
Abstract
Ceramic coatings on ancient pottery, in particular black gloss, transparent glaze (first alkali based and then lead based) and opaque glaze (enamel) up to the lustre decoration, can be considered as the top technological skill of ancient ceramists. Indeed, their production demands the ceramist a thorough knowledge of pyrotechnology, including the ability to strictly control furnace atmosphere conditions. Several papers have dealt with the study of ceramic coatings, aiming to reconstruct the production technology and the modality of application and to define the relations between coating and ceramic body. These tasks are quite difficult to accomplish, also due to the very fine details of these surface layers. A multianalytical approach is therefore necessary, including conventional (scanning electron microscopy–energy dispersive spectrometry, electron probe microanalyser and Raman) and high resolution techniques (high resolution TEM, synchrotron radiation source based diffraction and X-ray absorption spectroscopy). Two case studies on different ceramic coatings are presented: black gloss pottery from Northern Etruria and Sienese ‘Archaic’ majolica from Tuscany.
Introduction
Ceramic coatings on ancient pottery, especially black gloss, transparent glaze (first alkali based and then lead based) and opaque glaze (enamel) up to the lustre decoration, can be considered as ancient ceramist top technological skill. In fact, producing such pottery requires the ceramist to possess a thorough knowledge of pyrotechnology, including the ability to strictly control furnace atmosphere conditions.
This field of study was started later with respect to the ceramic bodies, both because of the major methodological difficulties and because the archaeometry applied to the ceramic study initially dealt with ceramic bodies for provenancing issues.1
Only later, the availability of analytical methodologies characterised by higher spatial resolution, and the finding that a lot of information on production technologies can be obtained through the study of ceramic coatings also for distinguishing different workshops, led to an increase to this kind of studies. To summarise, studying different production technologies of ceramic coatings can also provide us with fundamental information about the technological development levels from a geographical and chronological point of view.
Main typologies of ceramic coatings
The ceramic coating can be a clay or glass film completely covering the outer ceramic surface. Its purpose is dual: to make the vessel more impermeable and to improve its appearance.
While the first goal is very difficult to obtain, the second one is not, and can be performed using techniques that, at that time, represented the acme of ceramic technology. In a very schematic way, ceramic coatings can be subdivided as follows:
clay coatings
permeable or engobe
impermeable or patina
glassy coatings
transparent glassy coating or glaze
opaque glassy coating or enamel.
Permeable clay coating or engobe
This kind of coating, probably the first one to be produced, was obtained by diluting in water a very depurated clay, resulting in a very fine and homogeneous suspension. Once this was applied on the vessel, it would make the surface smoother and cover the eventual colour of ceramic body.
In the ancient times, the more common engobes had red and white colour. The red engobe was obtained from a clay, naturally rich or artificially enriched with iron oxides.
In addition, some others factors contribute to the colour formation, such as the carbonate occurrence or the firing conditions. Indeed, in a reducing atmosphere, the final colour will be black due to the transformation of the red Fe3+ oxide (haematite) in black magnetite.
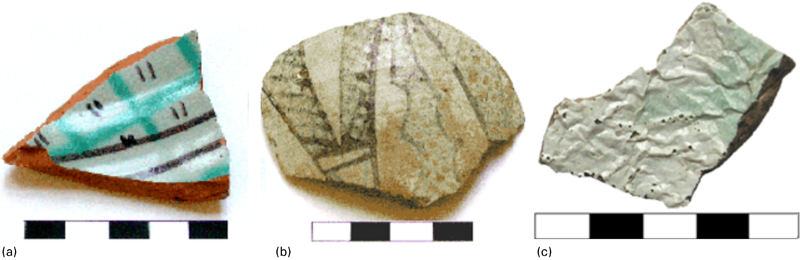
Examples of red engobe artefacts are the vases of Serraferlicchio culture, Eneolithic period,2 and the ‘Calle type’ basins (Fig. 1), Late Antiquity.3, 4 White engobe was obtained by employing a kaolinite rich, or iron free clay, that remained white after firing. This kind of clay is much less widespread with respect to the iron richer clay, which after firing becomes red or black (as a function of atmosphere conditions).

Calle type basin (after Gliozzo et al.4)
Examples of artefacts with white engobe are the lekythoi from Athens (500–400 BC). They were used for conserving perfumed oils and balms to be utilised in funerary situations.
Impermeable clay coatings or patina
These coatings consist of a very thin layer derived from clay suspension, which, during firing, underwent some degree of vitrification, becoming more or less shiny.
Black gloss pottery (red figures or black figures) was produced in Greece (seventh century BC) where it reached a perhaps never repeated level of technical achievement.5 The production of black gloss pottery continued during Roman times6 – 8 (although in a simpler manner), up to the first century BC, when it was substituted by red gloss pottery (Terra Sigillata Italica).9 Both black (Fig. 2) and red gloss are clay based coatings, but, unlike engobe, they are partially vitrified.

Sherd of black gloss vase (Volterra, third century BC)
The black gloss was obtained with a suspension of very fine clay, naturally rich (or enriched) in Fe oxides. It was applied to the dried ceramic body as a layer of about 10–20 μm. Then, the coated ceramic underwent a single firing, in which three stages can be detected:5
a first stage in oxidising conditions at temperature of ∼800°C: the artefact assumed reddish colour
a second stage at a higher temperature (900–1000°C) and in reducing conditions: the external layer of gloss partially vitrifies and assumes a more or less shiny black colour
a third stage, again in oxidising conditions: the ceramic body reverts to a red colour, while the gloss stays black, due to the vitrification that does not allow any iron oxide transformation.
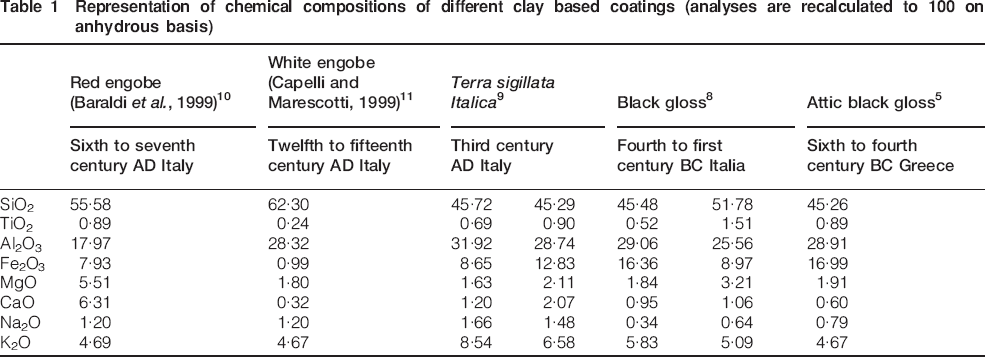
As to the ‘red gloss’ pottery, such as ‘Terra sigillata Arretina’, its most renowned example and characterised by the finest technology, the raw materials are the same as ‘black gloss’ pottery, but the firing modalities are different. In fact, in order to obtain a uniformly red coloured gloss, it is fundamental that all the firing happens in completely oxidising atmosphere. Moreover, this is not an easy task. In Table 1, some chemical compositions of different clay based coatings are presented.
Representation of chemical compositions of different clay based coatings (analyses are recalculated to 100 on anhydrous basis)
Transparent glassy coating or glaze
Unlike clay based coatings, the raw materials for glassy coating are constituted by a quartz rich sand, a fluxing agent and, eventually, a colouring agent. From the fourth millennium BC onwards, alkali glazes were used in the Near East and Egypt, first on steatite and ground quartz bodies (i.e. faience) and, successively, from ∼1500 BC, on clay bodies.11
In the West, these first lead glazes were of the transparent high lead type containing 45–60%PbO, with an alkali content normally <2%Na2O plus K2O and an alumina content typically in the range of 2–7%A12O3. Subsequent to the Roman period, glazes of this type were extensively used throughout the Islamic and Byzantine worlds, in medieval Europe for both pottery and tiles, and continuing to the present day in both Europe and the Near East. The principal advantages of transparent high lead glazes as compared to alkali glazes are shown to be ease of preparation and application of the glaze suspension, low susceptibility to glaze ‘crazing’ (i.e. a spider web pattern of cracks penetrating the glaze) and ‘crawling’ (a glaze defect in which the glaze separates, leaving portions of bare clay exposed) and high optical brilliance.13
Two different modalities were possible for both glaze preparation and application:
after mixing and grinding, the glaze components were put in water to obtain a suspension
the glaze components were mixed and fired so that a frit (i.e. a calcinated mixture of sand and fluxes ready to be melted in a crucible to make glass) was obtained; afterwards, the frit was ground and a suspension in water was achieved:12
the glaze was applied to the ceramic body only after drying it and before the first firing
the glaze was applied to the biscuit (i.e. the ceramic body already fired) before the second firing.
In medieval times, it was very common to apply a white engobe to the dried ceramic body and then proceed with the first firing. Once a biscuit was obtained, a transparent lead glaze was applied and then the ceramic artefact underwent the second firing.15 – 17
Opaque glassy coating or enamel
This class of coatings, originally realised in Iraq (ca. 700–1250 AD), later spread in Medieval and early post-Medieval Europe (ca. 1250–1700 AD, Fig. 4), until the present times.18 – 20

Archaic majolica (Siena, fourteenth century)
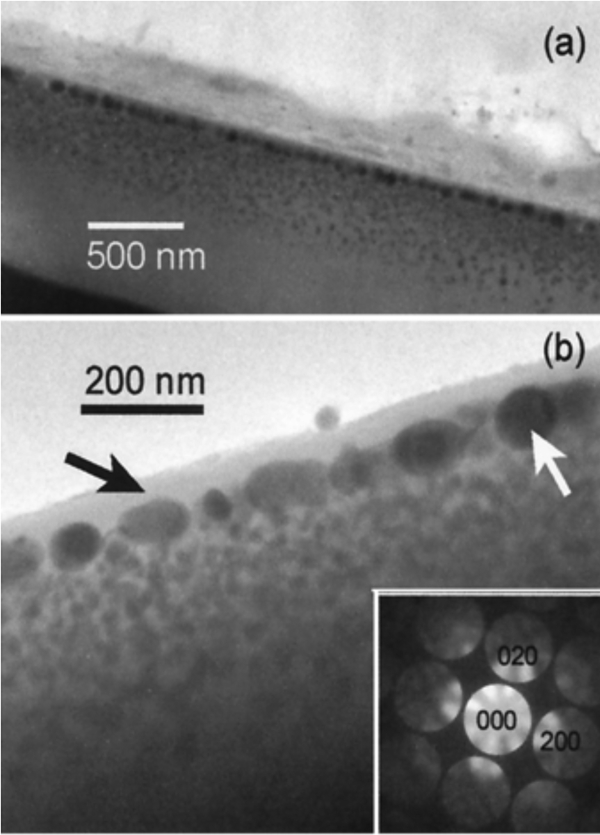
Images (TEM) of copperlike lustre from Paterna (fourteenth century, Perez-Arantegui et al., 2001)22
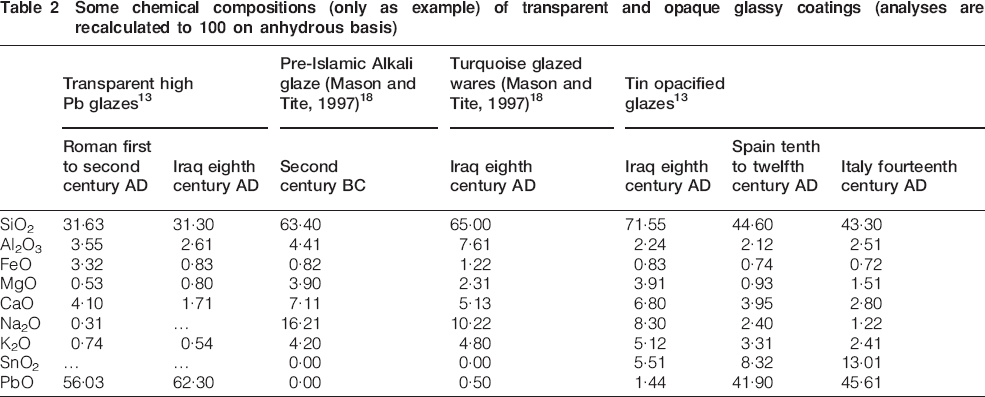
They were initially produced starting from alkali–silica mixtures,18 with a low content of PbO (1–2 wt-%), and cassiterite (SnO2) as opacifying agent. The lead content progressively increased up to the alkali–lead glaze (tenth to eleventh century AD), containing 20–40 wt-%PbO and 5–12% alkali, still with SnO2 as opacifying agent (Table 2).
Some chemical compositions (only as example) of transparent and opaque glassy coatings (analyses are recalculated to 100 on anhydrous basis)
The overglaze painted Islamic lustre wares21 and European maiolicas represented the apex of ceramic art and technology in each region during these respective periods.
The earliest lustre pottery was made in Iraq in the ninth century. The Islamic technology of production spread to Egypt, Persia and in Spain22 during medieval times, following the expansion of Arabian culture. From Spain, lustre was introduced to the Italian peninsula, where it was used to decorate the splendid majolica produced in central Italy, for example, in Deruta and Gubbio, during the fifteenth and sixteenth centuries.21
Lustre is a decorative metallic film that was applied on the surface of medieval glazed pottery.
It was obtained through a procedure consisting of a ‘third firing’ deposition of a thin film of copper and silver crystals onto the surface of a previously glazed and decorated pottery.
The procedure is analogous to the synthesis of modern, thin, nanostructured metallic films.
It was prepared by annealing a mixture of copper and silver compounds, clay, ochre and other optional substances on tin glazed pottery under a reducing atmosphere. The temperature was then raised to ∼600°C and in these conditions: glaze softened, silver and copper compounds were reduced to metals and metal was deposited within the outer layers of the glaze.22, 23
Some recent papers reported interesting results on this particular ceramic coating, obtained using new analytical techniques such as particle induced X-ray emission and Rutherford backscattering spectroscopy22 and X-ray absorption fine structure.25
Archaeometric study
Several papers have dealt with the study of ceramic coatings, aiming to dissect the production technology and the modality of application, to define the relations between coating and ceramic body, to recognise eventual newly formed minerals or to understand if different visual appearances were intentional or casual. All of these tasks are quite difficult to accomplish, in part due to the very fine details (from micro- to nanoscale) of these surface layers. A multianalytical approach is therefore necessary, including conventional [scanning electron microscopy–energy dispersive spectrometry (SEM-EDS), electron probe X-ray microanalyser, Raman and Fourier transform infrared spectroscopy], Synchrotron [off the surface diffraction (XRD) and X-ray absorption spectroscopy (XAS)], high resolution [high resolution TEM (HRTEM)] and surface analytical techniques (time of flight secondary ion mass spectrometry and atomic force microscopy).
Two case studies on different ceramic coatings will be presented, in particular, black gloss pottery from Northern Etruria and Sienese ‘Archaic’ majolica from southern Tuscany.
Black gloss pottery from Etruria8, 26
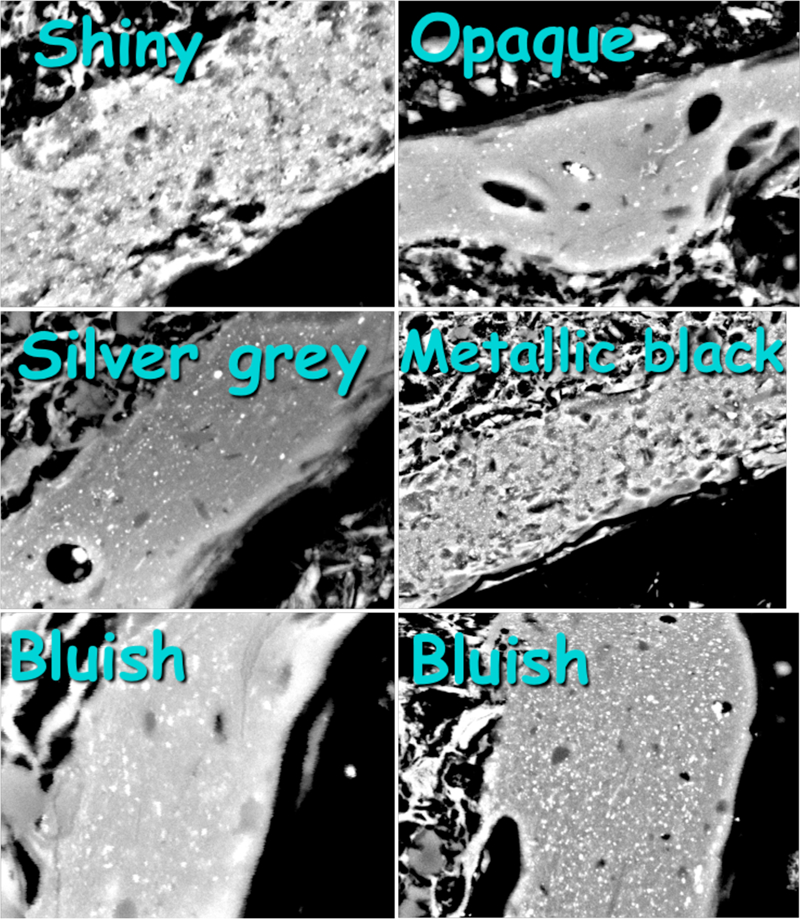
The black gloss pottery of northern Etruria is characterised by different visual appearances of the gloss (Fig. 5). Gloss can be shiny, vitreous, silvery, metallic, bluish, matt black or misfired. The study was aimed at understanding if these differences were intentionally produced and if it is possible to correlate different visual appearances with a precise production area. As the coatings are constituted by a vitreous matrix and by crystals of nanometric size, other than traditional OM and SEM-EDS analyses, HRTEM was utilised together with spatially resolved XRD (SR-XRD) and X-ray absorption spectroscopy (XAS) spectroscopy.
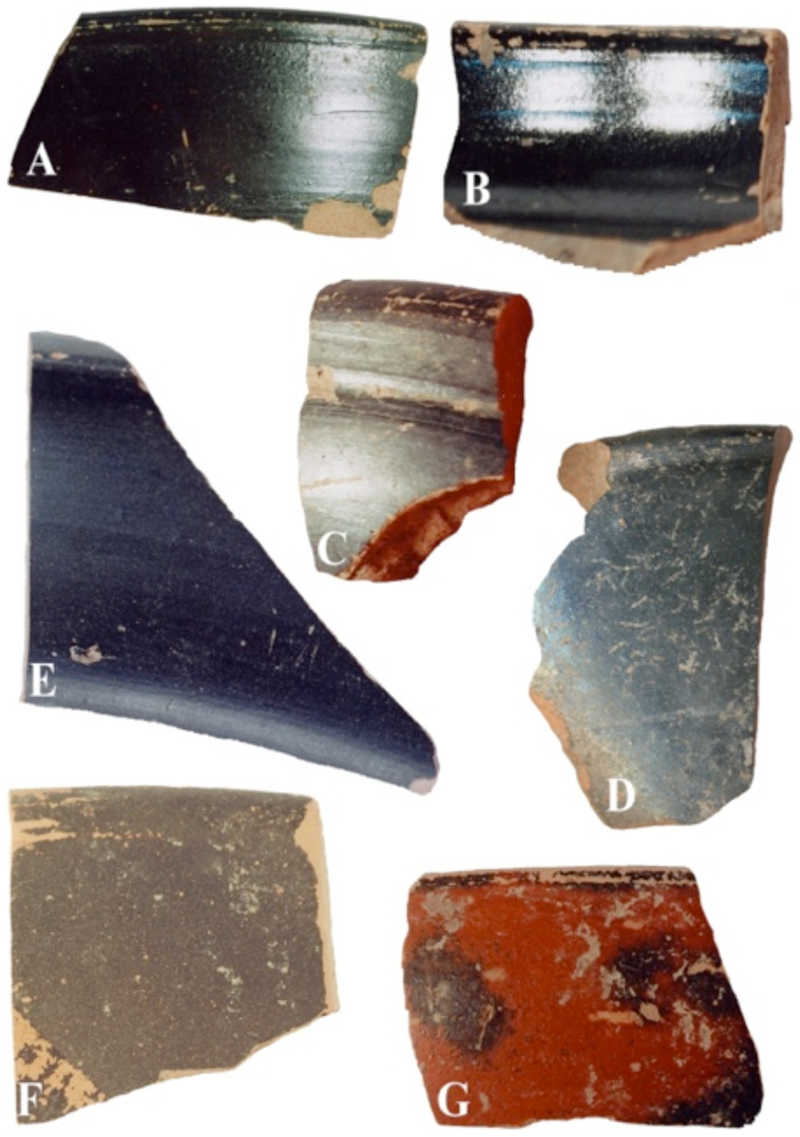
Differing visual appearances of black gloss layer [A: shiny black; B: vitreous black; C: silver black; D: black with metallic sheen; E: bluish black; F: matt black; G: misfired red and black (modified after Gliozzo et al.8)]
Textural and chemical study by SEM-EDS showed that thickness and porosity differ both between samples with different gloss types and within samples attributed to the same gloss type.
Therefore, these two features must contribute to the visual appearance of the black gloss coating, but none of them can be isolated as a major factor in producing the different type of gloss (Figs. 6 and 7).
Backscattered electron images showing porosity, sintering and grain size variation, both between different gloss type and within same gloss type
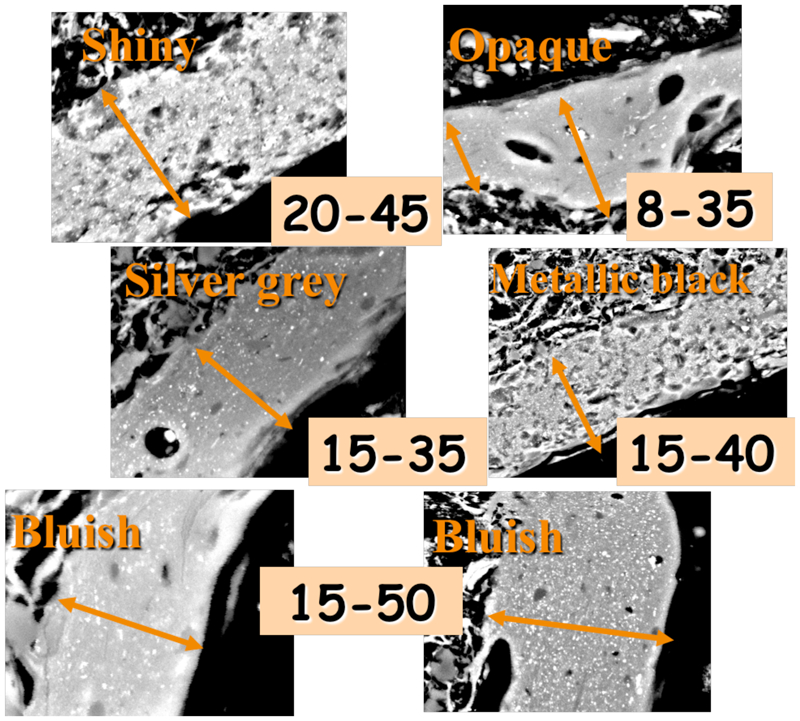
Backscattered electron images showing thickness variation both between different gloss type and within same gloss type
In addition, the chemistry of the glosses showed differences that are insufficient to discriminate different production sites.
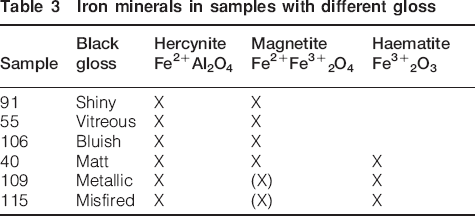
The mineral phase analysis of the gloss, due to the very fine grain size of minerals, was determined by off the surface XRD at the Daresbury Laboratory Synchrotron Radiation Source. Accurate phase identification was obtained, and some differences in Fe minerals occurring in samples with different gloss were observed (Fig. 8 and Table 3).
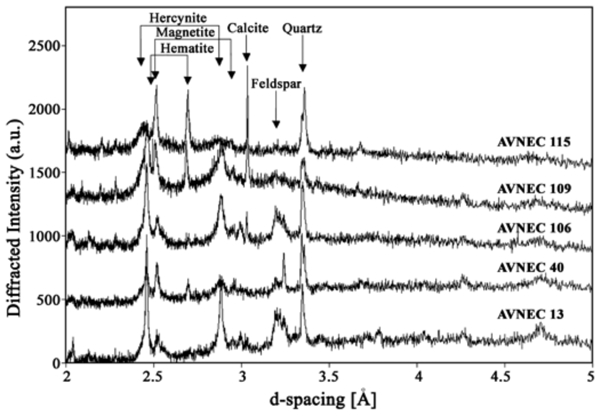
High resolution diffraction profiles of five samples: AVNEC 13 (bluish black), 40 (matt black) and 106 (bluish black) from Volterra; AVNEC 109 (metallic black) and 115 (misfired black) from Populonia. Positions of strongest reflections of principal phases in that region are indicated by arrows (after Gliozzo et al.8)
Iron minerals in samples with different gloss
X-ray absorption spectroscopy, and mainly Fe L-edge XAS, revealed different Fe2+/Fe3+ ratio, both between samples and in the same sample, moving from the surface to the gloss/ceramic body interface.
The position of pre-edge peak is sensitive to oxidation state, and we can see (Fig. 9) that in the haematite rich sample (AVNEC 109), the pre-edge peak is at higher energies than in magnetite and hercynite rich sample (AVNEC 13). Moreover, the shifts in the spectra above absorption edge clearly indicate changes in relative contents of Fe2+ and Fe3+.
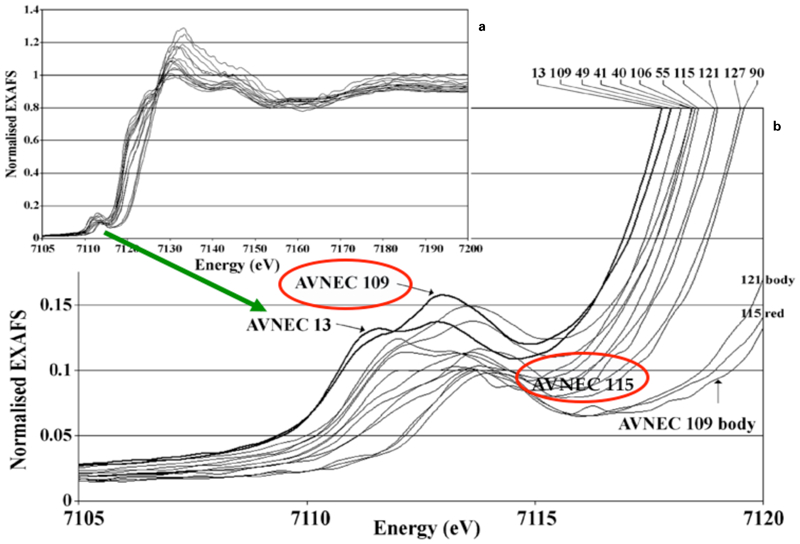
a Fe K-edge normalised XAS spectra of set of black gloss samples (graphs for AVNEC13 and AVNEC 109 black gloss are in thicker lines and are indicated by arrows); b same spectra expanded to cover the pre-edge peak (XANES) region (modified after Gliozzo et al.8)
In Fe L-edge XAS spectra (Fig. 10), we can observe two extremes in peak shifts: sample AVNEC 13 is very similar to ilmenite (that is, all Fe2+), while sample AVNEC 109 is more similar to haematite (all Fe3+).
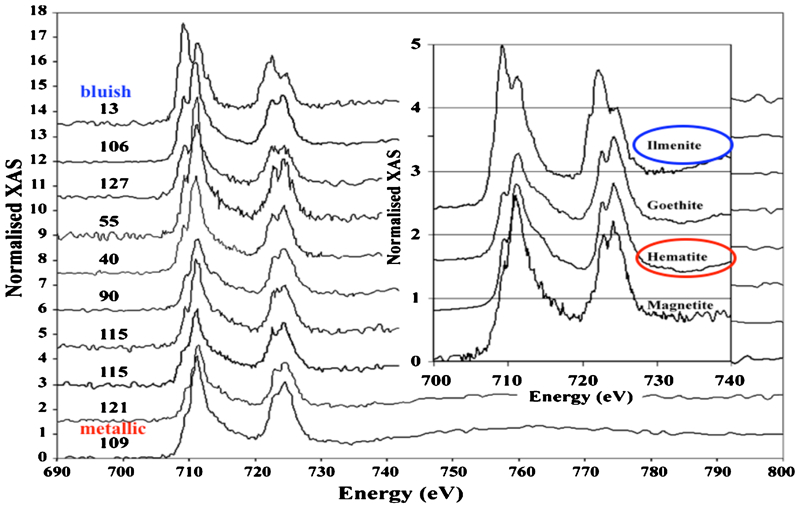
Fe L-edge XAS spectra of set of black gloss samples: inset, spectra of four iron compounds, showing shift in peak position and changes in peak shape upon change in Fe oxidation state and coordination (modified after Gliozzo et al.8)
Taking into account that, in this case, the penetration depth is different (∼0·1 μm), we can conclude that in sample 109, there is a concentration gradient through the gloss, probably responsible for the visual appearance.
TEM-EDS investigation on four selected samples confirmed the chemical and textural homogeneity of gloss as well as the occurrence of diverse mineralogical phases in visually different glosses.
The glosses are all comprised of a Si–Al rich amorphous matrix where nanometre sized crystals of different nature are embedded.
Shiny metallic black gloss (Fig. 11) is characterised by the occurrence of subhedral and elongated magnetite crystals. They have quite homogeneous magnetite composition with little spinel s.s. and hercynite solid solution.
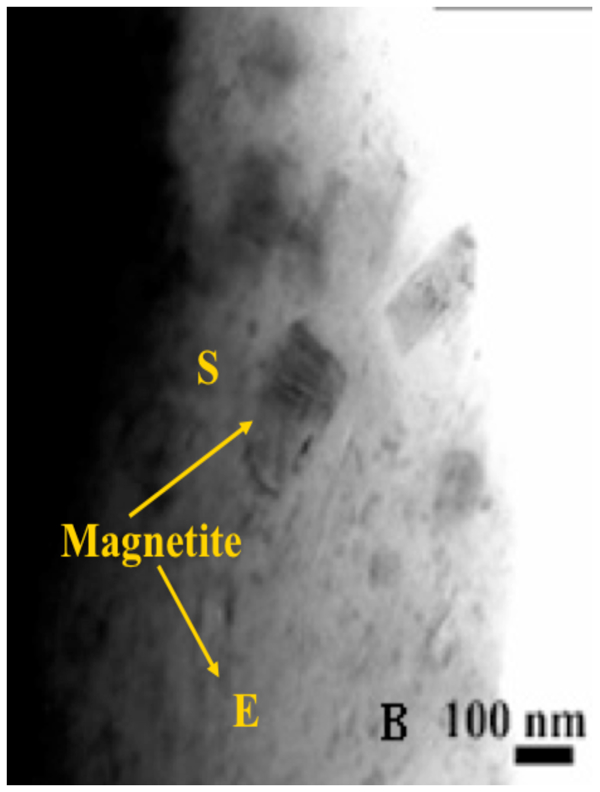
Shiny metallic black gloss with elongated (E) and subhedral (S) magnetite crystals
Bluish black gloss has quadrangular unzoned (U), elongated (E) and zoned (Z) crystals, embedded in a glassy matrix (Fig. 12). The composition of the core of zoned crystals is a solid solution between hercynite, magnetite, spinel s.s. and ulvospinel (Fe2+ 2TiO4), while the rim has a hercynitic composition with lower magnetite and ulvospinel content.
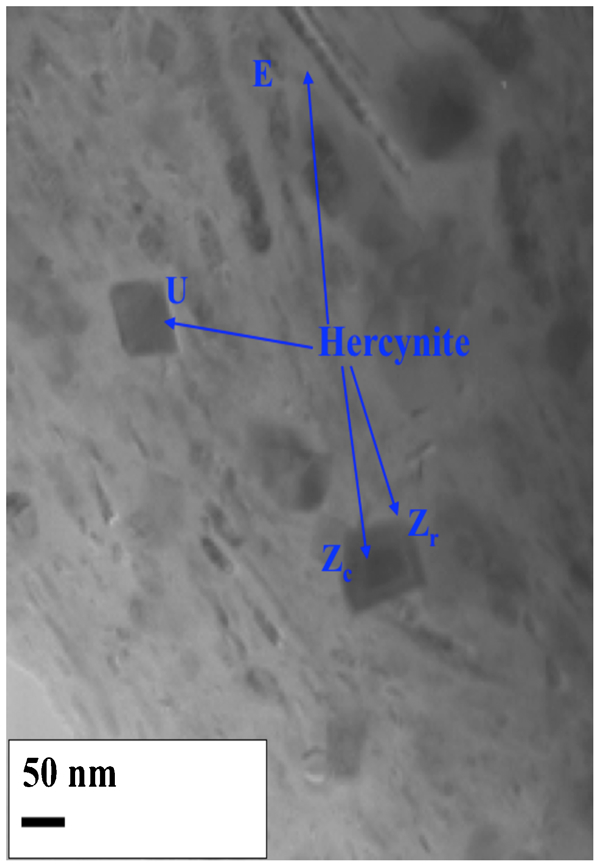
Bluish black gloss showing unzoned (U), elongated (E) and zoned (Z) crystals
In conclusion, the question of gloss technology can only be addressed in depth by the application of different, complementary techniques. Spatially resolved modalities such as soft X-ray XAS for surface analysis are particularly promising. Apart from the non-destructive aspect of SR-XRD/XAS, these SR modalities open new perspectives for detailed characterisation of raw materials and fabrication processes. HRTEM study can provide unique information about nanostructure and chemical composition at the nanoscale level.
Fe L-edge XAS observations revealed different Fe2+/Fe3+ ratio both between samples and in the same sample, moving from the surface to the gloss/ceramic body interface. This indicates that the relative composition in iron compounds near the surface, plus other contributory effects (such as textural inhomogeneities and the presence or absence of an outer submicrometre thin glass layer), is a key to understanding the visual appearance and correlating it with the technological methods employed at particular production sites.
In terms of ancient production, it is possible to imagine that beginning from the same clay with a suitable chemical composition, a coarse refinement and/or a quick firing time could result in a matt effect of the gloss, whereas a fine refinement of the clay, and/or a longer firing time and/or different oxygen fugacity [f(O2)] conditions, could produce a shiny, metallic, vitreous, silvery or misfired gloss. As observed by TEM investigations, the presence of zoned crystals with practically pure hercynite [Fe2+→lower f(O2)] in the rim and a magnetite richer [Fe2+/3+→higher f(O2)] core describes a non-equilibrium system that can result from different f(O2) conditions reached during firing.
Enamels and glazes of Sienese archaic majolica27, 28
Fully understanding the production technology of this kind of coatings needs not only the chemical and textural study of the coatings but also the observation of the chemical and mineralogical reactions at the interface between the coating and the ceramic body. They are two completely different chemical systems and can easily react with each other, leading to the formation of new mineralogical phases. Owing to the very fine grain size of newly formed minerals, high resolution techniques are then necessary.
Enamels and glazes of 57 waste products of Sienese ‘archaic’ majolica (fourteenth AD) have been studied by different analytical techniques in order to reconstruct the production technology.
Chemical, textural and mineralogical features have been determined by SEM-EDS, Raman micro-spectroscopy and analytical electron microscopy (AEM)-TEM.
Based on macroscopic features, they have been grouped as follows: post-firing, uncertain origin and technological wastes (Fig. 13).
a post-firing waste, b uncertain classification waste and c technological waste
Analyses by SEM-EDS revealed that enamels and glazes are constituted of a glassy matrix and crystalline phases. Both enamels and glazes of post-firing and technological wastes were made of the same SiO2 rich mixture. Uncertain origin wastes were made of lead richer mixture (Fig. 14). An important compositional difference can be noticed between enamels and glazes: the enamels show a lower Al2O3/alkali ratio with respect to glazes, which have higher Al2O3 content for the same alkali content (Fig. 15).
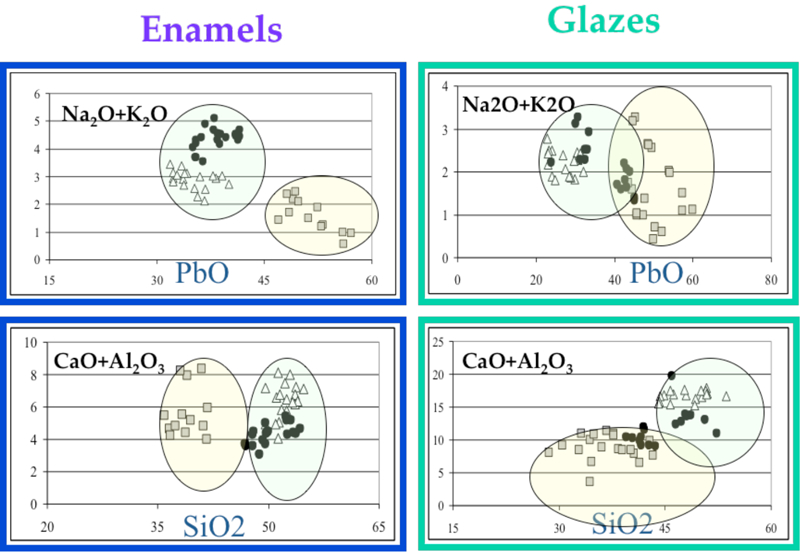
Chemical composition of enamels and glazes in three groups: solid circles, post-firing waste; solid squares, uncertain origin waste; empty triangles, technological waste
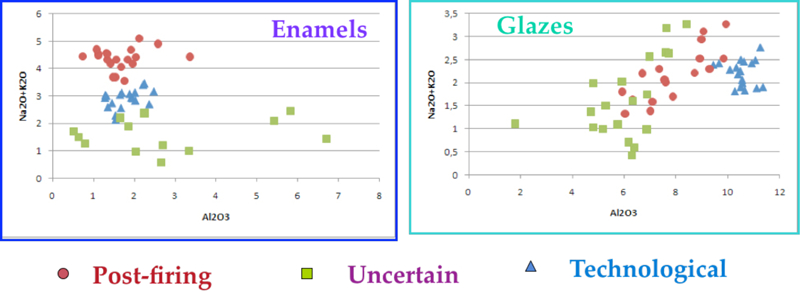
Alkali (Na2O+K2O) versus Al2O3 (expressed in wt-%) in glazes and enamels from three groups of samples
Textural study on enamels and glazes (Fig. 16) revealed that in post-firing wastes, the enamel is blistered, constantly no more than 250 μm thick. The enamel/ceramic body interface is thin (<20 μm) and quite sharp. In wastes of uncertain classification, the enamel is blistered, cracked and uniformly thick (<100 μm). The enamel/ceramic body interface is relatively thick (25–40 μm). In technological wastes, the enamel is from 200 μm (blistered waste) to 400 μm (wrinkled waste) thick. The enamel/ceramic body interface is blurred due to the intense sintering of the ceramic body. The glazes of the three groups have features similar to those of the enamels. The only difference is represented by an inferior thickness.
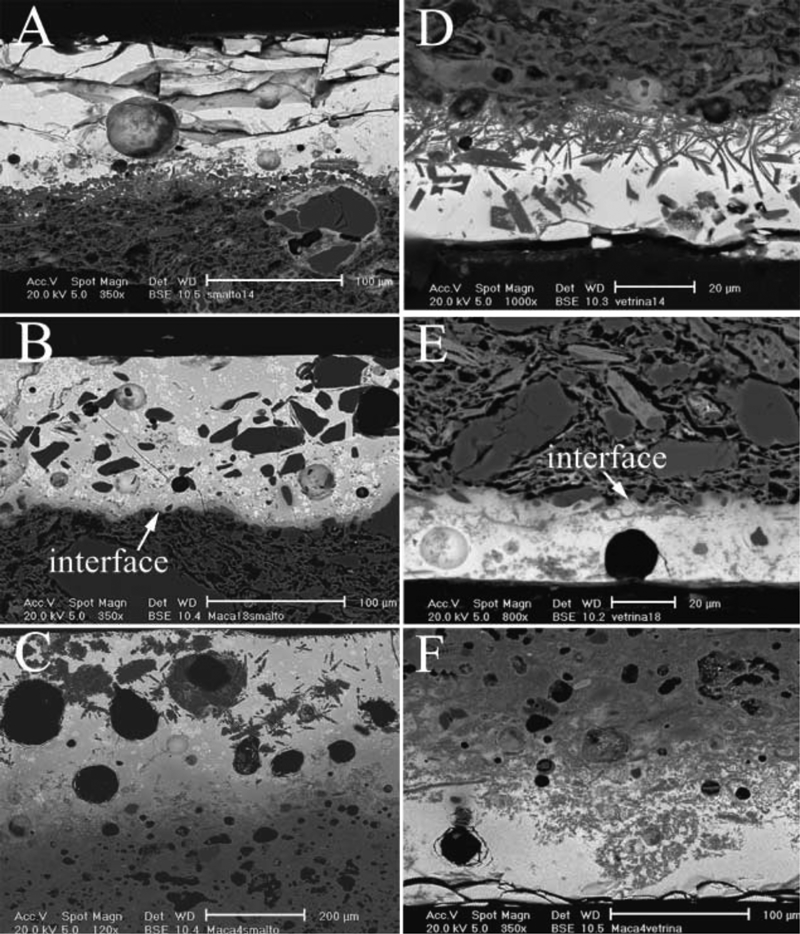
Backscattered electron images of enamels and glazes (after Fortina et al.27): (A) enamel of wastes of uncertain classification; (B) enamel of post-firing wastes; (C) enamel of technological wastes; (D) glaze of wastes of uncertain classification; (E) glaze of post-firing wastes; (F) glaze of technological wastes
Crystalline phases can be distinguished into relict and newly formed mineral phases.29
Figure 17 summarises the textural and mineralogical features of relict and newly formed minerals in the enamels and glazes of different wastes. The relict minerals are rare and consist of quartz of small size in the wastes of uncertain classification, while they are abundant and constituted by quartz and alkaline feldspars in post-firing wastes and quartz of large size in the technological wastes.
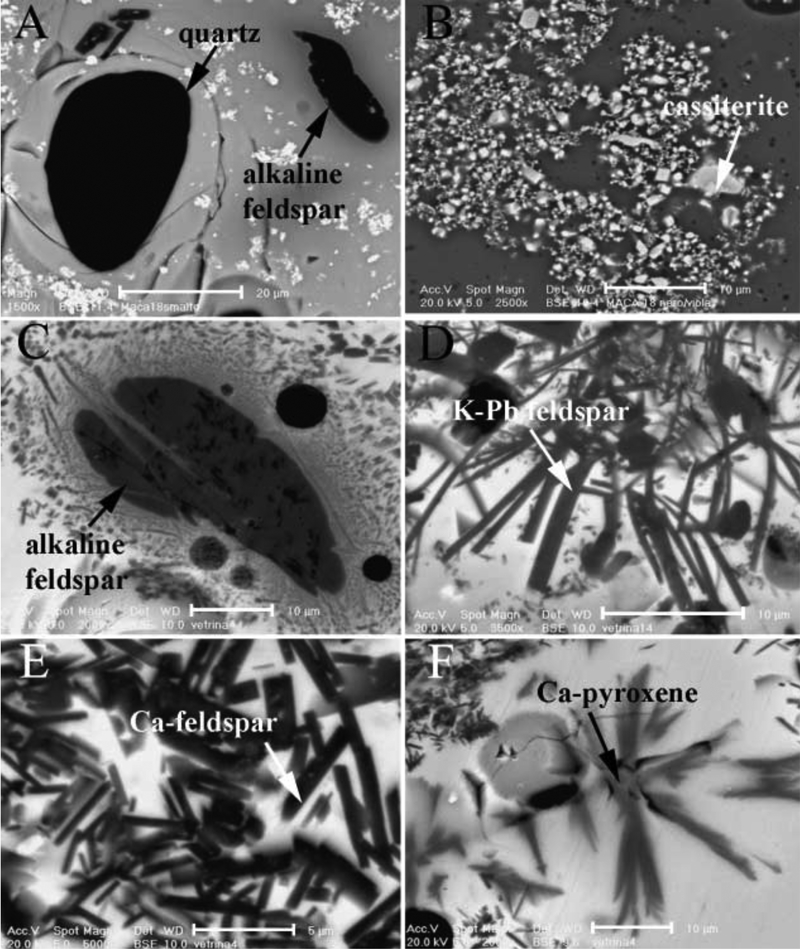
Backscattered electron images of relict andnewly formed minerals in coatings (after Fortina et al.27): (A) quartz and alkaline feldspar; (B) cassiterite; (C) alkaline feldspar; (D) lead and potassium feldspar; (E) calcium feldspar; (F) calcium pyroxene
The newly formed minerals are generally characterised by very small size (micro-nanometric). In enamels of post-firing and uncertain wastes, they are Ca and Ca–Mg silicates (feldspar, pyroxene and wollastonite, Fig. 17E and F). At the enamel/ceramic body interface, K–Pb feldspar (Fig. 17D) has been observed.27 In the enamels of technological wastes, there are Ca–Mg silicates and cristobalite (determined by Raman spectroscopy, Fig. 18). In the enamels of the three groups, cassiterite (opacifying agent) also occurs, both as relict and as newly formed phase (Fig. 17B).
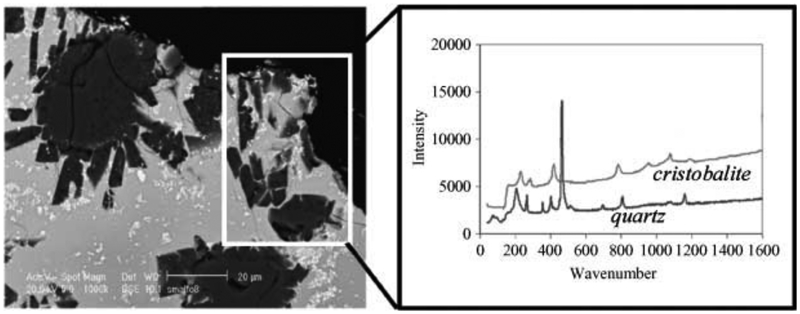
Backscattered electron images (left) and Raman spectra of quartz and cristobalite (right) in enamel of technological wastes (after Fortina et al.25)
The newly formed minerals in glazes of post-firing and uncertain wastes are the same as in enamels.
In glazes of technological wastes, other than pyroxene-like crystals, probable Ca feldspar was found (few micrometres in size, Fig. 19A). At the glaze/ceramic body interface, there are acicular minerals (fraction of micrometres in size). Their composition is similar to that of Ca feldspars, but they are too small to be analysed (Fig. 19B).
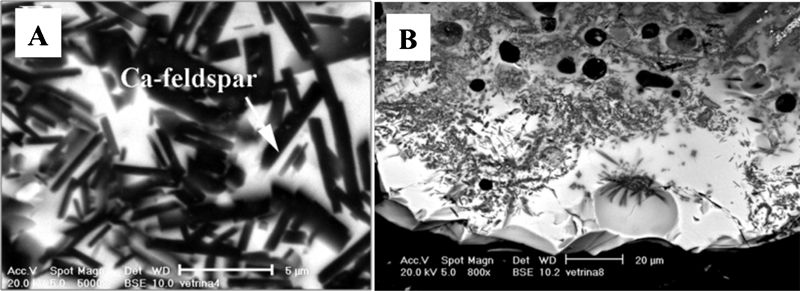
Backscattered electron images of newly formed minerals, probably Ca feldspars, at glaze/ceramic body interface in technological wastes
The glazes and the enamels of the three types of wastes have been investigated by AEM-TEM in order to better characterise the newly formed mineral phases and, as a result, to obtain better constrains regarding the firing processes (Fig. 20).
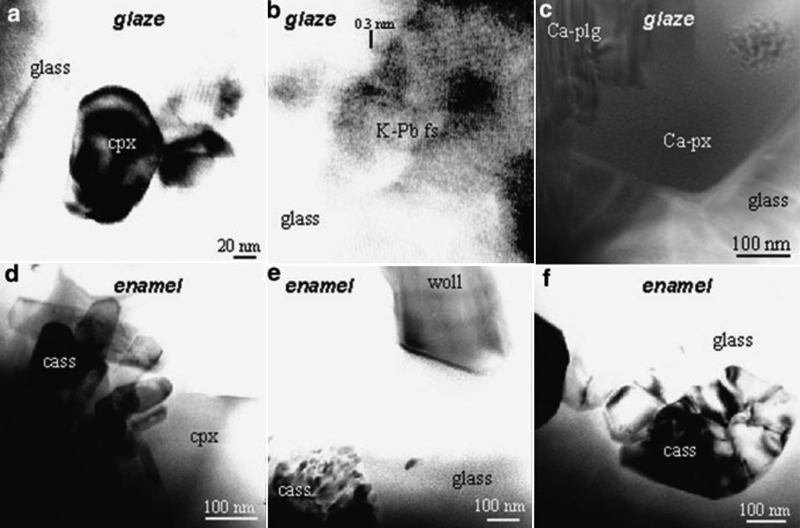
Images (TEM) of glazes and enamels (after Giorgetti et al.28): a newly formed Ca–Mg pyroxene (cpx) and glass in post-firing wastes glaze; b high resolution TEM image of a K–Pb feldspar (K–Pb fs) in post-firing wastes glaze; c Ca rich plagioclase (Ca-plg) and Ca rich pyroxene (Ca-px) in technological waste glaze; d cassiterite (cass) and pyroxene in enamel from waste of uncertain classification; e wollastonite (woll) and cassiterite from post-firing waste enamel; f cassiterite in technological waste enamel
Enamels of post-firing and uncertain classification samples are characterised by similar mineralogy: wollastonite, clinopyroxene and K feldspar. Based on grain size and morphology, it was also confirmed that cassiterite occurs both as newly formed (euhedral and with quite uniform grain size) and as relict phase.30
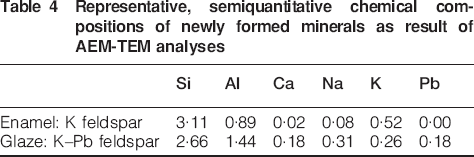
In glazes of post-firing and uncertain classification samples, a significant difference with respect to enamels was found: the occurrence of K–Pb feldspar instead of K feldspar (Table 4).
Representative, semiquantitative chemical compositions of newly formed minerals as result of AEM-TEM analyses
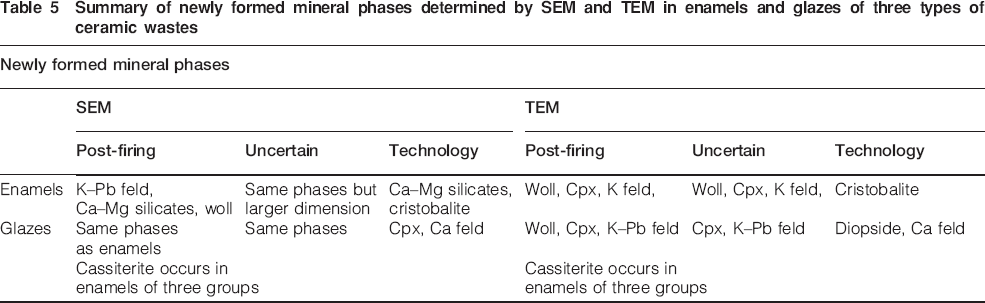
In enamels of technological wastes, only cassiterite and SiO2 phase (cristobalite) were detected, and in glazes, Ca rich plagioclase and diopside were found. The newly formed mineral phases determined by SEM and TEM in the enamels and glazes of the three types of ceramic wastes are shown in Table 5.
Summary of newly formed mineral phases determined by SEM and TEM in enamels and glazes of three types of ceramic wastes
Based on SEM-EDS textural and compositional data, it is possible to conclude that post-firing and technological wastes were produced starting from the same mixture, SiO2 richer than in the uncertain classification wastes; technological wastes were fired at different temperature (higher than 1050°C) as testified by high temperature minerals, such as cristobalite and Ca feldspar. On the other hand, uncertain classification wastes were produced by a lead richer and finer grained initial mixture, as attested by the few very small relict minerals.
Enamels and glazes differ mainly due to the Al2O3/alkali ratio, higher in glazes (Fig. 15).
Transmission electron microscopy investigation allowed to better define the mineralogy of the coatings, in particular, the occurrence of clinopyroxenes (previously defined as Ca–Mg silicates), Ca feldspars and K–Pb feldspars has been recognised by chemical analyses at the nanometre scale (AEM) and by structural determination of minerals through electron diffraction.
Micro-nanotextural evidence (euhedral shape and small size) confirms that some cassiterite is newly formed, probably through a dissolution–precipitation mechanism30 occurring at temperature between 750 and 1200°C; K–Pb feldspar occurs in glazes only, whereas in enamels K feldspar only has been detected. Chemical analyses performed at micrometre scale (with SEM-EDS) on feldspars in enamels show a high Pb content as a result of contamination by high lead bearing glass.
The K–Pb feldspar formation in glazes is probably only due to the different Al2O3/alkali ratio, higher in glazes than in enamels. The peculiar mineralogy of technological wastes, characterised by high T stable phases (cristobalite and Ca plagioclase), was caused by a wrong and too high firing temperature.
Footnotes
This paper is part of a special issue on Arts and Surfaces