al and Cr atom percentage increases, but the Na, Fe and Ni content is low, which suggests the formation of respective oxides. The coating/substrate interface in the scale (point 6) consisted of O, Co, Al, Cr, Ni and Fe elements, which form the respective oxides. Point 7 indicates the substrate. In case of a corroded Cr/Co–Al coated sample at 700°C temperature, the EDS results (Table 3) from Fig. 6f show that the upper portion (point 1) in scale is rich with the elements in atom percentage with O, Al, Cr, Co and Na. The Ni and Fe element presence is negligible. The EDS analysis at point 3 reveals the presence of O, Al, Cr and Co in scale, which forms the respective oxide. Point 6 is the coating/substrate interface in the scale and consisted of O, Cr and Co elements in higher amount in atom percentage, and point 7 represents the substrate. It is concluded from the EDS analysis results that both Cr/Co–Al coated samples after hot corrosion form the respective oxides of NaAlO2, CoAl2O4, CoCr2O4, CoO, Al2O3 and Cr2O3, which are in tandem with the XRD results (Fig. 3b).
Cross-sectional EDS analysis of the coating after subjecting to hot corrosion in 40% Na2SO4+60%V2O5 at 900°C for 100 cycles (at %)
Hot corrosion mechanisms
The weight change data for the Cr/Co–Al coating at 500 and 700°C substrate temperature and bare Superni-718 superalloy subjected to hot corrosion test in molten salt (Na2SO4–60%V2O5) environment are plotted in Fig. 2a. The severe hot corrosion suffered by bare Superni-718 may be due the presence of Mo (3·23 wt-%) in the alloy (Table 1). Usually, Mo oxidised to MoO3 (melting point 795°C), which easily reacts with sodium sulphate (Na2SO4) to form a low melting phase Na2MoO4 (Ref. 21) by the following reaction

The overall weight gain of 15·6, 10·48 and 46·39mg cm−2 was observed for the corroded Cr/Co–Al coated sample at 500 and 700°C substrate temperature and bare Superni-718 substrate (Fig. 2c) respectively. The Cr/Co–Al coating at 500°C substrate temperature has been found successful in reducing the weight gain by ∼66·3% of that gained without a coating, which is also evident from the parabolic rate constant (KP = 5·167×10−12 g2 cm−4 s−1). The Cr/Co–Al coating at 700°C reduced the weight gain by 77·4% than that of the weight gained by the bare Superni-718 substrate. It is also supported by the parabolic rate constant (KP = 2·528×10−12 g2 cm−4 s−1).
The poor hot corrosion resistance is shown by the bare Superni-718 substrate compared with both Cr/Co–Al coated samples at 500 and 700°C temperature that might be due to the formation of a larger quantity of less protective (NiO) oxides (confirmed by EDS results in Fig. 5b and d), which allows the penetration of corrosive species through the scale to the bare substrate. The NiO formed in the surface scale is porous due to reprecipitation by fluxing action as evident from the surface and cross-sectional micrographs (Fig. 5a and c), and the discontinuous formation of oxide scale further propagates the oxidising species to the bare substrate.
The better performance of the Cr/Co–Al coated sample at 700°C substrate temperature might be due to the uniform, dense and protective scale formed on the surface, mainly consisting of Al, Co and Cr, and the presence of these elements along with oxygen represents the formation of oxides of Al, Co and Cr and NaAlO2, CoAl2O4 and CoCr2O4 spinel phases (Table 3). A negligible amount of NiO and iron oxide is found on the top surface of the corroded coating, as observed from the EDS analysis on surface and cross-section results (Table 3). In addition, the Cr/Co–Al coated sample at 700°C before hot corrosion has dense and fine spherical grains on the surface (Fig. 4b) and thick columnar grains on the cross-sectional micrograph (Fig. 4d), since it belongs to zone 3 of the structure zone model. The particle size of the Cr/Co–Al coating at 700°C before hot corrosion is smaller (19·3 nm) than the Cr/Co–Al coating at 500°C (28·7 nm), so the density of the grain boundary in the coating is high, which provides a favourable site for diffusion. Therefore, the diffusivity of Al, Co and Cr from the coating is high, which in turn forms the continuous, dense and defect free protective scale, and thus, it slows down the corrosion attacks and increases the hot corrosion resistance of the coating in molten salt environment, which is confirmed by surface as well as cross-sectional micrographs.
In the present study, Superni-718 (Inconel 718) is used as the substrate material. It is a precipitation hardenable nickel base superalloy designed to display exceptionally high yield, tensile and creep–rupture properties up to 800°C. Hot corrosion studies at 900°C have shown that the substrate has formed non-protective scale, and thus, their hot corrosion rate is very high. By applying the nanostructured Cr/Co–Al coatings, it forms the protective and dense scale at 900°C, which in turn reduces the weight gain of the coated Ni base superalloy. This alloy is used for turbine blade of jet engine and high speed airframe parts, such as wheels, buckets, spacers, high temperature bolts and fasteners. Therefore, the nanostructured Cr/Co–Al coating deposited as a bond coat on this superalloy could be used above 900°C due to the formation of an intermetallic β-CoAl phase, which exhibits high melting point (1640°C). The Fe and Ni elements on the top scale of the coatings are not found in the present work. Hence, it is evident that the bond coated superalloy also minimises the diffusivity of the substrate element (Ni and Fe) into the coating through the cobalt matrix. Thus, the bond coated superalloy does not affect the properties of thermal barrier coatings.
Conclusion
The hot corrosion kinetics of the Cr/Co–Al coatings has been compared with that of the bare Superni-718 and found that the parabolic rate constant is very less for the former, which is due to the formation of continuous, non-porous, adherent and protective oxide scale over the surface of the coating. The XRD analysis of the corroded products of the Cr/Co–Al coatings indicated the formation of protective oxide scale, such as Cr2O3, Al2O3, CoCr2O4, CoAl2O4, CoO and NaAlO2.
The Cr/Co–Al coatings, deposited at 700°C, showed a lower corrosion rate as compared to that of the coatings deposited at 500°C and bare substrate. It is due to the denser morphology, nanosized grains (20–35 nm) of the as deposited coatings and the pyramidal type grain morphology of scales with the Al rich oxide (28·98at-%). The nanostructured coatings have improved their oxidation resistance as well as the scale metal adherence, as observed in the present work.
Footnotes
Acknowledgements
Dr R. Jayaganthan would like to thank CSIR, New Delhi, India, for their financial support to this work.