
Abstract
The low erosion resistance of titanium and its alloys has prevented their widespread application as joint implants. In addition, one essential requirement for the implants to bond with the living bone is the formation of a bone-like apatite on their surfaces in the host body. To enhance the erosion resistance of the surface, a diffused layer of TiB2 was formed at 1000°C on the commercial pure titanium. Hydroxyapatite was then coated on the boronised titanium by means of dip coating in a sol–gel solution. In order to confirm the biocompatibility of the specimens, they were soaked in a simulated body fluid for several days. The surface morphology of the specimens after exposure was studied by scanning electron microscopy, whereas X-ray diffraction patterns clearly revealed the growth of a calcium phosphate phase on top of the surface. Results showed that both wear resistance and biocompatibility of the hydroxyapatite coated samples on boronised films were improved.
Introduction
Titanium and its alloys are widely used as implants in the human body, whereas neither friction within articulations nor bonding between live tissues could exist unless their biocompatibility, mechanical properties and erosion resistance are improved.1 – 3 Artificial joint implants must have appropriate properties such as high specific strength, high toughness, excellent corrosion and abrasion resistance.4 There have been many attempts in order to replace the grinding joints with load bearings.5 In this case, it has been reported that a thick layer of TiB2–TiB could be coated on Ti substrate using various methods, such as laser ablation, plasma arc, electroplating and powder pack process.6 – 8 Powder pack boronising is a surface treatment that is carried out at high temperature (700–1000°C) in a refractory box containing reactants in the time range of 1–12 h. Released boron atoms would diffuse into a metal matrix at such high temperature to form metallic boride near the surface.9
Meanwhile, another essential requirement for an implant to bond with the living bone is the formation of a bone-like apatite layer on its surface within the body environment. However, the compatibility of the implant depends on the implant tissue osseointegration time. A short osseointegration time is representative of a bioactive implant.10, 11 Among many techniques that have been utilised to improve the bioactivity of implants, hydroxyapatite [HAp; Ca10(PO4)6(OH)2] coatings have shown excellent compatibility and remarkable growth through the calcium phosphate of the host tissue.12 – 14 Therefore, if one wants to take advantage of high wear resistant boronised Ti in joint implant application, a biocompatible coat such as HAp as the outer layer should be considered as well. The synthesis of HAp coating on top of the boronised titanium surface and characterisation of the wear resistance and biocompatibility of the final coat versus uncoated, boronised or HAp film alone are the main objectives of this study. On the other hand, many methods, including plasma spray, pulsed laser deposition and electrophoretic deposition, have been studied to produce HAp coatings. In the past years, the sol–gel technique has been developed to synthesise HAp.15 – 18 This process offers numerous advantages over the other coating techniques, including increased homogeneity, finer grain microstructure, capacity to change the microstructure of coatings and lower crystallisation temperature. Moreover, submicrometre thin films with uniform thickness can be obtained using the sol–gel method.19, 20
In this study, HAp/TiB2/TiB layer coatings were synthesised on commercial pure titanium (CP-Ti) substrate by means of both sol–gel and powder pack methods to create a bioactive and protective film. The effect of the TiB2/TiB coating on the osseointegration time was also investigated via an in vitro test. It was shown that the titanium boride (TiB2/TiB) diffusion film improved the erosion resistance of the titanium implant as well as the adhesive strength of the HAp sol–gel layer. Surface characteristics of the HAp/TiB2/TiB coatings were also studied by X-ray diffraction (XRD) and scanning electron microscope (SEM) measurements.
Experimental
Samples preparation
Discs (5 mm thick) of CP-Ti were prepared from 50 mm diameter cold drawn rod of 99·99% nominal purity. The specimens were ground to a 2000 grit surface finish in laboratory air, rinsed in deionised water and dried with a stream of air. Subsequently, they were immersed in a solution of hydrofluoric acid, nitric acid and distilled water (10 mL HNO3–1 mL HF–89 mL H2O) to remove the air formed oxide film and the contaminations. The samples were then subjected to a final rinse using acetone, and a stream of hot air was then used to dry them.
Boronising of CP-Ti
The chemical reagents used in the boronising pack were analytical grade boric acid (H3BO3), alumina (Al2O3), Al and cryolite (Na3AlF6). The composition of the boronising powder is indicated in Table 1. After surface preparation, titanium samples were embedded in the starting powder, and the final batch was sealed carefully in a heat resisting steel box. Specimens underwent diffusion heat treatment for 1·5 h at 1000°C in laboratory atmosphere. The heating rate selected was 5°C min−1, and all the samples were cooled down to room temperature in the furnace. To study the morphology and measure the thickness of the diffusion boride coatings, metallographic samples were cross-sectioned and rapidly hot mounted to protect the diffusion coating. Afterwards, the specimens were polished and etched in 1·5%HF–2·5%HNO3–H2O, rinsed in acetone and dried with hot air. Cross-section optical images were then acquired using an Olympus optical microscope and analysed using an Aquinto A4I image analyser software. Vickers microhardness profiles were also measured under a load of 50 gf, with a microhardness meter connected to the optical microscope. In addition, to identify the phases formed in the diffusion film, XRD patterns were recorded by a Philips Xpert-MPD diffractometer using Cu Kα radiation (λ of 0·154 nm) at room temperature and in ambient atmosphere.
Chemical compositions of boronising powder
In order to investigate the friction behaviour of boronised titanium, wear tests were carried out at room temperature, without lubricant and using a pin on disc machine described in G99 ASTM standard. During wear testing, a 20 N normal load was applied on the surface with an AISI 52100 steel 7 mm diameter cylindrical counterpart pin.
Preparation of HAp sol and coating
The HAp sol was prepared using reagent grades of calcium nitrate Ca(NO3)2.4H2O (Merck, 99% pure) and diammonium phosphate (NH4)2HPO4 (Merck, 99% pure) as the calcium and phosphorous sources respectively. Sodium dodecyl sulphate, as a dispersant, was added to the stirring of the HAp sol in the initial period of mixing. The chemical composition of calcium and phosphorous was then adjusted to obtain a ratio of ∼1·67. The relevant reactions were performed at 40°C in the aqueous solutions at pH>9. During the titration, reagent grade of ammoniac (NH4OH) was gently added to the HAp sol to adjust the pH.
The prepared sol was deposited on the titanium boride coated plates via dip coating of the boronised samples at similar input and output immersion rates (4 cm min−1). The coated plates were then dried in an isolated atmosphere to prevent cracking of the HAp film during the drying stage. Sol deposition was repeated four times using the same procedure to form a continuous bioactive layer of HAp. Eventually, to obtain a crystallised HAp coating, all the samples were annealed at 400°C for 0·5 h in laboratory atmosphere.
Stable sol was then dried in an oven at 100°C followed by annealing at 400°C for 0·5 h to synthesise the HAp powder. In order to characterise the resultant phases, the synthesised powder was then studied with the same diffractometer, used for boronised specimens, with Cu Kα radiation (λ of 0·154 nm). Chemical groups of the powder were also identified using a Fourier transformation infrared spectrometer (FTIR; Vector 33, Bruker). In order to prepare the FTIR sample, 2 mg of the synthesised powder was mixed with 200 mg of KBr powder using a mortar and pestle under the pressure of 100 MPa. The values of the infrared transition of the pressurised sample were then plotted in the range of 400–4000 cm−1. Eventually, to compare the effect of the boronised intermediate layer on the adherence of HAp coat to the Ti substrate, a pull off test according to ASTM D4541 was carried out on two test samples with HAp/TiB2/TiB and HAp alone.
Bioactivity test
The bioactivity of titanium boride surface with and without HAp coating was tested by soaking the corresponding plates into the simulated body fluid (SBF). The SBF with ion concentrations of nearly equal to the human body plasma was prepared according to Kokubo and Takadam's method.21 The SBF was prepared by dissolving the chemical reagents of sodium chloride (NaCl), sodium bicarbonate (NaHCO3), potassium chloride (KCl), potassium phosphate dibasic (K2HPO4.3H2O), magnesium chloride hexahydrate (MgCl2.6H2O), calcium chloride (CaCl2) and sodium sulphate (Na2SO4) in deionised water at 36·7°C and buffered at pH 7·4 with tris, hydroxymethyl aminomethane, [(CH2OH)3CNH3] and hydrochloric acid (HCl). The SBF solution was also refreshed every 2 days. After different incubation periods (up to 15 days), the samples were taken out of the SBF solution, rinsed with distilled water and then dried in air. In order to identify the morphology and Ca/P ratio, SEM images and energy dispersive X-ray spectroscopy measurements were recorded afterwards.
Results and discussion
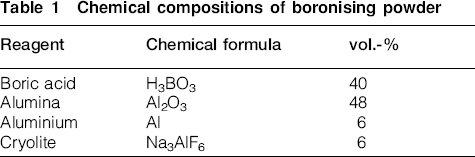
Figure 1 shows the microstructure of boronised CP-Ti in cross-section, heat treated at 1000°C for 1·5 h. Figure 1a shows the general features of the surface film in cross-section, in which two distinct layers have formed on the surface of titanium substrate. At elevated temperature, boron atoms will be released out of the boronising powder, and atoms closer to the substrate interface will diffuse into the titanium matrix. As a result of this diffusion, each titanium atom will be able to interact with two boron atoms as shown in reaction (1). Therefore, a titanium diboride (TiB2) layer will form in areas closer to the titanium/powder interface, which is basically boron rich. Based on Fick's first law, assuming that a steady state diffusion condition is established, the further from the interface, the lower the concentration of diffused boron atoms would be; hence, the probability of TiB2 formation diminishes. Instead, a titanium boride (TiB) layer, which acquires lower boron content, would be the second intermediate phase that forms on the titanium surface, as shown by reaction (2). Therefore, the boronised Ti surface film consists of a dual layer structure, in which the outer and inner layers are TiB2 and TiB rich respectively. The presence of these two layers will also be discussed based on XRD results in the following. The average thickness of this boride dual layer was measured to be ∼39 μm


Cross-section optical microscopy images of boronised CP-Ti:
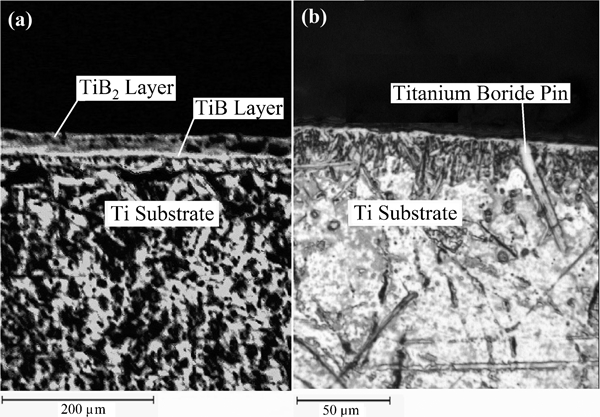
The XRD patterns of the heat treated specimen at 1000°C for 1·5 h are plotted in Fig. 2. Indexing of the acquired peaks suggests that TiB2 and TiB are the dominant components in the diffusive layer. The diffraction patterns also showed reflections of Ti substrate. The characteristic peak of Ti, for (101) reflection at a diffraction angle of 2θ = 40·125°, exhibits lower intensity with respect to the characteristic peaks of TiB2. This is likely due to the covering effect of the Ti substrate with a titanium boride film on top of the surface. The (101) TiB2 reflection has obtained the maximum intensity of the XRD (at 2θ = 44·32°); this postulates that TiB2 is the dominant phase of the coating. Furthermore, since TiB has almost acquired the rest of the intensity, it is likely the second abundant component. The lower amount of TiB in comparison to TiB2 could also be correlated to the formation of the former underneath of the latter. Moreover, it was already discussed that the TiB phase begun to form below TiB2 due to the lower diffused boron content in further thicknesses. A similar hypothesis could be used to elucidate the formation of other intermediate TiB phases such as Ti3B4. The presence of (031) Ti3B4 reflection at 2θ = 35·43° consolidates this conclusion. However, a third layer corresponding to Ti3B4 was never observed in the cross-section views, and it only suggests that the diffusion layer includes small amounts of this phase as well. Therefore, the boronised surface film is primarily composed of an inner layer of TiB buried beneath a TiB2 outer layer.
X-ray diffraction pattern of boride layer heat treated at 1000°C for 1·5 h
The microhardness profile of a cross-section surface of the boronised sample was measured from the outer surface down to a depth of 500 μm. Owing to the formation of the harder phases of TiB and TiB2 within the film, it was observed that the surface layer exhibits much hardness versus the Ti matrix. The hardness of CP-Ti is reported to vary between 180 and 250 HV,24 whereas the average hardness of the surface layer was ∼1750 HV. It was also observed that the microhardness rapidly decreased to the hardness value of the substrate after 40 μm from the outer surface. This is consistent with the boride film thickness in the optical cross-section images (Fig. 1).
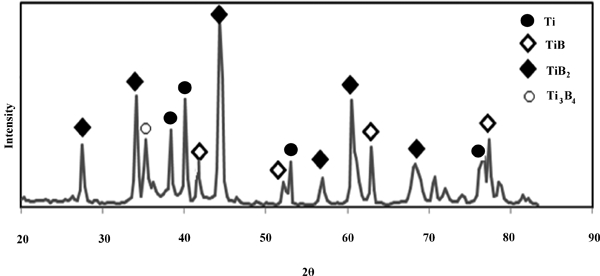
Excellent friction resistance is an important requirement for the durability of joint implants within the host body. Figure 3 illustrates the variation of weight loss with friction distance after completion of the pin on disc wear test. It can be seen that the boronised Ti specimen has exhibited lower weight loss values compared with the untreated sample. This shows that the boronising treatment has improved the wear resistance. During the first 200 m distance, the erosion resistance of boronised Ti was recorded to be eight times larger than the untreated CP-Ti. In addition, after completion of 500 m distance, the weight loss of the boronised Ti was still equal to the untreated CP-Ti specimen after 200 m of wear. This shows that the wear resistance of the boronised sample is even better than the untreated specimen after further erosion.
Friction behaviour of CP-Ti and boronised titanium by pin on disc method
Figure 4 shows the XRD of the synthesised HAp powder, which was dried at 100°C in an oven and then crystallised at 400°C for 0·5 h. Najafi et al.25 reported that the optimised crystallisation temperature for water base HAp sol is 400°C. Characteristic peaks of HAp, reflected from (211), (122) and (300) orientations, show that the crystallisation of HAp has occurred. It also appears that a small amount of β-tricalcium phosphate (β-TCP) phase [Ca3(PO4)2] has formed. However, the β -TCP phase is reported to be stable at room temperature up to 1120°C. Therefore, it is expected that the HAp phase will be totally decomposed to β-TCP at higher crystallisation temperatures.26, 27
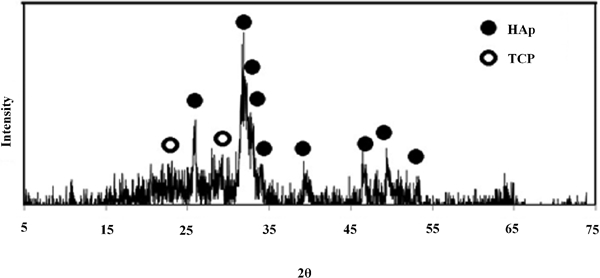
X-ray diffraction patterns of HAp powder synthesised and crystallised at 400°C
To evaluate the functional groups of the HAp deposit, such as
 ,
,
 ,
,
 and OH−, HAp precipitations were studied using infrared spectroscopy. The measured FTIR spectrum is shown in Fig. 5, and the relevant groups are superimposed on the final curve. Theoretically, there are four vibration modes (ν1–ν4) for phosphate ions.27 The detected bands at 601–628 and 1042–1092 cm−1 belong to the bending and stretching P–O bands respectively. The stretching P–O(H) bands at 875 and 2000–2200 cm−1 and stretching OH− band at 632 and 3569 cm−1 are also revealed in the FTIR spectrum. Moreover, molecular and adsorbed water bands are identified at 1640 and 3400 cm−1. It can also be seen that the
and OH−, HAp precipitations were studied using infrared spectroscopy. The measured FTIR spectrum is shown in Fig. 5, and the relevant groups are superimposed on the final curve. Theoretically, there are four vibration modes (ν1–ν4) for phosphate ions.27 The detected bands at 601–628 and 1042–1092 cm−1 belong to the bending and stretching P–O bands respectively. The stretching P–O(H) bands at 875 and 2000–2200 cm−1 and stretching OH− band at 632 and 3569 cm−1 are also revealed in the FTIR spectrum. Moreover, molecular and adsorbed water bands are identified at 1640 and 3400 cm−1. It can also be seen that the
 ions have transformed the infrared beam at 1410–1490 cm−1. It appears that the
ions have transformed the infrared beam at 1410–1490 cm−1. It appears that the
 ions have entered the system from the laboratory atmosphere. The recorded band in the region of 1726–1799 cm−1 is the characteristic band of the
ions have entered the system from the laboratory atmosphere. The recorded band in the region of 1726–1799 cm−1 is the characteristic band of the
 ion. Chemical group identification from the FTIR spectroscopy and XRD measurements proposes that HAp has been grown on top of the preformed titanium boride surface film.
ion. Chemical group identification from the FTIR spectroscopy and XRD measurements proposes that HAp has been grown on top of the preformed titanium boride surface film.
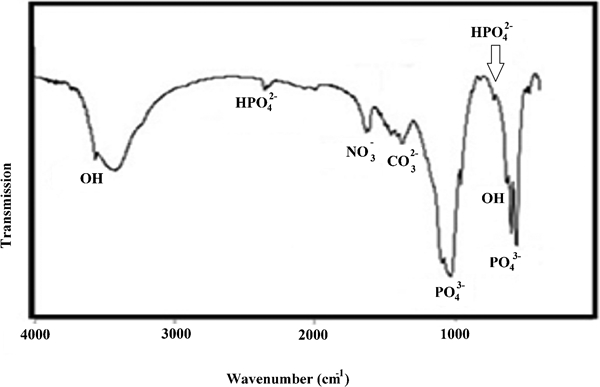
Fourier transformation infrared spectrometer spectra of synthesis HAp powder heat treated at 400°C
As it was mentioned earlier, two sets of samples including HAp on preformed boride (Hap/TiB2/TiB) and boronised (TiB2/TiB) test plates were employed to investigate their morphology after exposure to SBF solution. Figure 6 shows the plan view SEM images of the morphology of Ti samples immersed in SBF solution. Figure 6a and c shows the general features of the TiB2/TiB sample, in which large blocks of titanium boride have been formed on the substrate. Figure 6b and d shows surface morphologies of exposed Hap/TiB2/TiB specimens with bioactive coat, whereas a different structure can be observed with respect to boronised samples alone. It appears that after exposure, Hap/TiB2/TiB coats have obtained more porosity as well as smaller needle, flake and block shaped deposits over the entire surface. It also should be mentioned that debris with sizes of <1 μm are sediments, which were precipitated from the SBF solution during the exposure time. In order to determine the sediment phases, Ca/P molar ratio was estimated using energy dispersive X-ray measurements for two distinct spots on the surface, which are marked by two circles in Fig. 6d. The value of Ca/P molar ratio was calculated to be ∼1·67 for both spots, which is consistent with the HAp phase (Fig. 6e). This suggests that HAp has been precipitated from the SBF solution during the immersion.
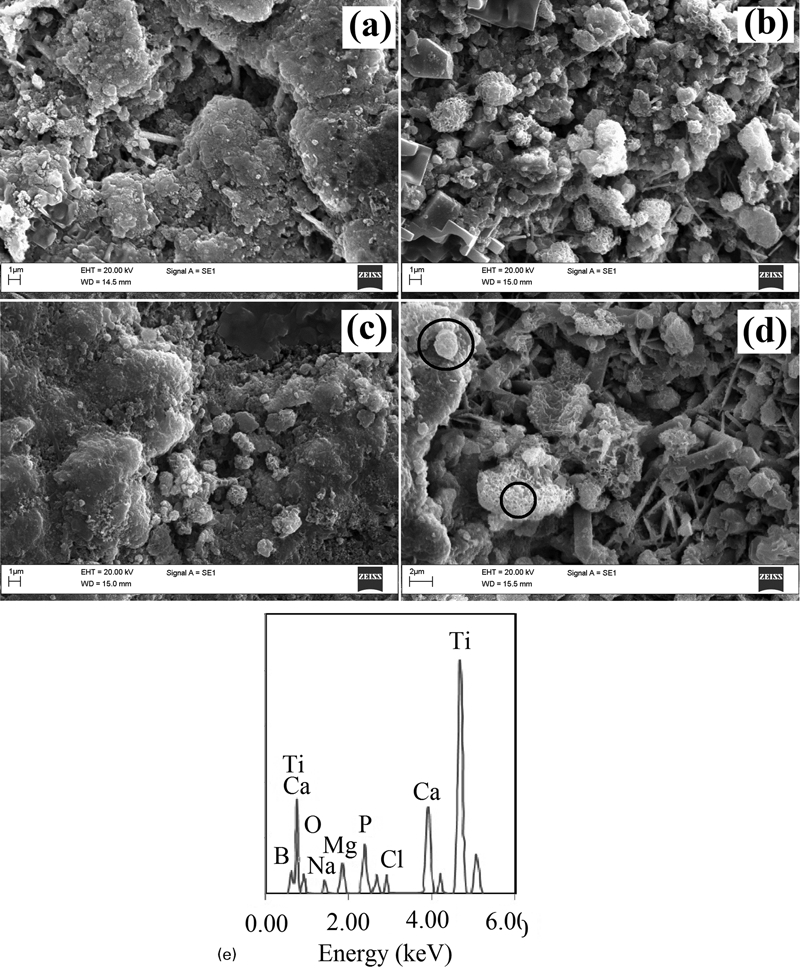
Images (SEM) of a, c titanium boride and b, d HAp coated after a, b 3 days and c, d 15 days in SBF and e energy dispersive X-ray spectroscopy analysis after 15 day immersion in SBF
The number and size of the HAp sediments appear to have also increased on the titanium boride surface when the immersion time was increased from 3 to 15 days. Therefore, it can be deduced that titanium boride is also a bioactive material when exposed to the life body environment. As mentioned earlier, the aim of this study was to introduce a new biomaterial with proper wear resistance property. In this case, TiB2/TiB film, which has been coated on a CP-Ti substrate, appears to exhibit acceptable bioactivity and excellent wear resistance.
Furthermore, bioactive HAp coat, which was deposited by sol–gel on preformed TiB2/TiB coat, appeared to improve the calcium and phosphate precipitation onto the surface. As it was observed in Fig. 6b and d, the HAp particles were precipitated on HAp/TiB2/TiB coated test samples similar to TiB2/TiB coats after immersion in SBF solution. However, the morphologies of the resultant sedimentated agglomerates were different. The presence of a large number of nucleation sites and growth of HAp over the preformed cohesive Ca–P layer led to the formation of cauliflower shaped aggregates.28 With the increase in immersion time, it was observed that the size of precipitated HAp has also increased (Fig. 6b and d). Therefore, it can be concluded that HAp/TiB2/TiB coat displays better biocompatibility with respect to TiB2/TiB samples in a simulated body environment.
As stated earlier, pull off test was also conducted to determine the adhesion of the HAp coating on preformed titanium boride film. The results showed that the adhesion of HAp film on titanium substrate was improved from 3 to 15 MPa by forming an intermediate titanium boride film. This proposes that not only has HAp/TiB2/TiB coat acquired biocompatibility of Hap film and wear resistance of boride layer, but there is also enough adherence between these two layers. Therefore, it appears that the synthesised HAp/TiB2/TiB multilayer film will be an appropriate coating for titanium implants in joint locations to exhibit required properties.
Conclusion
The bioactivity and wear resistance of joint implants are two crucial factors for material selection of these components. Among structural materials for such applications, titanium has shown excellent properties. However, it still needs further reinforcements in the mentioned categories. In this study, an attempt was made to enhance the wear resistance and biocompatibility of CP-Ti in two stages through the formation of a diffusion bride film and precipitation of a sol–gel derived HAp coat respectively.
In order to improve the wear resistance of CP-Ti, a pack powder boronising method was employed to form a dual layer TiB2/TiB diffusion film on top of the substrate. Boronising treatment was implemented at 1000°C for 1 h. This led to the formation of the two-layer boride film to a depth of 40 μm, in which an outer layer of TiB2 and an inner layer of TiB were formed on top of the interface. Moreover, the formation of the boride film with a hardness of ∼10 times greater than the substrate and a wear resistance of nearly eight times better the bulk titanium resulted in an increase in the wear resistance of the CP-Ti. This wear resistant film was used as a prelayer for the bioactive HAp precipitation in the next stage of the coating.
Precipitates of HAp were then deposited on preformed TiB2/TiB via sol–gel technique. The XRD measurements and FTIR spectroscopy results revealed that the HAp bioactive layer has been formed by calcination at 400°C. The bioactivity study also showed that titanium boride was also a bioactive material and improved the adhesion of outer HAp coating on the titanium substrate. Further growth of the HAp sediments on HAp/TiB2/TiB coated test samples exposed to SBF medium showed that the sol–gel derived HAp has improved the osseointegration. This proposes that the synthesised multilayered coating can improve the bioactivity and wear resistance of CP-Ti for joint implant applications.