
Abstract
The Ni base alloy (EWAC 1004EN) was used to develop coatings on the mild steel substrate by flame spraying process. The Ni base alloy powder was modified by adding tungsten carbide (10 and 20 wt-%) and CeO2 to study their effects on the microstructure, microhardness and abrasive wear behaviour of unmodified and modified coatings. All the coatings were subjected to remelting using tungsten inert gas arc welding. The abrasive wear behaviour of all the coatings in different conditions was studied using different normal loads (5, 10, 15 and 20 N) against 120 and 600 grit size abrasive medium. Scanning electron microscopy analysis of the worn out surfaces was carried out to understand the wear mechanisms. It was observed that the remelting of the coatings increased the hardness of WC and CeO2 modified flame sprayed coatings by ∼35%, while the abrasive wear resistance increased by 1·5- to threefold.
Introduction
Among the various thermal spraying processes, flame spraying process is one of the most commonly used processes to improve the wear resistance and enhance the service life of the components by depositing Ni, Fe and Co base coatings. Ni based coatings are used on engineering components subjected to wear, especially at elevated temperatures. Ni based self-fluxing alloys are mainly used for valves, hot working punches, fan blades and mud purging elements in cement factories to combat various types of wear.1 The wear resistance of Ni base alloy coatings with the addition of hard carbide particles (WC and CrC) was studied by various researchers.2 – 7 Additionally, other approaches, such as remelting, compaction and rare earth additions, have also been used to improve the wear resistance of thermal sprayed coatings.8 – 15 Remelting and compaction are known to reduce the porosity in various alloy coatings. The refinement in the microstructure with the optimum addition of CeO2 (0·8 wt-%) and La2O3 (1·2 wt-%) has been reported to increase the microhardness and abrasive wear resistance of NiCrBSi flame sprayed coatings. 8 8,9 The addition of La2O3 in the Ni base alloy composite laser cladding has also been reported to refine the microstructure and improve the wear resistance.16 – 19 The addition of rare earth elements has been reported to offer many advantages, such as refinement in microstructure, increase in hardness and wear resistance and increase in corrosion and oxidation resistance of various alloy coatings. 16 20 16,20,21 Literature survey revealed that the performance of the thermal sprayed coatings can be enhanced using comparatively costlier laser remelting process. The performance of usually highly porous flame sprayed coatings can be further improved using cost effective tungsten inert gas (TIG) arc welding process, which has not been reported yet. Therefore, in this work, an attempt has been made to study the effect of TIG remelting of rare earth modified flame sprayed Ni base coatings on the microstructure, microhardness and abrasive wear resistance. Furthermore, attempts have been made to establish the structure property relationship.
Experimental
Materials and methods
The flame sprayed coatings were developed on mild steel substrate. The substrate was degreased and roughened to an average surface roughness Ra of 3·55 μm (Rmax of 18·6 μm) before flame spraying of commercially available Ni base alloy powder. The nominal compositions of the substrate and Ni base powder are shown in Table 1. The commercially available EWAC 1004EN (NiCrBSi) powder was modified with tungsten carbide particles and then with rare earth oxide CeO2. The various powder compositions modified with WC and CeO2 and their respective coating designations are shown in Table 2. The flame spraying was carried out using neutral flame of oxy-acetylene gas maintaining the desired pressures of oxygen and acetylene. The mild steel substrate was preheated to 200±10°C before coating deposition by flame spraying. The flame sprayed coating of all the compositions were subjected to remelting with the help of TIG welding torch using current of 150 A and voltage of 18 V followed by cooling in ambient conditions.
Chemical compositions of substrate and surfacing powder/wt-%

Chemical composition of various coatings developed/wt-%

Characterisation of coating
The samples of flame sprayed coatings were cut from the transverse direction for microstructure characterisation and X-ray diffraction (XRD) (30–100° at a speed of 2° min−1) studies. The transverse section of different coatings was polished using standard metallographic procedure, and then the polished samples were etched with a mixture of 30 mL acetic acid+30 mL HNO3+10 mL glycerin. The microstructure of all the flame sprayed coatings was studied using an optical microscope (Leitz, MM6). Vickers hardness of the coating was measured using a load of 100 g, and an average of seven measurements of hardness of each coating was used for the study. Scanning electron microscopy (SEM, LEO 435VP) of the abrasive wear surface of the coatings was carried out to study the wear mechanism.
Wear test
To study the abrasive wear behaviour of all the coatings, wear tests were conducted using a pin on flat type indigenously developed reciprocating type wear tester. The flame sprayed coating in the form of wear pins of size of 10×10×25 mm were held against 120 and 600 grit size SiC abrasive papers. The abrasive wear behaviour of all the coatings was studied at different normal loads of 5, 10 15 and 20 N. The average speed of the sample during wear test was 0·142 m s−1, and the total distance travelled by the wear pin was ∼21·3 m. An electronic balance (accuracy of 0·1 mg) was used for weighing the samples before and after the abrasive wear test to measure the weight loss. The weight loss was used as a measure of wear. Wear rates were calculated by weight loss per kilometre of wear distance.
Results and discussion
Microstructure
The microstructures of the 1004 Ni base alloy coating in the as sprayed and remelted conditions are shown in Fig. 1a and b respectively. The micrograph of flame sprayed coating without remelting mainly exhibits cells of nickel solid solution and low melting eutectic mixture (Ni and Ni3B) in the intercellular zones (Fig. 1a). It can be observed that the remelting of the flame sprayed coatings produces mainly a fine dendritic structure along with few cells of nickel solid solution (Fig. 1b). The formation of a dendritic structure can be attributed to the comparatively lower G/R ratio during the solidification of the coating after TIG remelting as compared to that experienced under flame spray conditions (G is the actual temperature gradient ahead of the solid/liquid metal interface, and R is growth rate).22 A high G/R ratio is known to produce a planar or cellular structure, while a low G/R ratio results in a dendritic structure due to the rapid solidification experienced by the coating after TIG remelting. 22 22,23 Furthermore, the TIG remelting results in porosity reduction. Image analysis of the micrographs of these coatings showed a reduction in porosity from 9·2 to 3·1%. The reduction in porosity is primarily due to the filling of voids and pores by molten metal of coating after TIG remelting.
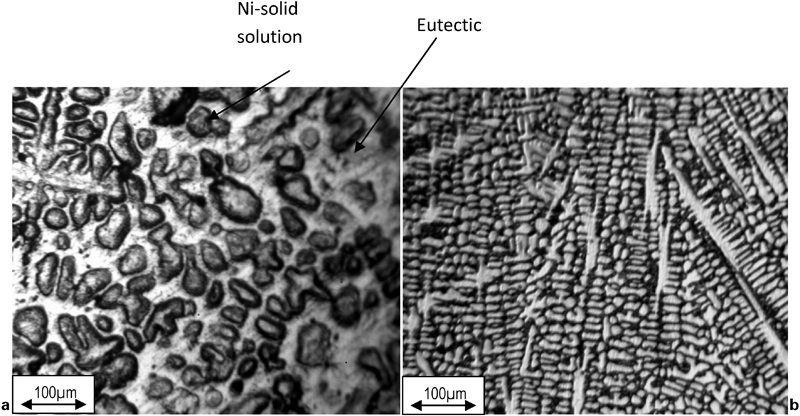
Microstructures of 1004EN coating in a as sprayed and b remelted conditions
The microstructures of 10 and 20 wt-%WC modified 1004 Ni base alloy composite in as sprayed and remelted condition are shown in Figure 2 Figs. 2 and 3. In general, the microstructure of the WC modified 1004 Ni base alloy composite coating (both in as sprayed and remelted conditions) was found to be coarser (Fig. 2) than the microstructure of the unmodified 1004 Ni base alloy coating (without any WC addition). The coarsening of the WC modified flame sprayed coating is due to the reduction in the cooling rate experienced by the coating during solidification as the addition of WC in 1004 Ni base alloy lowers the thermal diffusivity of the coating, which in turn reduces cooling rate of the coating. The thermal diffusivity of WC is reported to be lower than that of Ni.24 Moreover, the effect of TIG remelting on the microstructure of WC modified coating ( Figure 2 Figs. 2b and 3b) is similar to that of the unmodified 1004 base alloy powder coating. The microstructures of CeO2 modified composite coatings in as sprayed and remelted condition (Fig. 4) can also be explained in similar lines. The refinement of the microstructure due to the remelting of the coating is expected to appreciably improve the hardness and wear resistance of the composite coatings.
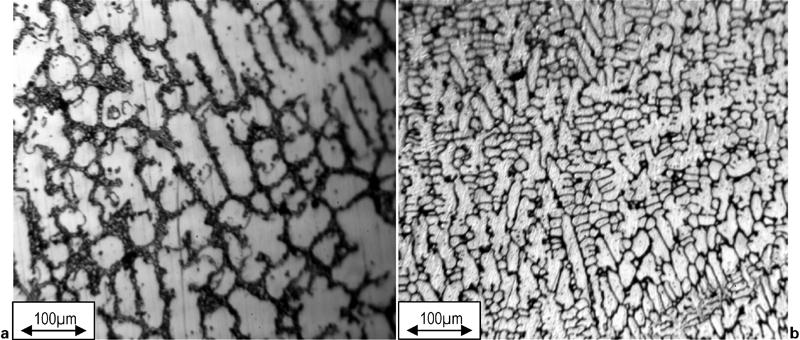
Microstructures of 1004EN+10 wt-%WC in a as sprayed and b remelted conditions
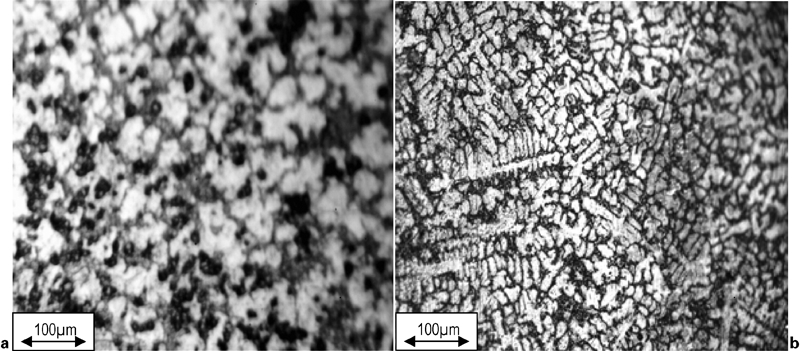
Microstructures of 1004EN+20 wt-%WC coating in a as sprayed and b remelted conditions
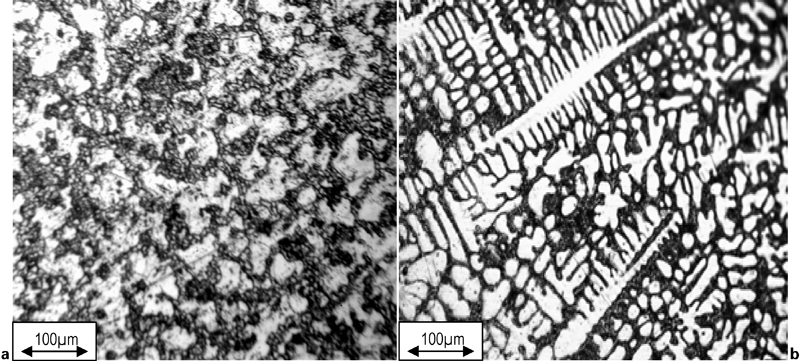
Microstructures of 1004EN+20 wt-%WC+0·8 wt-%CeO2 coating in a as sprayed and b remelted conditions
X-ray diffraction analysis
The XRD analysis of the 1004 Ni base coating was carried out to identify the various phases present in the coating (Fig. 5). The analysis of the XRD patterns revealed that the eutectic mixture is composed of Ni, Ni3B, Ni3Si2 and Cr3C2. The XRD analysis of the 20 wt-%WC composite coating exhibited phases such as Ni, Ni3B, Ni2W4C and Cr3C2 in the microstructure, confirming the addition of tungsten carbide particles (Fig. 6). These findings are in agreement with published literature.17 – 19 Furthermore, the Ni base alloy composite coating reinforced with 20 wt-%WC particles revealed the formation of new intermetallics Ni2W4C, which may also enhance the hardness of the modified coating. The XRD analysis of the modified 20 wt-%WC+0·8 wt-%CeO2 composite coating revealed phases such as Ni, Ni3B, CeNi22C3, Ce3Ni6Si2, NiWSi and Cr7C3 (Fig. 7). The CeO2 addition was confirmed by the presence of CeNi22C3 and Ce3Ni6Si2 phases in this coating.
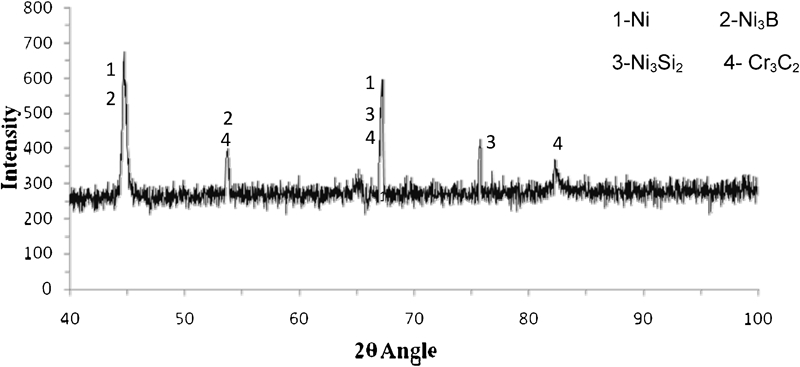
Spectrum (XRD) of 1004 as sprayed coating
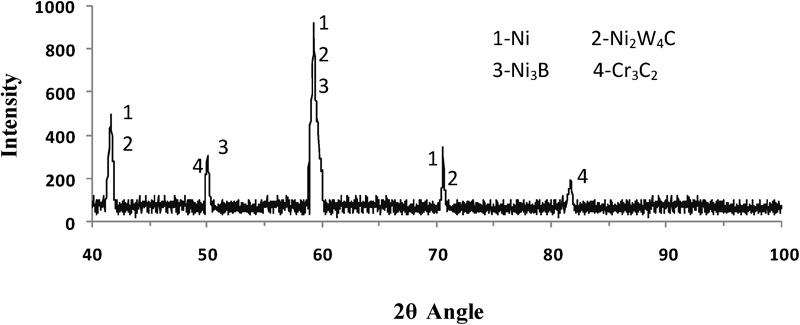
Spectrum (XRD) of 1004+20 wt-%WC coating
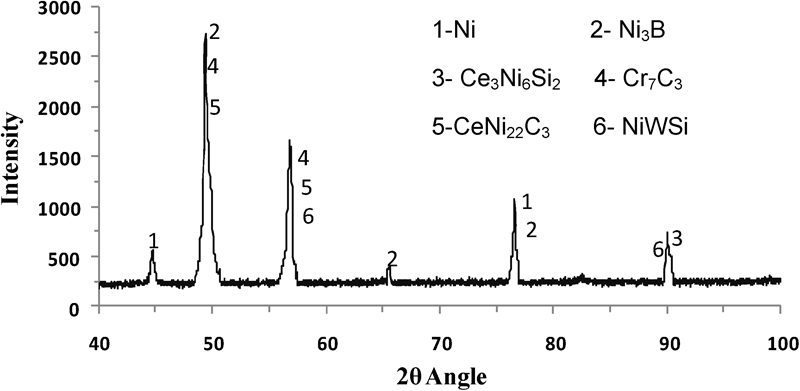
Spectrum (XRD) of 1004+20 wt-%WC+0·8 wt-%CeO2 modified coatings
Microhardness
The microhardness [HV(100 g)] of the 1004 Ni base alloy, tungsten carbide reinforced composite and CeO2 modified tungsten carbide reinforced composite coating in as sprayed and remelted conditions is shown in Table 3. It can be observed that the reinforcement of tungsten carbide particles in the Ni base alloy powder coating increases the microhardness. Furthermore, the average microhardness of 20 wt-%WC reinforced composite coatings is higher than the 10 wt-%WC modified coatings, and the same is attributed to the formation of various hard carbides and intermetallic compounds in the coating, as evident from the XRD analysis (Cr3C2 and Ni2W4C3) (Fig. 6). Furthermore, the increase in microhardness of the 20 wt-%WC+0·8 wt-%CeO2 coatings can be attributed to the improved distribution of various elements and the formation of hard phase, as shown by optical microscopy and XRD analysis. The increase in hardness of the CeO2 modified coating may be due to the formation of Cr7C3 carbides since the hardness of Cr7C3 is higher (17·7 GPa) than other types of carbides, as reported by Lebaili et al.,25 and as the addition of CeO2 promotes the formation of new phases, as reported by various researchers.9 – 13,16,20,21
Vickers hardness (VHN) of modified and unmodified powder coating in as sprayed and remelted conditions
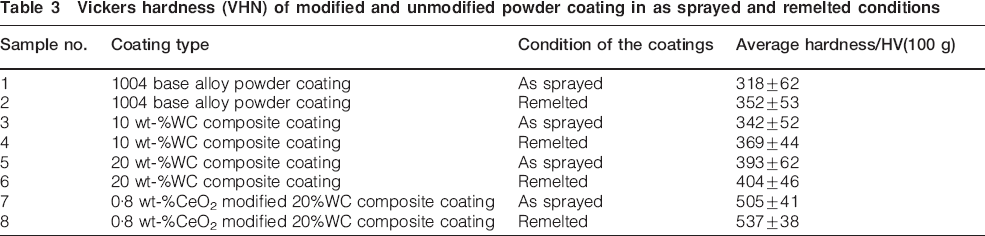
The microhardness of all the coatings increased after TIG remelting irrespective of their composition. Analysis of microhardness results showed that the increase in hardness after remelting of 1004 Ni base alloy powder and tungsten carbide reinforced composite coatings is marginal (approximately 5–10%), while that in case of 20 wt-%WC+0·8 wt-%CeO2 modified coating was >15%. The maximum hardness was found to be 537 HV(100 g) in the case of remelted 20%WC+0·8 wt-%CeO2 composite coating, and the same may be due to the formation of various carbides and other intermetallic compounds, as shown by the XRD analysis.
The variation in the microhardness [HV(100 g)] as a function of distance (μm) from the coating/substrate interface towards the top of the coating in various conditions is shown in Fig. 8. It can be observed that the remelting of the coatings reduces the scatter in hardness of the coating compared to that of the as sprayed coatings. The microhardness in general increased with the increase in distance from interface, and peak hardness occurs somewhere near the top surface of the coating. This may be due to the refined microstructure near the top surface of the coating, as the top surface initially subjected to high cooling rate after coating deposition as compared to other regions of the coating.
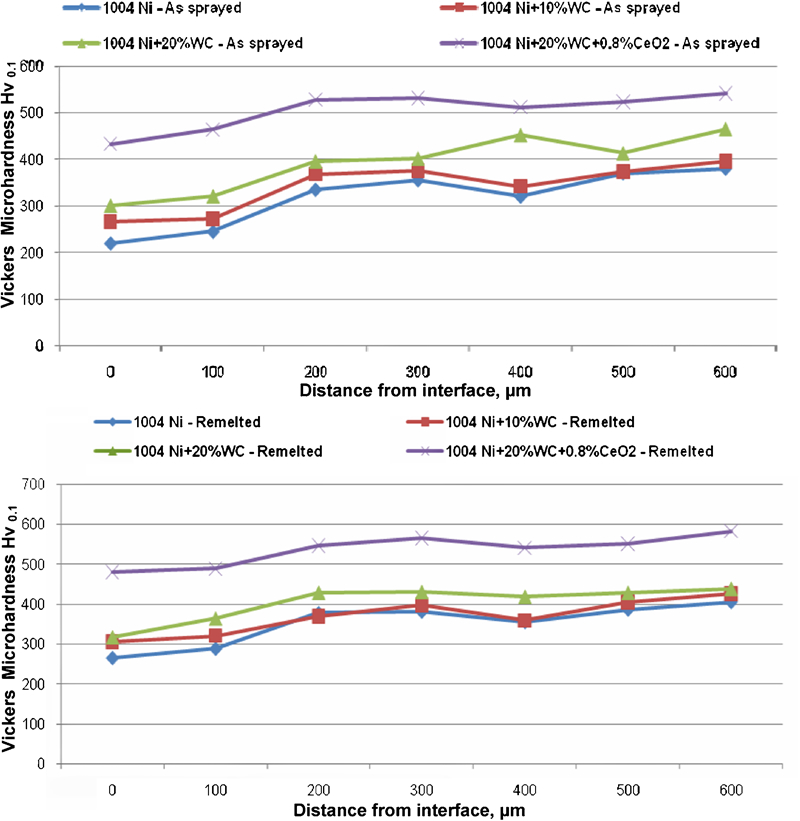
Microhardness versus distance from interface relationship for a as sprayed and b remelted coatings
Abrasive wear behaviour
The wear rates versus normal load relationships for 1004 base alloy powder, tungsten carbide reinforced composite and 0·8 wt-%CeO2 modified coatings in as sprayed and remelted conditions are shown in Fig. 9. It can be observed that, in general, the wear rate of all the coatings increases with the increase in applied load irrespective of coating composition, their conditions and abrasive medium. The abrasive wear rate of all the coatings against 600 grade abrasive medium was found lower as compared to that against 120 grade abrasive medium. The abrasive wear rate of all the coatings reduced after remelting irrespective of their composition, normal load and abrasive medium during the test. The reduction in abrasive wear rates of the coatings after remelting can be attributed to the increase in microhardness due to the refinement of the microstructure and reduced porosity as compared to the as sprayed coatings. The fine microstructure provides a low mean abrasive path that in turn lowers the abrasive wear rate. The increase in hardness and wear resistance of coatings with the addition of CeO2 may be due to the uniform distribution of various elements, as reported by various researchers.9 – 13,16,20,21
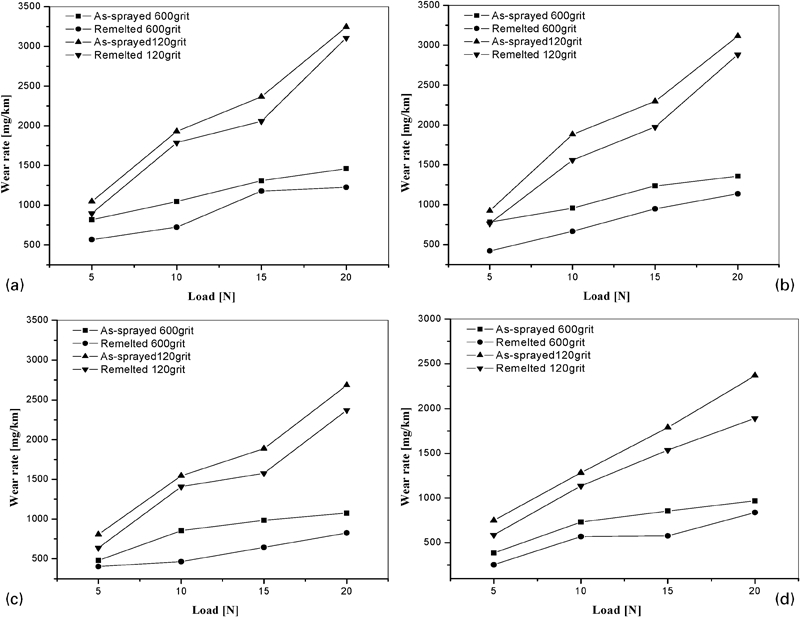
Wear rate versus applied load relationship for a 1004EN coating, b 1004EN+10 wt-%WC coating, c 1004EN+20 wt-%WC coating and d 0·8 wt-%CeO2 modified powder coating
The increase in abrasive wear rate with the increase in normal load and grit size of the abrasive medium during the test is due to the fact that both of these factors increase the depth and width of penetration of the conical abrasive grit, which in turn results in the removal of a larger volume of materials from the wear surface of the coatings. The reinforcement of the tungsten carbide particles in 1004 Ni base alloy powder coatings lowers the wear rates due to the increase in microhardness of the coatings as compared to the 1004 Ni base alloy powder coating. An increase in hardness of the coating decreases the depth of penetration of the abrasive particles during the test, which in turn reduces the wear rate. The lowest wear rate was found in 1004 Ni+20 wt-%WC+0·8 wt-%CeO2 modified coating.
Scanning electron microscopy analysis
The SEM images of worn surfaces of specimens of 1004 Ni base alloy, tungsten carbide reinforced composite and 20 wt-%WC+0·8 wt-%CeO2 modified coatings subjected to abrasive wear test at 20 N normal load against 120 abrasive grit size were analysed to study the material removal mechanisms ( Figure 10 Figure 11 Figs. 10–12). A study of SEM images of the worn surfaces of all the coatings in general showed cutting, ploughing and crater formation as dominating material removal mechanisms ( Figure 10 Figure 11 Figs. 10–12). Cutting and ploughing were observed in the 1004 Ni base alloy powder coating in as sprayed conditions, while the cutting mechanism was observed in case of remelted coating (Fig. 10).
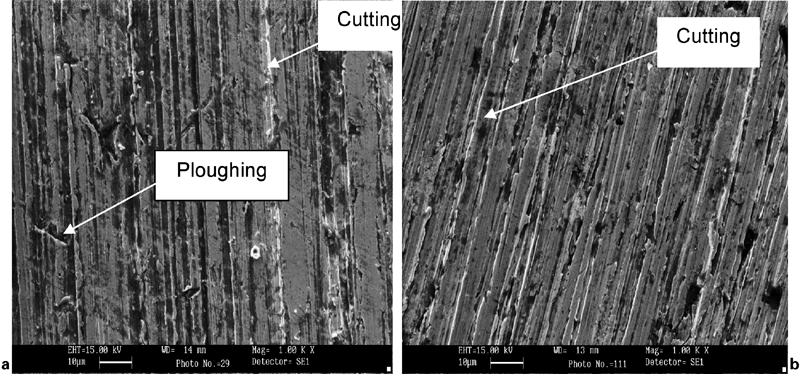
Images (SEM) of worn out 1004 powder coatings against 120 grit size a as sprayed 20 N load and b remelted 20 N load
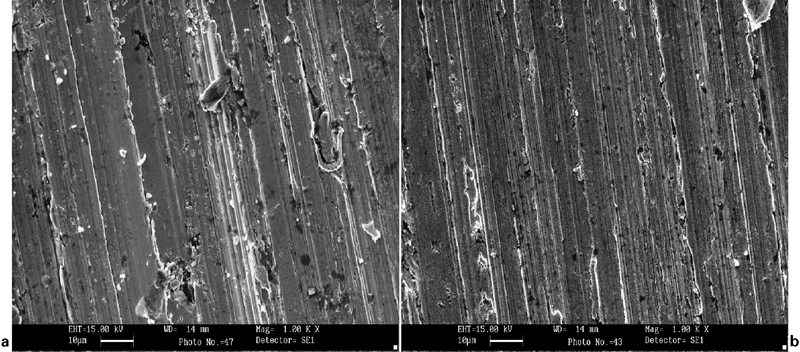
Images (SEM) of 1004EN+20 wt-%WC powder coatings against 120 grit size a as sprayed 20 N load and b remelted 20 N load
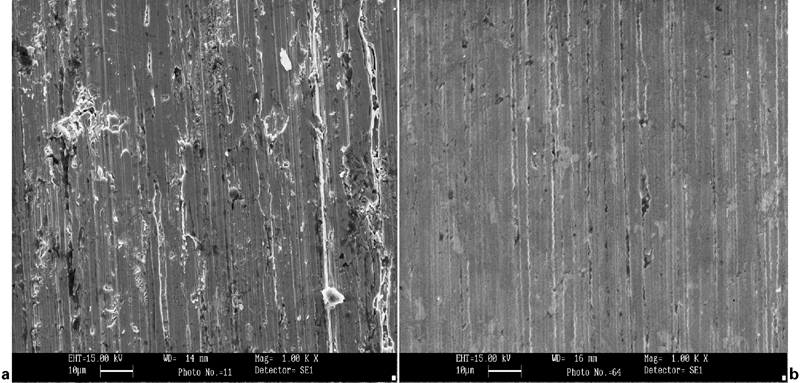
Images (SEM) of 1004EN+20 wt-%WC+0·8 wt-%CeO2 powder coatings against 120 grit size a as sprayed 20 N load and b remelted 20 N load
Cutting was the main abrasive wear mechanism in case of tungsten carbide reinforced composite coatings in both as sprayed and remelted conditions. The formation of narrow abrasive wear marks on the surfaces of tungsten carbide reinforced composite coatings ( Figure 11 Figs. 11 and 12) is due to the higher hardness of these coatings as compared to the 1004 Ni base alloy powder coatings. The cutting and ploughing were the main wear mechanisms observed in the case of 20 wt-%WC+0·8 wt-%CeO2 modified coating in as sprayed conditions, while only cutting was observed in the remelted condition of this coating (Fig. 12).
Conclusion
The following conclusions can be drawn from the present study.
The reinforcement of tungsten carbide particles and CeO2 in the 1004 Ni base alloy powder promotes the formation of some new hard phases, which increase the hardness and abrasive wear resistance of the coatings.
The reinforcement of tungsten carbide particles in the 1004 Ni base alloy powder coating increases the microhardness up to 23%. The tungsten carbide coating modified with 0·8%CeO2 showed an increase in microhardness by >35%. Remelting of the coating further increases the microhardness due to porosity reduction. Moreover, the maximum increase in microhardness due to remelting was found in the case of 20 wt-%WC+0·8 wt-%CeO2 modified coating followed by 20 wt-%WC coating.
The reinforcement of tungsten carbide particles in the 1004 Ni base alloy powder coating lowers the abrasive wear rate up to 18%. The modification of tungsten carbide particles reinforced composite coating by 0·8 wt-%CeO2 reduced the abrasive wear rate by >37%. Remelting of all the coatings lowered the abrasive wear rate. The minimum wear rate was found in the case 20 wt-%WC+0·8 wt-%CeO2 modified coating after remelting.
Cutting, ploughing and craters were the main material removal mechanisms in these coatings.