
Abstract
In this study, coating properties of the native cassava starch were improved by reacting it with urea and di-sodium tetraborate. The FTIR spectroscopy was used to study the possible reaction mechanism of the coating formulation. The prepared starch dispersions were used to coat 3·45 mm urea granules in a swirling fluidised bed reactor. An in-house built fluidised bed with an intermittent top spraying facility was used to coat the urea beds fluidised above their minimum level of fluidisation. The pre-coat solution temperature was varied from 50 to 80°C and the corresponding coated urea samples were further characterised for their surface morphology, coating hardness and nitrogen release time. The SEM images revealed that the surface of the coated urea was harder, denser and smoother as compared to the uncoated urea. Significant improvements in mechanical parameters of coated urea were seen with an increase in solution temperature and mass of the di-sodium tetraborate. The overall nutrients release time of the coated urea in water was increased from 63·33 to 209 s. The surface hardness and coating thickness of coated urea was also increased with an increase in pre-coat solution temperature and di-sodium tetraborate mass in the coating composition.
Introduction
Urea is a widely used nitrogenous fertiliser in agriculture sector. Normally, the urea particles contain a high percentage (46%) of nutrients essential for the plant growth. Global urea market has shown stable growth during last decade, even in 2008–2009 recession years. Today it is one of the most popular and accessible nitrogen fertilisers, which is mainly used in agriculture, but also has other end-uses, such as urea-formaldehyde resins and melamine, livestock feed, etc. These non-fertiliser applications accounted for 15% of global urea demand in 2013 and this figure is expected to grow in near future. 1 In next few years, the global urea consumption will be driven by Asia Pacific region, North America and Latin America. But still, the majority of urea will be consumed by countries, where it is produced, and only a small amount of the product is expected to be delivered to the global market.
Urea is always preferred over other available nitrogenous fertiliser due to high nitrogen content, low cost, low fire or explosions hazards, low storage risks, wide applications, soil friendly and acidification, immediate nitrogen supply, etc. However, it also owns some disastrous features which should be tracked and controlled. It is highly soluble in water and hygroscopic water, therefore, requires better packaging quality. If urea contains impurities more than 2%, it cannot be used as a fertiliser, since the impurities are toxic to certain crops, particularly citrus. It is less stable, decomposes even at room temperatures that results in serious loss. As a result of the chemical reaction that takes place when urea is applied to the soil, special care must be taken to ensure that the nitrogen is not lost when the ammonium evaporates. This can make urea impractical for gardeners dealing with large plots of land. In past studies, it has been approximated that 20 to 70% of the used urea escapes to the environment via leaching, nitrification and volatilization which not only harms the surrounding environment but also decreases the overall urea performance. 2
Slow release urea
The nitrogen use efficiency can be enhanced by number of possible ways including nitrification inhabitations, urease inhabitation, controlled release of nitrogen, etc. From last few decades, the technology of coating the urea granules for controlled release of nitrogen has gained the attention of the scientific community. However, the maximum benefit from the coated urea is only possible when the nutrients release sufficiently prolongs and synchronises with the nutrients uptake by the plants. The release rate normally depends upon the nature and physical properties of the coating materials. Up until now, different materials have been tested for coating the urea granules.3–5 Among them, neem (Azadirachta indica L.), resins, sulphur and synthetic and natural polymers are more common and have extensively been used as coating materials. The neem and sulphur coated fertilisers cannot meet the goals mainly because of high cost and inconsistent results. 6 On the other hand, the most effective polymers used so for in coating the urea are non-degradable, expensive and unfriendly to the environment. 5 Therefore, it is imperative to find the cheap and biodegradable coating alternatives such as natural biopolymers, zinc sulphate, ammonium chloride, copper sulphate, phosphogypsum, potassium chloride, etc.4,5 The synthetic or natural polymers that contain enzymatically or hydrolytically the labile groups or bonds are called biodegradable polymers. The synthetic polymers have some obvious advantages over the natural polymers including batch to batch uniformity, predictable physio-chemical properties and tailor-made character. 7 However, these polymers are quite expensive and remind us to focus on inherently biodegradable natural counterparts. 8
Starch based coatings
In this scenario, the natural carbohydrate polymers might be the most appealing choice to meet the standards set by most of the urea coating processes.8,9 In particular, starch is also an attractive choice on behalf of its low cost and natural abundance. However, the use of native starches for urea encapsulation is limited due to their softness, hydrophilicity, low moisture resistance, poor processability, high brittleness, etc. It necessitates the further modifications of the native starches by reacting them with chemical thickeners and cross-linkers. 10 The physico-chemical and coating properties of the pure starches can be improved after reacting them with urea and di-sodium tetraborate. Under specific reaction conditions, these additives can cause extensive chemical makeup of the used starches.2,11,12 The possible reaction mechanism of starch with urea and di-sodium tetraborate has been explained in Fig. 1.
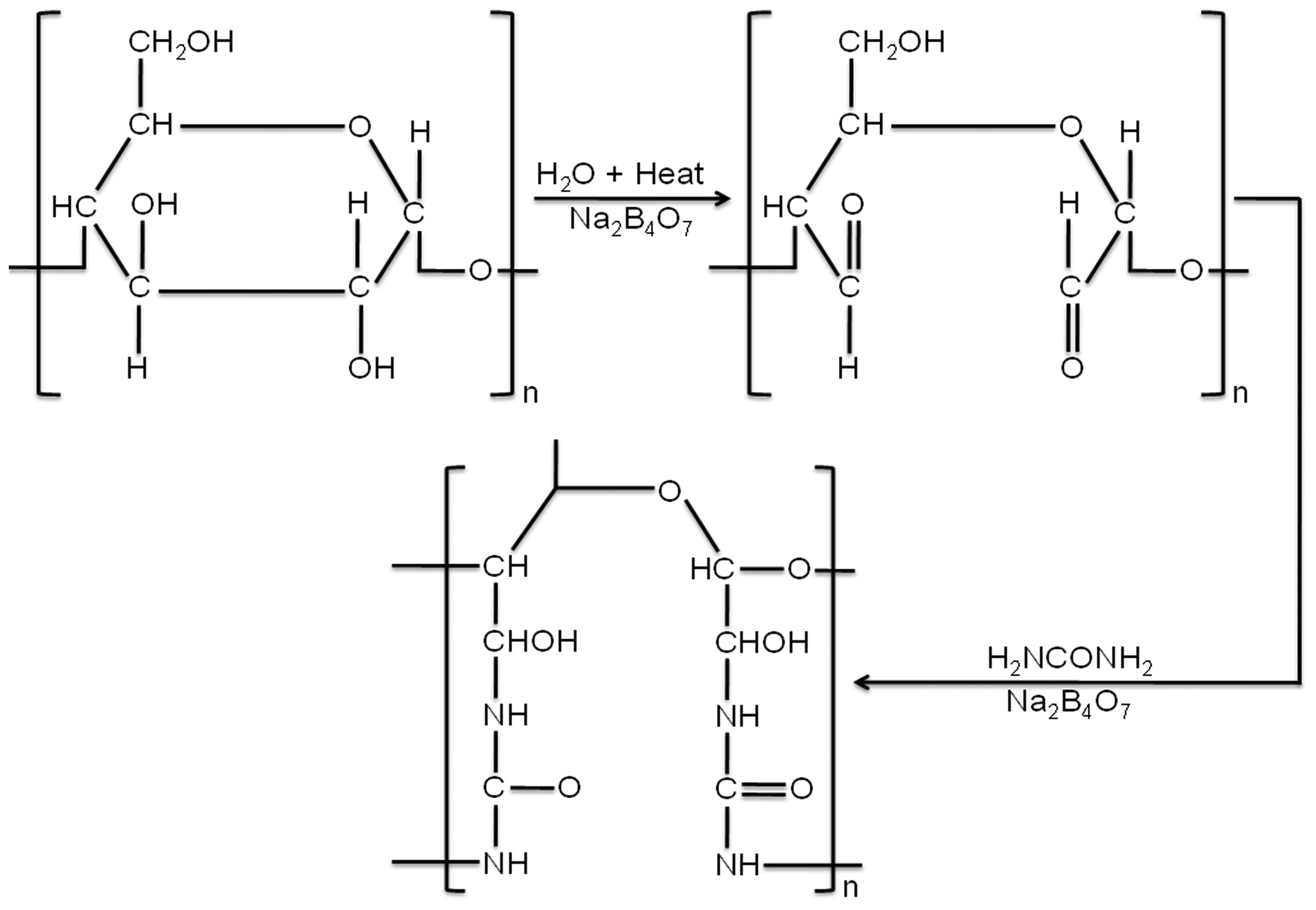
Reaction scheme for starch-urea-borate complex formation
In the present case, the cassava starch was reacted with urea and di-sodium tetraborate to obtain the desired coating formulation. The FTIR spectroscopy was used to study the possible reaction mechanism of the coating material formation. The developed coating material was used to coat the urea granules in an in-house built fluidized bed reactor. The coating solution was warmed up to a preferred temperature range (50–80°C) for better control over its physical properties and to spray onto fluidized urea by using an axisymmetric full cone nozzle operated by 5 bar hydraulic pressure. The outer surface morphology of coated and uncoated samples was analysed through scanning electron microscopy (SEM). The coating thickness, total release time and surface hardness were used to study the nitrogen release efficiency of the coated urea.
Materials and methods
The food grade cassava starch with degree of substitution 0·80 was modified with di-sodium tetraborate (Na2B4O7.10H2O) and urea. The starch was commercially available, whereas, the modifiers were supplied by R & M Chemicals. The urea for coating purposes was obtained from the local fertilizer plant. The food grade starch was dried at 110°C for removal of all moisture contents or until no further weight transformations over time. Herein, desired volume of deionised water was taken in a steel–iron mixed container and heated upto 80°C. The heating was carried out through a fully automated DIPO induction cooker (TCK35-E). Once the desired temperature was attained, the measured quantity of starch was added into the system. For complete gelatinisation, the starch suspension was further reacted and stirred for 30 min. After 30 min of heating, the measured quantities of urea and borate were added into the starch suspension. The formed adhesive solution was set to react further for 1 h at a constant temperature of 80°C and 400±5 rev min−1 stirring.
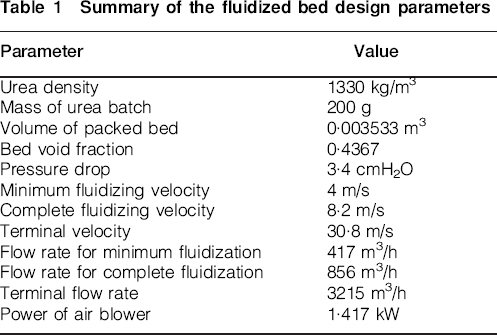
Figure 2 portrays an in-house built simple fluidised bed reactor used to coat 3·45 mm urea granules. An air blower was used to fluidise 200 g urea batch above its minimum level of fluidisation. The prepared coating solution was sprayed onto the fluidised urea granules. An axi-symmetric full cone spray nozzle was used to spray the solution at 50, 60, 70 and 80°C heating temperature and 5 bar load pressure. The nozzle orifice and maximum free passage diameters were 1·19 and 0·64 mm respectively. The summary of the fluidized bed coater design parameters is given in Table 1. The spray pulse on-off duty cycle was controlled by a PROVAL pneumatic double actuated solenoid valve and a programmable digital time relay (SIGMA, PTC-15). The coating solution was sprayed for 100 ms after every 10 s. The surface morphology of the coated and uncoated urea was analysed through SEM images, the coating hardness was examined by using an Erweka TBH-325-TD tablet tester and nutrients release time was measured through a dissolution rate test.
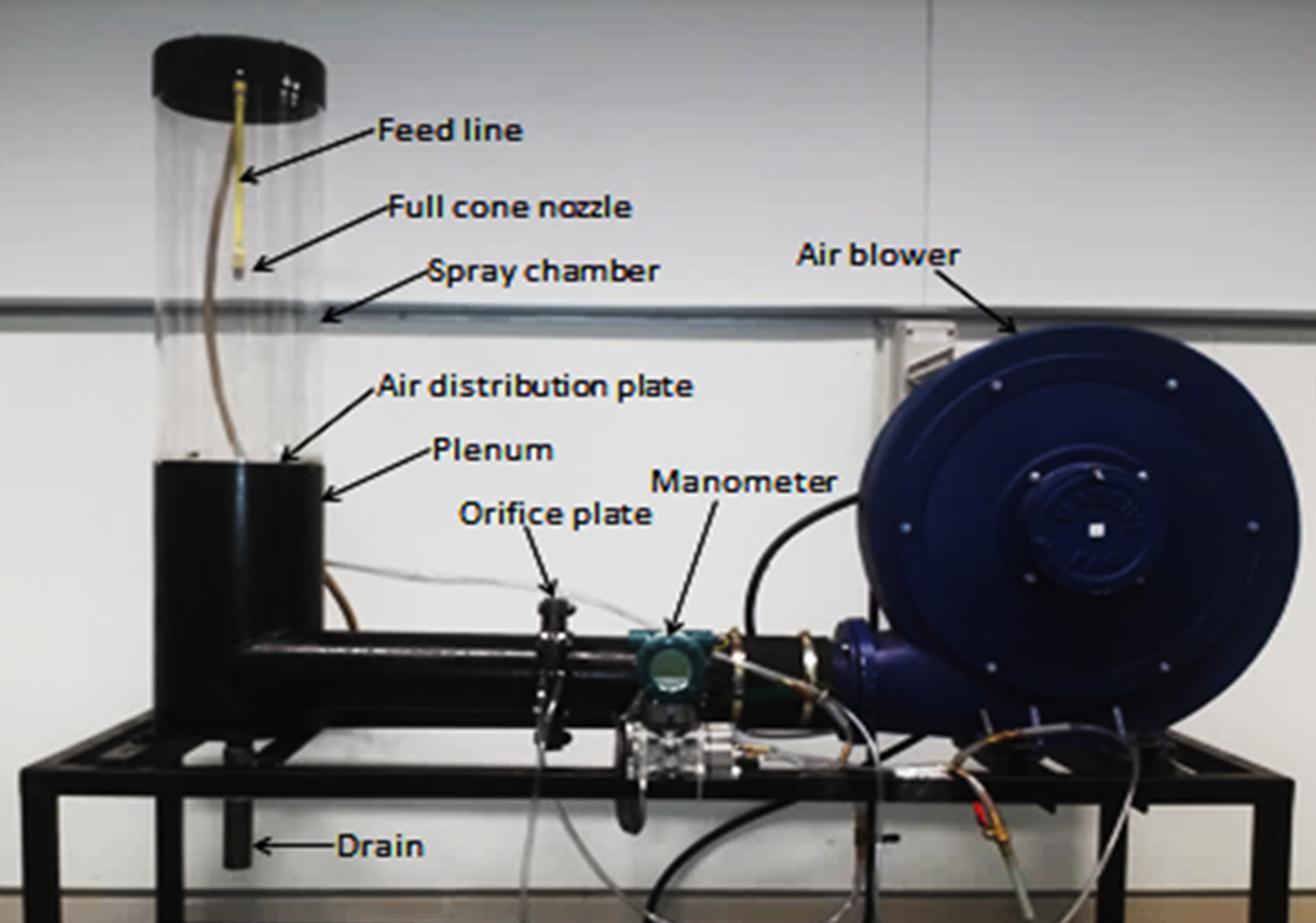
Pictorial view of in-house built fluidised bed reactor
Results and discussion
The heating temperature at which the starch granules in dispersion go through a conversion from their crystalline state to a gel state is known as gelatinization temperature. It is an important parameter while characterising the non-Newtonian polymers under certain described conditions. It helps in identifying the type of the contents and heterogeneity among the granules. The individual starch granules have a certain gelatinisation temperature range. Each granule goes through gelatinisation at a specific temperature within such heating range. 13 It has been observed that the starch adhesives prepared at 80°C own extra appealing results as compared to other commercially available starch based coating materials.13,14 The same response temperature range (75–80°C) was used in this research for development of starch based coating solution for nitrogen release retardant coatings.
It has also been revealed in past research that the gelatinisation temperature range depends on difference of level of crystallites heterogeneity within the starch granules. 15 Herein, initially 5% aqueous dispersion of the tapioca starch (in the absence of urea and borate) was heated to gelatinise at 80°C for 30 min. The solution was continuously agitated at 400 rev min−1 by using an overhead stirrer. This gelatinisation range of the tapioca starch showed a high level of heterogeneity among its crystallites and consequently the varying tightness in granule compactness. 16
The reaction mechanism of the modified starch was studies by using FTIR spectroscopy. The obtained spectra of the native and modified starches have been given in Fig. 3. A new peak was identified in the FTIR spectrum of the modified starch at 1555 cm3. This peak was most probably due to the presence of the secondary amide. This secondary amide was generated from polymerisation of starch and urea in the presence of di-sodium tetraborate as catalyst. The presence of the secondary amide confirms that the reaction was following the mechanism proposed in Fig. 1.
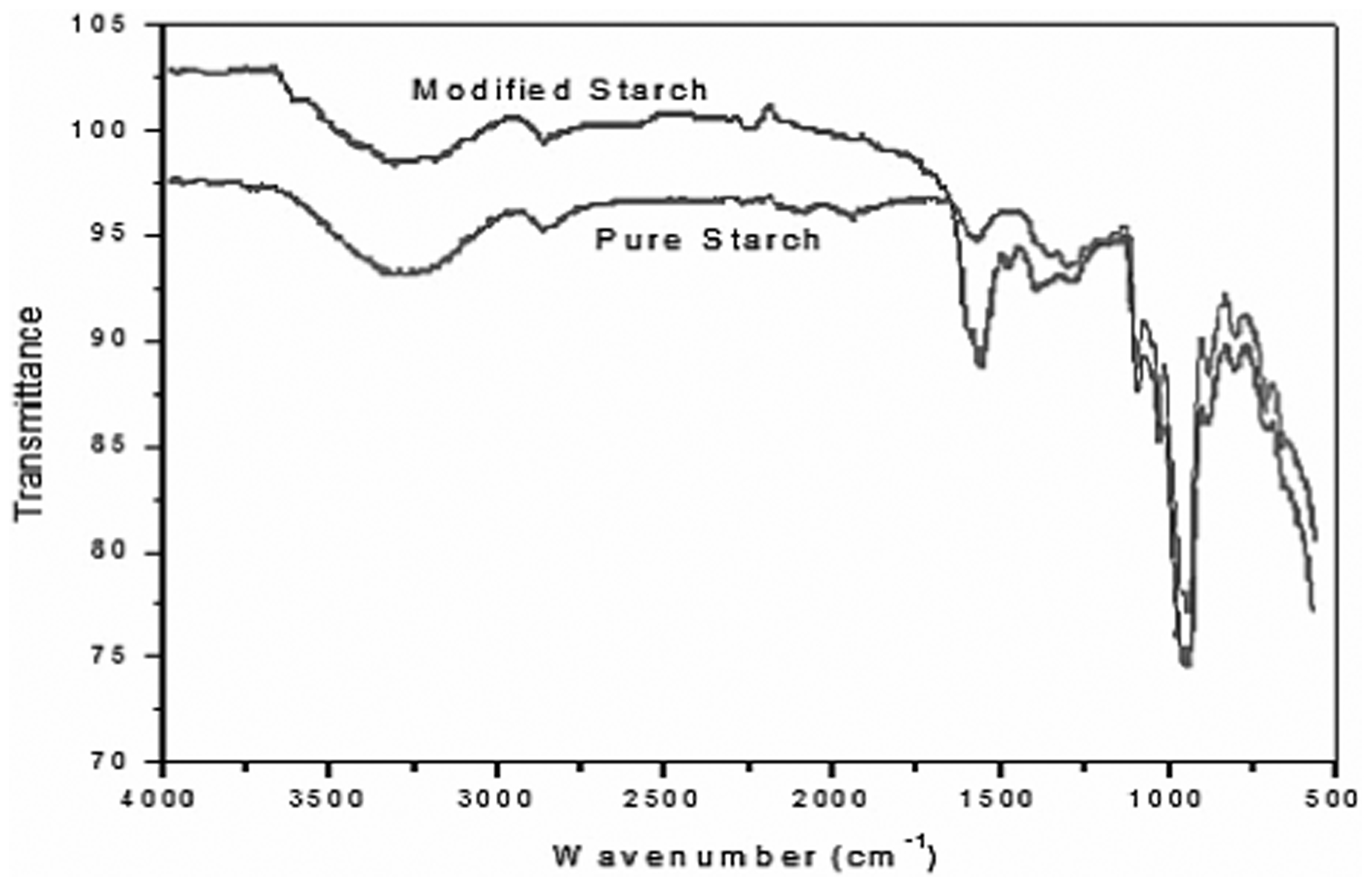
FTIR spectra of native and modified starch solutions
The surface morphology of the coated fertilisers varies greatly depending on the choice of the coating material and the used coating mechanism. 17 In the present case, the urea was coated by using a swirling fluidised bed coater with top spraying facility. In this process, the coating solution is atomized into fine droplets by using an appropriate nozzle. The resulting droplets can be successful or unsuccessful in reaching and attaching themselves to the granules surface. The coating solution that does not attach itself to a granule is spray dried and may be elutriated out of the bed if it is light, and remains in the bed if it is sufficiently heavier for drag forces. These fines in the bed can join other spray dried fines to form fines agglomeration. They can also be captured by larger particles causing snow ball growth.
In spray coating process, the period of spray injection is of special importance. When an atomised solution successfully collides with granules, it wets their surface. Depending on the conditions inside the bed, wetted particles may collide and form liquid bridges between them or they can be dried resulting in a layered growth. If there is an excessive wetting, many granules will join to form bridges among them. Therefore, joining together to form large wet clumps will lead to defluidisation of the granules bed and this phenomenon is known as wet quenching. 18 In case of moderately wetted granules, a number of solid particles will remain joined together when their liquid bridges are dried. The continuing existence of these solid bridges will depend on their strength. If the solution binding forces are strong enough and the solid bridges join together many granules, then these granules would remain joined and the bed will eventually collapses. In this case, the fluidising gas cannot fluidise these large granules. This phenomenon is also known as dry quenching. At the same time, if the binding forces are strong enough but the solid bridges join together very few granules, then the fluidisation process will continue and the resulting product will have only few granules joined together to form agglomerates. On the other hand, if the binding forces are relatively weak, the dried solid bridges will break leaving some coating on the surface of the granules. This will eventually lead to a coated product. 19 In this study, the wet and dry quenching was avoided by spraying the solution for 100 ms with stoppage time of 10 s.
In general, the coating material represents 3–15% of the total weight of the finished product. Therefore, it may change significantly the morphology of the targeted surface. The coating percentage depends upon the physic-chemical properties of the coating material and the process temperature. The SEM photographs of coated and uncoated urea granules with magnification of 500× are given in Fig. 4. The coating morphology and corresponding changes in urea surface properties were analysed from these grabbed photographs. Figure 4a reveals that the outer surface of the uncoated urea granules was less dense with a higher degree of roughness. The porosity level on the surface of the granules was found quite high in the absence of a coating layer. Figure 4b and c represent the SEM photographs of surface of the granules coated with two different solution compositions at heating temperature of 80°C. These photographs reveal that the surface of the coated urea was denser and smoother as compared to the uncoated ones. The coated surfaces were also found uniform, hard and compact. Significant improvements in these mechanical parameters were seen with an increase in solution temperature and mass of the di-sodium tetraborat in the composition. At 80°C temperature, the granules coated with 50/15/2·5 composition were having smooth surfaces with a crystalline texture than that coated with 50/00/00 composition. The later one was giving dense forest like growth on the surface of the treated urea as shown in Fig. 4b.
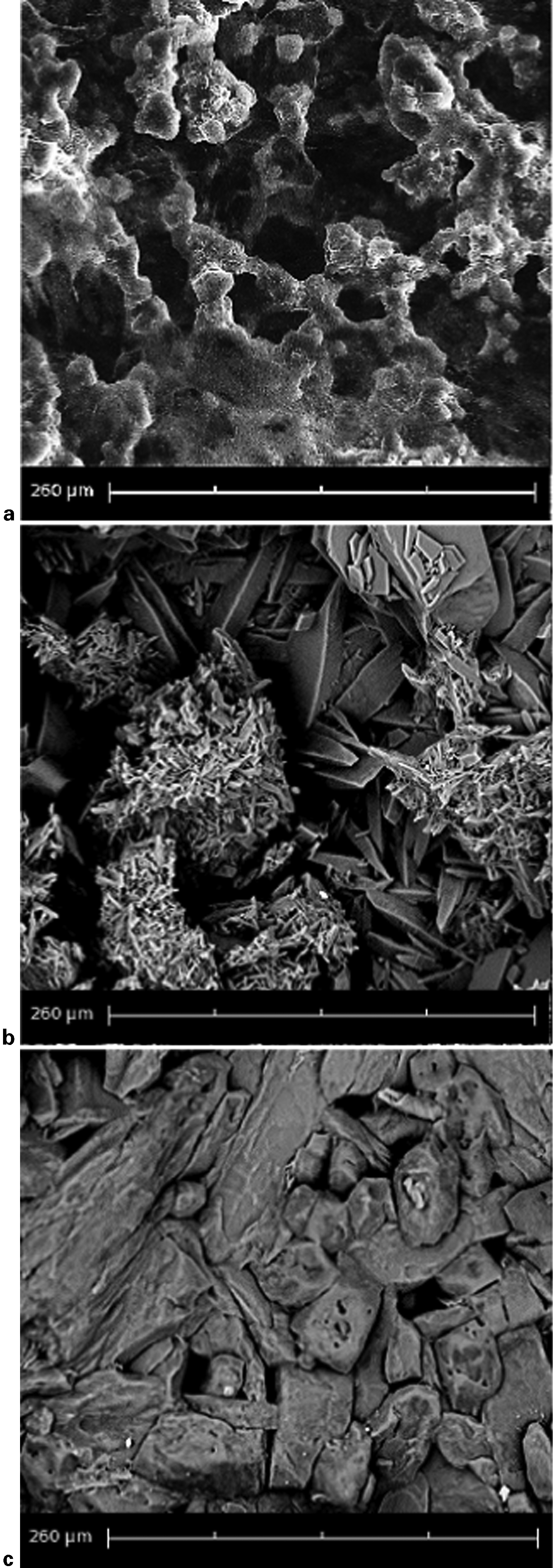
500 times magnified SEM images of uncoated urea and coated with starch suspensions at 80°C solution tempearture: a uncoated urea; b coated with 50/00/00 composition; c coated with 50/15/2·5 composition
It has been experienced that the development of bonds in carbohydrate polymers are generally hydrophilic.20,21 Therefore, the efficiency of the surface coverings for controlling the nutrients discharge was checked by dissolution rate test. 10 g of each coated and uncoated urea was taken in a beaker and 100 mL of deionised water was added into the system. At room temperature, the water-urea mixture was agitated by using an overhead stirrer at constant speed of 300 rev min−1 and time for compete dissolution of the individual samples was noted. Figure 5 depicts the influence of the pre-coat solution temperature on coating thickness and nitrogen release time. Very fast discharge of the nutritional values from the uncoated urea and coated with unmodified starch solution (50/00/00) was noticed when compared with samples coated with modified starch. Time needed for complete release from uncoated urea granules was about 63·33±2 s. It was also seen that the nitrogen release time considerably increases with an increase in pre-coat solution temperature from 50 to 80°C. The highest release time of 209 s was achieved with 50/15/2·5 composition and heating temperature of 80°C. Similar kind of outcomes were predicted in the studies conducted by Choi and Meisen22,23 on the sulphur coated urea samples. Shi et al. 24 also coated the urea granules with plastic–starch compounds and showed that the nitrogen discharge duration of such coatings was greater when compared with coatings of other materials.
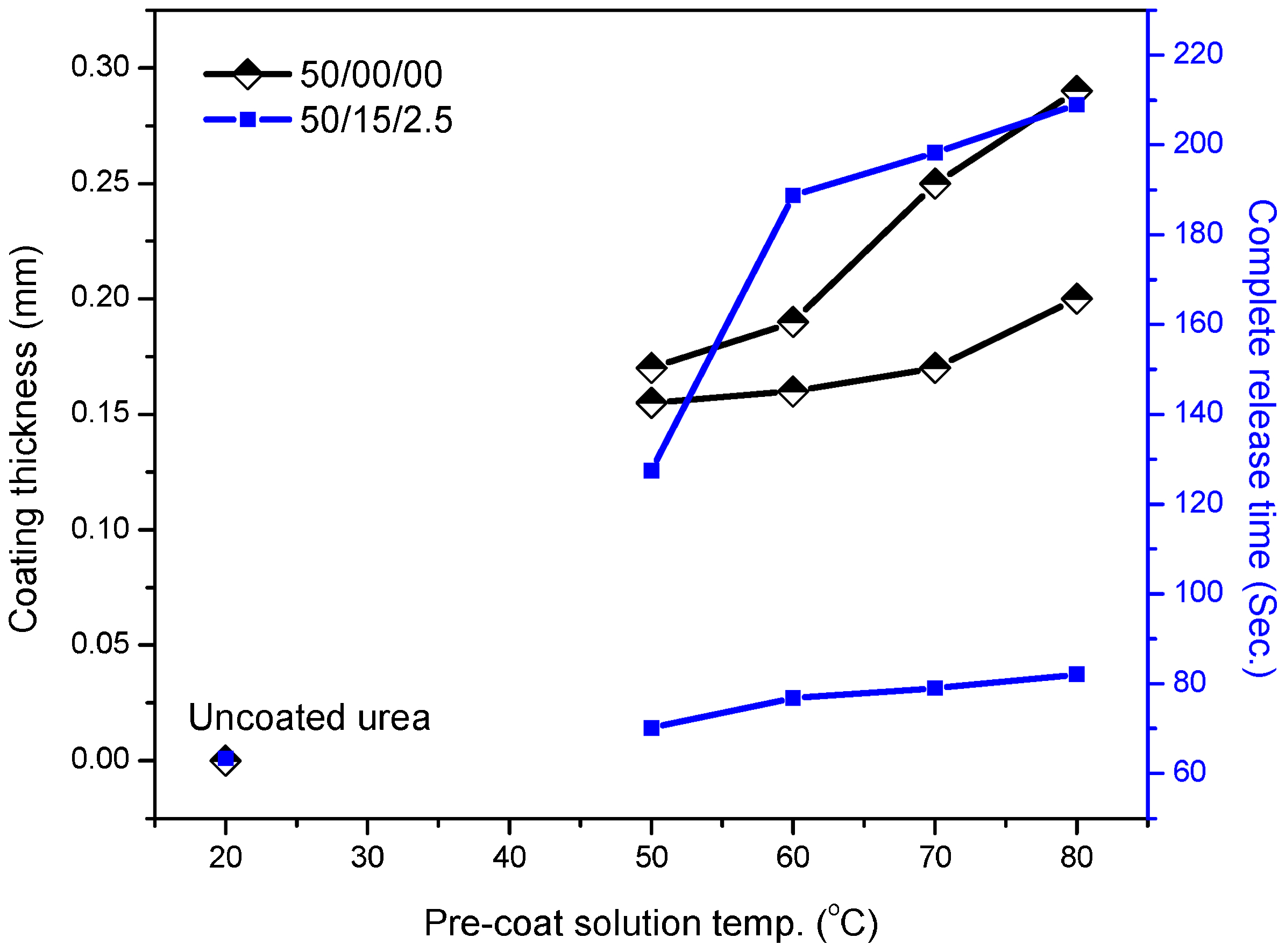
Nitrogen release time of uncoated and coated urea as function of pre-coat solution temperature
The nitrogen release from the urea coated with biodegradable materials is directly affected by the thickness and quality of the coatings. 25 The dissolution of urea into the soil solution follows microbial and hydrolytic degradation of the protective coating layer and the presence of micro-pores and imperfections. Figures 4 and 5 reveal that the coating thickness and quality increases with an increase in heating temperature. The best coating quality and thickness was achieved at heating temperature of 80°C with 50/15/2·5 compositions. These parameters directly affect the release rate of the coated urea. Figure 5 also shows that the release rate increases with an increase in coating thickness which depends upon the heating temperature. In these studies, the maximised release time and coating thickness were attained at heating temperature of 80°C.
In addition to thickness and release time, the encapsulated urea should also demonstrate sufficient surface hardness to withstand against the normal handling and storage without surface fractures. 26 The mechanical strength of the coated urea can be studied through surface hardness test. In the present case, Erweka TBH-325-TD tablet hardness tester was used to serve this purpose. The mechanical strength of coated and uncoated urea was measured by squeezing tightly onto the individual granules and monitoring the surface fractures. For each statistic, 10 urea granules with roughly the same shape and size were arbitrarily selected and their mechanical strength was measured by observing the corresponding applied pressures. The generated data is plotted in Fig. 6. From these outcomes, it was concluded that the surface hardness highly stands on the solution composition and pre-coat solution temperature. The hardness tests reveal that the surface hardness of uncoated urea and coated with unmodified starch solution (50/00/00) was very low than that coated with modified starch (50/15/2·5). Furthermore, the surface hardness was considerably improved with an increase in solution temperature. It might be due to the fact that urea coated with modified starch and optimized temperature of 80°C was having denser coats with reduced porosity level. 27
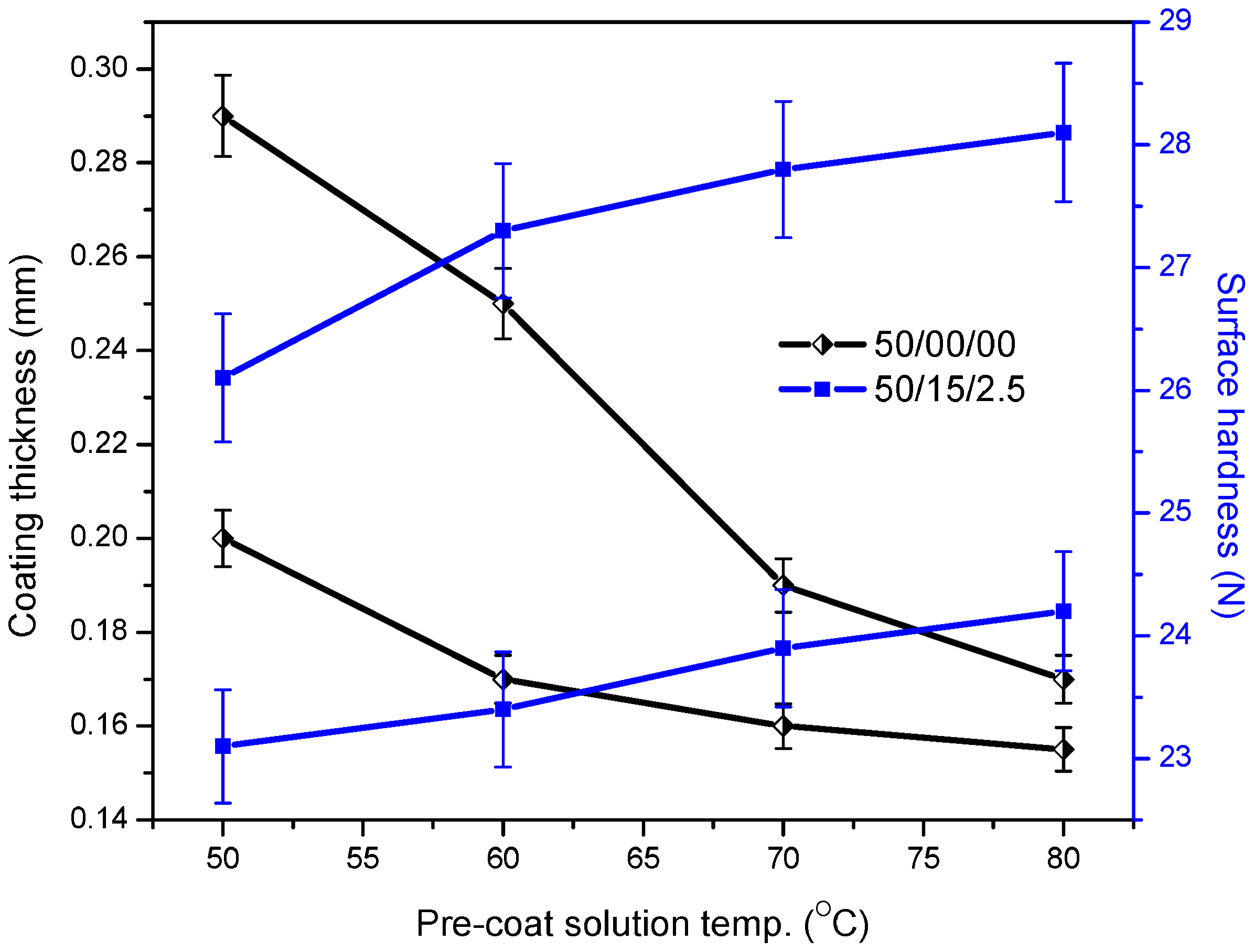
Coating thickness and surface hardness as function of pre-coat solution temperature
Conclusion
In this detailed note, the cassava starch was successfully modified with urea and di-sodium tetraborate for slow release urea coating applications. After depiction of the adhesive physical properties; a fluidized bed top spraying technique was used to coat 200 g urea batches at solution temperature ranging from 50 to 80°C. The SEM photographs revealed that the surface of the urea coated at higher heating temperatures was denser and smoother when compared with the uncoated urea. The surface of the urea granules coated with 50/15/2·5 composition at 80°C heating temperature was found uniform, hard, compact and water resistant. It was concluded that the coating thickness, surface hardness and nitrogen release time increase with an increase in di-sodium tetraborate mass in solution and pre-coat solution heating temperature.
Summary of the fluidized bed design parameters
Acknowledgements
This research work is partially funded by the Long Term Research Grant Scheme (LRGS) of the Ministry of Higher Education Malaysia no. 15-8200-137-4-3.