
Abstract
This paper investigates the influence of ceria (CeO2) coating on high temperature oxidation behaviour of 2·25Cr–1Mo steel. The superficial coating of CeO2 powder was prepared for experimental investigation. The isothermal corrosion study of uncoated and coated specimens was carried out in air oxidation environment at 973 K for 8 h. The corrosion rate and reaction kinetics were studied and the post corroded scales were characterised in scanning electron microscope, energy dispersive X-ray spectroscopy and X-ray diffraction. The results clearly indicate that CeO2 coated specimen improves the high temperature oxidation resistance than uncoated specimen. The improvement of oxidation resistance in presence of CeO2 coating can be attributed to the formation of fine grained oxide on the scale, changed mechanism of scale growth from outer cation migration to inner anion migration and enhancement of scale adhesion with the substrate. The detail mechanism of the oxidation of CeO2 coated and uncoated specimen was further discussed in this paper.
Keywords
Introduction
Low alloy Cr–Mo steel such as 2·25Cr–1Mo steel are widely used for construction of superheater and reheater tubes of thermal power plant boilers, petrochemical and refinery industries. High temperature oxidation/corrosion is a key issue for different engineering components in different aggressive environments. The drastic material degradation of the component leads to premature failure of the component and affect the reliability, availability and safety of the component.1–4 These components are operated at high temperature and hence, need protection from high temperature oxidation resistance. Numerous investigation regarding the beneficial effect of rare earth elements or their oxides either in the form of alloy additions or oxide dispersions in the alloys have received special attention for more than two decades for improving high temperature oxidation resistance as well as exhibiting improved scale adherence to the metal/ alloy substrates.5–12 The use of cerium and its oxide (CeO2) is of interest because of their beneficial effects on oxide scale properties, including resistance to spallation.10–21 Addition of these elements is possible either by alloying or by incorporation into a surface layer (for instance, by ion implantation or by coating).
The application of ceria (CeO2) coatings is considered to be the most practical method for ensuring a high local concentration of the active element within the oxide scale and thus protecting the material at high temperature. These coatings offer potential advantages over alloy addition with respect to low cost, relative ease of application and ability to avoid problems related to alloy manufacturing during fabrication.
The present study, is an attempt to investigate the high temperature oxidation behaviour of uncoated and CeO2 coated low alloy steel (2·25Cr–1Mo) in air oxidation environment under isothermal conditions. The estimation of the corrosion rate and the study of reactions kinetics are necessary supplements in this investigation along with post corroded scale characterisation.
Materials and methods
The initial material is normalised (1223 K/30 min/air cooled) and tempered (1003 K/60 min/air cooled) 2·25Cr–1Mo steel plate of 6·0 mm thickness. The chemical composition of the steel is estimated, as shown in Table 1. The specimen coupons of dimensions 30×20×2 mm are prepared from the initial material for the experimental studies. The specimen coupons are further subjected to mechanical polishing upto 1000 grit SiC emery paper. The specimen is subsequently rinsed in distilled water followed by drying in acetone. The particle shape morphology of the powder is shown in Fig. 1. The morphological features of the powder show the spherical shape of the powder of different sizes (Fig. 1).
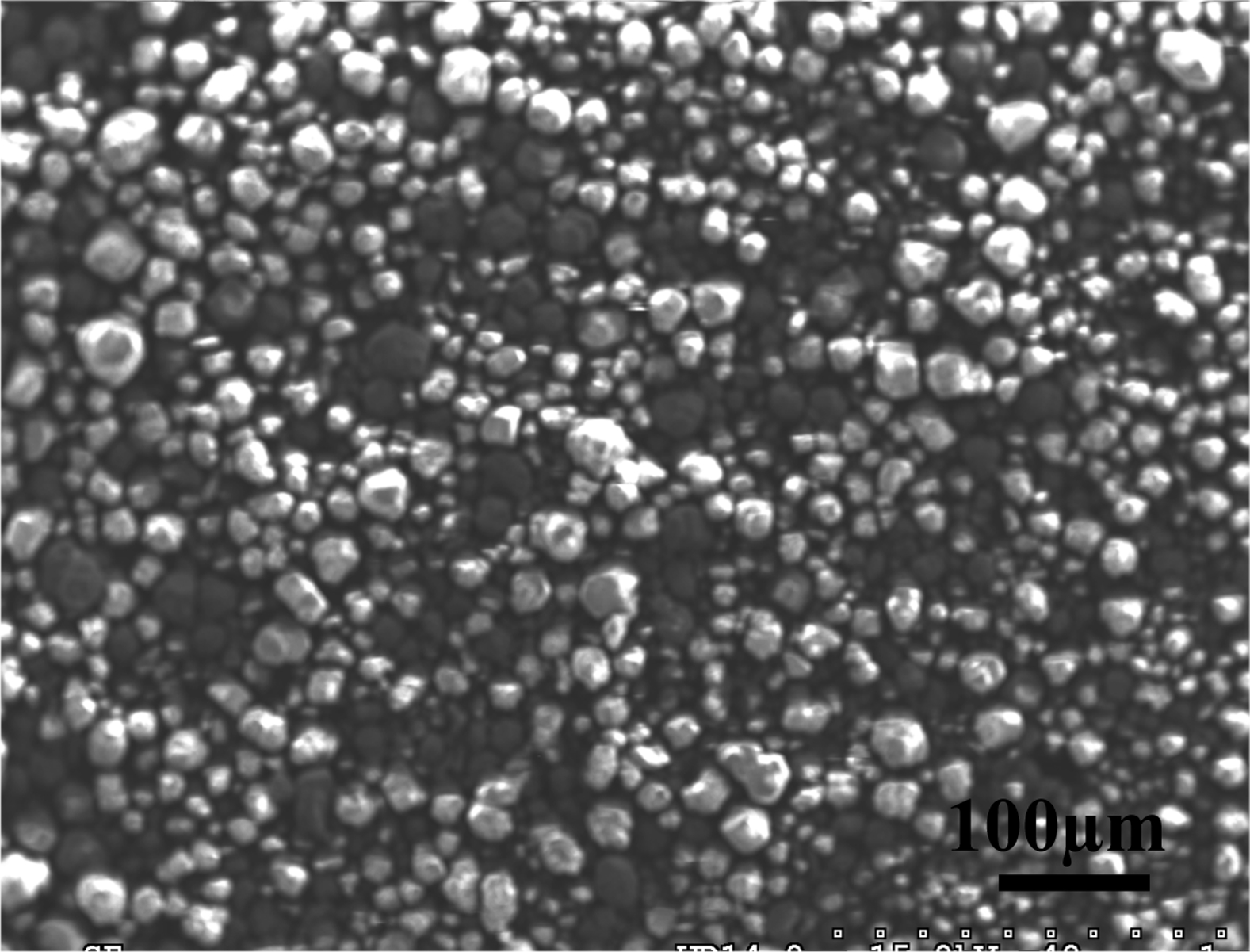
Morphological features of CeO2 powder
Chemical composition of 2·25Cr–1Mo steel/wt-%
Preparation of coating
The CeO2 powder is uniformly mixed with ethanol to prepare a slurry. The CeO2 slurry is subjected to a magnetic stirring for 30 min to prepare the homogeneous slurry of CeO2 powder. The substrate material is mirror polished up to 1 μm and etched with 2% nital before coating. The etched substrate material is cleaned with alcohol and is further dipped in the slurry for 10 min to achieve uniform coating on all the surfaces. The coated specimen is further dried in an oven in argon atmosphere at 473 K for 1 h to achieve good adherence of the superficial coating with substrate. The coating deposition rate is measured as 0·32 mg cm−2.
Characterisation of coating
The coated samples are mounted in cross-section and the samples are further examined by a scanning electron microscope (Model – S-3000N, Make Hitachi Limited, Japan). The cross-sectional view of the coated sample is shown in Fig. 2. The figure shows the coating and substrate, and the coating is adhered with the substrate. The top surface of the coating is examined by scanning electron microscopy (SEM). The SEM morphology of the top surface of coating shows the presence of CeO2 particles of typical morphological features (Fig. 3).
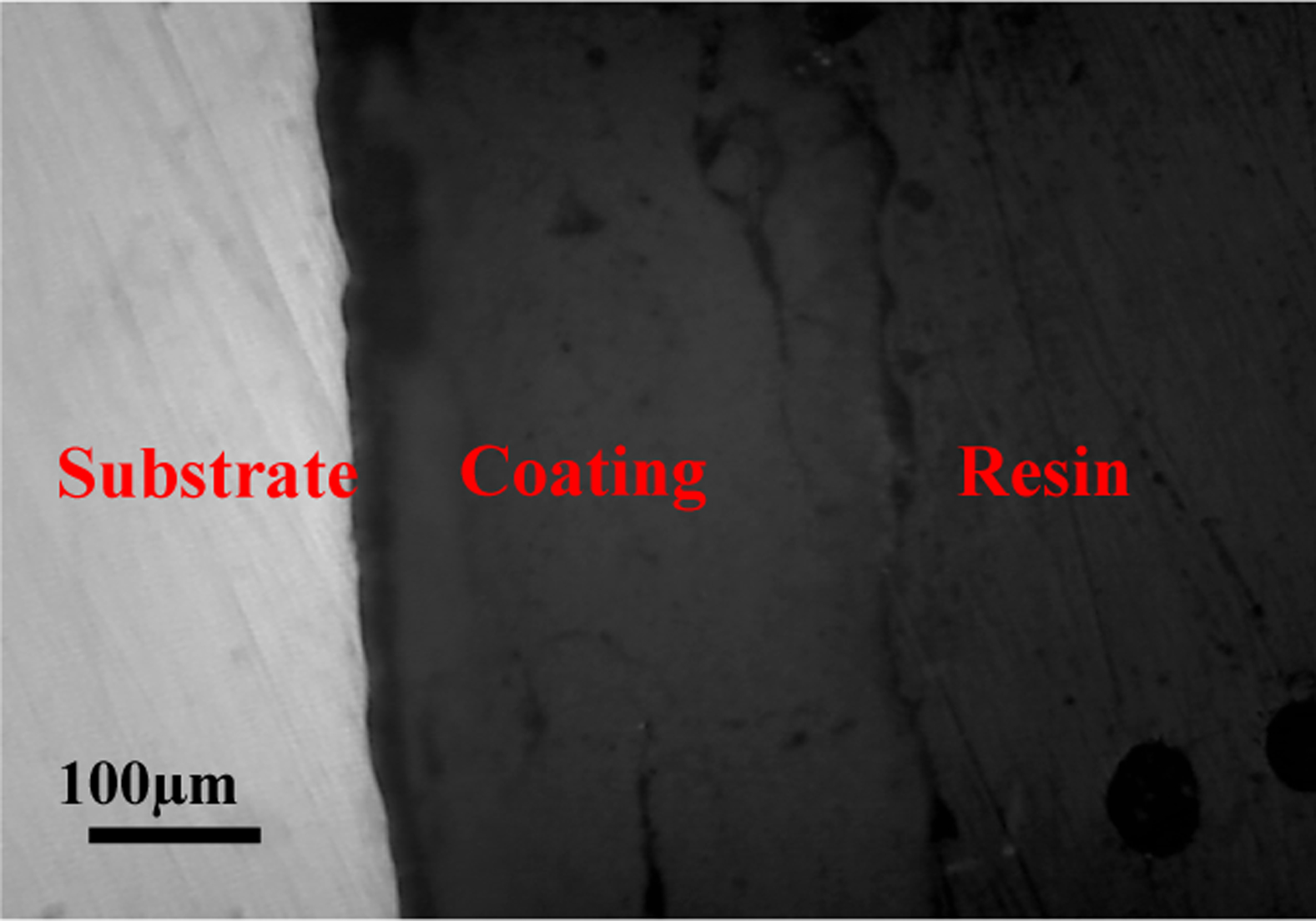
Cross-sectional view of CeO2 coated specimen shows coating and substrate region
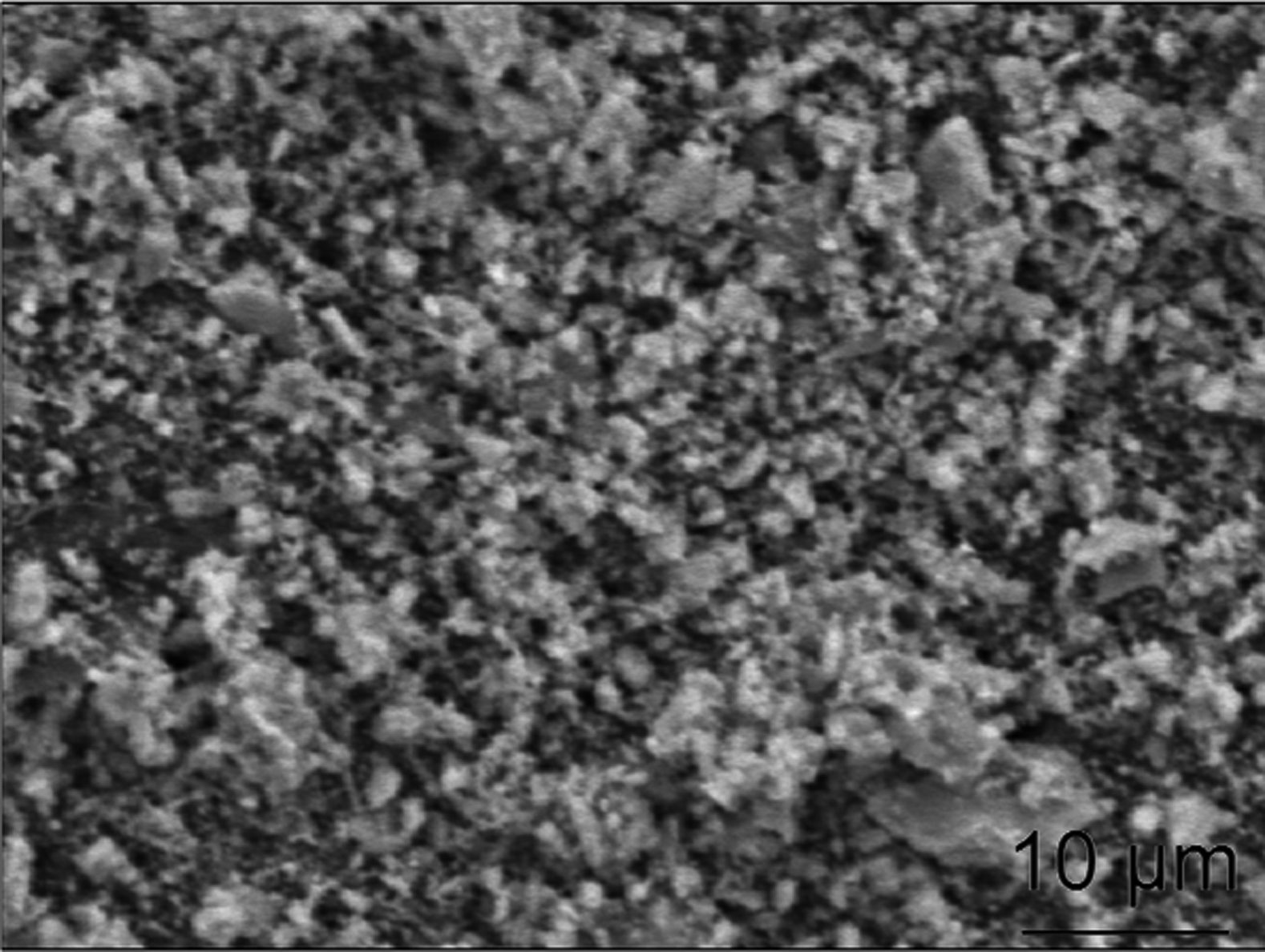
Top surface morphology of CeO2 coating
Isothermal corrosion test
To characterise the oxidation behaviour, static oxidation experiment is carried out in air under isothermal conditions at 973 K up to 8 h. Exposure condition consists of approximately 4°C min−1 heating rate and 3°C min−1 cooling rate in a vertical tubular furnace attached with electronic balance. The aim of this oxidation procedure is to create accelerated conditions for testing. Weight change measurement is made at the end of each time interval with the help of an electronic balance (Metler Toledo) with a sensitivity of 0·01 mg.
Results and discussion
Reaction kinetics and corrosion growth
Kinetic data of mass gain per unit area as a function of time (h) for uncoated and CeO2 coated specimens of the 2·25Cr– 1Mo steel are presented in Fig. 4. These data demonstrate the considerable reduction in the rate of reaction in the presence of the superficial coating in comparison to the uncoated specimen. The mass gain per unit area of the uncoated and CeO2 coated specimen are found 8·04 and 5·44 mg cm−2 respectively.
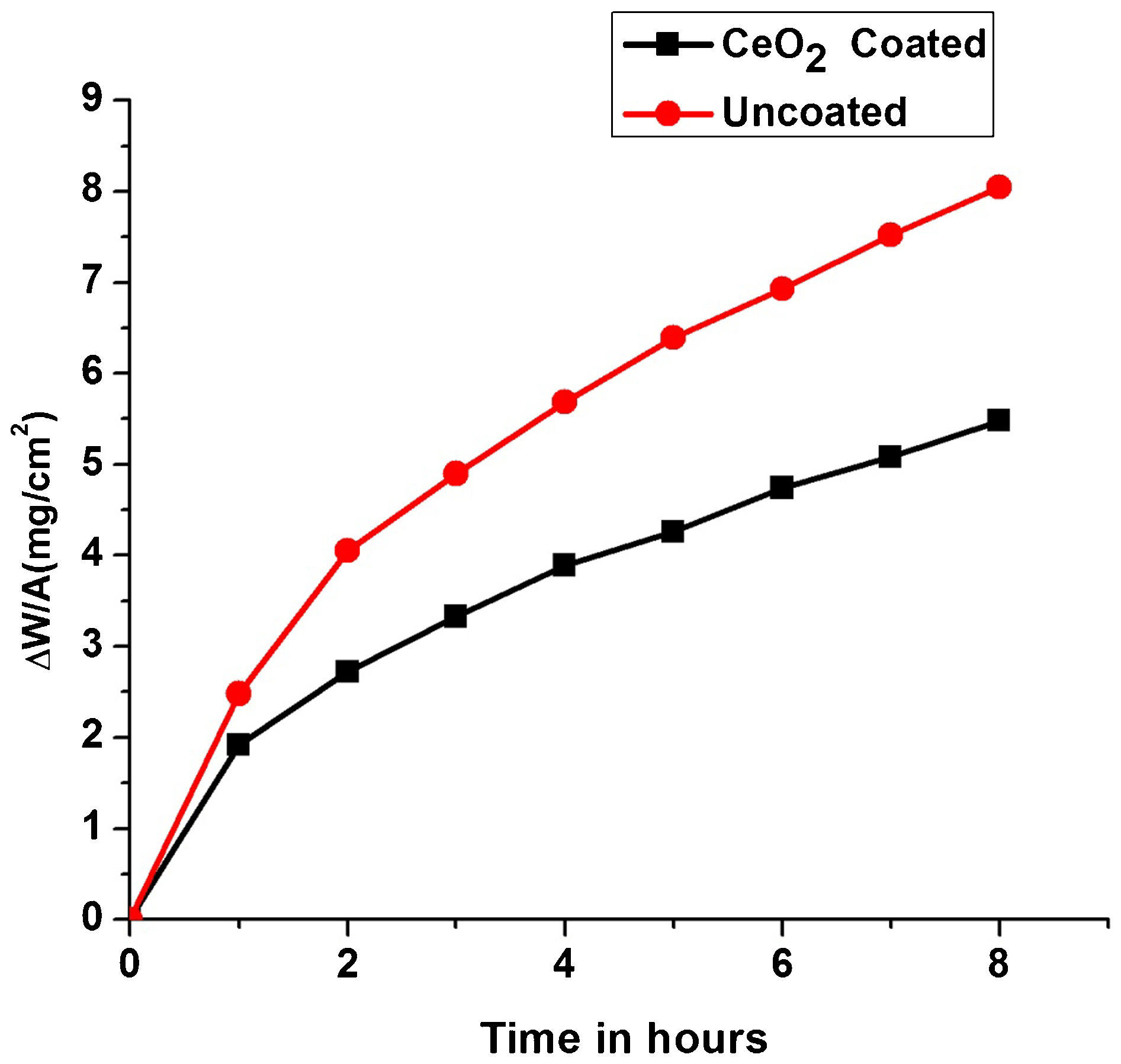
Kinetic behaviour of CeO2 coated and uncoated 2·25Cr–1Mo steel specimen
The obtained results also reveal that reaction kinetics of both coated and uncoated specimens follow approximately parabolic growth rate and therefore the oxidation kinetics are controlled by diffusion (i.e. outer cation and inner anion migration).
The parabolic rate constants are calculated by the following equation
Post-corroded scale characterisation
Figure 5 shows the SEM examination of outer surfaces of the post-corroded CeO2 coated and uncoated specimen. The coated sample (Fig. 5a) shows fine grained, uniform and well adherent compact scale which is formed on coated sample, whereas the uncoated specimen shows unprotective scale growth with scale cracking and detachment from the substrate (Fig. 5b). Alloy cross-sections of uncoated and coated specimen are further studied in energy dispersive X-ray spectroscopy detector attached with SEM. The X-ray mapping analysis (Fig. 6) of the alloy cross-section of the post-corroded scale suggests that the outer cation migration (Fe and Cr) is completely restricted due to the presence of Ce in the scale and coating, whether the inner anion migration of oxygen (O) has been observed towards scale/alloy interface. This further indicates that the transport mechanism of the scale growth in the presence of CeO2 coating completely changes from the outer cation (Fe and Cr) migration to predominantly anion (oxygen) migration and the growth takes place at the scale/alloy interface. The CeO2 particles on the alloy surface appear to be acted as inert markers and the post-oxidation analysis has identified this reactive oxide particle at the scale/air interface. In contrary, the X-ray mapping analysis of the uncoated specimen (Fig. 7) demonstrates the outer cation migration (Fe and Cr) and inner anion migration (O) through the scale. The higher oxidation rate of the uncoated specimen is mainly attributed to the transport of both anion and cation process at faster rate, in the absence of CeO2 coating.
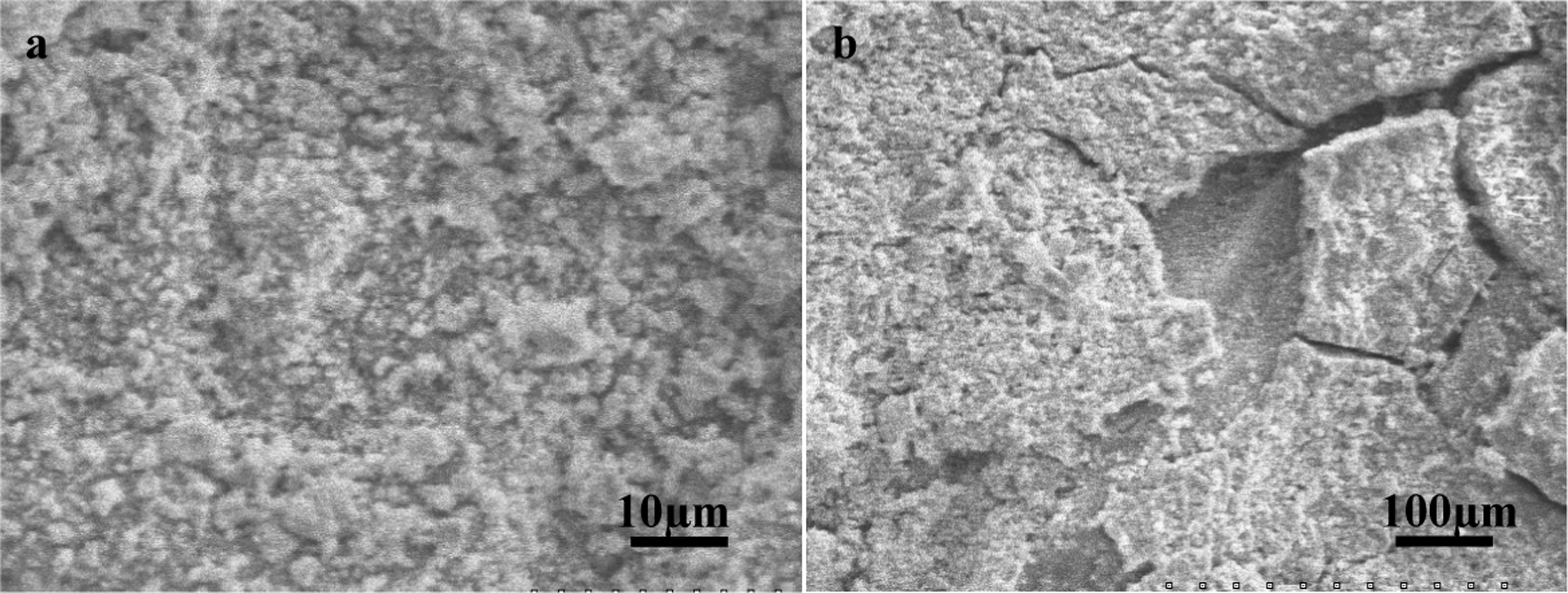
Top scale morphology of a CeO2 coated specimen and b uncoated specimen
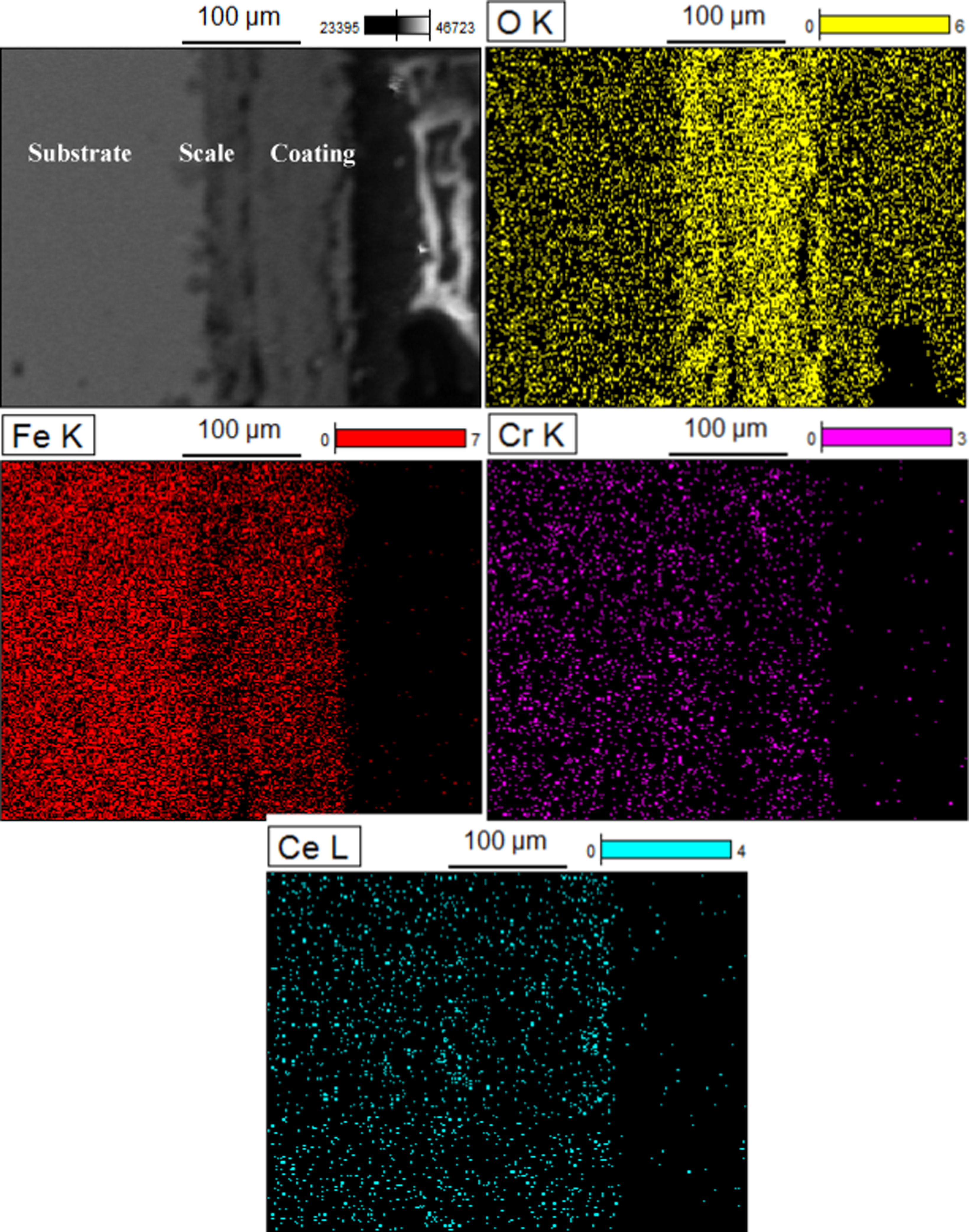
X-ray mapping analysis of different elements (O, Cr, Fe and Ce) of cross-section of post-corroded CeO2 coated specimen
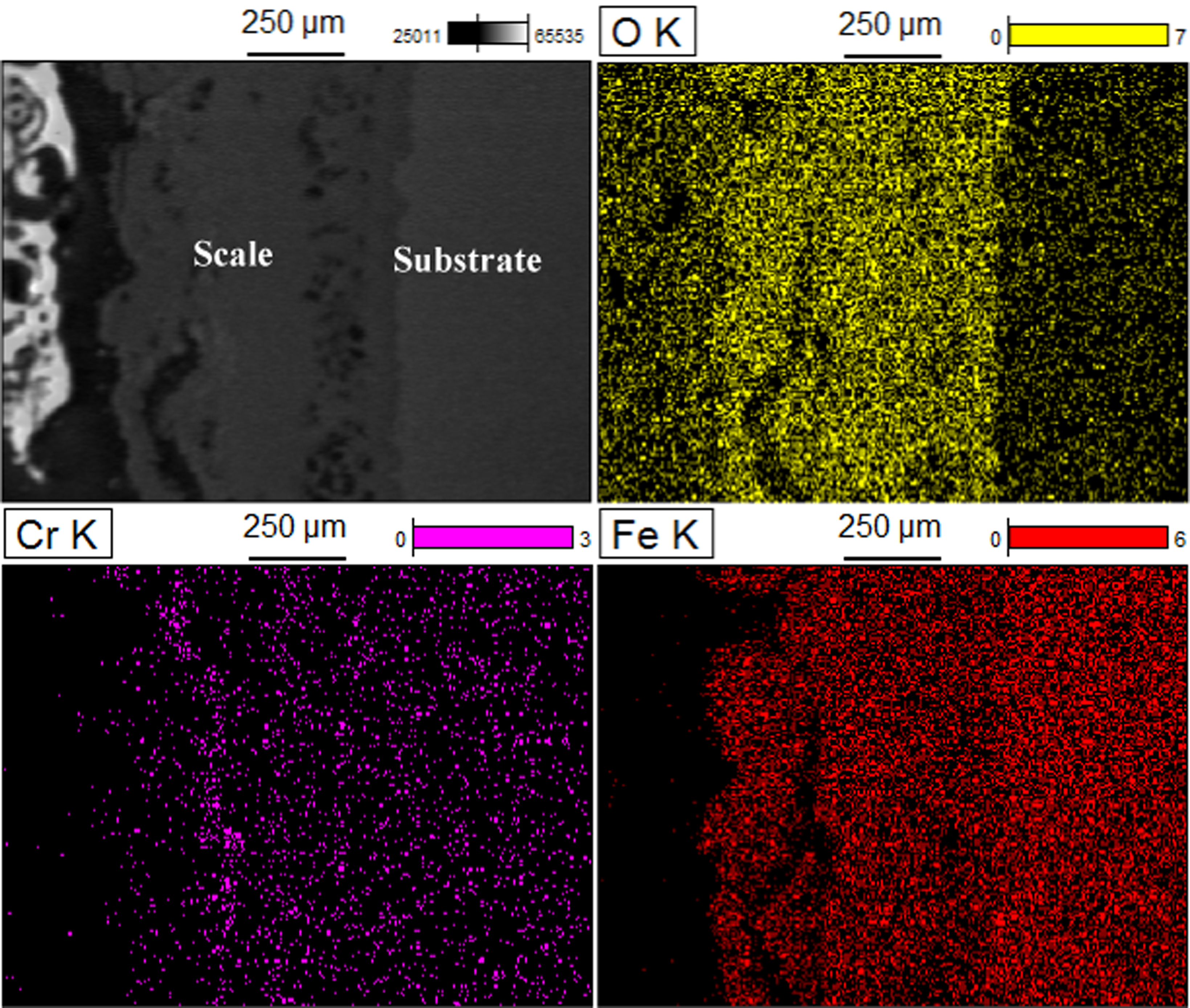
X-ray mapping analysis of different elements (O, Cr and Fe) of cross-section of post-corroded uncoated specimen
X-ray diffraction (XRD) analysis of the outer scale of post-corroded CeO2 coated specimen detects the presence of Fe2O3, CeO2 and CeFeO2 compounds (Fig. 8a). The presence of CeO2 and CeFeO2 in the scale indicates that the Ce ions are found to be segregated along the grain boundaries of the scale. The reduction of the rate of oxidation is due to the segregation of Ce ion at the oxide grain boundaries, which completely restricts the movement of outer migration of cation. In contrary, the XRD analysis of post-corroded uncoated specimen detects the presence of Fe2O3 Fe3O4 and Cr2O3 (Fig. 8b). The presence of Fe3O4 and Fe2O3 (as major phase) on the outer scale of the uncoated specimen indicates that higher rate of outward migration of cation (Fe), which increases the oxidation rate.
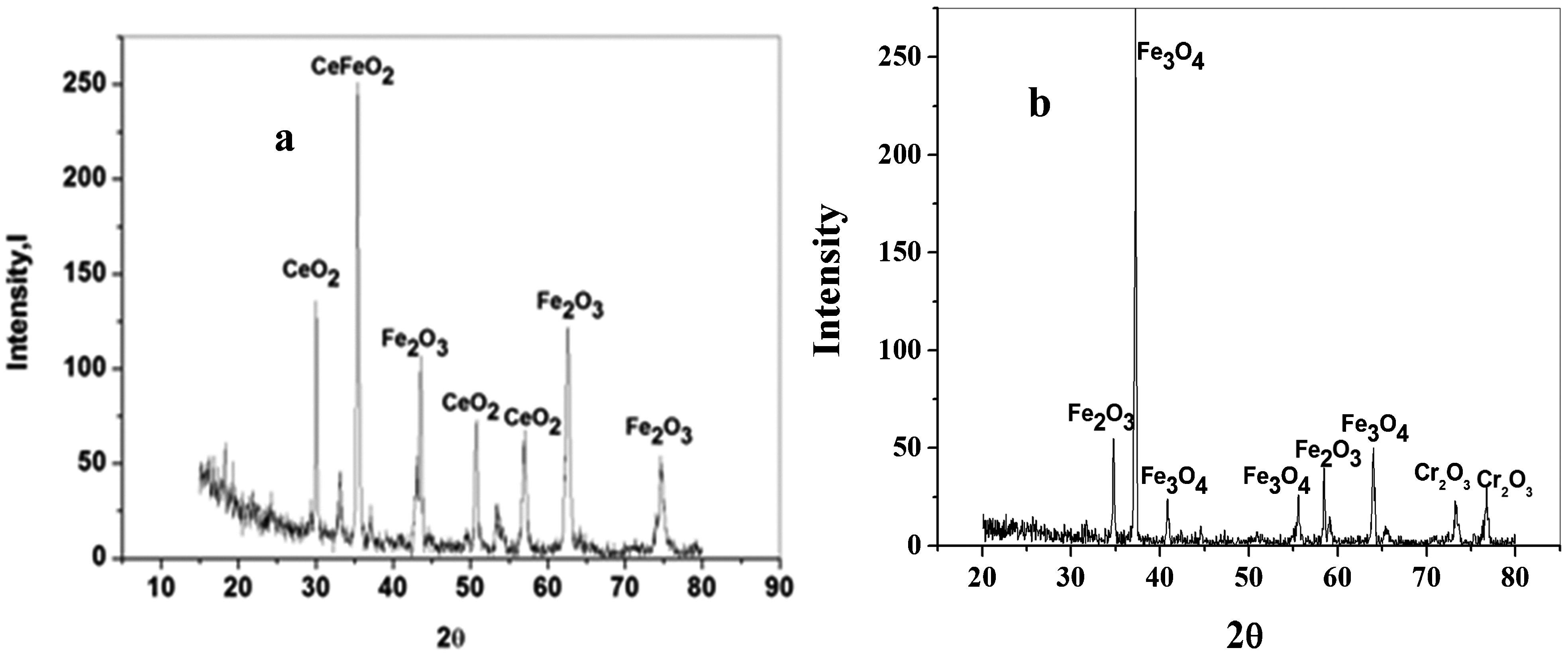
Analysis (XRD) of a CeO2 coated and b uncoated specimen
The other beneficial effect of CeO2 coating to improve the significant oxidation resistance may involve reduction of compressive stress within the scale. 22 This further enhances the adhesion between scale and alloy substrate adhesion. These are the direct consequences of modification of fine grained oxide grain structure in presence of CeO2 coating. This type of grain structure allows the scale to deform plastically to accommodate the generated compressive stress. Thus reduction of compressive stress in the presence of CeO2 coating improves the scale adhesion property and the scale formed are tightly adherent. The tight adherent scale does not allow higher rate of cation and anion migration through the scale/alloy interface and improves the oxidation rate to a significant extent. In addition to that, the inward transport of oxygen suppresses the possibility of void formation and coalescence. This will improve scale adherence with the alloy substrate. The changed mechanism of scale growth in the case of CeO2 coated specimen cut down the possibility of vacancy coalescence at the inner scale/alloy interface, thereby facilitating the better scale adhesion.
Conclusion
The following conclusions can be made on the basis of results and discussion.
The CeO2 coated specimen shows significant improvement of the oxidation resistance in air oxidation environment compared to uncoated 2·25Cr–1Mo steel in isothermal corrosion study.
All the coated and uncoated specimens follow approximate parabolic rate kinetics, which indicates that the oxidation is governed by diffusional growth (i.e. outer cation and inner anion migration).
The post-corroded scale of uncoated specimen shows extensive scale cracking and spallations, while the CeO2 coated specimen shows excellent scale adhesion with fine grained oxide layer.
The presence of CeO2 coating changes the scale growth towards inner migration of oxygen. The segregation of Ce at the oxide grain boundaries completely restricts the outer cation migration of Fe and improves the oxidation rate to a significant extent. In contrast, the uncoated specimen shows outer cation (Fe) migration along with inner anion (O) migration, which enhances the oxidation rate to a significant extent.
The CeO2 coating during oxidation reduces the compressive stress within the scale, which further enhances adhesion between scale/alloy substrate and improves the oxidation resistance to a significant extent.