
Abstract
The microstructure, hardness and wear properties of atmospheric plasma spray coating of TiO2 and Al2O3–13TiO2 with incremental hydrogen fractions (11·1–23·8%) in primary gas have been investigated in this work. TiO2 coating shows a fine bead-like surface structure, while Al2O3–13TiO2 predominantly exhibits a splat-like morphology. The microstructure shows a slight refinement in the structure for the highest hydrogen content possibly due to the higher specific enthalpy of the plasma plume. Both coatings show the highest hardness for samples coated with the highest hydrogen content possibly due to the refined structure. The roughness shows a mild decreasing trend for TiO2 coating, while the reverse trend is observed for Al2O3–13TiO2 coating. The wear loss and friction coefficient show a flat trend (0·4–0·6) for all the hydrogen contents. The worn tracks show a compacted mixture of ceramic, graphite and metallic particles.
Introduction
Surface engineered components are used in a variety of industrial applications for providing adequate wear resistance as well as antifriction properties. Hard ceramic coatings are commonly used for such applications. Oxide ceramics, such as alumina, titania, zirconia, silica, chromia and yittria, have been used successfully to prevent erosion, cavitation, fretting and corrosion. Titanium dioxide is used in a variety of applications, such as pigments, sunscreens, UV absorbers and photo catalyst. A substoichiometric variety of titanium dioxide called titanium suboxide or Magnéli phase with ordered defect structures is known for its superior wear resistance. The Magnéli phase with planar stacking faults or crystallographic shear planes is generated by depletion of oxygen during high temperature processing. These materials are normally coated on the desired functional part by thermal spray process, such as atmospheric plasma spraying (APS), vacuum plasma spraying (VPS) and high velocity oxygen fuel. During thermal spray process, the reducing atmosphere in the hot zone tends to relieve the oxygen from the lattice, forming the Magnéli phase. Extensive work has already been carried out on these coatings for wear resistant applications. The most oxygen deficient Magnéli phase, such as Ti4O7, forms during high temperature annealing (900°C) with stepped surface and anisotropic conductivity.1 The oxides so formed are found to exhibit superior wear resistance with low friction during sliding tests.2 Laser irradiation on rutile TiO2 coatings can also generate the Magnéli phase.3 Laser energy induces the required vacancies in the lattice to generate the Magnéli phase. The Magnéli phase will also form on titanium dioxide coating at higher sliding speeds due to friction induced temperature at the interface.4, 5
Alumina–titania coatings are also known to provide excellent wear and corrosion resistance.6 Several interesting works have been carried out on this coating in the recent times. Most of the recent publications focus upon nanostructured coating.7 Plasma sprayed nanocoating shows better wear resistance than conventional coating.8 – 10 Partially melted zones in this nanostructured coating, which strengthen the matrix, are claimed to be responsible for its superior wear resistance.11, 12 The quality, morphology and volume fraction of the feed powder along with the various spray parameters predominantly influence the final coating properties.13, 14 A higher amount of titania in the mixture increases the fracture toughness and lowers the hardness.14 A highly uniform distribution of particles in the mixture yields the best results in terms of hardness, crack growth resistance and abrasive wear resistance.15 Friction increases with increasing injection distance.16 A smaller nozzle diameter appears to show a higher hardness and abrasive wear resistance with lower porosity than higher diameter nozzles.17 High velocity oxygen fuel shows better microstructure and coating properties than plasma spray process.18 Post-coating processes such as laser remelting also improve the properties further.19 Multilayer coatings show significant improvements in their properties compared to single layer coatings.20
From the above discussions, it can be inferred that most of the works are limited to characterising the coating properties with constant plasma gas composition. There are very limited studies on the influence of plasma gas composition on these two specific coatings used extensively for industrial applications. Plasma gas with increasing hydrogen fractions in argon normally tends to increase the specific enthalpy of the plasma gas and hence deplete oxygen from the oxide coatings by reduction process. Hence, it may also affect the coating properties. Therefore, the present work investigates the effect of hydrogen fractions on the coating properties of TiO2 and Al2O3–13TiO2 coatings by APS process. Most of the industrial coatings are made through the APS process, and hence, it would be beneficial to understand the influence of incremental hydrogen fractions in the primary gas on the final coating properties.
Experimental
TiO2 and Al2O3–13TiO2 feed powders with 10–45 μm average particle size were coated (150 μm) on a mild steel sheet with a bond coat layer (Ni–20Cr, 50 μm) for characterisation purpose. The same powders were also coated on grey cast iron flat ended cylindrical wear pins of 9 mm diameter and 15 mm height for studying the wear properties. A handheld plasma gun [APS, Sulzer Metco, 3 MB gun, 33 kW (80% duty cycle)] was used for both coatings with 200 mm standoff distance. The plasma gas used was Ar–H2 mixture with six incremental hydrogen fractions: 11·2, 14, 16·7, 19·2, 21·6 and 23·8%. It corresponds to 80 lb in−2 for Ar with 10–25 lb in−2 for H2.
The hardness was measured in a micro-Vickers hardness machine with 1 kg indentation load. The surface roughness was measured with a Mitutoyo surface profilometer. The micrographs were captured with a Leica optical microscope and a Quanta 200 SEM. Wear tests were conducted on a pin on disc test rig (ASTM G99-05) with 100 N normal load and 2·5 m s−1 sliding speed. The total sliding distance was 2500 m. The disc was a grey cast iron (250 grade) with the hardness of 190–220 HV. Mass losses before and after wear test were recorded. Two trials were conducted for each sample, and the average was recorded.
Results
Microstructural details
Figures 1 and 2 show the microstructures of TiO2 and Al2O3–13TiO2 coatings respectively. The bond coat and the top ceramic layers are clearly observed with dark regions that are porosities. The porosities are slightly higher in the Al2O3–13TiO2 coating. The spray parameters used have an influence on the final coating microstructure, as mentioned earlier. Higher spray distances possibly give rise to more porosities. The bond coat layer has been slightly disturbed from the impingement of the top coat during spraying. The sprayed particle approaching the surface with high velocity hits the soft bond coat material to deform the layer. The bond splats are similar to splats of ceramic layer. The VPS coating of TiO2 normally shows differences in grey shades, which strongly indicate oxygen loss, leading to the Magnéli phase.21 The O/Ti ratio is below 2·0 in different areas, showing the presence of the Magnéli phase. The X-ray diffraction peak also shifts away from the normal rutile phase. The same is observed here in Figs. 1b and 2b with the APS coating. Therefore, hydrogen influences the reduction process regardless of the process. The formation of the Magnéli phase also lowers the electrical resistivity.21 TiO2 transforms to substoichiometric oxides and Al2O3 transforms from stable α-Al2O3 to metastable γ-Al2O3 form.
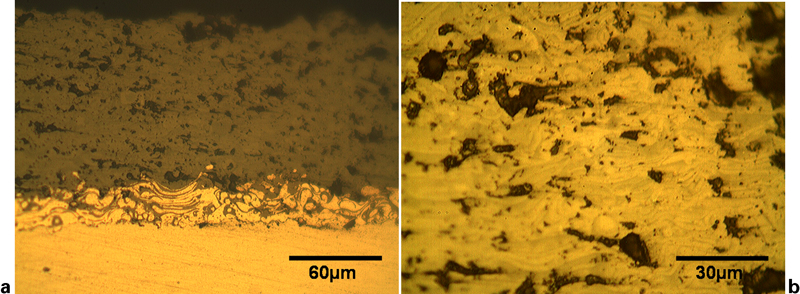
Cross-section optical micrographs of TiO2 coating: a low magnification (×50); b high magnification (×100)
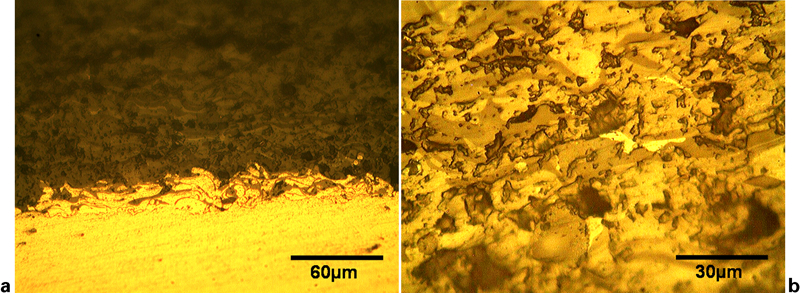
Cross-section optical micrographs of Al2O3–13TiO2 coating: a low magnification (×50); b high magnification (×100)
Figures 3 and 4 show the morphologies of the coating surface generated with the lowest (11·1%) and highest (23·8%) hydrogen fractions in the plasma gas. It is observed that the surface morphology of both of these coatings is quite different regardless of the hydrogen fractions in the plasma gas. The TiO2 coating shows a bead-like structure (Fig. 3) dispersed along with irregular splats, while the Al2O3–13TiO2 coating shows a splat-like morphology with internal cracks on each of the splats (Fig. 4). The Al2O3 fraction in Al2O3–13TiO2 coating has shown a different splat morphology compared to TiO2.
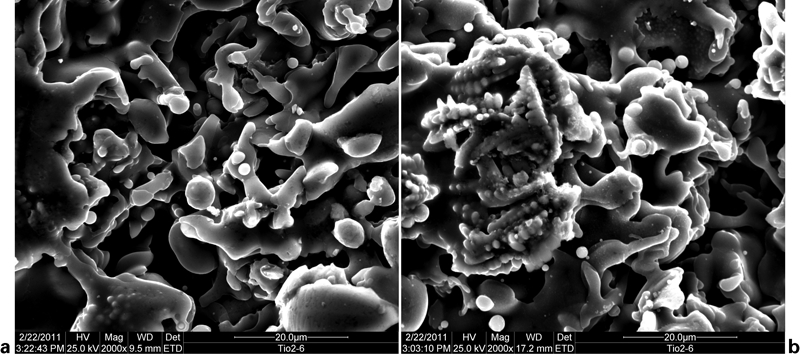
Images (SEM) of surface morphology of TiO2 coating: a lowest hydrogen (11·1%); b highest hydrogen (23·8%)
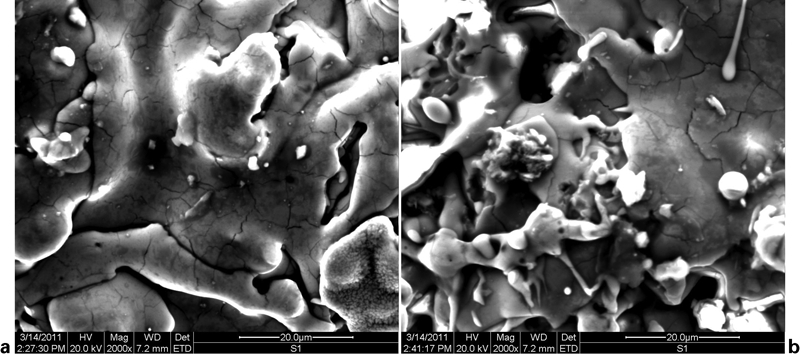
Images (SEM) of surface morphology of Al2O3–13TiO2 coating: a lowest hydrogen (11·1%); b highest hydrogen (23·8%)
Zhang et al.22 have identified three zones in the coatings, which are classified as unmelted, partially melted and fully melted zones, with a substructure morphology. A fully melted splat structure is observed here (Fig. 5). It appears that the structure is slightly more refined for TiO2 coating with the highest hydrogen fraction (23·8%). Some kind of dendritic morphology similar to corn has appeared (Fig. 3b) apart from the regular beaded structure. Such a feature can be observed throughout the surface. In contrast, the Al2O3–13TiO2 coating shows a splat-like morphology with a high density of cracks in each of the splats (Fig. 4a) along with small beads, which is possibly TiO2. A slightly refined structure has appeared along with bead structure with increasing hydrogen fraction in the plasma gas (Fig. 4b). This refinement is much more sharply observed in Fig. 5b. Therefore, the incremental hydrogen fraction in the plasma gas seems to affect the coating morphology to some extent. The sharp temperature gradient between the splat and the substrate may have also influenced the structural refinement. The solidifying temperature of Al2O3 (2072°C) is slightly higher than TiO2 (1855°C), which may perhaps induce such structural changes. The splat shape seems to depend upon many factors, such as spray parameters, nozzle diameter, primary gas flowrate and even substrate preheating temperature.23 The bond coat morphology is not affected with the varying hydrogen fraction in the plasma gas.
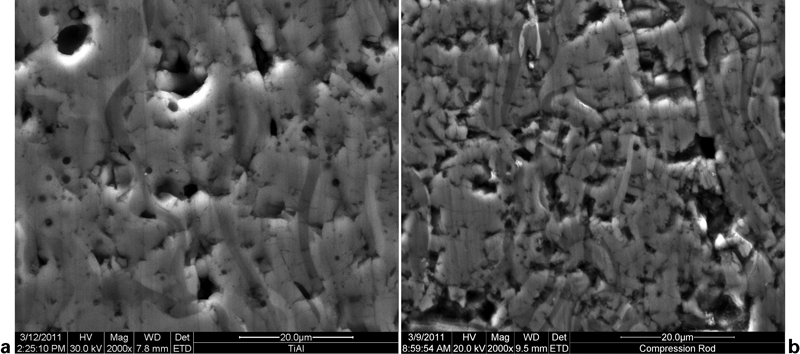
Images (SEM) of cross-section of Al2O3–13TiO2 coating: a lowest hydrogen (11·1%); b highest hydrogen (23·8%)
Hardness and surface roughness
Figure 6 shows the variation in hardness for different hydrogen fractions in plasma gas. TiO2 shows higher hardness compared to Al2O3–13TiO2 coating. It is almost a flat trend for both coatings except the highest hydrogen fraction (23·8%). This is possibly due to the refined structure, as observed in Figs. 3 and 4. The VPS of TiO2 shows a small decreasing hardness trend with increasing hydrogen fraction due to oxygen loss.21 In this case, a flat trend is observed, indicating no significant reduction in O/Ti ratio for the APS process. No changes in the hardness of the bond coat are observed for both coatings (370–390 HV) with varying hydrogen fractions.
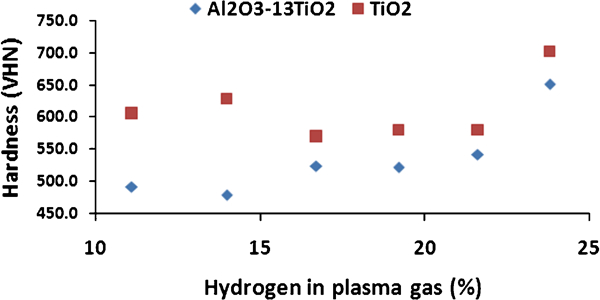
Hardness variation with respect to different hydrogen fractions in plasma gas
The average surface roughness shows a decreasing trend for TiO2 coating, while it shows a mild increasing trend for Al2O3–13TiO2 coating (Fig. 7). The beaded structure along with smaller but irregular splats allows for closer packing in the TiO2 coating (Fig. 3) to gradually reduce the roughness. In the case of Al2O3–13TiO2 coating, the regular massive splats are mixed with finer TiO2 beads (Fig. 4), which might possibly increase the surface roughness.
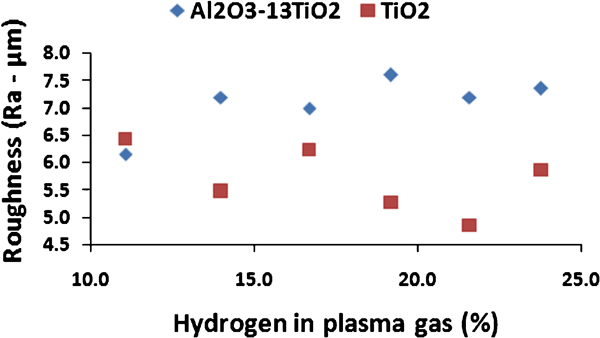
Surface roughness variation with respect to different hydrogen fractions in plasma gas
Wear properties
Wear loss also shows a very small variation with different hydrogen fractions in the plasma gas (Fig. 8). A refined microstructure is ineffective in influencing both the hardness and wear properties. The same is the case with VPS coatings.21 Under lubricated condition, the APS coating shows higher wear resistance compared to the VPS coating.24 However, under dry condition, the wear loss is mostly influenced by solid surface interactions, resulting in wear out of both contacting surfaces. The porosities in the coating act to initiate the cracks under the loading condition prevailing in the present experiments. A cast iron with graphite in the matrix would also experience a similar wear mode.
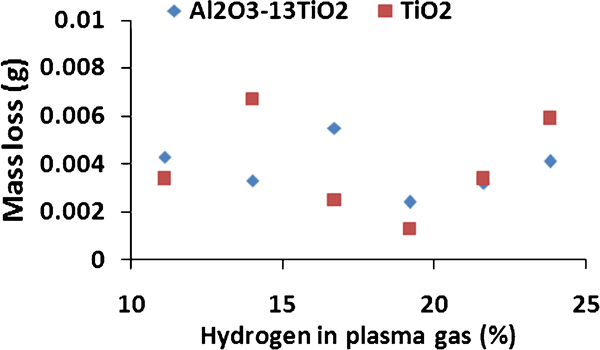
Sliding wear loss variation with respect to different hydrogen fractions in plasma gas
Interestingly, the wear loss is the same for both TiO2 and Al2O3–13TiO2 coatings in spite of little variations in hardness or roughness. The coefficient of friction was slightly higher for Al2O3–13TiO2 coating compared to TiO2 coating possibly due to the slightly higher roughness values (Fig. 9). The roughness parameters of the worn track are slightly higher for Al2O3–13TiO2 coating (Fig. 10). This is also possible due to the higher initial level of coating surface roughness (Fig. 7).
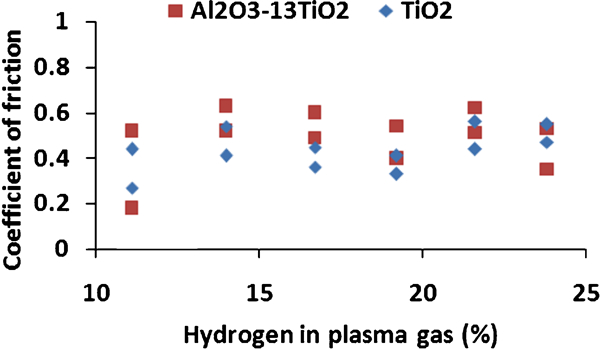
Friction coefficient variation with respect to different hydrogen fractions in plasma gas (two points shown are maximum and minimum values)
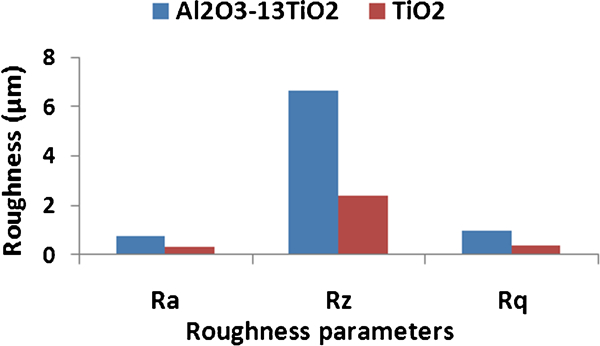
Roughness of wear tracks on cast iron disc
The worn surfaces of both coatings are shown in Fig. 11. It shows a transfer layer consisting of a mixture of carbon from the cast iron disc along with metallic and ceramic debris. The deformed layer is aligned along the sliding direction. The ceramic coating being harder (700 HV) than the grey cast iron (190–220 HV) can easily plough through the surface and form the debris. The initial debris so formed may get compacted within the voids on the ceramic coating surface, showing a flat appearance.
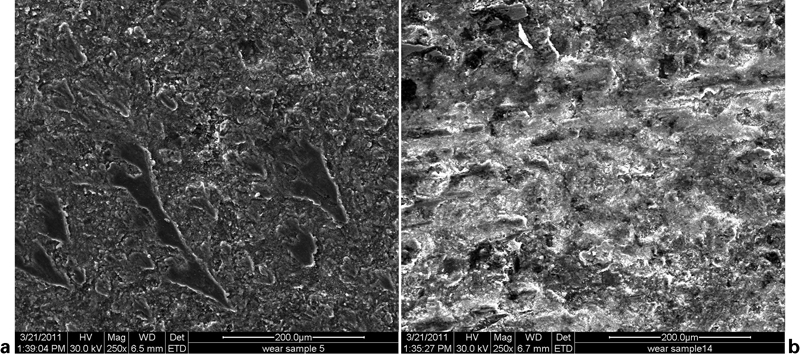
Wear tracks of a TiO2 coating and b Al2O3–13TiO2 coating
Therefore, it is observed that the variation in hydrogen fractions of the plasma gas does not affect their hardness and wear properties except a small refinement in the microstructure. Increments in hydrogen fractions in the plasma only increase the enthalpy of the flame and finally affect the nozzle life and also the overall cost.
Discussion
Hydrogen reduction of oxide materials has been extensively worked as of date. The oxide materials are effectively reduced when there is a significant presence of atomic hydrogen species in the plasma gas. The high density of active hydrogen species for plasma reduction can be achieved by the Ar–H2 mixture. It is said that atomic hydrogen species are very easily absorbed on any surface provided that the particle wall temperature is not too low for recombination.25 Reduction of oxide takes place from the surface towards the interior and produces different oxide chemistries from the surface.25 An enormous increase in hydrogen content will cause a substantial reduction of oxides into metallic species. Therefore, the quantity has to be optimised for reduction into substoichiometric oxides and not into metals for wear resistant applications. The presence of water vapour after deoxidation during plasma treatment is one of the limiting factors for reduction. The best form of substoichiometric form of titanium oxide so far obtained is Ti2O3.26 Oxide materials in coated or thermally grown forms are generally known for their good wear resistance.27
In the present experiments, it is observed that except the structural refinement, there is no change observed in the hardness or wear properties, possibly indicating lack of reduction of metallic oxides to their substoichiometric forms. The structural refinement is mainly due to the higher enthalpy of the gas mixture with the increase in hydrogen fraction in the mixture. The corn-like morphology in the coating with the highest hydrogen fraction (23·8%) indicates that the melted particle with the highest attained temperature during its flight in the plasma plume impinges the substrate and solidifies with finer morphology. The fineness in the structure possibly evolves due to particle spread and fragmentation after impingement. The corn-like morphology will naturally evolve during solidification from such high temperatures. This structure has only a mild influence on the hardness and roughness with no influence on the wear properties. The pore size generated in the coating with higher hydrogen fraction is smaller than the one with lower fraction. However, it does not in any way affect the final wear properties. A finer or coarser structure does not influence the inherent brittle nature of the coating. A slight difference in the friction coefficient was observed between these two coatings possibly due to their inherent microstructure. TiO2 coating with densely packed microstructures shows a reduced tendency for sliding resistance than the coarser Al2O3–13TiO2 coating with higher surface roughness.
The thermal conductivity of the Ni–20Cr bond coat is much lower (12·6 W m−1 K−1) than the steel substrate (43 W m−1 K−1). Therefore, it might have also influenced the solidification behaviour and coating morphology development. Therefore, except for the insignificant changes in hardness and roughness, there is no difference in the wear or friction properties with varying hydrogen fractions of up to 24% in the plasma gas. Dhiman et al.28 have concluded that the splat which has spread to a large degree is too thin and shows a higher tendency for fragmentation on solidification. The cracks found in Al2O3–13TiO2 coating may be explained in this context. The splat has flattened considerably with good spread and hence shows high density of fine cracks in the layer. The cooling rate may also have an influence in addition to the above model discussed.
The following are some of the interesting facts unearthed by several authors. The bond strength between bond and top coats or between superimposed splats will generally be good enough,29 but the adhesion of splat to the substrate depends upon the surface chemistry before impingement29 and also the state of residual stresses within the coating as well as the interface.30 It was observed that the presence of hydroxide at the surface contributed to bubbles at the interface and hence poor adhesion.31 The preheated surface improved the adhesion significantly. Therefore, all of the above might have also contributed to the final properties, although it has not been verified specifically in this work.
Conclusion
The effect of incremental hydrogen fraction in plasma gas on the microstructure, hardness, surface roughness and wear properties of TiO2 and Al2O3–13TiO2 APS coatings has been investigated in this work. TiO2 coatings show a bead-like structure along with irregular splats, while Al2O3–13TiO2 coatings show a fully splat structure. Both coatings show slightly refined microstructural features for the highest hydrogen fraction (23·8%). The hardness profile shows a flat trend except the one with the highest hydrogen content due to the refined structure. The surface roughness shows a slight increasing trend for Al2O3–13TiO2 coating, while it shows the reverse trend for TiO2 coating due to denser packing. Wear loss and friction show a flat trend regardless of the hydrogen content used here due to the defect structure prevailing in all the conditions. The refined structure in the coating sprayed with the highest hydrogen content is ineffective in preventing wear loss. The worn tracks show a compacted mixture of graphite, metallic and ceramic particles.
Footnotes
Acknowledgements
The authors gratefully acknowledge the managers and personnel of Spraymet Surface Technologies Pvt. Ltd, Bangalore, for providing technical help and alumina–titania powder for the coating.