
Abstract
This paper aims to compare the behaviour of cobalt and iron base hardfacing alloys on hot forging dies under temper, shock and wear. Tempering resistance, shocking behaviour and wear resistance were investigated using a tubular furnace, press and pin on disc tribometer respectively. The results showed that the thermal stability of commercial iron base hardfacing alloy (named RMD248) is good below 550°C but poor in the case of higher temperature, whereas the cobalt base hardfacing alloy presents superior tempering resistance. The cobalt base hardfacing alloy possesses excellent shock hardening properties at all the experimental temperatures, but RMD248 does not, especially at high temperature (600°C). Compared with the hardfacing layer produced by RMD248, the cobalt base hardfacing layer produces high wear resistance at 600°C and high temperature oxidation resistance at 600°C for 100 h.
Introduction
Hot forging using a die appears to be one of the most applicable processing methods in the machine building industry. In hot forging, dies are subjected to severe mechanical and thermal loads.1 Hence, the service life of the die is restricted by wear, thermal and mechanical fatigue, plastic deformation, etc.2 – 6 It needs complex machining and heat treatment technology for manufacturing the whole hot die body. Owing to the enormous quantities of products manufactured in the industries and the relatively short life of the moulds, tools and dies, even small improvements in the life would bring a large economic effect.7
Surfacing welding technology using coated electrodes has been adopted to repair damaged dies and even surface new dies directly and has proven to be a very effective way to extend their service life and lower the material cost. The process of metal forming is always accompanied by heat generation. This heat, imparted by plastic deformation and friction between the die and the billet, causes a complex and changing temperature field.8 Therefore, it is very important to predict the high temperature behaviour of die materials during the forging processes. Kashani et al. investigated the room and high temperature wear behaviours of weld overlay coatings on hot forging dies,9 as was also reported in the investigation of erosive abrasive wear resistance by Ramachandran et al.,10 but very few investigations of shocking and tempering resistance of hardfacing materials have been reported so far. In recent years, iron base alloys have become the most economical alloys available for a wide range of applications.11 – 14 For example, the commercial hardfacing electrode RMD248 developed by our group is widely used to repair hot forging dies. However, in the hot forging process, the dies undergo severe thermal and mechanical shocks during each stroke. The surface temperature of the dies exceeds 500°C rapidly,15 and the thermal softening induced by such high temperature influences the properties of the final product and die service life. Hence, there is a need to either improve existing welding electrodes or seek alternative coatings such as cobalt hardfacing alloys. Compared with iron base hardfacing alloys, cobalt base hardfacing alloys offer the overall combination of high corrosion or heat resistance coupled with resistance to wear,16 although they are more expensive. Therefore, a new type of cobalt base hardfacing electrode was developed in this paper, and the behaviours of cobalt and iron base hardfacing alloys under temper, shock and wear were investigated. The experimental results obtained can contribute to the development of a new type of cobalt base welding consumables, and even the improvement of the original iron base hardfacing electrode, to offer the best overall benefit for a specific application.
Experimental
Material preparation
The core wire of a cobalt base electrode was produced using a bare electrode with a diameter of 4 mm containing high contents of Co and Cr. The coatings were the CaO–CaF2–TiO2 slag system and the Co–Cr–W–Ni–C alloy system.
Hardfacing was carried out on substrate AISI 1045 steel plates using shielded metal arc welding under direct current with a reverse polarity. To assure the dryness of the electrode, it was baked in the furnace at 60°C for 1 h, 160°C for 1 h and 350°C for 1 h in turn. During the welding process, to obtain a homogeneous specimen, a few hardfacing layers were produced to make sure that the total thickness was over 10 mm. The welding parameters were as follows: welding current, 120–130 A; arc voltage, 22–25 V; and electrode travelling speed, 0·3–0·4 mm s−1.
The experiment utilised an optical emission spectrograph to analyse the chemical composition of the hardfacing deposits. The chemical composition was 50Co–26Cr–0·37C (wt-%). The deposit weld metal of RMD248 was 0·1–0·4C, 3·5–6·5Cr, 1·0–3·0Mo, 0·1–1·0V, 0·1–1·0W, 0·2–2·0Ni and balance Fe (wt-%). The welding procedure with RMD248 was the same as the cobalt base hardfacing.
Temper resistance tests
A tempering survey was performed to evaluate the temper resistance of the cobalt and iron base hardfacing alloys. Samples of 10×10×20 mm were cut from the plate and annealed in a tubular furnace. The annealing treatments at temperatures of 550, 600 and 650°C were applied to these samples for 1, 4 or 8 h and air cooled.
The microstructures before and after temper resistance tests were observed by optical microscopy. Microstructure investigations were carried out on the top surface of the hardfacing alloys after polishing and etching. For cobalt base hardfacing alloys, the etching agent was composed of 3 mL 68% nitric acid solution, 15 mL 38% hydrochloric acid solution, 3 g ferric chloride and 50 mL H2O. The iron base hardfacing alloys were etched with 4% nitric acid alcohol solution. The bulk hardness of the hardfacing alloys before and after each tempering treatment was measured using an HR-150 Rockwell hardness tester; five readings were taken in close proximity, and the mean values are reported.
Shock tests
Shock tests were carried out on a J23-16 press. The parameters of the shock test are shown in Table 1. Samples were finally machined into the specified geometry, as shown in Fig. 1. Shock tests were conducted for samples at room temperature (RT, i.e. 25°C) and 600°C after it was baked at 600°C tempering temperature for 8 h in the furnace. After the shock tests, the hardness tests were conducted when the experimental samples had cooled to RT.
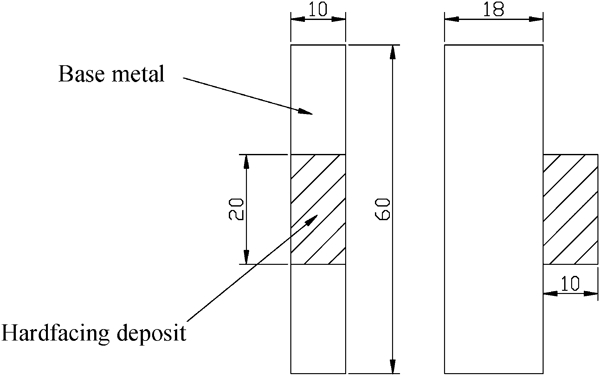
Sketch of shock specimen (unit: mm)
Parameters of shock tests
Wear tests
Sliding wear tests were performed on an HT-500 high temperature pin on disc tribometer with the test material in conformal contact against the ball. The ball material was an AISI T2 high speed tool steel, quenched and tempered to a hardness of 62 HRC. The diameters of the ball and the wear track were 3 and 4 mm respectively. The wear tests were performed at both RT (i.e. 25°C) and 600°C under dry conditions and under a normal load of 4·8 N and a rotational speed of 560 rev min−1 for a time of 30 min. The wear loss was evaluated by calculating the mass loss from the sample. During the wear process, the corresponding friction coefficient can be obtained from the ratio of friction force/applied load. The wear surfaces were observed by scanning electron microscopy.
Oxidation tests
Specimens with a dimension of 10×10×50 mm with rounded edges (to avoid typical edge effects on oxidation) of each alloy were put in an SX-49 resistance furnace, where they remained for 100 h at 600°C (laboratory air). After cooling down to RT, the mass changes of the oxidised specimens were measured. The sensitivity of the balance was 0·1 mg.
Results and discussion
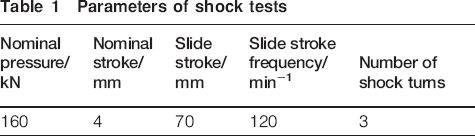
Hardfacing alloys all exhibit good surface appearance, without the presence of porosities or cracks. The hardness of cobalt and iron base hardfacing alloys before and after different annealing treatments is displayed in Fig. 2. For the cobalt base alloy, the typical hardness of the as deposited metal recorded is 27·5 HRC. The hardness increases rapidly as the tempering time increases up to 1 h and then increases more slowly. An exception is that hardness decreases slightly for the first hour in the case of hardfacing alloy annealed under 550°C. The hardness also increases with an increase in tempering temperature. The hardfacing alloy of RMD248 exhibits a hardness of 50·7 HRC as deposited, and then the hardness increases slowly, except the condition of 650°C, and decreases rapidly more than 1 h. Therefore, the thermal stability of RMD248 is good below 550°C but poor in the case of higher temperature.
Room temperature hardness of cobalt and iron base hardfacing alloys before and after different annealing treatments
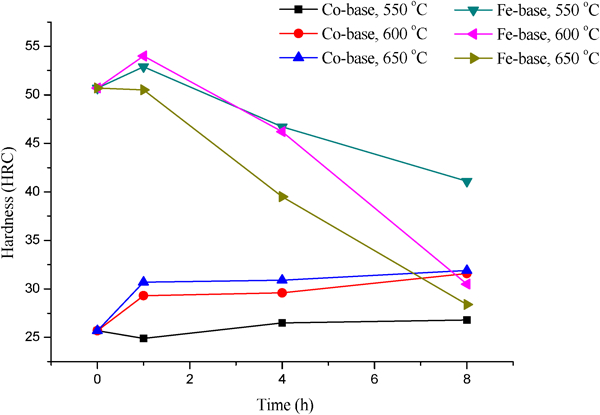
Figure 3 shows the microstructure of the cobalt and iron base hardfacing alloys after tempering at different temperatures for 4 h. The as deposited microstructure in the cobalt hardfacing alloy can be primarily described as a primary Co rich matrix dendritic structure with a network of chromium carbides Cr7C3 and Cr23C6 in the interdendritic regions,17 – 21 as shown in Fig. 3a.
Microstructure of deposited metals after different tempering temperatures for 4 h:
It can be seen from Fig. 3a–d that with the increasing tempering temperature, the eutectic carbide precipitates become more numerous and grow slightly bigger. The larger carbides produced in the tempering process contribute to higher hardness. The above results indicate that the cobalt base hardfacing alloy exhibits superior temper resistance in the range from 550 to 650°C.
Figure 3e shows the as deposited microstructure of iron hardfacing alloy RMD248. It consists of lath martensite, a small quantity of residual austenite and carbides. The hardness increases slightly below 550°C for 1 h. This can be explained by the fact that the secondary carbides precipitate from the matrix. On the other hand, a small amount of martensite decomposes to form ferrite having a lower hardness; the combined effect contributes to the higher hardness. However, it can be seen from Fig. 3f–h that with increasing tempering time and temperature, the matrix of RMD248 changes to an admixture of tempered sorbite and troostite. Furthermore, the second phase precipitates from the matrix and aggregates together. The TEM image of RMD248 before and after high temperature tempering is shown in Fig. 4. In the as deposited material, high density dislocations are found to exist in martensite. The dislocations are tangled with each other (as seen in Fig. 4a), which contributes to the hardness and strength of iron hardfacing alloy RMD248. After 650°C×4 h tempering, the carbides decompose, assemble and grow markedly, and the density of dislocation is smaller (as seen in Fig. 4b). Therefore, the iron hardfacing alloy RMD248 has lower hardness after high temperature tempering for a long time.
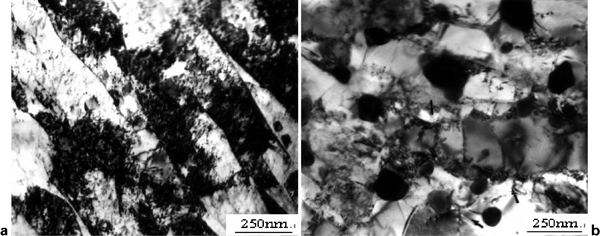
Image (TEM) of RMD248 before and after high temperature tempering:
Figure 5 shows the hardness of cobalt and iron base hardfacing alloys before shocking, after RT shocking, 600°C shocking and 600°C×8 h shocking respectively. The typical hardnesses of cobalt base hardfacing alloy recorded as deposited and after RT shocking, 600°C shocking and 600°C×8 h shocking are 25·7, 40·0, 47·5 and 47·5 HRC respectively. It is inferred from the results that the RT and 600°C shocking deposits show 56 and 85% higher hardness respectively compared with the as deposited hardfacing alloy. For RMD248, the hardfacing alloy exhibits a hardness of 50·7 HRC as deposited, 51·2 HRC after RT shocking, 44·1 HRC after 600°C shocking and 32·8 HRC after 600°C×8 h shocking. It indicates that there is 1% higher hardness after RT shocking, 13% lower hardness after 600°C shocking and 35% lower hardness after 600°C×8 h shocking than the hardness of the as deposited alloy. Therefore, the cobalt base hardfacing alloy possesses excellent shock hardening properties at all the experimental temperatures, but the iron hardfacing alloy RMD248 does not, especially at high temperature (600°C).
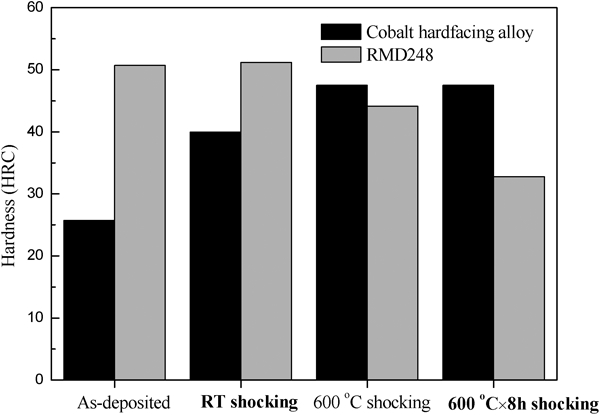
Hardness of cobalt and iron base hardfacing alloys before and after shocking tests
Figure 6 shows the microstructure of the hardfacing alloys after RT shocking and 600°C×8 h shocking. By comparing Figs. 3a with 6a, it can be seen that, after RT shocking, the morphology of eutectic carbides that are distributed in the matrix of the cobalt hardfacing alloy has not obviously changed; only the density of the network of carbides has increased to some degree. The carbides in the matrix become coarser and bigger, and a small number of second carbides precipitate in the metal matrix of hardfacing alloys after 600°C×8 h shocking (see Fig. 6b). More carbides contribute to higher hardness, and therefore, the cobalt base hardfacing alloy possesses excellent shock hardening properties. From Fig. 6c, it is understood that the iron hardfacing alloy RMD248 after RT shocking contains lath martensite, a small quantity of residual austenite and carbides, which is similar to that of the as deposited alloy (Fig. 3e). The small increase in hardness after RT shocking may be due to two factors. First, there is the transformation of residual austenite into martensite during the RT shocking process to increase the hardness slightly. Second, the shocking increases the dislocation density in the lath martensite, leading to a hair-like dislocation locking effect. Therefore, its plastic deformation resistance is strengthened as well as the hardness. Additionally, the original matrix is of a very hard organisation, causing the modest increase in hardness. Figure 6d shows that the matrix of RMD248 is changed to tempered sorbite after 600°C×8 h shocking. The equiaxed ferrite grain boundaries in the tempered sorbite become blurred, some grains grow longer and some appear fragmented. Although the shocking can enhance the density of dislocation, the matrix could recover due to recrystallisation and grain growth because of the extended period of high temperature. The matrix softening effect would then greatly exceed the role of hardening in the matrix. Hence, the hardness of iron base hardfacing alloy RMD248 is reduced significantly after shocking tests.
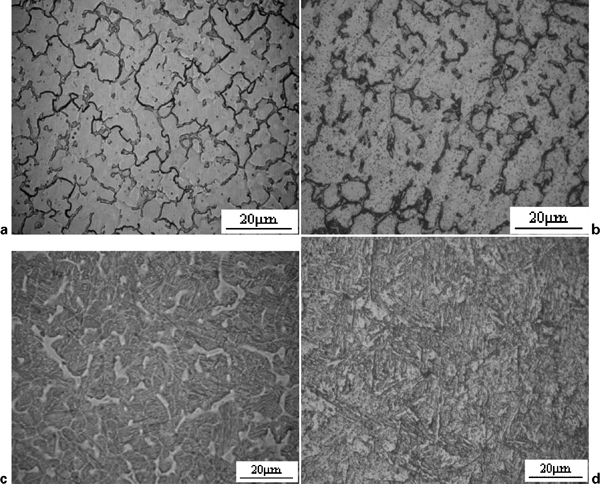
Microstructure of hardfacing alloys after RT and 600°C×8 h shocking:
Figure 7 shows the change in weight loss for cobalt and iron hardfacing alloys at both RT and 600°C. Compared with the hardfacing layer produced by RMD248, it can be seen that the cobalt base hardfacing layer possesses high wear resistance at 600°C, but low at RT. Generally speaking, the wear resistance of materials depends on their hardness, and the hardness of cobalt base hardfacing alloy is lower than that of RMD248; therefore, the wear volume loss of cobalt base hardfacing alloy exceeds the wear loss of RMD248 at RT. In the 600°C wear process, the hardness of the samples increases after the high temperature; the results suggest that tempering resistance may also have large effects on the high wear resistance of the cobalt hardfacing alloy obtained at high temperatures. On the contrary, the hardness of iron base hardfacing alloy RMD248 reduces significantly after high temperature tempering, so its wear volume loss increases.
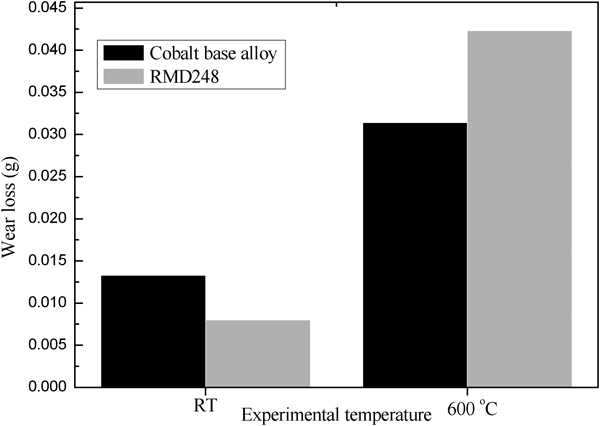
Weight loss for cobalt and iron hardfacing alloys at both RT and 600°C
The friction coefficient was measured automatically during the 600°C wear tests, and the results are plotted in Fig. 8. It is noted that the friction coefficients of cobalt base hardfacing alloy are less than that of the iron hardfacing alloy RMD248. This may be attributed to the high hardness of the cobalt base hardfacing alloy resulting in lower real area of contact, and therefore smaller number of junctions, which require less energy to be sheared during sliding than the iron hardfacing alloy RMD248; Cr rich carbides in the cobalt base hardfacing alloy reduce the contact area of the matrix with the counterface, thus minimising the smearing effect of the cobalt base coating on the counterface surface.
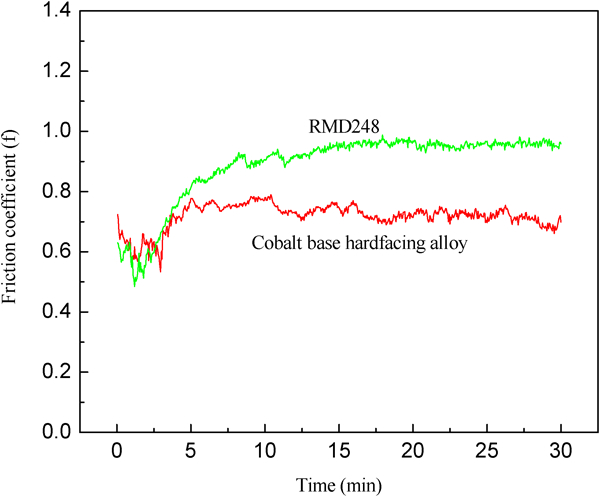
Friction coefficient of cobalt and iron hardfacing alloys at 600°C in wear process
The worn surfaces of both hardfacing alloys at 600°C are shown in Fig. 9. It can be seen from Fig. 9a that the worn surface of the cobalt base hardfacing alloy consists of furrows and spalling pits, which indicates that both adhesive and abrasive wears occur in the wear process. As shown in Fig. 9b, severe adhesive wear occurs at the surface of RMD248, and spalling appears in the junction among particles to form pits and attachments. Therefore, RMD248 hardfacing alloy has excellent adhesive wear resistance at RT performance, even better than that of the cobalt base hardfacing alloy. However, in the 600°C wear process, its adhesive wear resistance becomes poor, which is far less than that of cobalt base hardfacing alloy.
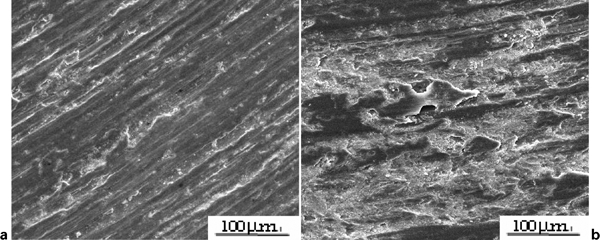
Worn surface of both hardfacing alloys at 600°C:
The weight losses for cobalt and iron base hardfacing alloy after oxidation tests at 600°C for 100 h are 4·11 and 19·05 mg dm−2 per 100 h respectively. It indicates that the high temperature oxidation resistance of cobalt base hardfacing alloy is approximately five times more than that of RMD248. The surface of cobalt base hardfacing deposits has a chromium content of 26 wt-% and generates a dense chromium oxide to prevent further oxidation and reduce the bonding, leading to excellent high temperature oxidation resistance. However, the surface of iron base hardfacing alloy RMD248 can only form Fe2O3 oxide film, which is porous and easy to remove, causing serious wear on the surface. It has been suggested that the oxide film plays an important role in the wear process.9,22 – 24 Therefore, the oxidation behaviour may contribute to the wear behaviour of cobalt and iron base hardfacing alloy at high temperatures.
Conclusion
Based on the results of this study, the following conclusions can be drawn.
The thermal stability of RMD248 is good below 550°C but poor in the case of higher temperature, whereas the cobalt base hardfacing alloy presents superior tempering resistance.
The cobalt base hardfacing alloy possesses excellent shock hardening properties owing to the precipitation and growth of carbides in the metal matrix after shocking at different temperatures. Although the shocking can enhance the density of dislocation, the matrix in the iron hardfacing alloy could recover due to recrystallisation and grain growth because of the extended period of high temperature. The matrix softening effect would then greatly exceed the role of hardening in the matrix of the iron hardfacing alloy.
Compared with the hardfacing layer produced by RMD248, the cobalt base hardfacing layer produces high wear resistance at 600°C and high temperature oxidation resistance at 600°C for 100 h. This may be related to the tempering resistance of the cobalt alloy: the hardness of the cobalt base hardfacing alloy is lower than that of RMD248 at 550°C; however, the hardness of iron base hardfacing alloy RMD248 reduces significantly after high temperature tempering, and the cobalt alloy becomes the harder of the two. The wear behaviour of cobalt and iron base hardfacing alloys at high temperatures may also be related to the oxide film that is formed.