
Abstract
A Si–Mo–Al coating for protecting carbon/carbon (C/C) composites against oxidation at elevated temperature was prepared on the surface of the C/SiC coated C/C composites by slurry method. The phase composition, microstructure and oxidation resistance of the coating at 1773 K in air were investigated. The results show that the as prepared coating was mainly composed of SiC, MoSi2, Mo(Si,Al)2 and Si. The coating provided excellent oxidation protective ability at 1773 K in air and can effectively protect the C/C composites from oxidation for 150 h. The failure of the coating at 1873 K in air is attributed to the spalling of the glass layer during the oxidation tests.
Introduction
Carbon/carbon (C/C) composites have attracted extensive attention as the thermal structural parts of engines in aircraft and aerospace due to their excellent mechanical properties and unique retention of strength at high temperature.1, 2 However, the oxidation of these composites at temperature above 773 K limits their use to inert atmosphere. Utilisation of the full potential of C/C composites requires the development of a realisable oxidation protection system for C/C composites to prevent oxygen attacking.3, 4 Oxidation protective coatings, especially multilayer coatings, are considered to be an effective method to resolve this problem. In the previous research, several multilayer coatings, such as SiC/SiC–Si–ZrSiO4,5 SiC/borosilicate glass,6 SiC/mullite–Al2O3 7 and SiC/ZrO2–SiO2,8 have been developed. Among these multilayer coatings, the SiC coating is considered as one of the best bonding layers between C/C composites and outer layers because of its good physical and chemical adaptabilities of coating to matrix and bonding layer to outer layer.5 – 9 Si–Mo–Al alloys are promising oxidation protective outer coating materials due to their excellent oxidation resistance at high temperature.10 – 12 During the oxidation of the Si–Mo–Al alloy at high temperature, the extra low oxygen permeable oxidation product involving SiO2 and Al2O3 would provide enough protection for the oxidation of C/C composites. In addition, the introduction of Al2O3 can suppress the crystallisation of amorphous SiO2 to cristobalite13 and improve the oxidation resistance of SiO2 glass compared to other Si based coatings, such as SiC, MoSi2 and WSi2. However, little research has been reported about using Si–Mo–Al alloy as the oxidation resistant coating for C/C composites.
The objective of this paper is to develop a multilayer coating based on this Si–Mo–Al alloy, which is expected to protect C/C composites at high temperature in air for long term application. The C/SiC gradient layer acting as bonding layer was first prepared by slurry and pack cementation, and then, the Si–Mo–Al alloy outer coating was produced on the surface of the C/SiC coated specimens by a simple and effective slurry method. The microstructure and oxidation behaviour of the as received coating at 1773 K in air were primarily investigated.
Experimental
The bulk two-dimensional C/C composites with a density of 1·70 g cm−3 were cut into small cubes (10×10×10 mm) and used as substrate. Before the coating process, these specimens were hand polished with 300 and 800 grit SiC papers orderly, and then cleaned ultrasonically with ethanol and dried at 373 K for several hours. The C/SiC gradient inner layer was prepared by slurry and pack cementation, and the preparation detains were reported in the previous work.12 The Si–Mo–Al exterior coating was prepared on the surface of the C/SiC coated C/C composites by slurry method. The commercially available powders of Si (400 mesh), Mo (400 mesh) and Al (400 mesh) were weighed to the desired composition (60–80 wt-%Si, 10–30 wt-%Mo and 10–20 wt-%Al) and then mixed by tumbling in a ball mill. The slurry made by mixing the above mixture powders and ethanol was brushed directly to the surface of the C/SiC coated C/C specimens. The samples were then heat treated at 1673–1773 K in an argon protective atmosphere for 30–60 min to perform metallurgical reaction and liquid phase sintering processing. The coating thickness was controlled artificially by the brush times.
The as coated specimens were put upon a corundum support and heated at 1773 K in air flowing by natural convection in electrical furnace to investigate the isothermal oxidation behaviour of the as prepared coated specimens. The cumulative weight change of the coated samples was measured by a precision balance (sensitivity = ±0·1 mg) and reported as a function of oxidation time. The weight change percentages ΔW% of the samples were calculated by the following equation

The phase formation and morphology of the unoxidised and oxidised specimens were measured by X-ray diffraction (XRD, X'Pert PRO) using Cu Kα radiation and scanning electron microscopy (SEM, JSM-6460) with energy dispersive spectroscopy (EDS).
Results and discussion
Microstructures of coatings
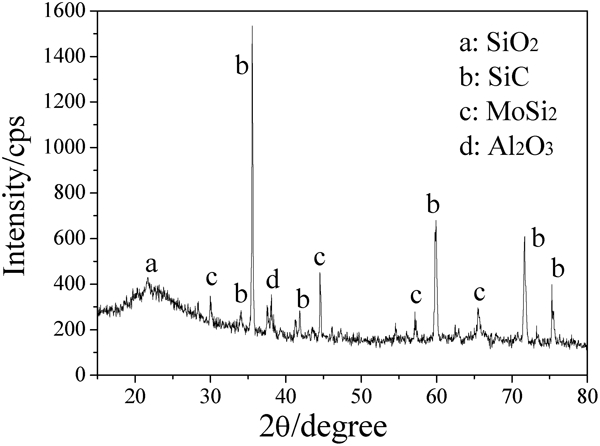
Figure 1 exhibits the XRD pattern of the Si–Mo–Al coating obtained from the slurry method. It shows the formation of a multiphase coating containing SiC, Si, MoSi2 and Mo(Si,Al)2. The latter is the reaction product of Si, Mo and Si during heat treatment, and SiC mainly comes from the C/SiC inner layer. The residual Si is retained in the coating due to the excessive Si in the original powder mixtures, which can be quite effective in filling the holes in the C/SiC inner coating and is advantageous to relax the mismatch of the thermal expansion coefficient between Si–Mo–Al exterior coating and C/C composites because of the formation of many interfaces, such as Si–SiC and Si–MoSi2.
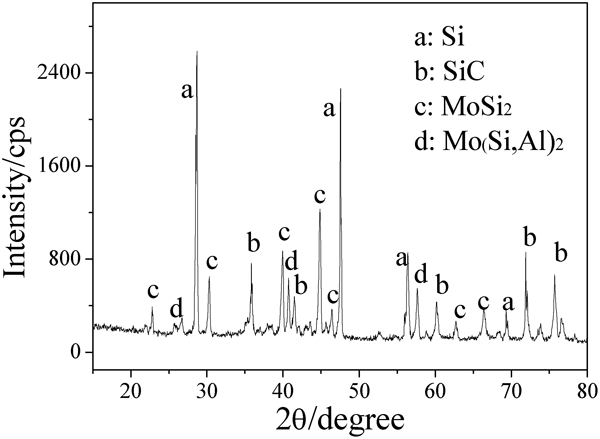
X-ray diffraction pattern of Si–Mo–Al coating surface
The surface SEM morphology of the Si–Mo–Al coating shows a rough surface with some pinholes formed (Fig. 2a). The coating was composed of many small plate-like grains of 5–40 μm in size and additional continuous phases. These small particles accumulated on the surface of C/SiC layer and resulted in the formation of an unsmooth surface structure. The cross-section SEM image of the coated specimen is exhibited in Fig. 2b. It is revealed that the multilayer coating is 120 μm in thickness, and there is no penetrable crack or big hole in the coating. In addition, as shown in this image, there is no obvious interface between the Si–Mo–Al outer layer and the C/SiC inner layer due to the effective diffusion of the Si–Mo–Al coating materials. During the heat treatment at high temperature, the melted Si and Al powders penetrated readily into the porous C/SiC inner layer and reacted with the Mo powders to obtain MoSi2 and Mo(Si,Al)2 particles. Therefore, the dense C/SiC/Si–Mo–Al multilayer coating can be prepared by the pack cementation and slurry method, which is expected to have good antioxidation property at high temperature.
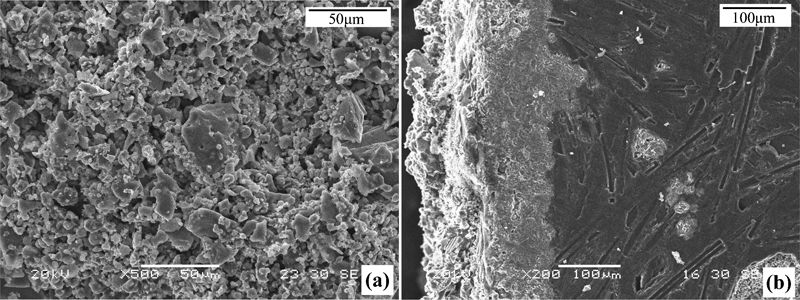
Surface and cross-section SEM images of C/SiC/Si–Mo–Al coated C/C composites:
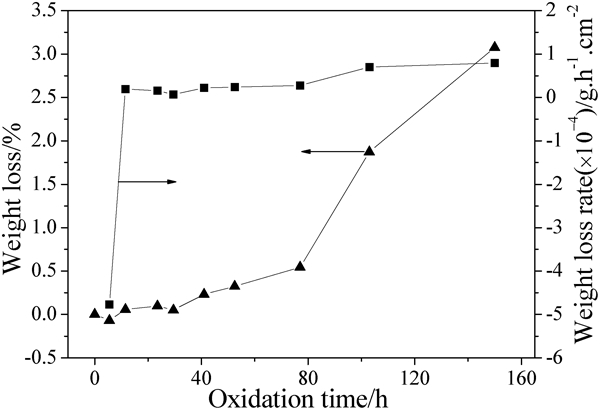
Isothermal oxidation curves of C/SiC/Si–Mo–Al multilayer coated C/C composites in air at 1773 K
Oxidation behaviour of the coatings
The result of the isothermal oxidation test at 1773 K in air is presented in Fig. 4. It was so clear that the as obtained C/SiC/Si–Mo–Al multilayer coating exhibited excellent oxidation protective ability, which could effectively protect C/C composites from oxidation for 150 h with a weight loss of 3·08%, and the corresponding weight loss rate was only 0·79×10−4 g cm−2 h−1. The oxidation resistance of the C/SiC coated C/C composites (oxidation protection for 35 h at 1773 K)9 was effectively improved after the preparation of Si–Mo–Al alloy outer coating. The protective time of the multilayer coating was longer than that of the Si–Mo coating (at 1773 K for 103 h)14 as reported by the authors, and the Si–Mo–SiO2 coating (at 1773 K for 1 h), as reported by Yan et al.15 The protective temperature was higher than that of the Si–Mo and Si–Mo/CVD–SiC coatings (reported to 1673 K, as reported by Fang et al.16 and Yan et al.17).
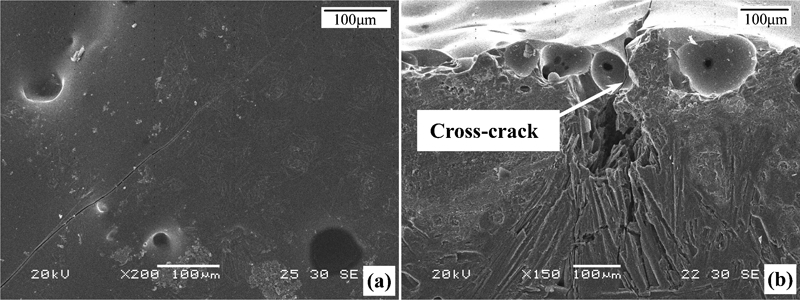
Images (SEM) of coated specimens after oxidation at 1773 K for 150 h:
Figure 4a shows the surface morphology of the coated specimen after oxidation for 150 h in air at 1773 K. A smooth glass layer could be found on the specimen's surface, which might consist of the oxidation product of Si–Mo–Al and SiC. The cross-section micrograph of the coated specimen after oxidation for 150 h at 1773 K is displayed in Fig. 4b. As shown in this image, the penetration crack was found in the coating, which became the main reason of the C/C matrix oxidation. Under this penetration crack, a cavity resulting from the oxidation of C/C was presented. Figure 5 shows the XRD pattern of the coating after oxidation for 150 h at 1773 K in air. It could be found that the peak intensities of SiC and MoSi2 were weakened and Si and Mo(Si,Al) 2 phases disappeared. In addition, an obvious amorphous characteristic of glass and peak intensity of SiO2 and Al2O3 can be observed. As we all know, the amorphous SiO2 scale exhibited very low oxygen permeability (10−13 g cm−1 s−1 at 1473 K and 10−11 g cm−1 s−1 at 2473 K).18 – 20 However, it was thermodynamically metastable and tends to crystallise to β-cristobalite at high temperature.13 On cooling, the β-cristobalite undergoes phase transformation to α-cristobalite at ∼540 K with a decrease of 5 vol.-%.21 This transformation degraded the adherence of the SiO2 scale, resulting in severe spalling. The Al2O3 could suppress the crystallisation of amorphous SiO2 to cristobalite due to the solubility of Al2O3 being very small in β-cristobalite. For the crystallisation of SiO2, the A13+ ions that occupied the Si4+ sites were required to diffuse away. The process was so slow that the crystallisation of SiO2 to cristobalite was suppressed.22 Therefore, the coating exhibited excellent long term oxidation protective ability at 1773 K. Further research about how to eliminate the penetration cracks was needed.
Surface XRD pattern of C/SiC/Si–Mo–Al multilayer coated C/C composites after oxidation at 1773 K for 150 h
In addition, the multilayer coating could endure thermal cycling between 1773 K and room temperature for nine cycles, and no debonding and destruction were found, from which it could be inferred that the multilayer coating possessed excellent thermal shock resistance. It exhibited more thermal cycling time than the SiC coating with ZrO2 particle dispersion (eight cycles between 1773 K and room temperature)19 and SiC–CrSi2 coating toughened with SiC whiskers (six cycles between 1773 K and room temperature).23 The excellent thermal shock resistance might be contributed to the formation of C/SiC gradient bonding layer and the excellent multilayer coating structure.
The isothermal oxidation curve of the coated specimens at 1873 K in air is shown in Fig. 6. It could be found that the weight loss of the coated specimen reaches 5·63% after oxidation for 72 h. Figure 7 presents the surface micrograph of the coated specimens after oxidation for 72 h at 1873 K. An obvious big hole was found in the coating due to the spalling of the glass layer. The viscosity of SiO2 glass would increase and the SiO2 glass would volatilise gradually at 1873 K, the coating material was accordingly consumed. From this result, it could be inferred that the coating could not provide long term oxidation protection for C/C composites at 1873 K.
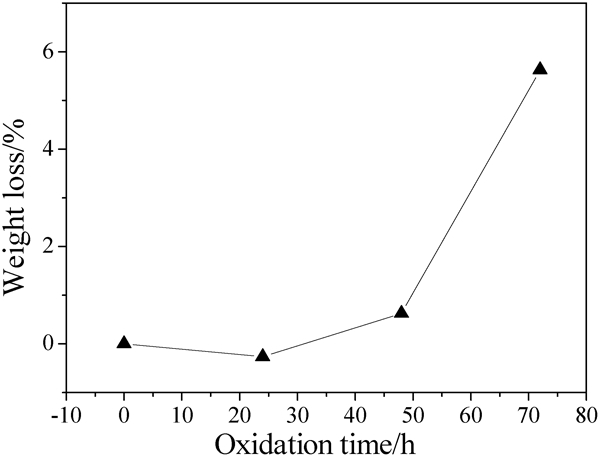
Isothermal oxidation curve of coated specimens at 1873 K in air
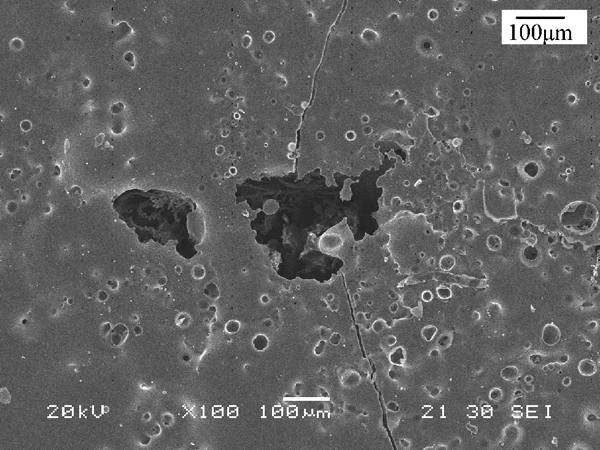
Surface SEM image of coated specimens after oxidation for 72 h at 1873 K in air
Conclusion
In this work, an effective C/SiC/Si–Mo–Al multilayer oxidation protective coating was produced on the surface of C/C composites by pack cementation and slurry method. The as obtained coating could effectively protect the C/C composites from oxidation for 150 h at 1773 K. The formation of penetration cracks in the coating was considered as the main reason of the weight loss of the coated samples at 1773 K in air. The failure of the coating at 1873 K in air is attributed to the spalling of the glass layer during the oxidation test.
Footnotes
Acknowledgements
This work was supported by the National Natural Science Foundation of China under grant nos. 50902111 and 50972120, and by the NPU Foundation for Fundamental Research and the Research Fund of the State Key Laboratory of Solidification Processing (NWPU), China (grant no. 73-QP-2010), and supported by Shenzhen Key Laboratory of Special Functional Materials in Shenzhen University under grant no. T201010.