
Abstract
Successful deposition of variety of materials by cold spray provides the opportunity to tailor a wide range of coating/substrate systems with specific functions for different applications. The aim of this paper is to present a critical review of cold spray for corrosion protection. Application of cold spray to provide superior corrosion resistance by depositing more noble materials, formation of passivation layer, and cathodic protection is reviewed. State-of-the-art on cold spray deposition for corrosion mitigation is summarised. Special attention is given to assess the effect of cold spray parameters and conditions on the resultant corrosion performance. The effects of deposition temperature/pressure, particle size, coating thickness, carrier gas, post-treatment, and co-deposition of metals and ceramic particles on corrosion behaviour are discussed. Specific industrial applications of cold spray against corrosion are presented by a few examples in various fields such as biomedical, naval, electronics and hot corrosion protection. The review is concluded with a designated section to critically discuss the ‘path forward’, and propose new avenues for further research and developments.
Cold spray
Cold spray is a high deposition rate coating process, in which solid powder particles are accelerated to velocities ranging between 300 and 1200 m s − 1 through a de Laval nozzle, impact and adhere to a substrate or previously deposited coating. The powder feedstock remains well below its melting temperature during deposition. Therefore, cold spray is categorised among solid state deposition methods, and offer significant advantages as compared to other traditional thermal spray techniques.
Particles/substrate interaction during high velocity impact and the resultant bonding is fundamental, and determines physical and mechanical properties of the coating/substrate system. Numerous experimental and computational efforts have been carried out to provide a better understanding of the bonding mechanism in cold spray.1 2 3 4 5 6 7 8 9 10 11 –12 These efforts raised the consciousness that adhesion only occurs when the powder particles exceed a critical impact velocity. The knowledge of critical velocity is a key point to determine the optimised spraying parameters, and reduce the manufacturing cost by increasing the deposition efficiency. Experimental investigations show that the critical velocity depends on the spray material properties,13,14 particle temperature, size distribution, surface oxidation15–18 as well as substrate nature and properties.19,20
The exact bonding mechanism is still a matter of debate. However, adiabatic shear instability is known as the predominant bonding precursor in cold spray. Adiabatic shear instability occurs at the particle substrate interface during impact. A strong pressure field is introduced as a result of particle impact on the substrate. Consequently, a shear load is generated, which accelerates the material laterally. This causes localised shear straining, which, under critical conditions, leads to adiabatic shear instability. Experimental results show that the minimal particle impact velocity needed to produce shear localisation at the particles/substrate interface, correlates quite well with the critical velocity for particle deposition by the cold spray process in a number of metallic materials. The initiation of adiabatic shear instability is usually described by thermal softening in competition with strain and strain rate hardening. During high strain rate deformation, strengthening occurs as a result of dislocation generation and movement. On the other hand, heat generated by plastic work softens the material. At a certain point, softening dominates the material response and results in the flow stress breakdown and onset of adiabatic shear band formation. 21 This phenomenon often leads to material jet formation in the powder particle or both particle and substrate (shown in Fig. 1), that is a precursor of adhesion in cold spray.
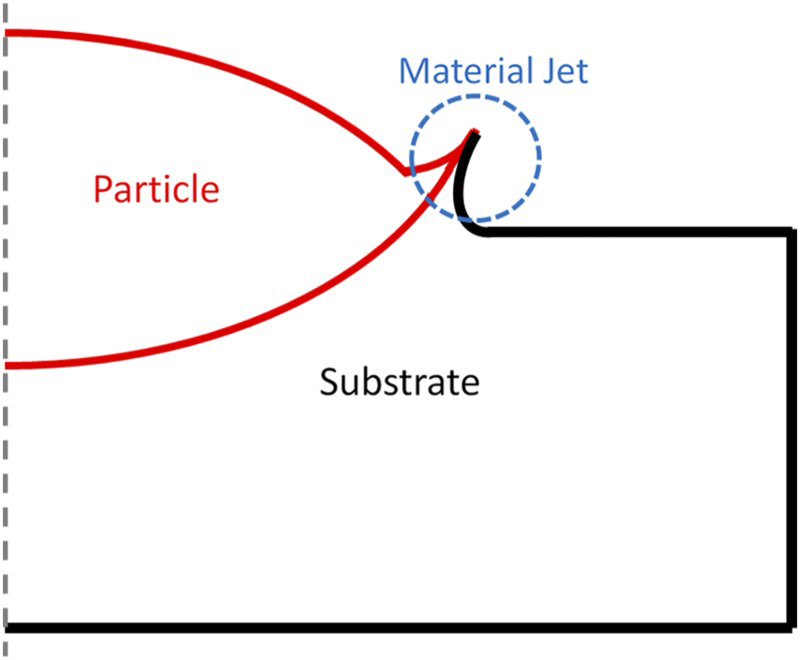
Schematic deformation of particle and substrate in cold spray deposition
The success of the cold spray process mainly depends on proper acceleration of the powders to an impact velocity window, set by the critical and erosion velocities.3,22 Erosion velocity is an upper limit for particle impact velocity beyond which erosion and rebound occur instead of adhesion. Main coating characteristics can be described as a unique function of the ratio of particle impact velocity to the critical velocity. 23 Optimisation of deposition parameters (gas pressure and temperature, substrate preheating, etc.) and deposition strategy (single or multipass deposition) is the key to achieve better deposition efficiency and coating performance.23–25
At the early stage of its emergence, cold spray was mostly conducted on selected metallic materials. Soon it spread to other materials, and currently, a wide variety of materials such as metals, metal matrix composites, ceramics, polymers and nanostructured powders can be successfully deposited. For a detailed discussion on different material systems that have been cold sprayed and the potential applications, readers are referred to the recent review paper. 26 It is clear that cold spray is a versatile technique with multitude potential industrial applications. However, the response of cold sprayed components to the operating conditions and, in particular, fatigue,27,28 wear29,30 and corrosion,31,32 is an important aspect to be explored in order to transfer the technology to in-service products. The aim of the present paper is to provide a critical assessment of cold spray for corrosion protection.
Cold spray to mitigate corrosion
Corrosion is the degradative loss of a material or its function due to interaction with the environment. Two main approaches are used to deal with corrosion problems. The first uses materials science and engineering to treat design of bulk materials at microscopic level (composition and microstructure) to increase the inherent resistance in corrosive environments. The second strategy encompasses the design and implementation of ‘engineered surfaces’ to be applied on a less corrosion resistant base material to impart superior corrosion resistance to critical surfaces or to place a barrier between the metal and its environment. 33 An engineered surface obtained by cold spray deposition and its effect on corrosion behaviour of coating–substrate system is of central attention in this paper. Cold spray with its unique advantages over traditional family of thermal spray coatings gained an ever increasing attention for corrosion protection in the last decade. Some selected coating–substrate systems studied in the literature, to examine corrosion behaviour of cold spray coatings, are shown in Fig. 2. Each circle demonstrates a coating/substrate system whose electrochemical behaviour was examined. The materials on the axes represent either pure metals or the main constituent of the examined alloys. The materials were sorted according to galvanic series data in sea water for both axes. A large interest can be found in protecting steel either by more noble materials or by zinc. In the former case, cold spray is used to impart protective layer by presenting a more passive surface to the environment than the bare substrate, steel in this case. The latter provides sacrificial protection where zinc coating corrodes in preference to the steel substrate. A significant interest can be also seen in protecting Al, Mg and their alloys as they are highly active materials and thus prone to corrosion. Al and its alloys have been also considerably used as the coating. This is because of their high tendency to form oxides and develop a passivation layer such that corrosion protection is provided by inhibited kinetics.
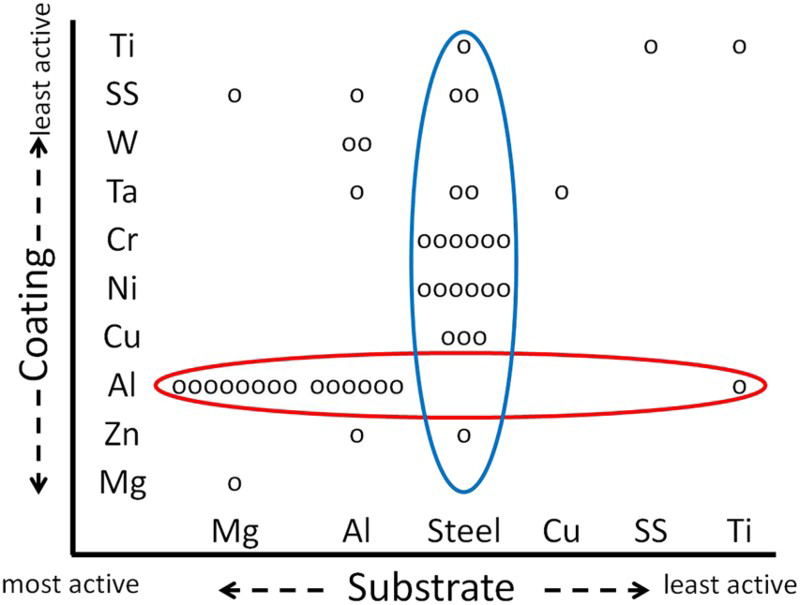
Selected coating–substrate systems used in literature to examine corrosion behaviour of cold spray coating: circles represent either pure metals or main constituent of examined alloys; SS stands for stainless steel
Cold spray provides the possibility of exploring wide variety of materials system for corrosion protection. In the rest of this section, a few examples including protection of Mg alloys, application of Ti as the protective coating, sacrificial protection by zinc, use of glassy and Stellite alloy powders are reviewed.
Pure aluminium coating on AZ91 magnesium alloy showed higher pitting corrosion resistance than the bulk pure aluminium in NaCl solution. 34 Surface morphologies of bulk and cold sprayed aluminium coating before immersion as well as 1 and 10 days after immersion are shown in Fig. 3. Smooth surface of bulk aluminium converted to severely corroded regions in localised spots after 1 day immersion. Coated surface characterised with fish scales and pores did not change significantly after 1 day immersion. After 10 days, fish scales have been corroded away, and signs of local corrosion were found. Nevertheless, no magnesium was found as the main constituent of corrosion product indicating sufficient corrosion protection of aluminium coating. In the bulk material on the other hand, deeper corrosion pits and local cracks indicated aggravated localised corrosion after 10 days immersion. To provide a corrosion resistance barrier coating for Mg alloys, high purity aluminium coating resulted in the lowest galvanic corrosion rate as compared with AA 5356, AA 4047, commercially pure aluminium and Al–5Mg co-deposited powders. Nevertheless, when the objective is the overall performance including hardness, adhesion strength and corrosion, Al–5Mg powders appeared to provide the best barrier coating for Mg alloys. 35
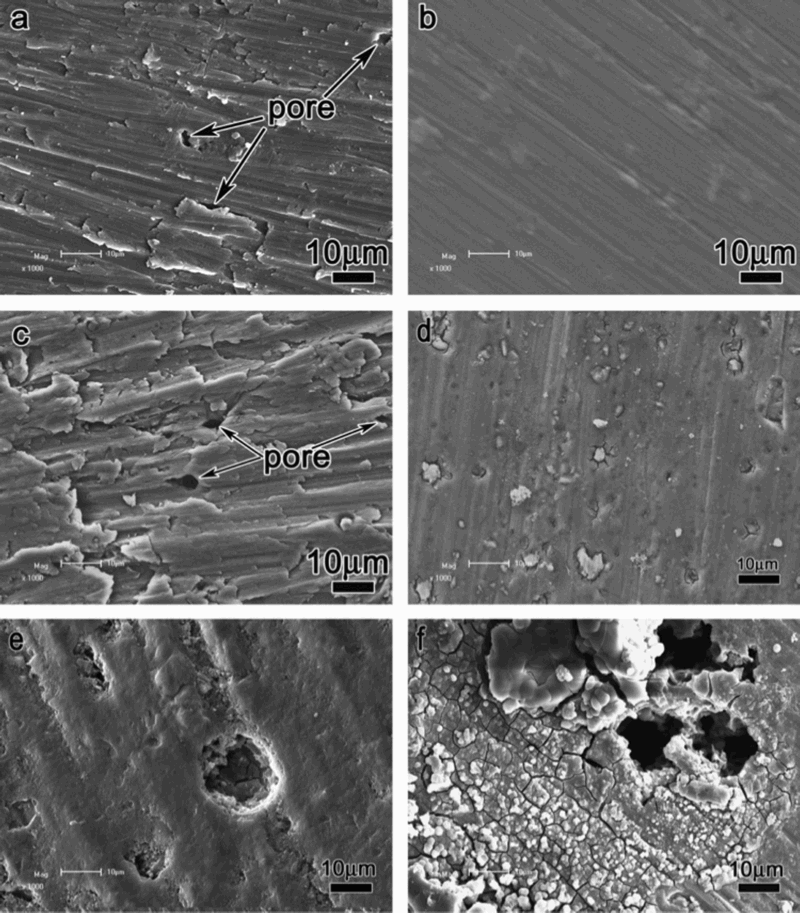
Surface morphologies of cold sprayed pure Al coating and bulk pure Al a, b before immersion, c, d after 1 day and e, f after 10 days of immersion 34
Titanium can provide corrosion protection for steel. Cold spraying titanium powders on carbon steel substrate in wide range of deposition pressures and temperatures provided better corrosion resistance in NaCl solution as compared to the substrate itself. 36 Polishing as sprayed titanium coating peeled the rough outer layer including small pores and decreased the surface area leading to considerable improvement of corrosion resistance. Nevertheless, the corrosion current of the polished coatings was still larger than bulk titanium. Lower deposition pressure leads to more porous structure with less dissolved oxygen concentration in the pores than in the surrounding environment. This promotes oxygen concentration difference corrosion. Increasing deposition temperature of titanium powders from 350 to 500 and 650°C decreased the porosity level in the coating. Nevertheless, examinations of the coated samples showed that the lowest corrosion current in polarisation curves corresponded to 500°C. This was due to increased oxygen content in the coating with increased temperature that dominated the beneficial effects of less porosity. Corrosion performance of cold sprayed titanium coating in sea water was compared to the performance of the bulk material by open circuit potential (OCP) survey and potentiodynamic polarisation measurements. 37 Lower circuit potential and higher corrosion current were obtained for titanium coating. Presences of porosity in the coating resulted in more active and less corrosion resistant surface.
Zinc and its alloy coatings have been widely used for cathodic protection of steel. Owing to its negative corrosion potential, zinc coating corrodes in preference to the steel substrate. At the same time, it is crucial that zinc coating demonstrates low corrosion rate such that it could provide long term protection. Cold sprayed zinc onto mild steel in as sprayed and heat treated (150°C for 1 h) states were examined in NaCl solution. 38 Potentiodynamic curves showed that heat treatment of the coating reduced the corrosion current by a factor of 7–10 over the whole duration of exposure (72 h). Heat treatment also shifted the corrosion potential towards less negative value. The reason was that numerous weakly bonded splats, cracks and pores observed in the as sprayed coating converted to better bonded splats, lower and much thinner cracks in the heat treated sample.
Glassy powder (Al90.05Y4.4Ni4.3Co0.9Sc0.35) was successfully cold sprayed onto Al6061 such that the coating retained its amorphous structure with a few nanocrystals embedded in amorphous matrix. 39 The potentiodynamic polarisation curves of the coating and substrate were obtained in 0.01 and 0.1 N NaCl solutions. The coating exhibited lower passive current as compared to the substrate. The corrosion rate of the substrate was five times higher than that of coating, indicating excellent corrosion resistance of aluminium bulk metallic glass. Two main features of metallic glass coating were responsible for such high corrosion resistance. First, the amorphous nature of the coating led to chemical homogeneity hindering formation of localised galvanic cells and the onset of corrosion. Second, accelerated passive film formation might have occurred due to enhanced diffusion of passive elements in the nanocrystal containing amorphous structure. Moreover, the conventional phenomenon of pit formation for Al nanocrystallites was not observed in the amorphous matrix. The reason is that amorphous matrix is rich in substitutional elements surrounding the nanocrystals. Therefore, it requires a higher potential than pure Al to maintain stable pit growth state.
Stellite alloy is a range of cobalt–chromium alloys designed for wear resistance. It may also contain tungsten or molybdenum and a small but important amount of carbon. Despite the difficulty of its plastic deformation, optimisation of cold spray parameters was shown to be able to deposit stellite-6 coating with minimised porosity and excellent adhesion to low alloy carbon steel substrate. 40 Plastic strains in stellite powder were mainly accommodated by twining rather than dislocation slip and phase transformation. High temperature oxidation test in air atmosphere showed that the hexagonal phase starts to appear at 600°C, and coexists with the cubic phase up to 900°C. Cr2O3 with excellent protective properties were observed to start growing at 700°C. The coating did not show signs of spallation at 900°C and maintained its integrity despite oxidation at the particle boundaries. Potentiodynamic behaviour of the coating in the NaCl solution also exhibited ameliorated corrosion performance as compared to the bare substrate.
This introductory section was aimed at discussing the ability of cold spray for corrosion protection by exemplifying the widely used materials such as Al, Ti, Mg and Zn and also the less used materials such as Stellite and glassy powders. For a material based classification of cold spray coatings, the readers are referred to the available reviews.26,32 What comes in the rest of this paper is a process based classification of cold spray coatings to mitigate corrosion that is concluded with possible prospects for further research and development. The section ‘Cold versus thermal spray: corrosion behaviour’ compares cold and thermal spray coatings in terms of corrosion protection. The section ‘Considerations to obtain higher corrosion resistance by cold spray’ reviews the effect of deposition temperature and pressure, particle size, carrier gas, post-treatment, and co-deposition of metals and ceramic on corrosion behaviour of cold spray coatings. The section ‘Applications and industrial examples’ highlights applications of cold spray to improve corrosion behaviour in different fields. A critical discussion and future path for research and development is given in the last section ‘Path forward’.
Cold versus thermal spray: Corrosion behaviour
Several characteristics of cold spray as compared to thermal spray are of particular interest for its use in developing corrosion resistant surface layer. Cold spray is deposited with feedstock particles in the solid state, and no intrinsic defects due to the liquefaction and solidification processes are developed. This attribute leads to dense coatings with low porosity that is desired for corrosion protection. The tendency for high temperature reactions and oxidation is also much lower in cold spray. This is an important consideration particularly in case of galvanic protection, where it is desirable to have the superficial layer in the form of pure and oxidisable elements. In addition, since the coating build-up is accompanied by peening effect of incoming particles, compressive residual stresses can be developed during cold spray, both in the coating and in the substrate. Thermal spray, on the other hand, imparts tensile residual stresses, and therefore, the tendency for delamination of the coating from the substrate in thicker coating is higher. There are also some disadvantages for cold spray. These include non-portability of many cold spray units, powder handling to minimise the risk of combustion and cost efficiency of the process. In this section, corrosion performance of cold spray and thermal spray coatings are compared.
Hot corrosion/oxidation test by aqueous solution of Na2SO4 and NaCl at 705°C was performed on cold and plasma sprayed tantalum on steel substrate. While original homogeneous fine grained structure of the cold sprayed substrate was unchanged, remarkable microstructural alteration (grain coarsening) of the plasma sprayed substrate occurred due to infiltration of air and corrosive salt. Almost identical polarisation behaviour with clear passivation in KOH solution was reported for bulk and cold spray coated tantalum on aluminium, copper and steel substrates. 41 However, the curves shifted towards larger current density values and lower potentials without passivation for inert atmosphere plasma sprayed coating. This was due to the presence of defects and interconnected porosity.
Open cell potential measurements of WC–12Co coating onto carbon steel by high velocity oxygen fuel (HVOF) 42 and onto Al7075 by cold spray 43 in the same testing conditions in NaCl solution revealed more noble behaviour for the cold sprayed coating. The metal/ceramic interfaces are the preferable paths for the electrode to corrode the coating. The peening effect of the particles in cold spray tends to less porous structure of the coating and, hence, fewer paths for the electrode to penetrate in the case of cermet deposition. The similar results were also obtained in Ref. 44, where cold spraying WC–Co onto Al7075 resulted in better performance as compared to HVOF, not only in electrochemical test, but also in abrasive wear test (rubber wheel) and sliding wear test (ball on disc). Nevertheless, deposition efficiency of HVOF was found to be higher (∼70%) than cold spray deposition.
Ni–20Cr coatings deposited on boiler steel by HVOF, detonation gas spray and cold spray along with the bare substrate were subjected to molten salt at 900°C for 50 cycles. The mass change data were recorded as indicator of corrosion rate. 45 HVOF, detonation gas and cold spray have significantly (61, 88 and 64% respectively) reduced the mass gain observed for the bare substrate. X-ray diffraction analysis revealed the presence of NiCr2O4 after corrosion test of the detonation gas sprayed sample and very weak intensity of this phase for HVOF sample. This mixed oxide phase was found to be absent for the cold sprayed specimen. NiCr2O4 exhibits superior corrosion resistance, and its formation was mentioned to be the reason for better protection offered by detonation gas spray.
Erosion–corrosion tests of HVOF and cold spray coated Ni–20Cr powder on boiler steel were conducted in actual boiler environment as well. 46 While the bare steel showed an overall weight gain, the HOVF and cold sprayed coating demonstrated an initial weight loss followed by a marginal weight gain. High velocity oxygen fuel resulted in lower erosion–corrosion rate and better performance as compared to cold spray. This behaviour was attributed to the continuous presence of Cr2O3 in the HVOF coating as opposed to discontinuous streaks of Cr2O3 in cold spray coating. Chromium has high affinity for oxygen and forms more stable oxide, inhibiting oxidation of substrate by blocking diffusion of reacting species.
In the light of the reported direct comparisons, and as a result of the mentioned advantages of cold spray deposition, it can be concluded that cold spray more likely, but not necessarily, tends to superior corrosion protection. Nevertheless, thermal spray can lead to better performance when oxides formation is the predominant protective mechanism.
Considerations to obtain higher corrosion resistance by cold spray
In order to draw a general guideline towards improved corrosion resistance understanding the effects of cold spray parameters and conditions on corrosion behaviour is essential. In this section, cold spray parameters and conditions are correlated to the resultant corrosion behaviour in a systematic manner. The effect of deposition temperature and pressure, particle size, coating thickness, carrier gas, post-treatment and co-deposition of metals/alloys with ceramics/intermetallics are reviewed in details.
Deposition temperature and pressure
Increasing deposition temperature of 304 stainless steel powders onto interstitial free steel, from 450 to 500 and 550°C, was shown to have a great contribution in enhancing bonding between the particles, increasing cohesion strength and decreasing porosity from 6 to 3 and 2%. 47 Potentiodynamic polarisation test in NaCl solution showed lower corrosion current density and higher corrosion potential for all the coatings as compared to the substrate. Increasing the deposition temperature from 450 to 500°C improved the corrosion resistance by changing the rate from 0.47 to 0.02 mm/year. The beneficial effect reduced for the deposition temperature of 550°C, that resulted in corrosion rate of 0.17 mm/year. The weak performance of the 450°C deposited coating was attributed to the higher porosity leading to sever pitting of the coating. The decline of the performance from 500 to 550°C was attributed to higher degree of plastic deformation at higher deposition temperature, changing the chemical potential of the metal atoms in the deformed area, and leading to more active sites for corrosion. A similar trend was also found for corrosion performance of Ti coating onto carbon steel where corrosion resistance increased by increasing deposition temperature from 350 to 500°C, and then decreased at deposition temperature of 600°C. 36
Open circuit potentials of cold sprayed free standing titanium in as sprayed and heat treated conditions, in NaCl solution, were more negative as compared to the bulk titanium. This illustrates more active surface and higher thermodynamic tendency to corrosion in the former case. 48 Increasing deposition temperature from 600 to 800°C decreased porosity level to almost half and reduced the corrosion current density by an order of magnitude. Heat treatment of the two free standing specimens at 1050°C for 60 min further decreased the corrosion rate by one to two orders of magnitude. Heat treatment did so by eliminating smaller pores, surface oxides and producing more homogeneous structure. Open circuit potential of titanium coating on carbon steel substrate lied in between the corresponding values for bulk titanium and carbon steel, showing solution percolation through the coating. Open circuit potential of the coating deposited at higher temperature was closer to that of bulk titanium for the first few hundred seconds, and then, the OCP decreased. However, with the coating deposited at low temperature, the OCP value decreased to that of carbon steel within few tens of seconds of immersion. This was attributed to larger pores distributed through the coating deposited at lower temperature and higher interconnected porosity.
Open circuit potential measurements in NaCl solutions were conducted for low and high pressure cold sprayed copper coating on Fe52 substrate in as sprayed and heat treated conditions. 49 Fully dense, impermeable coating structure of high pressure cold spray coating in both as sprayed and heat treated states led to OCP values similar to that of bulk Cu. The OCP value of the low pressure cold spray coating was close to that of substrate, reflecting the existing of through porosity in this case. Heat treatment was also performed after low pressure cold spray, but did not succeed in improving the denseness due to the presence of excessive interconnected porosity. Addition of ceramic particle (alumina), on the other hand, densified the coating structure. Addition of alumina particle in low pressure cold spray followed by post-heat treatment resulted in similar OCP behaviour to that of bulk copper. The coating experienced higher work hardening in high pressure deposition, hammering effect in co-deposition with ceramic particles and void reduction during heat treatment. All these effects have shown to lead to denser and more corrosion resistant copper coating. Similar effect of pressure level was found in cold spray deposition of titanium powders onto carbon steel. Lower deposition pressure led to higher oxygen concentration difference corrosion due to the formation of more porous structure with less dissolved oxygen concentration in the pores. 36
In general, increasing deposition temperature and pressure results in higher impact velocity and higher induced plastic deformation of the powders. These are beneficial in terms of obtaining less porous coating, and thus better corrosion performance. However, corrosion performance was observed to decline at extremely high deposition temperatures. This is attributed to predominant softening of the powders at extremely high temperature and induced localised deformation in such cases acting as the preferential sites for corrosion.
Particle size and coating thickness
Two sets of standard and improved tantalum powders were deposited on carbon steel. 50 Improved powders consisted of finer powders with narrower size distribution and less oxygen content, and were deposited at higher temperature. Open cell potential of the coating with improved conditions approached to that of bulk tantalum, while standard coating behaved similar to the substrate. The reason was that existing through porosity in standard coating allowed the test solution to penetrate into the coating/substrate interface. Such behaviour was also the reason to provide instability of passivation layer in standard coating, and poor corrosion protection in NaCl and H2SO4 at room temperature as compared to bulk tantalum and improved high quality coating. The high quality coating, on the other hand, showed similar polarisation behaviour to the bulk material. It got passivated rapidly with stable passive layer testified to a very low corrosion rate in the passive area at both room and elevated temperature (80°C).
Figure 4 shows anodic polarisation behaviour of cold sprayed 316L stainless steel coatings of the same thickness, but with different powder particle sizes, on AZ91 as well as the bulk material. 51 The largest set of the particles resulted in the least noble potential and the highest corrosion current density. The corrosion rate decreases by reducing the powder size due to less porous structure of the coating with smaller particles. Nevertheless, a mixture of large and small particles ( − 22 and − 10 μm) exhibited the closest corrosion performance to that of the bulk material. The improved quality of interparticle bonding in this case played an important role to reduce the effect of localised corrosive attacks. In the same study, coatings with different thicknesses obtained by the same particle size also showed different polarisation behaviours. The curves followed a trend from behaviour dominated by the substrate (AZ91) towards the behaviour of the bulk stainless steel as the coating thickness increased from 40 to 305 μm. A transition from non-passivating to passivating behaviour was also observed at the thickness of 105 μm, demonstrating a critical thickness of the coating required to avoid the formation of interconnected porosity from the coating surface to the substrate via localised attack.
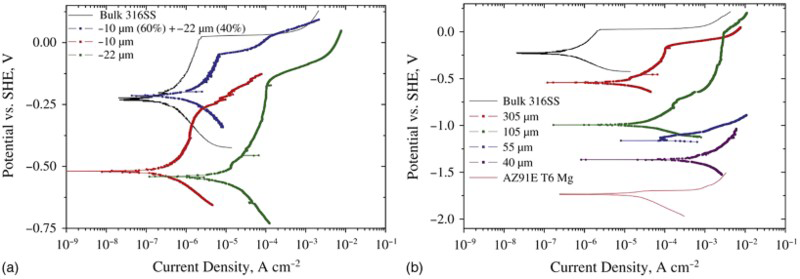
a anodic polarisation behaviour of 316SS cold spray coatings using different powder particles sizes and b anodic polarisation behaviour of 316SS cold spray coatings of different thicknesses, compared to bulk type 316SS and AZ91E tb6 substrate material; coatings were sprayed using − 22 μm powder 51
Three types of 316L stainless steel powders of different granulometry (fine, − 18+5; medium, − 28+7; and coarse, − 36+15) were cold sprayed onto aluminium substrate. 52 No significant effect of the powder size on the coating adhesion and microhardness was observed, whereas the porosity level increased by increasing the particle size. The anodic polarisation behaviour in NaCl solution resulted in least noble potential and highest corrosion current density for the coarse powders. Decreasing particle size led to slight decrease in the corrosion current density. However, the polarisation curve of the coating deposited with the finest powders was still far from the curve of the bulk stainless steel. Application of surface laser post treatment was shown to shift the polarisation behaviour towards bulk stainless steel. Laser post-treatment was able to do so by eliminating interparticle discontinuity borders, and decreasing the porosity, leading to significant improvement of corrosion.
In summary, using big powder particles in cold spray deposition leads to poor corrosion resistance. Finer powders tend to result in a more compact coating and improve the corrosion properties. Increasing coating thickness also appears to be beneficial in terms of corrosion performance. It seems that a lower band thickness exists for the coating to ensure protection of the substrate by preventing corrosion attack via interconnected porosity.
Carrier gas
Two different carrier gases, i.e. helium and a mixture of helium and nitrogen, were used to deposit 1100 aluminium onto the same substrate. 53 Comparing electrochemical behaviour of the coating with the substrate in H2SO4 demonstrated faster protective layer formation in the coating as a result of porosity and residual stress. The corrosion resistance of the coating deposited with helium was less than the one deposited with the mixed carrier gas. Higher specific heat ratio and lower mass density of helium lead to higher induced plastic deformation in the particles and highly stressed regions in the coating. Accordingly, more preferential sites were present to undergo rapid corrosion kinetics, eventually leading to localised extensive pitting and oxide layer cracking after corrosion test.
The surface reactivity of the powders with oxygen might also vary with different carrier gases. For instance, using air increased the reactivity and thus doubled the porosity of the titanium coating deposited with compressed air as compared to the one deposited with nitrogen. 36
It should be mentioned that helium is known to produce high quality coating with satisfactory mechanical properties. The reason that using helium was not as effective as the mixture of helium and nitrogen in the reviewed example could be attributed to ‘high end’ condition of spraying experienced in this specific case, leading to localised plastic deformation. Using helium in cold spray deposition as compared to nitrogen can potentially lead to better corrosion performance if the processing parameters are optimised such that localised severe deformation is avoided.
Post-treatment
Cold sprayed stainless steel (316L) on mild steel substrate could provide higher corrosion resistance as compared to the bare substrate. However, the corrosion potential of stainless steel coating was lower than its bulk material. Heat treatment of the coated specimens at 400, 800 and 1100°C succeeded in increasing the corrosion potential and shifting it towards the corrosion potential of the bulk material. 54 This is due to the improvement in the quality of bonding especially in weakly bonded intersplat boundaries that were present in as sprayed condition.
Laser post-treating of cold sprayed titanium was shown to be a successful technique to densify the coating by melting top surface layer and releasing the porosities to the free surface with the subsequent solidification. 55 Electrochemical tests in NaCl solution were conducted on titanium coating on carbon steel substrate in as sprayed and laser post-treated conditions. The carbon steel substrate was corroded, being less noble, and corrosion pit formed. The laser post-treatment, on the other hand, resulted in a shift of OCP and corrosion potential values close to the level attained by bulk titanium (see Fig. 5) and a decrease in corrosion current by two orders of magnitude compared to as sprayed condition. For a detailed discussion on the application of laser post-treatment after cold spray, readers are referred to the review paper written in the field. 29
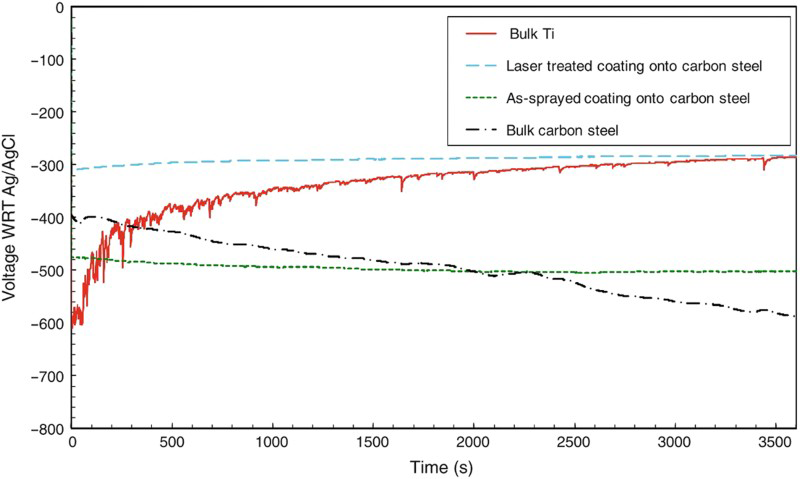
Open circuit potential in aerated 3.5%NaCl of bulk Ti, carbon steel, as sprayed Ti coating (on carbon steel) and laser treated Ti coating 55
There are also cases where heat treatment of the cold spray coating leads to slightly less noble behaviour as compared to as sprayed coating. For instance, cold sprayed nickel on carbon steel showed such behaviour in NaCl, NaOH and KOH solutions due to slight oxidation of the coating during heat treatment. 56
In summary, post-heat or laser treatment improves bonding quality and diminish interparticle boundaries, which are preferential sites for corrosion. Therefore, it is a recommended process as far as corrosion performance of cold spray coating is regarded. However, one should mind oxidation of the coating during post-heat treatment. Post-heat treatment did not show significant improvement in case of co-deposited coatings, which will be discussed in the next section.
Codeposition of metals/alloys with ceramics/intermetallic
Different volume fraction (0, 15, 30 and 60%) of silicon carbide particles were mechanically blended with Al 5056 powders and cold sprayed on aluminium substrate. 57 Porosity of the Al 5056 coating decreased from 2.25% to < 1% for all the composite coatings. It was found that pores always appeared in the interparticle boundaries between ceramic and metallic powders or within the cluster of the ceramic particles due to poor deformability of SiC particles. Compared to the bulk aluminium, the OCP values of all coatings shifted to cathodic values in Na2SO4 solution. SiC content did not have any effect on the stabilised potential value due to its inert properties. Volume fraction of SiC particles also showed no significant effect on the anodic polarisation behaviour of the composite coatings. A crevice-like phenomenon due to coating roughness, was found to be responsible for the corrosion initiation. Propagation was promoted by acidification of localised corrosion in the particle boundaries. The dissolution network finally ensures the particle removal that can be considered as uniform degradation of the coating.
Successful isolation of the magnesium alloy substrate (AZ91) in NaCl solution was reported by cold spray deposition of aluminium powders in pure state, alloyed (6061) and co-deposited with alumina particles.30,58 Corrosion current densities of the pure and composite coating were three orders lower than that of the bare substrate, indicating much higher anti-corrosion ability. 58 No passive effect on anti-corrosion ability of the composite coating was found as compared to that of pure Al coating. However, more reliable long term protection of the substrate was speculated for the aluminium co-deposited with alumina, due to less coating porosity. 58 Figure 6 compares the cross-section of cold sprayed Al coating onto AZ91D with that of Al–25 vol.-%Al2O3. 59 The Al coating shows a porous structure, whereas the co-deposition with ceramic particles significantly reduced the coating porosity.
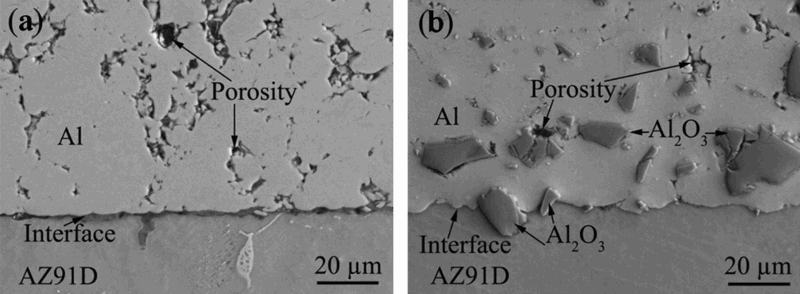
Coating structure: a Al and b Al+alumina 59
Addition of alumina particles to Ni–Cu powders has been shown to have a two-side benefit to achieve higher corrosion resistance. 56 First, it improved the denseness of the coating by the hammering effect of ceramic particles. Second, addition of hard alumina particle in the metallic based powder enabled achieving higher deposition gas temperature (without nozzle clogging), and thus enhanced density and improved quality of the coating.
Co-depositing alumina particles with Ni–20Cr on carbon steel resulted in less through porosity in the coating as shown by the salt spray test. 60 The through porosity of the coating decreased with increasing alumina particles size and fraction. Hard alumina particles also induced higher plastic deformation onto Al powders, making them packed and dense. 30 Corrosion examination showed that neither the alumina content nor the post-spray heat treatment had any significant effect on polarisation behaviour of the coating. 30 Post-spray heat treatment, nevertheless, increased stability against formation of metastable pits by increasing electrical conductivity, reducing interface contact resistance and reducing dislocation density.
Al 7075 particles mixed with B4C and SiC reinforcements were deposited onto 6061-T6 alloy using cold spray. 61 Open circuit potential of the bare substrate in NaCl solution tended to increase first as a result of surface passivation, by the formation of more protective oxide. It then decreased, indicating that the substrate reached the pitting potential, and simultaneously localised corrosion occurred. Al coatings (Al 7075, Al 7075+20 vol.-%B4C and Al 7075+20 vol.-%SiC), on the other hand, showed stable and lower potential, suggesting that stable oxide film have already formed before exposure or within a few seconds of exposure. Unreinforced Al 7075 coating exhibited much more noble corrosion potential and lower corrosion current density as compared to the ceramic reinforced coatings. Higher level of plastic deformation experienced in the composite coating was mentioned to lead to more active sites of corrosion.
Different powders, i.e. aluminium, aluminium–alumina and aluminium–alumina–zinc, were deposited onto Al2024 and were exposed to salt spray test corrosion test. 62 Corrosion of aluminium–alumina coating intensified as ceramic particle concentration increased in the coating. The best performance was obtained for pure aluminium coating. The process of degradation was accelerated for aluminium–alumina–zinc by the aluminium–zinc galvanic couple, suggesting it as a suitable sacrificial anode material.
WC–Co cermet powders were shown to successfully provide corrosion protection for Al 7075 and carbon steel substrates.43,63 It should be mentioned that cold spraying of WC–Co cermet is not co-deposition of metals and ceramics but deposition of metal–ceramic composite powders. A certain degree of ductility of the particles is required for the successful deposition and coating build-up in cold spray, justifying addition of ductile binder to the ceramic. Open cell potential curves of WC–12Co, WC–17Co and WC–25Co coating on Al 7075 in NaCl solution initially decreased due to dissolution of oxides and penetration of electrolyte; and then stabilised. Comparing the potential values of the coatings and substrate showed that the electrolyte did not reach the substrate in any of coatings. As the fraction of ductile binder increases, the coating shows less noble behaviour. By increasing fraction of ductile binder, the metal/ceramic interfaces increase. Therefore, more preferable paths are provided for the electrode to corrode, leading to the less noble electrochemical behaviour.
Aluminium blended with 50 and 70 vol.-%Mg17Al12, and cold sprayed on AZ91, was shown to successfully decrease the corrosion current density in NaCl solution, as compared to the bare substrate. In fact, the corrosion current density and corrosion potentials of both composite coatings were closer to pure Al rather than the substrate. The anti-corrosion performance was degraded as the hard intermetallic particle fraction in the Al matrix increased from 50 to 70 vol.-%. One explanation could be that the bonding among Al and Mg17Al12 particles is mechanical interlocking rather than metallurgical bonding. Interfaces in the composite coatings experienced higher strain rate, and could act as preferential reaction site for pitting or galvanic corrosion especially when some defects are present at the interface. 64
In general, corrosion behaviour of co-deposited metals/alloys with ceramic/intermetallics is influenced by two main phenomena. On the one hand, tamping effect of hard particles increases particle deformation and decreases the porosity level of the coating. On the other hand, the interface between the hard phase and the binder promotes the localised corrosion at particle boundaries. These two competing phenomena might be the reason for controversial results (improvement and deterioration of corrosion resistance) reported in the literature. The other important issue in co-deposition is considering the fraction of the hard phase in the initial blend in connection with the amount entrapped in the coating. It seems that there is a limit for the maximum amount of the second phase after which the deposition efficiency decreases. Co-deposition of metals/alloys with ceramics/intermetallics enables attaining higher deposition temperature, without nozzle clogging issues, that could be beneficial in terms of the resultant corrosion resistance of the coating.
Applications and industrial examples
A wide variety of materials such as metals, metal matrix composites, ceramics, polymers and nanostructured powders have been successfully deposited by cold spray.26,32,33,65 This provides the opportunity of exploring a wide range of coating/substrate systems with specific functions in different fields of applications. However, the industrial applications of cold spray aimed at contrasting corrosion are not so numerous. In this section, the most relevant examples for potential applications of this kind are presented and critically discussed.
Biomedical
Owing to its remarkable corrosion resistance, good biocompatibility and high mechanical strength, titanium has been widely used for many years in biomedical implants. High corrosion resistance and biocompatibility of titanium originate from titanium oxide (TiO2) forming on the surface. The lack of formation of apatite layer in bony tissues, nevertheless, deteriorates implant fixation and hinders its long term stability. To overcome this issue, co-deposition of titanium with a bioactive material can be considered. 20 and 50 wt-% Hydroxyapatite (HAP)/titanium powders were successfully deposited onto titanium substrate. 66 Electrochemical corrosion behaviour of composite coating was examined in simulated body fluid, Hanks' balanced salt solution with pH = 7.25 ± 0.15, and compared to that of pure titanium coating. Hydroxyapatite (20 wt-%) was successfully entrapped in the Ti matrix, and a dense and homogeneous coating was obtained, whereas 50 wt-%HAP led to formation of voids and crack in the coating. The corrosion potential values indicated that 50 wt-%HAP/Ti coating is thermodynamically most stable in Hanks' solution. Lowest corrosion current was also obtained for 50 wt-%HAP/Ti. The 20 wt-% HAP/Ti coating demonstrated higher corrosion current than pure Ti coating due to the fact that HAP promotes the formation of new apatite layer. The lowest corrosion current in case of 50 wt-%HAP/Ti coating was possibly attributed to the presence of long and narrow cracks in the coating. Heat treatment of the 20 wt-%HAP/Ti coating decreased the corrosion current as compared to pure Ti. It was also able to remarkably increase the ultimate shear strength and microhardness of the coating recommending HAP/Ti composite coating, as an effective candidate for load bearing biomedical implants.
Co–Cr alloys and stainless steel are also extensively used in biomedical implants. While corrosion resistance of Co–Cr alloys is higher than stainless steel, its manufacturing is much more problematic due to higher melting temperature and strength. A reasonable compromise, therefore, might be expected by making a metal matrix composite combining the two materials. Cold spray was used to deposit stainless steel and 25, 33.3 and 50 vol.-%Co–Cr alloy L605 onto mild steel substrate. 67 Potentiodynamic polarisation curves of the co-deposited stainless steel/Co–Cr alloy as well as cold sprayed pure stainless steel in Hanks' solution demonstrated higher corrosion resistance for 25 and 33%Co-Cr as compared to the pure stainless steel coating. The corrosion resistance of 50%Co–Cr was lower than that of pure stainless steel coating. Such behaviour could have been attributed to significantly increased porosity and induced cracks in the stainless steel matrix for 50%Co–Cr as compared to 25 and 33%. The 25 and 33%Co–Cr coating exhibited lower porosity than pure stainless steel coating as a result of stronger tamping effects of denser Co–Cr particles. As the proportion of Co–Cr increased, the deposition efficiency decreased. The amount of Co–Cr in the nominally 50% powder blend decreased to 33.3% entrapped in the coating; 33.3% could be, therefore, interpreted as the maximum amount of Co–Cr that could be added to stainless steel for cold spraying with the applied parameters. The loss of the Co–Cr particle in 50%, and thus increased interactions of in-flight particles, was perhaps responsible for the jump in porosity level and the deterioration of corrosion resistance.
Magnesium has been suggested as an alternative biomaterial due to several reasons. Magnesium is biodegradable; it can promote the growth of new bone tissues; its mechanical properties are compatible to those of bone tissues, and Mg2+ is an essential element to the human body. However, it suffers from poor corrosion resistance and tends to be degraded rapidly. In order to control the degradation rate, HAP was successfully cold sprayed on the Mg substrate without any phase change. 68 While the bare substrate showed considerable degradation from the very first day of immersion in simulated body fluid, HAP started dissolving after 1 day and showed signs of regeneration after 10 days. The results confirmed that the coated sample was both biodegradable and bioactive, and suitable for possible use in orthopedic implants.
Hot corrosion
Metallic components working at high temperature are vulnerable to hot corrosion, that is an accelerated form of oxidation in the presence of sulphate deposits. Such working condition mostly occurs in boilers where Ni based coatings could provide sufficient protection. Cyclic corrosion test of boiler steel in molten salt at 900°C showed intense spalling, peeling of the scale and enormous weight gain due to rapid diffusion of oxygen through the molten salt layer.69,70 Ni–20Cr coating on steel in the same testing condition, on the other hand, was found to reduce the weight gain by 87.2 69 and 78% 70 for two boiler steels, SA 516 and SA 213 respectively. Further examination revealed formation of unprotective Fe2O3 oxides in the bare steel and protective NiO and Cr2O3 in the coating. A comparison of erosion–corrosion rate of Ni–20Cr and Ni–50Cr coatings on the boiler steel in actual environment of coal fired boiler showed that Ni–50Cr provided higher resistance to the corroding species (58 and 72% reduced rate as compared to bare substrate). 71 This was correlated to the higher amount of chromium along with oxygen (thermodynamically stable chromium oxide) and higher microhardness of the Ni–50Cr coating.
Superfer 800H superalloy showed poor performance with 157.95 mpy degradation rate at high temperature erosion–corrosion condition for 1000 h, in a medical waste incinerator plan where the temperature is about 800–1000°C. 72 Super alloy cold spray coated with NiCoCrAlY, on the other hand, was able to significantly reduce the degradation rate to 36.56 mpy. The poor performance of the bare substrate was due to active oxidation in presence of chlorine and formation of porous, fragile and non-protective Fe2O3. The reduced degradation rate of the coating was attributed to the formation of protective Al2O3 with some spinels of Co–Cr and Ni–Cr at top scale and also dense structure of the coating. These protective oxides did not allow oxygen to penetrate further, and prevented corrosion of the substrate. The same phenomenon was responsible for the better performance of NiCoCrAlY coating, as compared to NiCrAlY coating, in hot corrosion condition in Na2SO4 solution. 73
Electronics
Sintered neodymium–iron–boron (NdFeB) is a new generation of permanent magnetic material that is widely used in electronics, acoustics, automation, communication and magnetic resonance imaging. The presence of the rare earth Nd in the magnet, nevertheless, significantly decreases its corrosion resistance and limits its application in humid environments. A dense coating of pure aluminium with no cracks and other defects at the interface was successfully deposited onto NdFeB using cold spray to address this problem. 74 The corrosion behaviours of the bare and coated substrates were determined by potentiodynamic polarisation in NaCl solution. The corrosion current of the coated substrate without immersion was less than one-third of the bare substrate. The corrosion current of the coating after 24 h immersion became higher than that of without immersion possibly due to damage of the oxide film already formed in the air. With further immersion, the corrosion current gradually decreased, suggesting interaction of Al and the solution to form a new oxide barrier that prevents penetration of the solution ions. Therefore, long-term protection of the NdFeB substrate could be expected by the cold sprayed Al coating.
Naval
Cavitation erosion is often a central problem in the rudders of ships that travels at high speeds. Cavitation is the formation of vapour cavities in liquids, that occurs when a liquid is subjected to rapid changes of pressure at the points where the pressure is relatively low. When subjected to higher pressure, the voids implode and cause high localised loads and cyclic stress on the exposed material surface. Material deformation and microstructural defects lead to initiation and growth of small cracks and eventually to local surface material removal. Cavitation test was performed on the classified ship building steel GL-A (equivalent to S235) and also the same substrate cold spray coated with CuAl10Fe5Ni5 bronze powders. 75 Figure 7 shows the development of mean cavitation erosion depths for coated samples with different parameters (as atomised or annealed powders, different substrate temperatures, different ratios of impact to critical velocity shown by lowercase eta). The behaviours of the bulk substrate and bulk cast CuAl10Fe5Ni5 material are also shown. Steady state cavitation rate of the coatings occurred at lower rate than that of the bulk steel. Higher cavitation resistance was obtained by optimising the cold spraying conditions. It was found that annealed powders form more cavitation resistant coating than as atomised powders at the same impact conditions. This was due to lower porosity and thus more bonded interfaces obtained by annealed powders. Small variations of impact/critical velocity ratio had minor effect on cavitation rate. Increasing substrate temperature increased deformability and resulted in higher bond strength, coating cohesion and thus cavitation resistance, reaching to an optimum at 300°C. Further increase in substrate temperature promotes surface oxidation and decreased cavitation resistance.
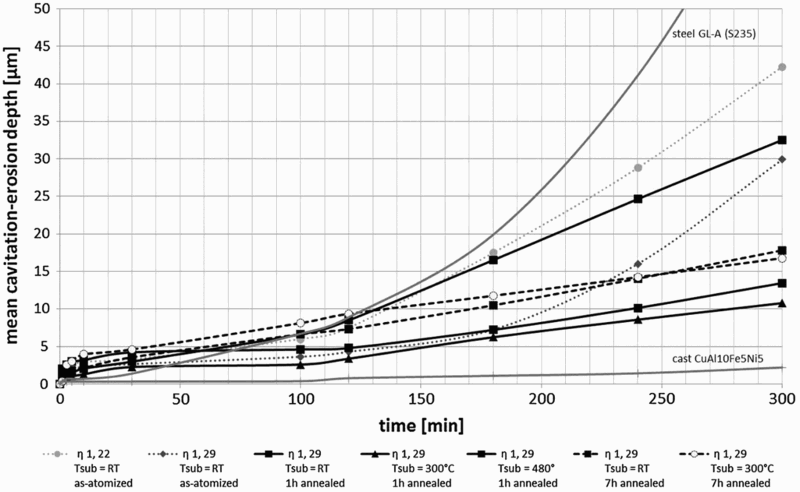
Cavitation–erosion depth for differently processed coatings and bulk reference material overexposing time 75
Path forward
Having a highly compact coating with as much less porosity as possible is crucial in majority of cold spray applications. It is widely accepted that the conditions leading to higher level of plastic deformation of the particles upon impact could result in more compact and less porous coating. Mechanical properties of the coating such as hardness, cohesion and adhesion are also often enhanced when high level of plastic deformation is induced during impact. Higher deposition temperatures and pressure, peening effect of hard co-deposited ceramics or intermetallics and using lighter carrier gas are all possible strategies for inducing higher plastic deformation, and thus obtaining better mechanical properties. Electrochemical response and corrosion resistance, on the other hand, was shown not to be necessarily improved in such conditions. Corrosion resistance increases as far as higher level of plastic deformation results in closing the pores and reducing the porosity. However, extreme localised deformation appeared to provide preferential sites for rapid corrosion kinetics by changing the chemical potential of the atoms in the deformed area. It eventually might lead to localised extensive pitting and oxide layer cracking. Viewing from this standpoint, finding a criterion to carefully compromise between mechanical and electrochemical characteristics of cold spray coating seems essential in the field; as in many applications, satisfactory performance of the coating is required in both aspects. It was shown in this review that increasing deposition temperature and pressure, finer powder particles, thicker coatings, post-heat or laser treatment and co-deposition of metals/alloys with ceramic/intermetallics are all capable of potentially improving corrosion behaviour.
The dominant point of view in corrosion protection by cold spray is to apply this technique to provide protective layer for an unfinished component. However, one prospect of cold spray could be repairing the corroded parts of the components that are already in service. Corrosion-related maintenance and failures cost the aircraft industry billions of dollars annually. Therefore, on prospect of cold spray could be in situ repairing the aeronautical components made of Al or Ti alloys, given the successful performance of such coatings against corrosion reviewed in this work. Because cold spray process is highly collimated, it is potentially suitable for localised corrosion protection and restoration, without the need for excessive masking. It can also eliminate the need to pre-surface treatments such as sand blasting, as it can bring the peening effect of the particles itself. Adding the capability of in situ repair to cold spraying would significantly increase its coverage in the field of corrosion protection. To achieve this goal, portability of cold spray unit is a central challenge to be overcome. Although the technology of designing portable cold spray systems is currently available in the limited industries, the widespread application of such units depends on the ability of making competitive deposition with stationary counterparts, in particular, for high pressure deposition regime. Therefore, design considerations of the basic elements in cold spray such as supersonic nozzle, pressure vessel and heater should be carefully revisited and optimised.
Cold spray coating, whether or not able to protect the substrate, was not found to be able to retain the corrosion properties of the bulk material of its type. It is known that cold spray significantly increases the surface roughness. Rough surfaces decrease the corrosion resistance, because of high ion release rate, plastic deformation under loading and promoting the risk of pit formation. Presence of surface defects entrapping corrosion causing species and corrosion products can accelerate pit formation and growth through the surface. Excluding this inherent disadvantage of coating could lead to more illustrative comparison of corrosion behaviour of cold spray coating and bulk material of the same type. A thin layer could be removed from the coating surface to exclude the drawbacks of high surface roughness in corrosion studies. Performing post-treatments such as grinding, machining or electropolishing on the cold spray coatings and studying the effects on corrosion performance are worth examining. This can improve the corrosion behaviour of the coating to approach to that of the bulk material, and more importantly, this can reveal how corrosion mechanisms might change from bulk material to the coating when the roughness effect does not intervene.
Cold spraying of titanium offers an attractive avenue for designing against aqueous corrosion as well as biomedical applications. Nevertheless, some level of difficulty has been often reported in cold spraying of titanium and its alloys. High levels of Porosity as well as interconnected pores significantly deteriorate corrosion performance of titanium coatings. A comprehensive optimisation of deposition parameters is, therefore, needed to exploit the full advantage of titanium as cold spray coating. As a rule of thumb, ‘high end parameters’ should be set in cold spraying of titanium particles to obtain compact coatings. Preheating of the powders and the substrate, high temperature deposition, 1000°C for instance, impact velocities far higher than the critical velocity (1100 m s − 1 for instance) and as much less deviation from perpendicular impact as possible are some key suggestions towards successful deposition of titanium particles. Nevertheless, some limitations of available devices should be addressed first in this regard.
A primary application of thermal spray coatings for over half a century has been the galvanic protection of steel structures. In the majority of cold spray deposition onto steel substrates, reviewed here, the objective was not to provide sacrificial protection but to provide less active layer to the environment. Zinc and aluminium can provide sacrificial protection for steel. Zinc is a low melting temperature metal with low critical velocity (∼350 m s − 1); and thus an easy material to be cold sprayed. In general, it is known that incorporation of aluminium to the sacrificial zinc coating can extend the corrosion protection of steel. However, higher impact velocities (600–700 m s − 1) is needed for cold spray deposition of aluminium. Co-deposition of aluminium and zinc onto steel might be a compromise to obtain a good sacrificial protection by cold spray deposition. Volume fraction of the powders, the powder morphology and deposition temperature effect could be the subject of further study in providing sacrificial protection to steel by co-deposition of zinc and aluminium.
A very important characteristic to interpret the performance of cold spray coatings against corrosion is the level of porosity. It is often measured by analysing optical micrographs taken from the coating/substrate cross-section. It was argued in the literature that, as etching attacks the particle boundaries, a prolonged etching might result in losing particles from deposit. Therefore, the measured porosity will depend on etching duration. Moreover, such micrographs are not able to reveal very fine pores (submicrometre pores) that may exist in the coating. Optical microscopy thus seems not reliable and definitive way of determining overall porosity in the coating, and its result should be interpreted with enough caution. Along with optical microscopy, using other methods such as conductivity or heat transfer measurements, that could be sensitive to pores and interparticle bonding quality is also worth exploring. These methods can provide an easy and yet reliable tool to assess the coating performance and optimize processing parameters before going to the final time consuming corrosion tests.