
Abstract
Plasma activation effects on automotive polymers by low temperature plasma at atmospheric pressure have been studied. The aim of this work was the improvement of the polymer surface polarity in order to replace the use of adhesive layers before application of lacquering. Two different concepts of dielectric barrier discharge, direct and indirect plasma treatment, were applied. The efficiency of such plasma treatment was determined by adhesive pull strength tests and surface energy calculations. It was shown that both plasma treatment methods allow a significant increase in surface polarity up to a factor of 20 and adhesive pull strength of lacquers up to a factor of 29 respectively. In comparison to indirect surface treatment, the direct treatment features a higher efficiency in terms of increasing both, polarity and adhesive pull strength.
Introduction
Economical and ecological manufacturing have become important key issues of successful and modern engineering. Especially in surface technology, ecology minded science is one of the most sophisticated topics of forward looking development. For example, improvements of materials for automotive industry allow reducing fuel consumption due to a diminution of aerodynamic resistance and facilitate enhanced lightweight design solutions. One big branch in the field of processing such materials is polymer research. Moulding processes of polymers enable the assembly of complex construction elements in an easy way.1, 2 Especially regarding reduction of weight, high durability, flexibility and cost savings, the use of polymers is growing. In former times, the surfaces of polymer components where left in their original condition. However, as a result of visual and technical requirements such as corrosion prevention, aerodynamic behaviour or product shortcomings, surface lacquering became necessary.3, 4 Conventional varnishing requires a number of chemical additives for improving coating adhesion, realising uniform coatings and avoiding air pockets. Chemical additives such as adhesive primer layers ensure high bonds between applied lacquers and surfaces. However, each adhesive layer has to be matched to both surface and lacquer. This results in a limited reliability and requires time and cost intensive preparations.5 For financial and environmental causes, a modification of the whole coating process is thus of great interest. Against this background, low temperature, atmospheric pressure plasma activation of surfaces has attracted research interests in recent years. Treatment of wood surfaces, for example, leads to an improvement of the absorption capacity of water based lacquer and glue. This results in faster processing times and better long term stability.6, 7 Furthermore, the polymer or textile surface activation can be used in the case of lengthen colour stability and penetration depth of applied ink colours.8 – 10 State of the art is the pretreatment of automotive components by means of low pressure plasma or arc discharge jets. The improvement of gap penetration capabilities of lacquers and high lacquer cohesiveness on complex prefabricated parts are the main fields of application.11
This work particularly addresses to smart repair of small, damaged lacquering surfaces by means of dielectric barrier discharge plasma. Two modes of dielectric barrier discharges were used: a direct and an indirect plasma application. The merit of the first mode is the direct plasma treatment of the surface. The substrate is positioned directly in the discharge. Charged carriers were immediately applied to the surface. This leads to a faster surface activation. The indirect plasma source generates the discharge above the substrate. Process gas blows the charged carriers onto substrate surface. Approximating form independent surface treatment and lower treatment temperatures are the merits of this mode. Previously, extensive lacquering of entire automotive parts was the common way for achieving uniform lacquer coatings. With regard to adhesive layers, sophisticated experience is required to generate comparable results with smart repair. Here, the border area where painted and unpainted area merge, poses a challenge since the fractions of the painted area of this border do not offer optimal surface characteristics for primers. By applying adhesive layers, the unpainted area is well prepared for the following lacquer coating whereas the painted area has negative cohesive properties which lead to lacquer spalling. By increasing the surface polarity by applying DBD plasma treatment, a uniform lacquering result is expected. Because of its cost efficient manufacturing and handling, low treatment temperature and the possibility of unproblematic integration in inline processes, the application of dielectric barrier discharge sources was forced. In particular, the use of oil free, compressed ambient air allows dispensing expensive inert gases. Therefore, the aim of this work is to analyse the impact of direct and indirect DBD plasma treatment on automotive polymers and the resulting interaction of plasma treated polymer surfaces with conventional two-component lacquer for obtaining higher adhesion.
Experimental set-up and experimentation
Investigated polymers
In order to investigate the influence of direct and indirect DBD plasma treatment on the adhesion of lacquers on polymer surfaces, adhesive pull strength (APS) tests according to DIN EN ISO 4624 were performed on three different polymers: the copolymer acrylonitrile butadiene styrene (ABS), the thermoplastic polycarbonate (PC) and the polyolefin polypropylene (PP). Those polymers are well established constructions materials in a number of applications such as vehicle construction. The sample thicknesses were 1 mm for ABS and 2 mm in the case of PC and PP. After plasma treatment, the samples were varnished using a two-component single coat lacquer 22 Line HS 2K Topcoat VOC from Glasurit. In order to obtain a full hardening of the lacquer, samples were dried for 2 weeks at 20°C and 55–60% humidity. For comparison, APS tests were also performed on both untreated and primed samples. The used primer was a single component synthetics primer 934-10 from Glasurit. For the APS tests, inspection stamps were cemented on the varnished surfaces using a two component adhesive UHU Plus Endfest 300. This epoxy adhesive features a maximum final strength of 3000 N cm−2. The particular adhesive pull strength was then determined using an APS tester PosiTest AT-A from DeFelsko. All lacquering preparations were accomplished under professional paint spraying shop conditions. Furthermore, the surface energy of untreated and plasma treated APS, PC and PP was measured according to the Owens–Wendt–Rabel–Kaelble (OWKR) method12, 13 in order to calculate the particular polarity on the surface. For this purpose, a Contact Angle Measurement System G10 from Krüss was used applying both water and diiodmethane as test fluids.
Plasma sources and treatment
For the plasma treatment of ABS, PC and PP, two different plasma sources were applied. In both cases, oil free compressed air at a pressure of 200 kPa was used as process gas. For direct plasma treatment, a double dielectric barrier discharge (2DBD) source was used.14 As shown in Fig. 1a), this plasma source consists of a high voltage (HV) electrode, which is a bronze powder filled ceramic hollow bar made of aluminium oxide (Al2O3) with a wall thickness of 5 mm. The ground (GND) electrode is realised by an aluminium plate which is dielectrically separated from the discharge gap by a glass plate (B270, float glass) with a thickness of 4 mm. By reasons of good permittivity (ϵ = 6–8) and long term stability, glass has been chosen as dielectric ground barrier.
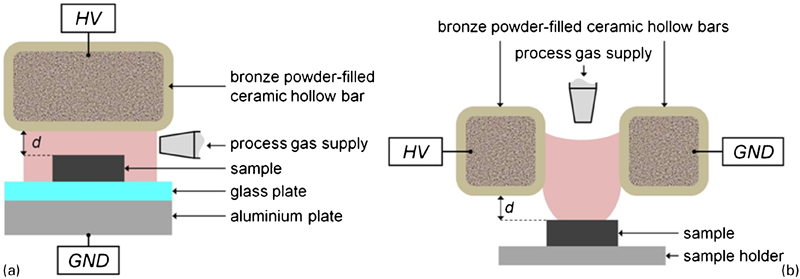
Experimental set-up for a direct and b indirect DBD plasma treatment of polymers
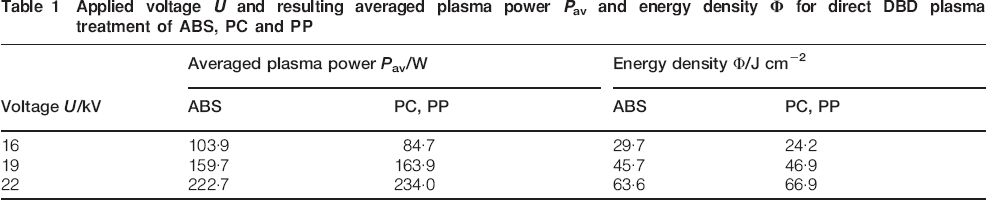
By this set-up, a large scale discharge area of 210 cm2 is achieved. The discharge gap d between both the HV electrode and the sample surface was 1 mm. The plasma source was driven at a frequency f of 17 kHz and a pulse duration t of 2 μs using a frequency generator 33 120 A from Hewlett Packard. The voltage U can be varied up to maximum 50 kV. Experiments were performed at U = 16, 19 and 22 kV, the treatment duration was 60 s. Owing to the different thicknesses of the samples and the accompanying different thicknesses of the total electrode distance, slightly different averaged plasma powers Pav and energy densities Φ respectively are resulting as shown in Table 1.
Applied voltage U and resulting averaged plasma power Pav and energy density Φ for direct DBD plasma treatment of ABS, PC and PP
All plasma powers were measured by the Lissajous method.15, 16 For indirect plasma treatment, a movable plasma head consisting of two opposite bronze powder filled ceramic hollow bars was used as shown in Fig. 1b). The samples were placed below both electrodes; again, the gap d between the plasma source and samples was 1 mm. The plasma is generated between the electrodes and blown onto the sample surface by the process gas, resulting in a line plasma jet. The discharge gap amounted to ∼3 mm. The plasma head was moved over the samples 2–10 times at a traverse speed of 1 m s−1. The plasma source was driven by applying an alternating voltage. For plasma treatment, the averaged plasma power Pav was kept constant at 500 W. The energy density Φ was thus 13 J cm−2 for each treatment repetition.
Results and discussion
Direct DBD
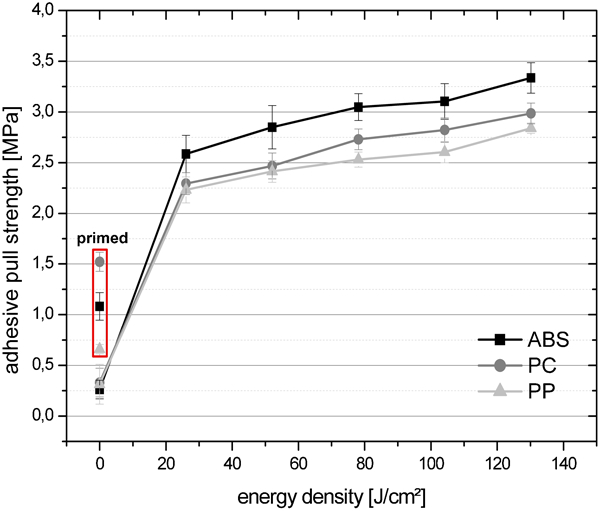
For all investigated polymers, a significant increase in adhesion of lacquers (up to a factor of 29) could be achieved by the direct DBD plasma treatment as shown by the comparison of the adhesive pull strengths of varnished untreated, primed and direct DBD plasma treated samples in Fig. 2.
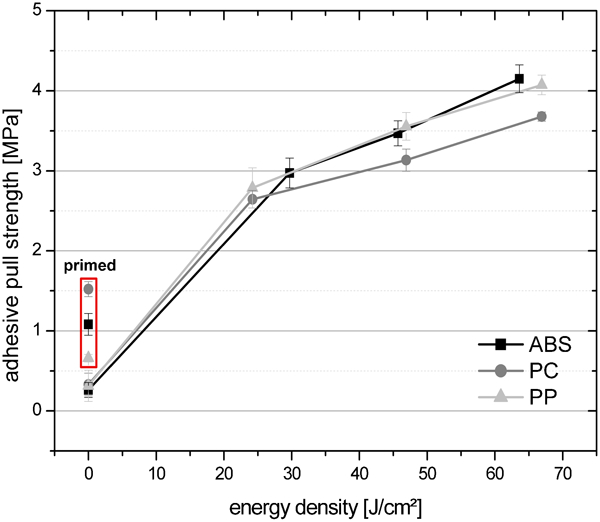
Adhesive pull strength of varnished ABS, PC and PP versus energy density
Such increase in adhesion is directly related to the applied plasma power which differs for the particular samples as shown in Table 1. On average, improved adhesion by a factor of 9 with respect to untreated samples is obtained for the lowest applied plasma power (85/104 W). This factor amounts to 11 for the medium (160/164 W) and to 13 for the highest plasma power (223/234 W). Furthermore, the plasma treatment duration has a strong influence on the resulting adhesion as shown by the results of time resolved APS tests in Fig. 3. Here, the lowest plasma power was applied.
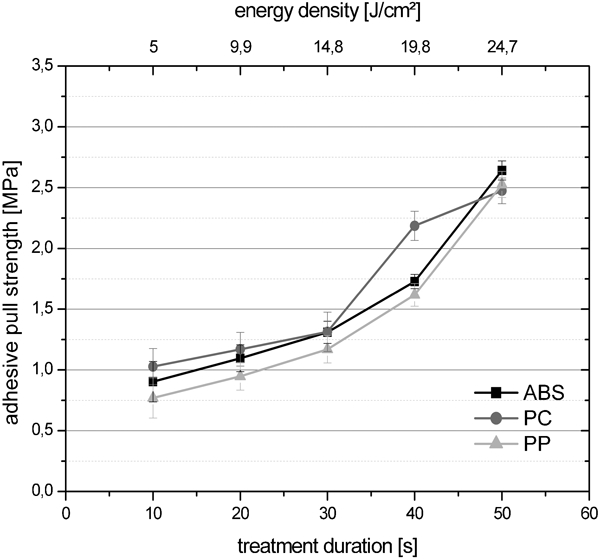
Adhesive pull strength of varnished ABS, PC and PP versus direct DBD plasma treatment duration
In relation to primed samples, comparable adhesion is already achieved after a plasma treatment in the range of 8·1 (9·9) to 16·1 J cm−2 (19·8 J cm−2), depending on the investigated polymer. Such behaviour is explained by a plasma induced activation of the polymer surfaces. In this context, functional groups such as hydroxide, ketone, ether and carboxylic acid are bound onto the surface.17 During this process, the C–C components on the surface are broken by the plasma treatment and recombine with oxygen atoms, resulting in polar groups, for example, C = O, C–OH and COOH.9,
10 Additionally, the plasma treatment causes a certain surface wrinkling which raises the effective area of contact.18 Therefore, both chemical and physical modes of operation lead to an optimisation of surface adhesion. It has to be mentioned that some of the plasma induced activations are mainly a temporary mode of action. Several processes can be consulted to explain running fading effects. One of these options is the plasma cleaning model. For example, polymer surfaces are contaminated by a few monolayers of oil or other mould release agents which cannot be removed by detergents or chemical cleaners. Plasma generated species feature sufficient energy to remove such monolayers whereby the surface energy raises. These high surface energies decrease within a range of a few days because of recontamination from the surrounding air or diffusion processes from the inside of the substrate. The second option is the polar group rotation model. Imbedded polar groups in the substrate are rotated to the surface by electric fields or other plasma related processes. These polar groups provide docking stations for water molecules and therefore raise the surface energy. Within a few days, these polar groups rearrange or diffuse back into the substrate.19 These processes cause a steady decrease in the plasma induced activation. With regard to these effects, a contemporary processing is required to achieve the best effects. Owing to the polar characteristics of the plasma induced functional groups, the polar fraction γs
p of the total surface energy γs is increased up to a factor of 20, resulting in an increase in polarity P which is given by

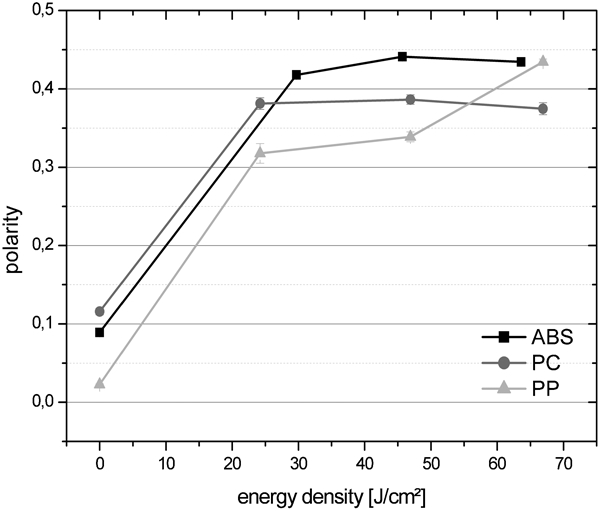
Polarity of untreated and direct DBD plasma treated ABS, PC and PP versus energy density
Conspicuously, each investigated polymer features marginal standard deviations in both the adhesive pull strengths (max. 0·17 MPa) and the polarities (max. 0·012). This could be explained by the homogeneous treatment by the direct DBD plasma which is due to the plane plasma discharge all over the substrate. Since evenly distributed metering points were measured on each surface, the plane plasma discharge led to advantageous results in terms of homogeneous treatment.
Indirect DBD
By indirect DBD plasma treatment, an enhancement of the adhesion of lacquers on the investigated polymer surfaces was achieved as well. As shown in Fig. 5, the adhesive pull strength increases nearly linearly with increasing energy density.
Adhesive pull strength of varnished ABS, PC and PP versus energy density
Figure 6 shows a comparison of untreated, primed and plasma treated PP samples after APS tests. In the case of untreated PP, the lacquer was torn off the surface within the boundary area of the cementing point of the inspection stamp whereas for the primed sample, the resulting pattern corresponds to the inspection stamp's footprint. For plasma treated PP, the lacquer was not torn off the surface, but bulk material was torn out, demonstrating the high adhesion of the lacquer on the plasma treated surface.
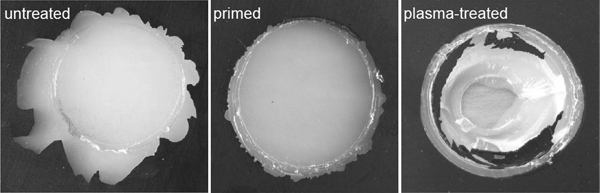
Comparison of patterns after APS test on untreated, primed and indirect DBD plasma treated PP
Again, this effect is explained by a plasma induced increase in the polarity as shown in Fig. 7
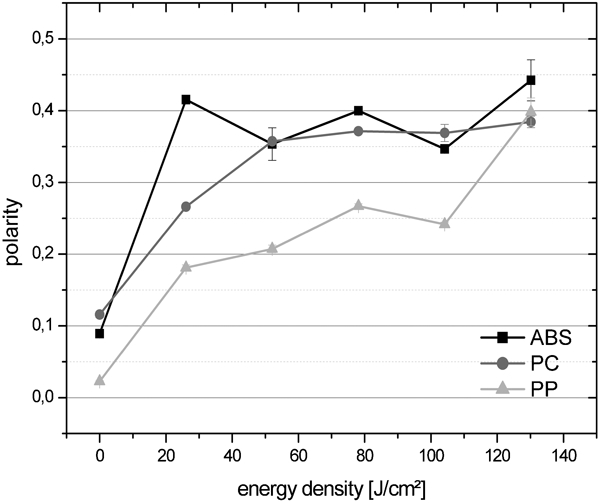
Polarity of untreated and indirect DBD plasma treated ABS, PC and PP versus energy density
In comparison to the direct DBD plasma treatment, the indirect DBD plasma treatment results in higher standard deviations of both the adhesive pull strengths (max. 0·21 MPa) and the polarities (max. 0·028). This behaviour could be explained by the fact that the mechanism of action is based on charge carriers (ions) which were accelerated to the substrate surface by the gas flow. In large part, the remote plasma discharge does not react with the surface. This leads to unbalanced reactions on the substrate. The direct DBD plasma treatment forms discharge filaments between both the HV electrode and the substrate surface which transport continuous charge carriers to the surface,20 resulting in a homogeneous plasma treatment.
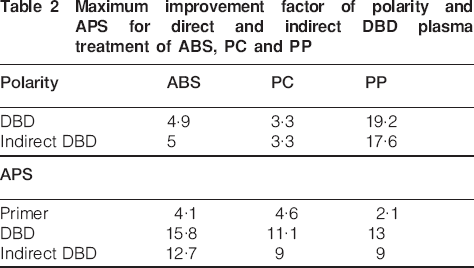
Table 2 demonstrates the maximum improvement factor of all surface pretreatments in relation to the untreated references. In direct comparison it is cognisable that the factor for direct as well as indirect DBD depends on the material. Furthermore, it turns out that the polarity of each material increases similarly for both source concepts. The behaviour of the results in the case of APS features a quite different view. Each material seems to be more responsive to direct than to indirect plasma treatment while both methods show a large improvement to the reference. In comparison to customary primer treatment, both plasma sources enable an improvement in cohesiveness up to a factor of 4.
Maximum improvement factor of polarity and APS for direct and indirect DBD plasma treatment of ABS, PC and PP
Conclusion
With regards to the presented investigations, plasma treatment of automotive polymers by dielectric barrier discharge plasmas features an effective conditioning step in terms of lacquering processes. Both direct and indirect discharge, allow considerable optimisations in surface adhesion by increasing the polarity of polymer surfaces. As a result, the adhesion of lacquers on treated surfaces is increased significantly. In the case of direct DBD plasma treatment at the lowest plasma energy density, the adhesion of primed surfaces is already exceeded in a range of 8·1 to 19·8 J cm−2. For indirect DBD plasma treatment, this result is achieved after two treatments. In particular, the use of this technology in terms of smart repair provides the opportunity of an application in small and middle sized enterprises. By applying the presented method, refinishing of defects in paint work could be realised without any extensive lacquering of the whole parts in order to achieve uniformly lacquering results. Therefore, the DBD plasma treatment is a cost efficient and reliable alternative solution to priming polymer surfaces, allowing both economy of time and material savings without using chemical additives.
Footnotes
Acknowledgements
This work was supported by the European Regional Development Funds (EFRE) and the Workgroup Innovative Projects of Lower Saxony (AGiP) in the frame of the Lower Saxony Innovation Network for Plasma Technology (NIP), project funding reference number W2-80029388 and the research project PlasmaWind, project funding reference number ZN 2506.