
Abstract
Al–Fe2O3 composite powders were deposited onto steel substrate by plasma spraying. The state (temperature and velocity) of the Al–Fe2O3 composite powders in plasma flame and the formation mechanism of the nanostructured coating were investigated and analysed. The maximum temperature and velocity of the composite particles in plasma flame were 3274·5°C and 179 m s−1 respectively. FeAl2O4, Fe and Al2O3 multiphase composite coatings were formed, which presented a microstructure with a number of spherical Fe and Al2O3 nanosized grains embedded within the equiaxed and columnar FeAl2O4 nanograin matrix. The formation process of the nanocrystalline composite coating prepared by plasma spraying can be described as follows. When smaller size droplets spread on the substrate, they were quickly chilled to form nanosized equiaxed grains. Nanosized equiaxed and columnar grains were formed in the larger size spreading droplets due to the high chilling, large undercooling and non-equilibrium directional solidification of the ceramic melt.
Introduction
Ceramic matrix composite coatings, especially metal toughened ceramic matrix composite coatings, were considered to possess enhanced toughness and wear resistance compared with monolithic ceramic coatings.1 On the other hand, materials with an ultrafine structure, especially nanostructure, have been recognised to exhibit attractive physical, chemical and mechanical properties.2 – 6 Nanostructured coatings have been considerably investigated and reported to possess superior toughness, adhesion, spallation, wear, corrosion and thermal resistance compared to their conventional coarse grained counterparts.7 – 10 Several fabrication routes are under development to produce nanostructured coatings.11, 12 Among the possible routes, reactive plasma spraying, combining self-propagating high temperature synthesis with plasma spraying to produce in situ composite coatings, has received much attention in recent years.13 It has been used to fabricate nanostructured TiN coatings with improved properties.14
The thermite reaction between Al and Fe2O3 (equation (1))

The FeAl2O4 matrix composite coating under investigation may be used as a wear resistant coating on metal substrate, and it may also be suitable for microwave absorption applications. In the present investigation, in situ nanostructured ceramic matrix composite coating was prepared by plasma spraying microsized Al–Fe2O3 composite powders. The state (temperature and velocity) of the Al–Fe2O3 composite powders in plasma flame, the microstructure of the as sprayed coating and their formation mechanism were analysed carefully.
Materials and methods
As received powders are Fe2O3 (analytical grade, Tianjin Third Chemical Reagent Co., Ltd, China) with average grain size of about 0·6–0·8 μm and Al (99·9% grade, Anshan Iron and Steel Fine Aluminum Powder Co., Ltd, China) with average grain size of ∼5 μm. The raw material powders were reconstituted uniformly to produce a powder mixture with molar ratio composition of 1∶2 of Fe2O3 and Al by wet mixing and spray drying method. The powder mixture was then dried at 150°C and sieved through the sieve of 200–300 mesh. The ASTM 1045 mild steel coupons were used as substrates. Before spraying, the metallic substrate coupons were activated by grit blasting using corundum. A bond coating of Ni–10 wt-%Al self-melting alloy with thickness of ∼100 μm was deposited onto the substrates. The spraying parameters for the bond coating were the following: voltage was 70 V, current was 500 A, primary gas (Ar) flowrate was 80 L min−1, secondary gas (H2) flowrate was 20 L min−1 and spray distance was 80–100 mm. The as prepared Al–Fe2O3 composite powders were then plasma sprayed onto the bond coatings for ∼300 μm in thickness. The temperature and velocity of the composite powders in plasma flame were measured by the online measurement system Spray Watch 2i (Oseir Co., Ltd, Finland). The phase constitution of the as prepared coating was characterised by X-ray diffraction (Philips X'Pert MPD) with Cu Kα radiation. A scanning electron microscope (SEM; Philips XL30/TMP) was employed to characterise the cross-sections of the coating. The microstructure of the coating was characterised by a transmission electron microscope (TEM, Philips Tecnai F20). Specimens for TEM were cut out by a diamond cutting machine along the cross-section of the composite coating. The TEM sample foils were prepared with grinding and ion milling to electron transparency using a Gatan 656 dimple grinder and a Gatan 691 ion miller.
Results
Figure 1 shows the temperature change of the composite particles in plasma flame with the spray distance. The composite particle temperature reached the maximum temperature of 3274·5°C at the spray distance of 100 mm (Fig. 1a), which was higher than that of the Al2O3 particles (2893°C) in plasma flame.22 This indicated that the composite powders had reacted in plasma flame, and the reaction heat increased the temperature of the composite particles. The particle temperature then decreased with an increase in spray distance, which indicated that the reaction between Fe2O3 and Al powders was completed at the spray distance of 100 mm. Figure 1b shows the velocity change of the composite particles in plasma flame with the spray distance. It can be seen from Fig. 1 that when the temperature of the composite particles reached the maximum temperature, their velocity also reached the maximum velocity (179 m s−1), which was the same as the maximum velocity of the Al2O3–TiO2 composite particles in plasma flame.23 This indicated that the reaction of the composite particles did not have an effect on their velocity in plasma flame. The spray distance for preparing the coating was 100 mm, so the temperature and velocity of the particles before deposition on the substrate were 3274·5°C and 179 m s−1 respectively. It could be calculated that the staying time of the composite particles in plasma flame was only 0·5 ms.
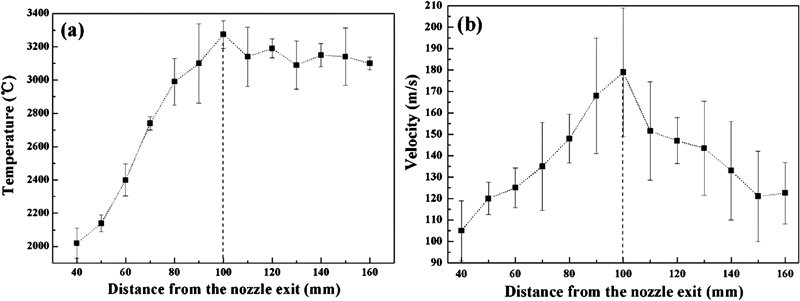
Temperature and velocity changes of composite particles in plasma flame versus spray distance:
Figure 2a shows the X-ray diffraction pattern of the as prepared coating. The diffraction peaks of FeAl2O4, Fe and Al2O3 were clearly indexed, and FeAl2O4 and Fe were the main phases in the coating. The formation of multiphases in the coating was attributed to the thermite reaction between Al and Fe2O3 during plasma spraying. In addition, Fig. 2a shows that the fundamental diffraction peaks of the coating were fairly broad, which indicated that a very fine grain microstructure was formed in the coating.24 Figure 2b shows the cross-sectional backscattered SEM image of the coating. The composite coating exhibited a splat morphology (lamellar structure), and the splats were very thin and well knit. Moreover, Fig. 2b indicates that the coating was composed of three kinds of regions: white region (A), light gray region (B) and dark gray region (C). Figure 2c–e shows the energy dispersive spectroscopy (EDS) results of the corresponding regions in Fig. 2b. It may be supposed that the white region (A) was rich in Fe, the light gray region (B) was rich in FeAl2O4 and the dark grey region (C) was rich in Al2O3. Images (TEM) and the corresponding selected area electron diffraction pattern and EDS result of the composite coating are shown in Fig. 3. The composite coating consisted of a large number of fine grains with different morphologies, which were on the order of tens of nanometres to hundreds of nanometres. The selected area diffraction pattern (inserted in Fig. 3a) obtained from the matrix of the composite coating was indexed to FeAl2O4. In addition, the EDS result of the matrix grains indicated that the matrix of the composite coating was composed of Fe, Al and O. The TEM characterisation results revealed that the composite coating presented a microstructure with a number of spherical Fe and Al2O3 nanosized grains embedded within the equiaxed and columnar FeAl2O4 nanograin matrix. Finally, the Vickers hardness of the composite coating was tested, which was 900±30 HV100. The hardness of the composite coating was higher than that of commercial steels, which indicated that the present composite coating could be used as a wear resistant coating on the steel substrate.
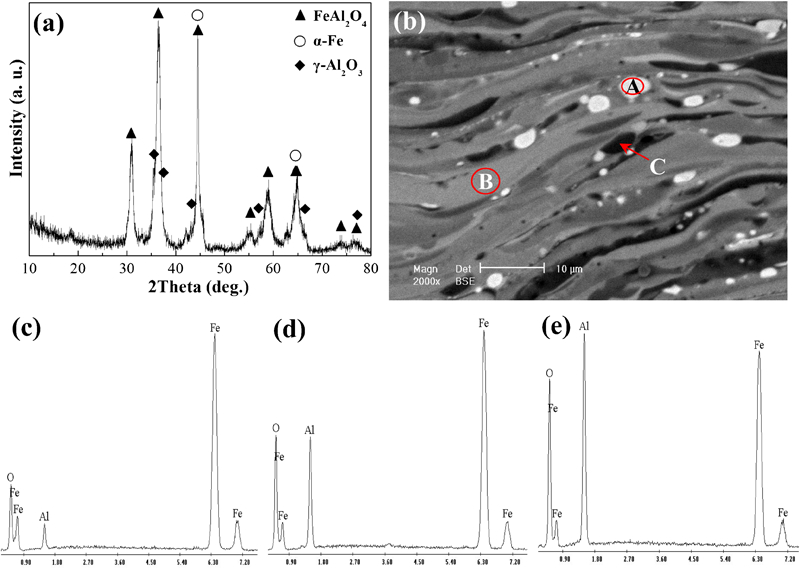
a X-ray diffraction pattern of coating, b cross-sectional backscattered SEM image of coating and corresponding EDS results of c A region in b, d B region in b and e C region in b
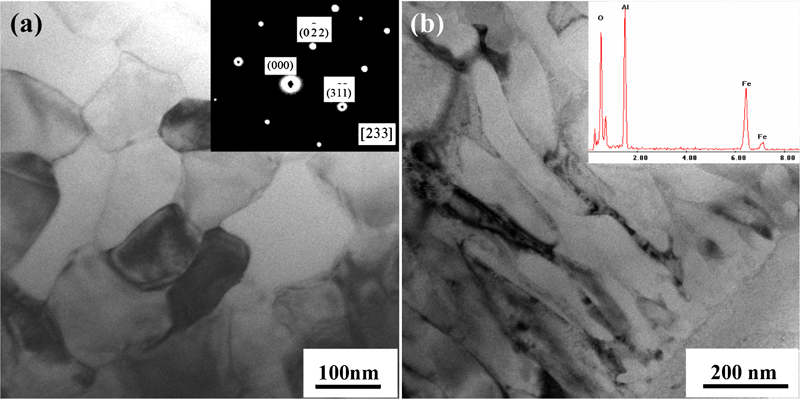
Images (TEM) and corresponding selected area electron diffraction pattern and EDS result of coating:
Discussion
It can be seen from the above results that the nanostructured composite coating was formed by plasma spraying Al–Fe2O3 composite powders. Figure 4 shows the schematic illustration of the solidification and crystal growth process of the ceramic droplets. After the first droplets strike and spread on the substrate, the bottom of the droplets contacted with the substrate and the top of the droplets contacted with the atmosphere. Supposing that the temperature of the substrate was 200°C and the room temperature was 25°C, nucleation would be heterogeneous in the bottom contact surface of the droplets and homogeneous in the atmosphere contact surface of the droplets.25 Large amounts of undercooling on the surface of the droplets created a relatively high concentration of nuclei during solidification, a condition necessary to produce the nanosized equiaxed grain structure. In addition, individual droplets were generally estimated to cool at rates of ∼107 K s−1.26 Nanosized equiaxed grains were therefore formed in the surface (bottom and atmosphere contact surfaces) of the droplets due to the presence of high chilling (>3000°C) and large undercooling (>1500°C).
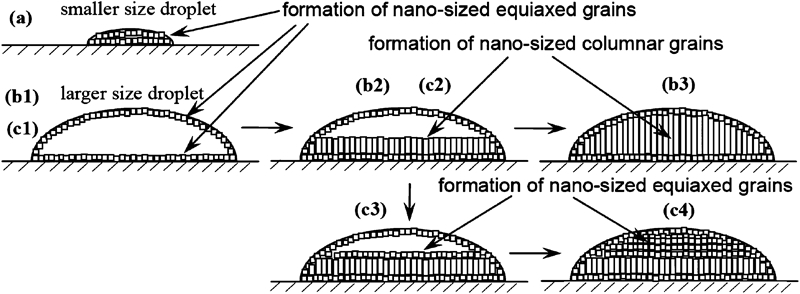
Schematic illustration of solidification and crystal growth process of ceramic droplets
For smaller size droplets, when they spread on the substrate, the spreading droplets were quickly chilled to form nanosized equiaxed grains (Fig. 4, a). For larger size droplets, when they spread on the substrate, the liquid at the bottom and top contact surfaces of the spreading droplets was quickly chilled to form nanosized equiaxed grains (Fig. 4, b1). At heterogeneous nucleation on the coating interface, the cooling rate was the greatest, and a planar solidification front was most probably formed. During the solidification of the droplets, the highest cooling rate direction was perpendicular to the surface of the droplets, and therefore, in the spreading droplets, a steep temperature gradient was formed along the normal direction of the surface of the spreading droplet. The planar solidification front, therefore, moved rapidly towards the top surface of the droplets in the presence of a steep temperature gradient. The solidification process of the spreading droplets was considered as non-equilibrium directional solidification of the Fe–Al–O ceramic melt. The solidification resulted in the columnar structure (Fig. 4, b1–b3). The nanosized equiaxed grains at the bottom contact surface of the droplets grew to form nanosized columnar grains.
In addition, there was also some fine grained equiaxial microstructure inside the lamellae of the composite coating (Fig. 3a). The formation of such a microstructure inside the lamellae was favoured by the low rate of heat removal at the interface with the substrate (or previously deposited coating), thus by the increase in substrate temperature (Fig. 4, c1–c4).25
Conclusion
The maximum temperature and velocity of the composite particles in plasma flame were 3274·5°C and 179 m s−1 respectively.
FeAl2O4, Fe and Al2O3 multiphases were formed in the coating due to the thermite reaction between Al and Fe2O3 during plasma spraying. The FeAl2O4 matrix composite coating exhibited a microstructure with a number of spherical Fe and Al2O3 nanosized grains embedded within the equiaxed and columnar FeAl2O4 nanograin matrix.
When the smaller size droplets spread on the substrate, they were quickly chilled to form nanosized equiaxed grains. Nanosized equiaxed and columnar grains were formed in the larger size spreading droplets due to the high chilling, large undercooling and non-equilibrium directional solidification of the ceramic melt. The formation of nanosized equiaxed microstructure inside the lamellae was favoured by the low rate of heat removal at the interface with the substrate (or previously deposited coating).
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial supports of the National Natural Science Foundation of China (grant nos. 51072045 and 51102074) and the China Postdoctoral Science Foundation (grant no. 20110490979).