
Abstract
High velocity oxyfuel spraying was used to deposit Ni–20Cr coating on an ASTM-SA213-T22 boiler steel with and without 1%Zr addition. High temperature oxidation behaviour of both coatings was evaluated under cyclic thermal loading conditions at an elevated temperature of 900°C. Mass change data were measured to formulate the kinetics of oxidation for the specimens. The exposed specimens were characterised by X-ray diffraction and field emission scanning electron microscopy/energy dispersive spectroscopy. It was observed that mass loss was reduced by 46% after the Zr addition in the commercially available Ni–20Cr coating. The formation of Zr rich pegs in the blended coating might have resulted in beneficial results.
Introduction
High velocity oxyfuel (HVOF) spray process has gained popularity as a viable technology for in situ applications, wear and corrosion management mainly because of its important benefits, such as high bond strength, low porosity and low stress coatings.1 – 6 High velocity oxyfuel spray technique enables higher kinetic energy of the particulates, resulting in consistent microstructure7 and a homogeneous coating.8 The actual formation of the coating particle involves multiple physical–chemical interactions between materials and gases and between droplets and substrate.9 The concern to develop and investigate the performance of various coating compositions has become a major area of research. In this regard, the effect of reactive element additions to the coating composition seems to be a topic of interest. Zr additions are reported to be beneficial in reducing oxide scale growth and in improving the adhesion of the oxide scales during hot corrosion of some alloys.10 In the present study, investigations are performed to ascertain the role of minor addition of Zr in the commercially available Ni–20Cr coating composition and to study its performance when subjected to cyclic high temperature oxidation. The outcome of the study will be useful to explore the potential benefits of rare earth element additions for high temperature applications such as power plant boilers and gas turbines.
Experimental
Substrate and feedstock powder
The substrate material selected for the study, 2·25Cr–1Mo steel, designated as ASTM-SA213-T-22 (T22) with the following chemical compositions: 0·15 wt-%C, 0·3–0·6 wt-%Mn, 0·03 wt-%P (max.), 0·03 wt-%S (max.), 0·5 wt-%Si, 1·9–2·6 wt-%Cr, 0·87–1·13 wt-%Mo and 94·66 wt-%Fe, was procured, and specimens each measuring about 20×15×5 mm were cut from the fresh boiler tubes. The specimens were polished down to 180 grit SiC paper finish and were grit blasted with Al2O3 (grit 60) before the deposition of the coating. Commercially available coating powder Ni–20Cr procured from Sulzer Metco Inc. (USA) and Zr powder from Yashoda Vacuum Industries Ltd (India) were used as coating materials.
Deposition techniques and equipment
The commercially available Ni–20Cr (HC1) powder and blended composition prepared by 1%Zr addition to the commercial powder, i.e. Ni–20Cr+1%Zr (HC2), was coated on steel substrate using commercially available HVOF spray (HIPOJET-2100) thermal spray process. The details and coating parameters reported elsewhere have been reproduced in Table 1.11
Spray parameters employed for HVOF coating11
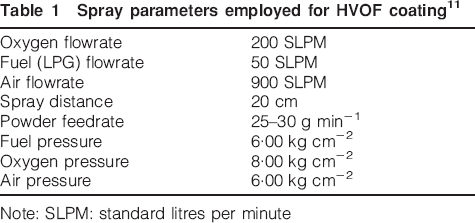
Note: SLPM: standard litres per minute
As sprayed coating characterisation
The cross-sectional microhardness of the coating was measured with a load of 2·942 N using the Digital micro-Vickers hardness tester (SHV-1000; Chennai Metco Pvt Ltd, Chennai, India). Each reported value is the mean of three measurements. The details regarding the procedures adopted for other reported studies and characterisations of oxidation products have already been published elsewhere.12
High temperature oxidation experiments
All the specimens were polished down to 1 μm alumina wheel before being subjected to accelerated oxidation runs. Each cycle consisted of 1 h heating at 900°C in silicon carbide tube furnace followed by 20 min cooling at room temperature. A cyclic study of 50 cycles was performed as the duration of 50 h is considered to be adequate for attaining a steady state oxidation for a material.13 The temperature of study was deliberately kept high at 900°C similar to the earlier studies reported.14, 15 The specimens were kept in alumina boats and inserted in the furnace. The studies were performed for the uncoated and coated specimens for the purpose of comparison. The mass change measurements were taken at the end of each cycle with the help of Electronic Balance Model 06120 (Contech) with a sensitivity of 1 mg. Mass change data were analysed to approximate the kinetics of corrosion. After the exposure, all the exposed samples were analysed for the characterisation of oxide scales. The corroded samples were subjected to the X-ray diffraction (XRD) and field emission SEM/energy dispersive spectroscopy (FE-SEM/EDS) analyses for the surface as well as the cross-sectional analysis as per the procedure mentioned in the section on ‘As sprayed coating characterisation’. The scale in this work has been referred to as the material present above the substrate steel, which may include oxidised/partially oxidised/unaffected coating layers plus any other layer found on the surface, as could be seen from the cross-sectional micrographs.
Results
Characterisation of as sprayed coatings
Visual observations and microhardness
The HVOF sprayed HC1 coating was bright grey and HC2 coating was dark grey in colour. Profiles for microhardness versus distance from the coating substrate are depicted in Fig. 1. At the coating/substrate interface, a slight increase in the hardness values of steels has been observed. In the case of the HVOF sprayed HC1 coatings, an average value of 201 HV of hardness was observed, whereas a higher value of hardness was observed in the case of HC2 coating on the same T22 steel and was reported to be 407 HV.
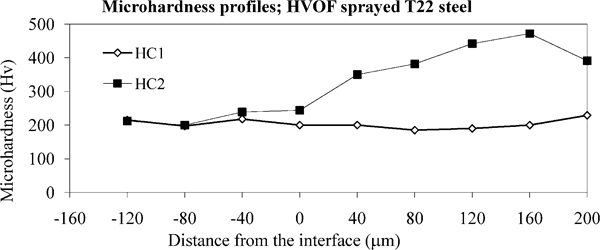
Microhardness profiles of HVOF sprayed coatings on T22 boiler steel
X-ray diffraction analysis of as sprayed coatings
The HC1 coating on T22 steel (Fig. 2) revealed Ni as the principal phase, which represents the γ-Ni solid solution formation. The formation of Ni was confirmed by the XRD analysis of the HC2 coating on T22 steel (Fig. 3), and minor peaks of NiO are also observed.
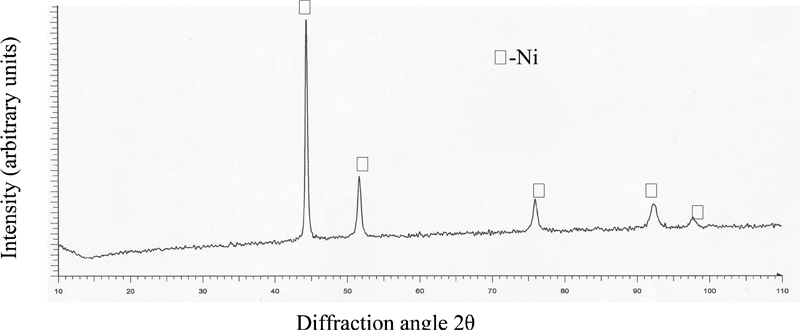
X-ray diffraction profiles of HVOF spray HC1 coating on T22 boiler steel
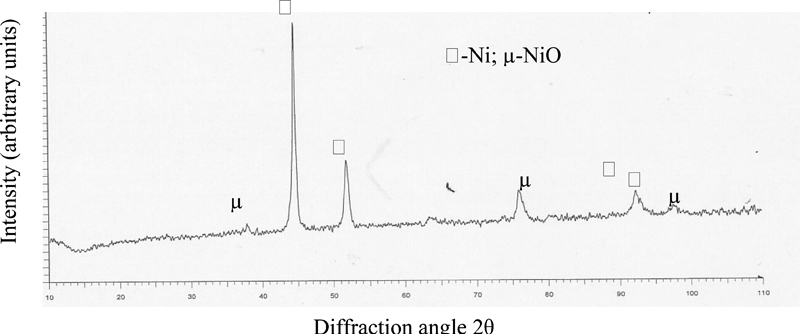
X-ray diffraction profiles of HVOF spray HC2 coated T22 boiler steel
Scanning electron microscopy/EDS of as sprayed coatings
The details of the HC1 coating (Fig. 4a) have been reported elsewhere.16
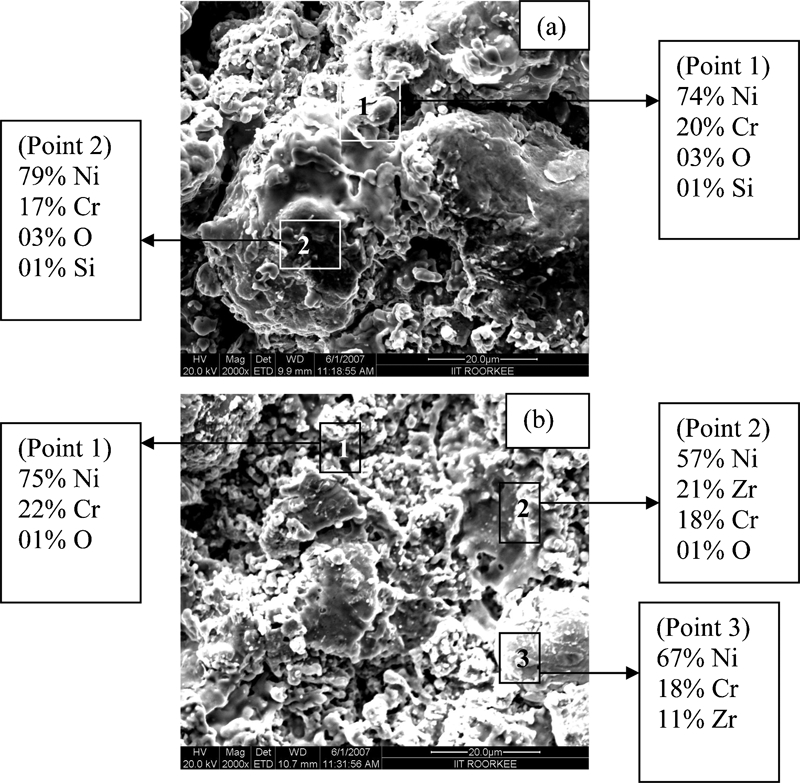
Analyses by FE-SEM along with EDS of HVOF sprayed coatings on T22 boiler steel:
The surface morphology of the HVOF spray coated HC2 coating on T22 boiler steel (Fig. 4b) indicates finer splats interconnected to each other, giving an appearance of fine grained morphology at most of the places with the presence splat boundaries, as is obvious in Fig. 4b. Zr is observed in significant amounts, which indicate that the distribution of Zr is not uniform in the coating.
High temperature oxidation tests
Visual observations
In the case of HC1 coated substrate a minute crack appeared on one of the surfaces after the twenty-sixth cycle of exposure, which further got expanded covering one of the edges. The crack widened after the end of the forty-first cycle, and consequently, a small flake seemed to get peeled off from the edge. Some spallation of the oxide scale in powder form was observed in the boat during the later cycles of exposure. By the end of the fiftieth cycle, the sample was found to have tiny blisters on some of its portions, whereas at some other places, longitudinal dark coloured channels were seen protruding above the surface of the scale (Fig. 5a). In the HC2 coated T22 boiler steel (Fig. 5b), the surfaces of the specimen were found to have network of interconnecting channels, above the surface of the scale. The coating, in general, showed good adherence to the boiler steel with no tendency for spallation.
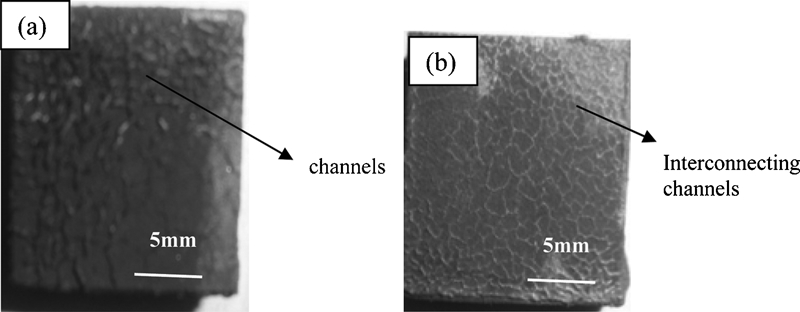
Macrographs of HVOF sprayed T22 steel subjected to cyclic oxidation in air at 900°C for 50 cycles:
Kinetics
The mass change data for the uncoated as well as the HVOF T22 boiler steels cyclically oxidised for 50 cycles at 900°C in air, have been compiled in Fig. 6. The rate of oxidation for both coated steels reach a gradual state after the end of 50 cycles and appeared to become uniform for the HC1 and HC2 coated steels. The overall mass gain values for HC1 and HC2 coatings on T22 boiler steel were found to be 16·043 and 8·762 mg cm−2 respectively. Therefore, it can be inferred that the coatings are useful in enhancing the air oxidation resistance of T22 steel. This shows that minor addition of 1%Zr was useful to enhance the oxidation resistance of the commercially available Ni–20Cr powder.
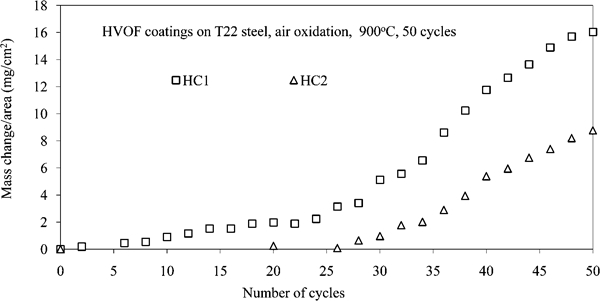
Mass change versus number of cycle plot of HVOF sprayed T22 boiler steel subjected to cyclic oxidation in air at 900°C for 50 cycles
X-ray diffraction analysis of corroded samples
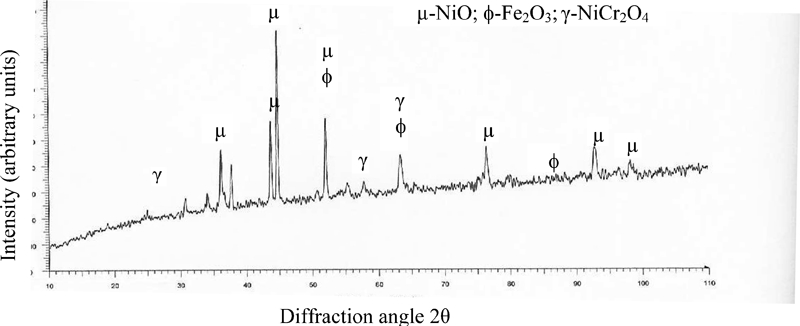
The analysis for HC1 (Fig. 7) and HC2 (Fig. 8) coated steel has revealed similar phases, with NiO as the strong intensity phase, Fe2O3 as the medium intensity phase and NiCr2O4 as the weak intensity phase.
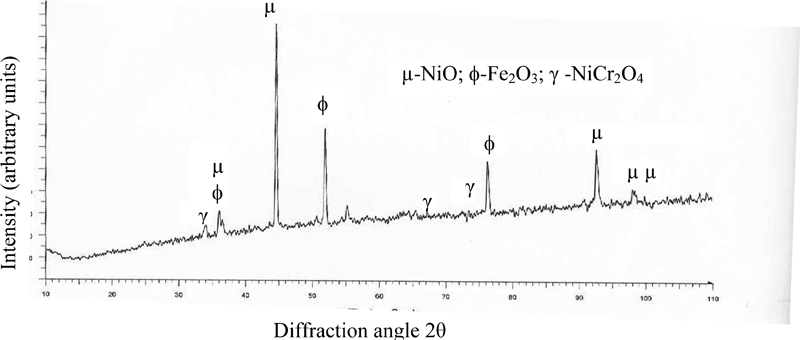
X-ray diffraction profiles of HVOF spray HC1 coated T22 boiler steel subjected to cyclic oxidation in air at 900°C for 50 cycles
X-ray diffraction profiles of HVOF spray HC2 coated T22 boiler steel subjected to cyclic oxidation in air at 900°C for 50 cycles
Field emission SEM/EDS of corroded samples
The FE-SEM image of the oxidised HVOF sprayed HC1 coating is shown in Fig. 9.17 The representation of oxide scale as upper layer, face and lower surface is depicted in the figures, as observed, when seen at different magnifications. Figure 9a, taken at a lower magnification, indicates the formation of two regions in the oxide scale; the upper layer has been represented as the face and lower surface as the base. The upper layer (face) is indicative of the oozing out phenomenon in the form of protruding channels and is probably a diffused material from the base steel. The magnified image of the face has been represented in Fig. 9b. The face region is found to have sharp needle-like morphology, showing growth in a direction perpendicular to the surface of the scale. As represented by the EDS analysis, the face consists mainly of Fe and O, which indicates the formation of Fe2O3. The EDS analysis of the base (Fig. 9c) reveals the richness of Cr and O along with significant existence of Ni, which indicates the formation of oxides of Cr and Ni. Minor amounts of Si and Fe are also noticed. The base appears to have granular morphology. The SEM analysis of the scale of HC2 coated steel also indicates two regions at lower magnification as shown in Fig. 10a. The face (Fig. 10b) gives the appearance of solid rock-like structure with microcracks running through it. As shown by EDS analysis, Fe and O are the major constituents along with substantial quantities of Ni and Cr. The base appears to be composed of spongy nodules as shown in Fig. 10c. The EDS analysis mainly reveals the higher concentration of Ni along with appreciable presence of Cr, which represents the formation of Cr and Ni oxides.
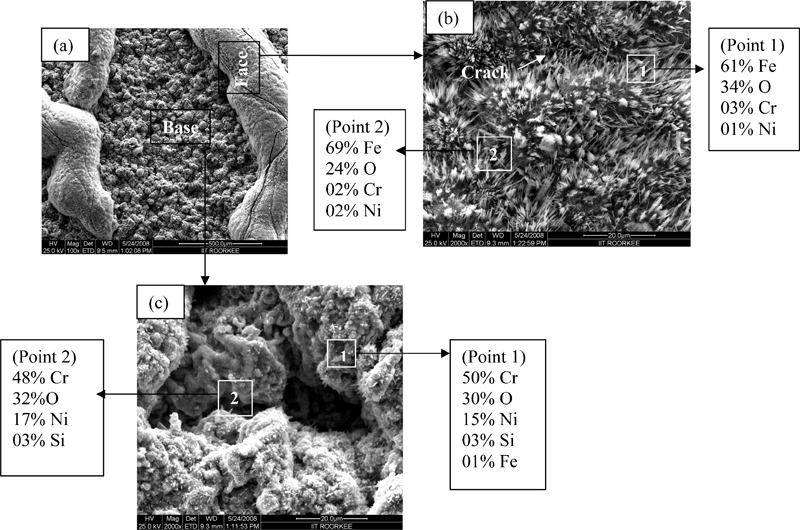
Surface scale morphology and EDS analysis of HVOF spray HC1 coated T22 boiler steel subjected to cyclic oxidation in air at 900°C for 50 cycles
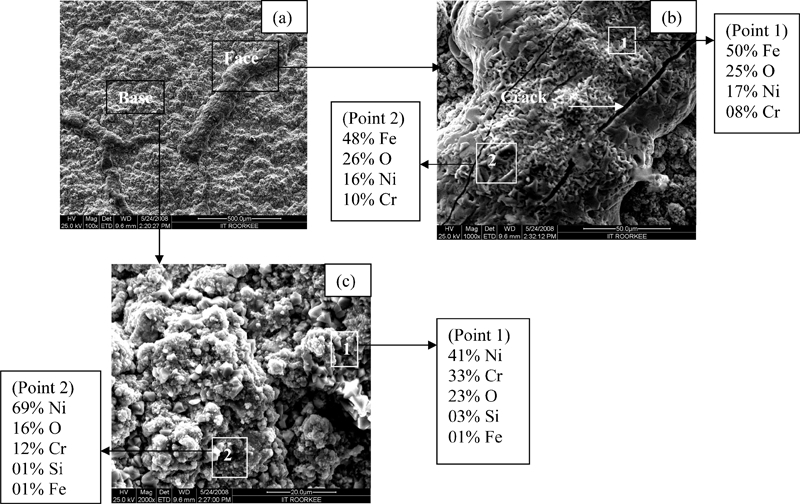
Surface scale morphology and EDS analysis of HVOF spray HC2 coated T22 boiler steel subjected to cyclic oxidation in air at 900°C for 50 cycles
Cross-sectional analysis
The oxide scale morphology and EDS analysis for the oxidised cross-section of HVOF spray HC1 coated T22 steel after 50 cycle exposure in the air environment is shown in Fig. 11a. The oxide scale, in general, seems to be intact. The presence of some micropores and microcracks along the layers of the scale is also observed. The scale mainly contains Ni. The scale has a significant presence of Cr with a maximum concentration of 40% at point 3. O upto 10% is observed along points 5 and 6. The concentration of Fe is reduced from point 2 onwards, which is the interface point. A similar analysis for the oxidised cross-section of the HC2 coated T22 steel after the exposure is shown in Fig. 11b. The scale is found to be adherent to the substrate even after the exposure. The section of the steel at point 1 reveals the composition of the substrate, comprising mainly iron. Fe is restricted up to point 2. Ni dominates the scale along with a nearly uniform amount of Cr along its thickness. Oxygen attack seems nominal. Small concentrations of Zr are also observed at all the selected points of the scale.
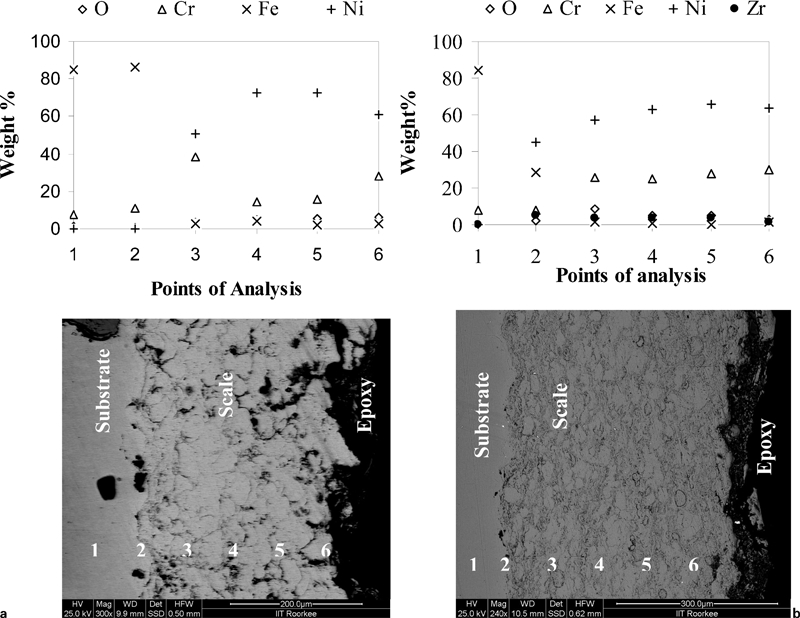
Oxide scale morphology and variation of elemental composition across cross-section of HVOF spray:
Elemental mapping analysis
An intact oxide scale could be seen for the HC1 coated T22 steel (Fig. 12). The elemental maps indicate that the scale is mainly consisting of Ni and Cr. Fe is mainly confined to the substrate steel, showing that the diffusion of the same has not taken place into the scale. O attack also seems minimal as concentration of O along the thickness of the scale is negligible. A corresponding analysis for the HC2 coated case (Fig. 13) indicates that the oxide scale is containing mainly Ni and Cr. The scale seems to be dense and adherent even after the cyclic studies. It is interesting to observe from Zr maps that it has shown its alignment along the splat boundaries of the Ni rich splats of the scale. The coating was found to be successful in restricting the diffusion of basic elements of the base towards the scale, which is another indicator of a better performing coating.
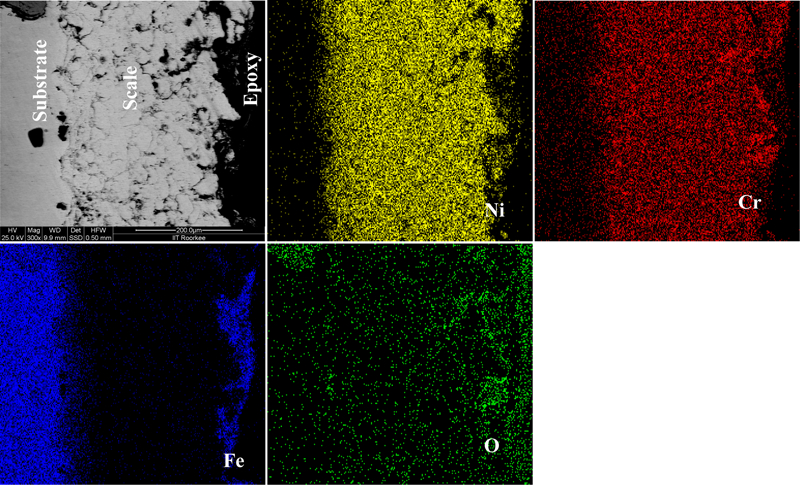
Back scattered electron image (BSEI) and elemental mappings of cross-section of HVOF spray HC1 coated T22 boiler steel subjected to cyclic oxidation in air at 900°C for 50 cycles
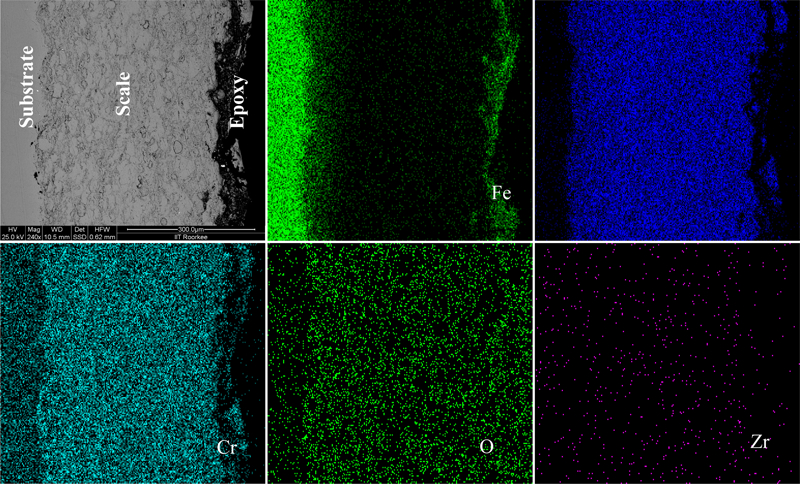
Composition image (SEI) and elemental mappings of cross-section of HVOF spray HC2 coated T22 boiler steel subjected to cyclic oxidation in air at 900°C for 50 cycles
Discussion
Hardness is the most frequently quoted mechanical property of the coatings. The microhardness of the HVOF sprayed coating was found to be higher than their corresponding substrates (Fig. 1). Furthermore, the average value of hardness of the HVOF sprayed coatings is found to increase after the addition of 1%Zr. Therefore, it can be concluded that the given addition is useful to enhance the average microhardness of the HC1 coating. As observed, the coating/substrate interface showed a little higher value of hardness compared with the bulk substrate in both cases. The reason for this increased hardness value near the coating/substrate interface might have been due to the work hardening effect of the sandblasting of the substrate before the coating process as suggested by Sundararajan et al.18 The substrate hardening may also be partially attributed to the high speed impact of the coating particles during HVOF spraying.19, 20 It is observed that the hardness values vary along the cross-section, which may be due to the presence of porosity, oxides, inclusions and unmelted and partially melted powder particles as observed in the microstructure of the coating.21 Ni as the main phase for as sprayed Ni–20Cr has also been observed by Singh et al.13, 22 for plasma sprayed Ni–20Cr coatings. Bala23 and Ak et al.24 also observed Ni as a major phase for the HVOF sprayed coatings. The phases identified by XRD analysis for as sprayed coatings are further supported by the surface EDS analysis. The presence of O as indicated by the EDS analysis in the case of as sprayed coatings indicated the formation of some oxide inclusions. The EDS observations showed the presence of oxygen in small amounts, which indicated the probable formation of oxide phase of the coatings.
During the oxidation studies, the oxide scales, in general, showed only marginal tendency towards spallation during the course of 50 cycles in air at 900°C. It is pertinent to mention that after addition of 1%Zr, the spallation was found to be decreased in comparison with the base coating. This indicates the effectiveness of the coatings under study as the cyclic oxidation behaviour of an alloy is dictated mainly by scale spallation resistance as per the opinion of Stott.25 Both the HVOF sprayed coatings followed a parabolic rate law of oxidation. This indicates that the scales formed on the coated steels have shown the tendency to act as diffusion barrier to the oxidising species,22 thus predicting the oxidation resistive nature of the coatings. Comparative analyses indicate that the HC2 coating performed better in the air environment. This coating was successful to reduce the overall mass gain by 46% after the rare earth element addition in the commercially available Ni–20Cr coating. This indicates the beneficial effects of blending of 1%Zr in the Ni–20Cr coating.
The HVOF sprayed HC1 and HC2 coatings have indicated the formation of NiO and NiCr2O4 phases as major phases. The results are consistent with the phases observed with earlier studies.26, 27 For the HC1 coated steel, Fe showed diffusion into the coating zone. There was some growth of Fe rich scale at the coating/substrate interface, which then continued in the form of oozed out protruding channels, whereas in the case of HC2 coating, the diffusion of Fe was minor as compared to the HC1 coating. Moreover, it is evident from the cross-sectional FE-SEM/EDS analysis of the coated steels that the presence of oxygen into the coatings was only marginal for HC2 and HC1 coatings. This indicates that the internal oxidation of the coatings has not taken place.
It could be seen from the respective elemental mappings of the exposed specimens that there are no signs of depletion of basic elements from the substrate, in general. Furthermore, alignment of Zr along the splat boundaries of the coating may be responsible for such beneficial result. It has been reported that Zr helps in reducing oxide scale growth and improving the adhesion of the oxide scales during hot corrosion of some alloys.28 Hong et al.29 reported that Zr rich pegs are generated by Zr addition during cyclic oxidation at high temperature and provide better resistance to cyclic oxidation. This may be attributed to internal oxidation of the reactive element additions or of oxide dispersoid particles growing in size to form oxide stringers in the form of thin elongated intrusions extending into the alloy substrate and thereby anchoring the scale to the alloy.29 From the overall results, it is obvious from the sequence that the addition of Zr can be useful to enhance the oxidation resistance of the commercially available Ni–20Cr coating for HVOF spray deposition process. Overall analysis indicates that the coatings, in general, have been successful in acting as a reservoir for the formation of protective oxides/spinels, consequently may increase the service life of the steel. Based upon the results and observations of the study, schematic diagram for HVOF spray HC2 coating has been proposed to illustrate the oxidation mode. As is clear from Fig. 14, occurrence of a protective scale composed of protective phases like NiO and NiCr2O4 in the steel along with Zr pegs along the splat boundaries to form oxide stringers might be responsible for better adherence and enhanced oxidation resistance.
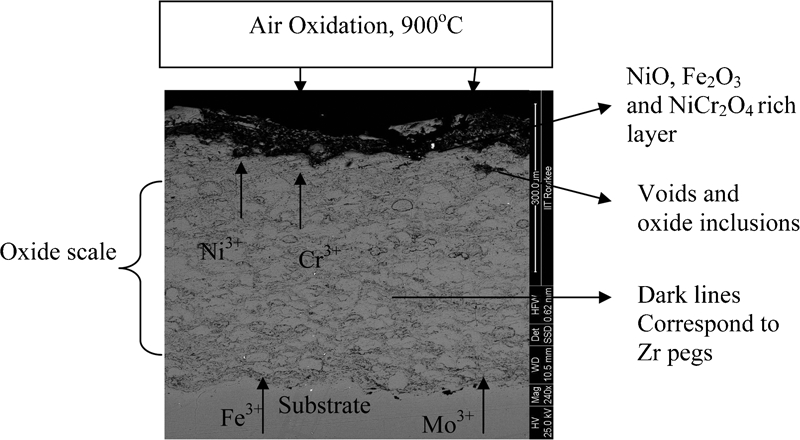
Schematic diagram showing probable oxidation mode of HVOF sprayed HC2 coating on T22 steel subjected to cyclic oxidation air at 900°C for 50 cycles
Conclusion
The HC1 and HC2 coatings could be successfully deposited on T22 boiler steel by the HVOF spray process.
The hardness of coating increased significantly after the minor addition of Zr.
The high oxidation resistance of the Ni–20Cr coating was found to increase after the addition of 1%Zr.
Generation of Zr rich oxide stringers might be responsible for better adherence of the oxide scale of HC2 coating and its enhanced oxidation resistance.