
Abstract
As the compositions of traditional Ni–Fe alloy coatings generated by the co-deposition of Ni and Fe could not be modulated easily, a novel method for preparing a new Ni–Fe alloy coatings having controllable components was proposed, namely the alloying of compositionally modulated Ni/Fe multilayer films. The surface and cross-section morphologies of compositionally modulated Ni/Fe multilayer films before and after the alloying were examined by a field emission scanning electron microscopy, and the element distribution of the new Ni–Fe alloy coatings prepared by the alloying of compositionally modulated Ni/Fe multilayer films was analysed using an energy dispersive X-ray analyser. The results showed that the distribution of elements in the new Ni–Fe alloy coatings was uniform. Moreover, the magnetic properties of the new Ni–Fe alloy coatings were investigated and the results showed that the magnetic performances of the new Ni–Fe alloy coatings differed from those of the traditional Ni–Fe alloy coatings.
Introduction
Ni–Fe alloy coatings with different component proportion between Ni and Fe were applied in many fields because of their excellent properties, such as ductility and soft magnetism.1–3 Nonetheless, the ratio of constituents in Ni–Fe alloy coatings obtained by the co-deposition of Ni and Fe could not be controlled easily. Considering the highly controllable feature of the compositions of compositionally modulated multilayer films (CMMF), it is worth a try to produce the Ni–Fe alloy coatings having controllable components by way of the alloying of CMMF at high temperature.
Alloying is not a new process and was applied to produce alloy using metal powder in the last century. 4 In this paper, however, the materials for the alloying was not alloy powder but the CMMF. As a new type of coating system, CMMF, proposed in 1970s, was composed of two or more types of metal membrane alternately.5–8 Owing to the special layered structure, this new coating system had unique properties, such as high strength, excellent corrosion resistance and giant magnetoresistance.9–15 Although the preparations and properties of CMMF were investigated extensively, few people had worked on the alloying of CMMF. The CMMF generally has less period thickness, varying from the microscale to the nanometre level, and there exists a great concentration gradient between the adjacent sublayers of CMMF. Therefore, it is easy to alloy the CMMF via the diffusion of metal atoms. To verify the fact, the author once conducted research on the alloying of Cu/Ni CMMF, and the results showed that the transformation of Cu/Ni CMMF into the Cu–Ni alloy coatings was easy at appropriate conditions and that the alloying efficiency of Cu/Ni CMMF was relatively high. 16
The present work aims to achieve a new Ni–Fe alloy coating by the alloying of Ni/Fe CMMF and study its magnetic properties. In addition, the magnetic performances of the new Ni–Fe coatings prepared by the alloying of Ni/Fe CMMF were compared to those of the traditional Ni–Fe alloy deposits electroplated from alloy bath.
Experiment
The Ni/Fe CMMF produced from the dual baths was deposited on the copper substrate (with an active area of 2·5 cm × 3·0 cm). An iron plate was used as the anode for the deposition of Fe sublayers, and a platinised titanium mesh was used as the anode for the deposition of Ni sublayers. The compositions of nickel and iron baths and the working conditions are listed in Table 1.
Bath components and operating conditions for electrodeposition
The pretreatment was as follows: first, the copper was cleaned by an organic solvent (CH3CH2OH) and then rinsed in tap water; second, the copper was immersed in an alkaline cleaner (40 g L− 1 Na2CO3+5 g L− 1 NaOH) at 50°C for 3 min, and then rinsed in tap water; third, by means of the electrolysis, the copper was degreased in the solution (25 g L− 1 NaOH+25 g L− 1 Na2CO3+50 g L− 1 Na3PO4·12 H2O) at ambient temperature for 2 min, and then rinsed in tap water; finally, the copper was activated by the dilute sulphuric acid (10 % H2SO4) for 2 min, followed by further rinsing under tap water. After the pretreatment, the copper was electroplated in accordance with preconditions that are listed in Table 2. It is necessary to mention that the copper substrate was cleaned by the tap water before immersing in each bath.
Depositional conditions of Ni/Fe CMMF
The Ni/Fe CMMF prepared for the alloying had an overall thickness of 24 μm, and all the Ni/Fe CMMF had Ni coating as the top layer. The period thickness of Ni/Fe CMMF was 1, 2 and 3 μm respectively, and the Ni content was 40, 60 and 80%, separately. Then, the Ni/Fe CMMF underwent heat treatment under nitrogen atmosphere according to the conditions optimised as follows. The surface and cross-section morphologies of Ni/Fe CMMF before and after the alloying were evaluated using a field emission scanning electron microscopy and an attendant energy dispersive X-ray analyser. The magnetic properties of the new Ni–Fe alloy coatings generated by the alloying of Ni/Fe CMMF were studied at 300 K using the magnetic property measurement system, consisting of a vibrating sample magnetometer and a superconductivity quantum interference device.
Results and discussion
Alloying of Ni/Fe CMMF
Optimisation of heat treatment parameters
Although many factors affect the alloying of Ni/Fe CMMF, the main factors are processing temperature and holding time. The Ni/Fe CMMF, having a period thickness of 3 μm and an Ni content of 80%, was selected for the heat treatment at different conditions to optimise the parameters of heat treating because a bigger period thickness and a larger difference between the content of Ni and Fe both make it harder to fulfil the alloying of Ni/Fe CMMF. Local points on the cross-section of new Ni–Fe alloy coatings produced by the alloying of Ni/Fe CMMF were selected randomly, and the contents of Ni in these regions were analysed using energy dispersive X-ray analyser. The standard deviation of Ni content values was used to describe the uniformity of composition distributions in the new Ni–Fe alloy coatings. The effects of heat treating temperature and holding time on the standard deviation were researched, as shown in the following figures.
As found in Fig. 1a, the standard deviation of each data set decreases when the treatment temperature increases. This result can be explained by the fact that there has been random thermal motion in the Ni/Fe CMMF all the time and that increasing temperature leads to stronger atomic thermal motion. As mentioned above, there exists great concentration gradient in the Ni/Fe CMMF. Thus, the thermal motion will cause the directional migration of metal atoms and then the alloying of Ni/Fe CMMF if the atoms have enough energy to go over the barrier. Therefore, rising temperature promotes the atomic diffusion and accelerates the change of microstructures in Ni/Fe CMMF. It can be found from Fig. 1b that the extension of holding time results in the decrease in the standard deviation. This result implies that longer holding time benefits the alloying of Ni/Fe CMMF because the increase in holding time makes the Ni and Fe atoms spread more sufficiently and then brings a more homogeneous distribution of Ni and Fe.
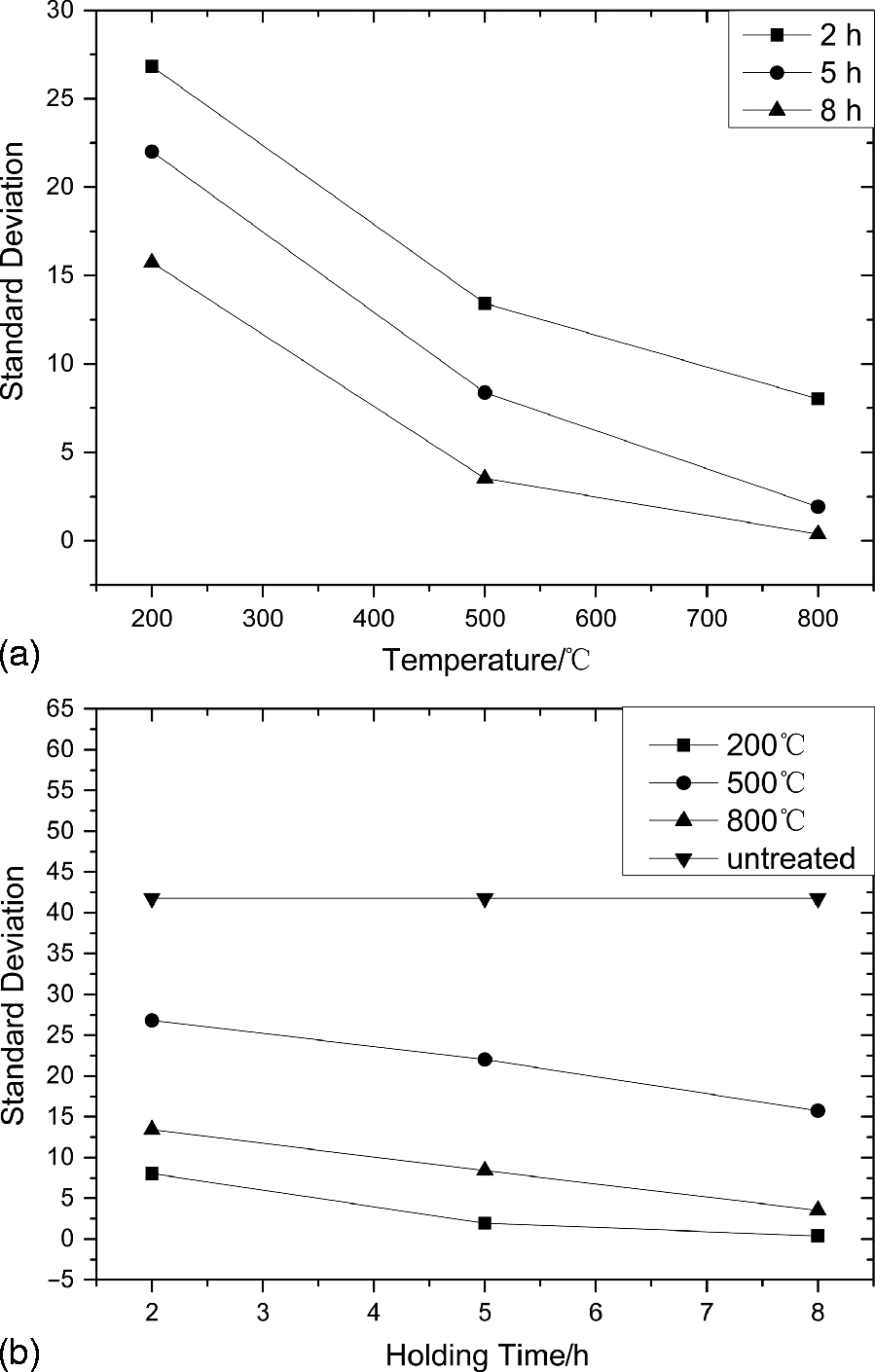
Effects of a temperature and b holding time on the alloying of Ni/Fe CMMF
On the basis of the results that both increasing the heat treating temperature and extending the holding time are in favour of the alloying of the Ni/Fe CMMF, the optimisation scheme is that the Ni/Fe CMMF should be heat treated at 800°C for 8 h. In fact, the Ni/Fe CMMF heat treated at 800°C for 8 h has the most uniform distribution of the components according to the results of the orthogonal test.
Surface and cross-section morphologies
The Ni/Fe CMMF before and after the alloying was assessed initially by their surface appearances before the characterisation of microtopographies, and the Ni/Fe CMMF before and after the alloying show satisfactory appearances because both of them have smooth appearances and that there are no visible defects on the surfaces to naked eyes. Then, the microstructures of Ni/Fe CMMF before and after the alloying were examined using field emission scanning electron microscopy.
As shown in Fig. 2, it is clear that the surface morphologies of the new Ni–Fe alloy coatings generated by the alloying of Ni/Fe CMMF consisted of thick lamellar structures (Fig. 2b) rather than tiny acicular structures (Fig. 2a). It is because the microstructures of Ni/Fe CMMF before and after the alloying have changed and the transformation of microstructures is due to the diffusion of atoms and the recrystallisation of crystallites during the alloying. Specifically, before the heat treating, the surface morphologies of Ni/Fe CMMF are composed of the pure Ni and the crystalline grains is very fine; however, due to the interdiffusion and the recrystallisation of Ni and Fe during the alloying, the surface morphologies of new Ni–Fe alloy coatings consists of the solid solution and the crystal grains is coarse.
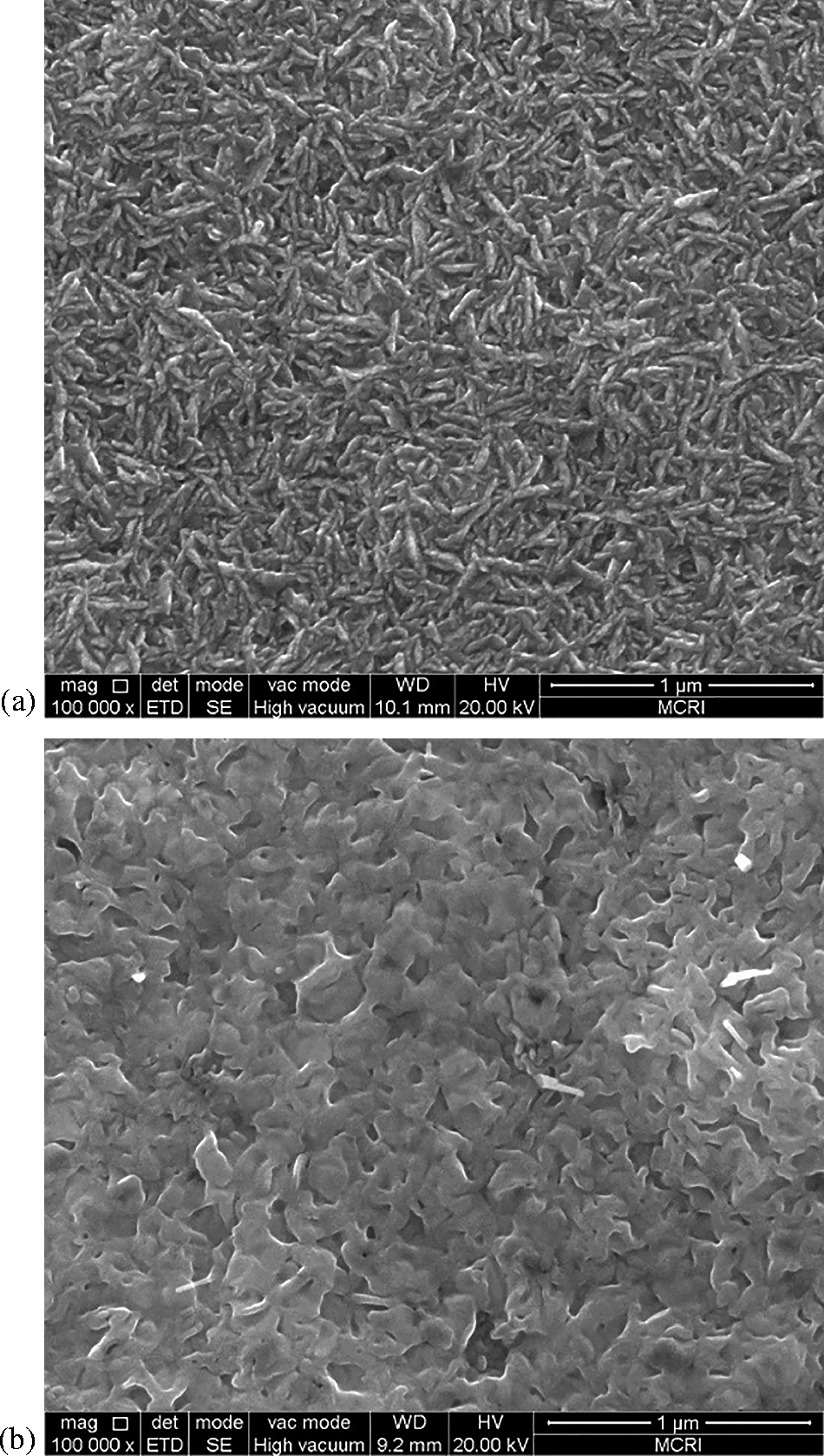
Surface morphologies of Ni/Fe CMMF a before and b after heat treatment
As shown in Fig. 3, there exists no layered structure in the new Ni–Fe alloy coatings (Fig. 3b), while the layered structure can be clearly observed from the cross-section of Ni/Fe CMMF (Fig. 3a). Apparently, the layered structure of Ni/Fe CMMFCMMF disappeared after the alloying because the mutual diffusion between Ni and Fe sublayers during the heat treatment results in the disappearance of the layered structure in the Ni/Fe CMMF. In Fig. 3a, the interface between Ni sublayer (bright band) and Fe sublayer (dark band) is obvious, and it indicates that the Ni/Fe CMMF electrodeposited from dual baths has a perfect layered structure. With the help of energy dispersive spectroscopy, the element distribution of new Ni–Fe alloy coatings was characterised. The result shows that the components of new Ni–Fe alloy coatings have a uniform distribution.
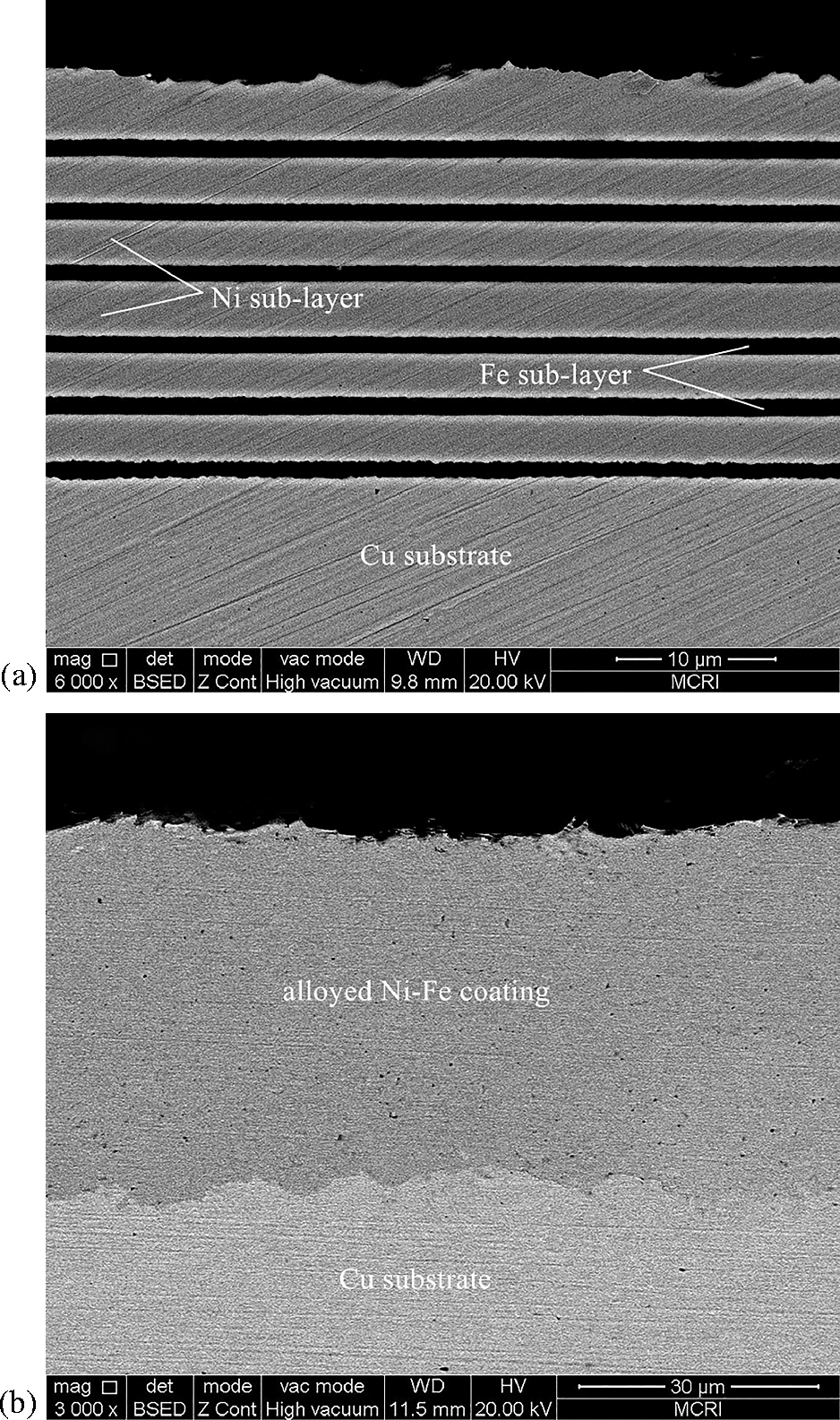
Cross-section morphologies of Ni/Fe CMMF a before and b after heat treatment
Magnetic properties of Ni–Fe alloy coatings
The new Ni–Fe alloy coatings for magnetic measurement was produced by the alloying of Ni/Fe CMMF in accordance with the optimised heat treatment conditions above. The magnetic properties of these new Ni–Fe alloy coatings were described using hysteresis loops. In addition, the hysteresis loops of traditional Ni–Fe alloy coatings electrodeposited from alloy bath were obtained for the comparison. The analysis of the hysteresis loops reveals several important magnetic parameters of the new and the traditional Ni–Fe alloy coatings, such as the maximum permeability μm, saturation magnetisation Ms, remanent magnetisation Mr and the remanence ratio S. Furthermore, these magnetic parameters are investigated as a function of period thickness or Ni content, as shown in the following figures.
Maximum permeability
As Fig. 4a shows, the maximum permeability of new Ni–Fe alloy coatings generated by the alloying of Ni/Fe CMMF first decreases and then increases by increasing the period thickness. This is because the change of period thickness produces both of positive and negative influences on the maximum permeability of new Ni–Fe alloy coatings. For example, reducing the period thickness is in favour of the distribution of elements and then the increase in maximum permeability; on the other hand, the reduction in period thickness leads to more defects and lower maximum permeability. Therefore, the selected period thickness must consider the balance in order to obtain the new Ni–Fe alloy coatings having high maximum permeability.
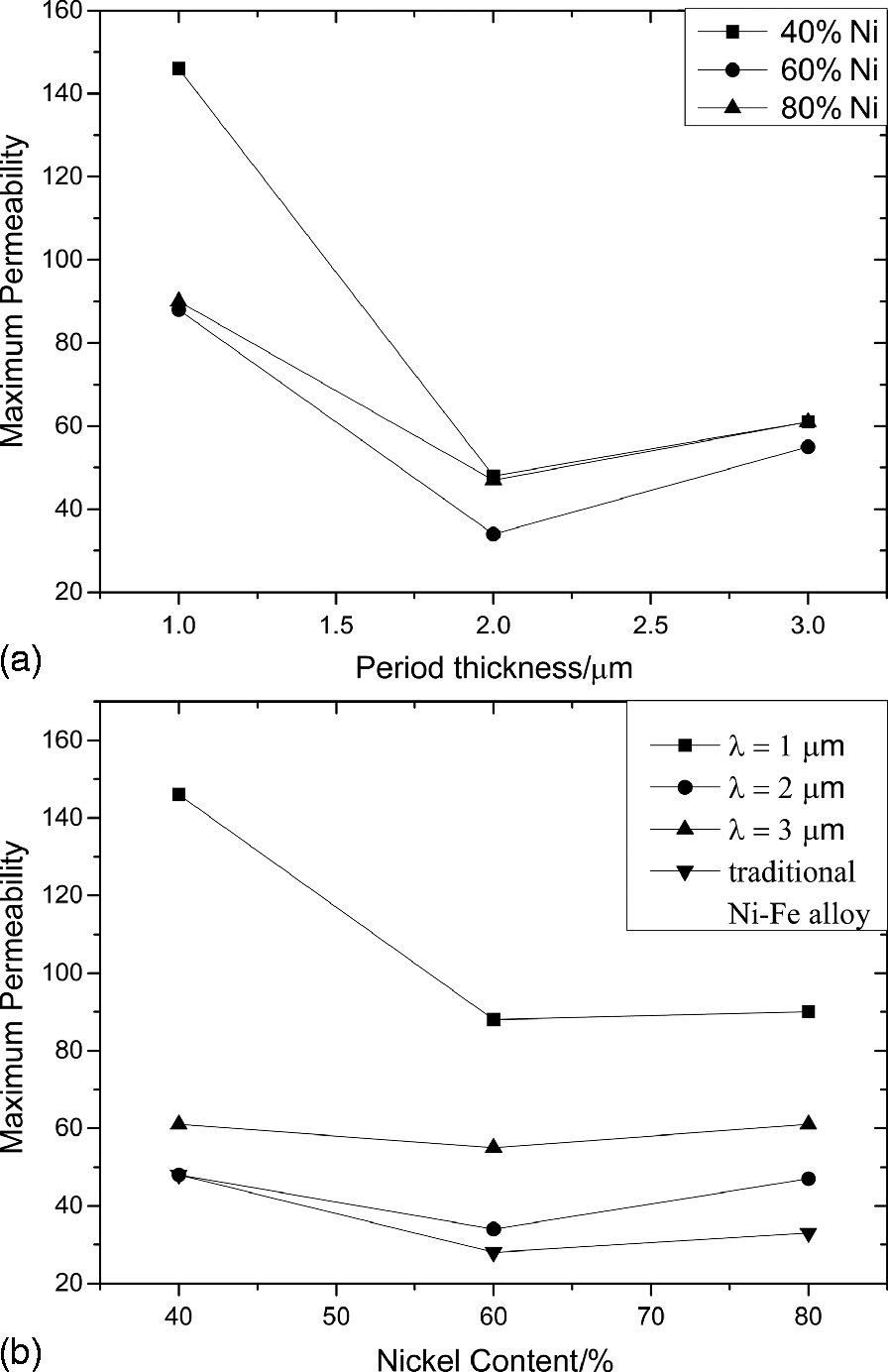
Effects of period thickness and Ni content on maximum permeability a effect of period thickness on maximum permeability of new Ni–Fe alloy coatings; b effect of Ni content on maximum permeability of new and traditional Ni–Fe alloy coatings
Figure 4b shows that the maximum permeability of both the new and the traditional Ni–Fe alloy coatings initially decreases and then increases when the Ni content increases. Obviously, reducing the Ni content of Ni–Fe alloy coatings is not always beneficial to increase maximum permeability. As known, the maximum permeability of magnetic materials primarily depends on the magnetostriction coefficient λs, magnetocrystalline anisotropy constant K1. In general, the sign of the magnetostriction coefficients of Ni is opposite to that of Fe, and the magnetocrystalline anisotropy constant of Ni has opposite signs to that of Fe as well. Thus, an appropriate content proportion of Ni can decrease the magnetostriction coefficient and magnetocrystalline anisotropy constant and then increase the maximum permeability of the new Ni–Fe alloy coatings.
In addition, compared to the maximum permeability of traditional Ni–Fe alloy coatings, the new Ni–Fe alloy coatings with the Ni content of 40, 60 and 80% has higher maximum permeability. This should be due to the special preparation method of the new Ni–Fe alloy coatings, which results in a lower absolute value of the magnetostriction coefficient and magnetocrystalline anisotropy constant.
Saturation magnetisation
As shown in Fig. 5a, the saturation magnetisation Ms of new Ni–Fe alloy coatings prepared by the alloying of Ni/Fe CMMF decreases at the beginning and then increases with the increase in period thickness. It shows that increasing period thickness does not always bring about the increase in saturation magnetisation. This is because the period thickness affects the saturation magnetisation of the new Ni–Fe alloy coatings in positive and negative ways. Consequently, a proper period thickness is in favour of increasing the saturation magnetisation of the new Ni–Fe alloy coatings.
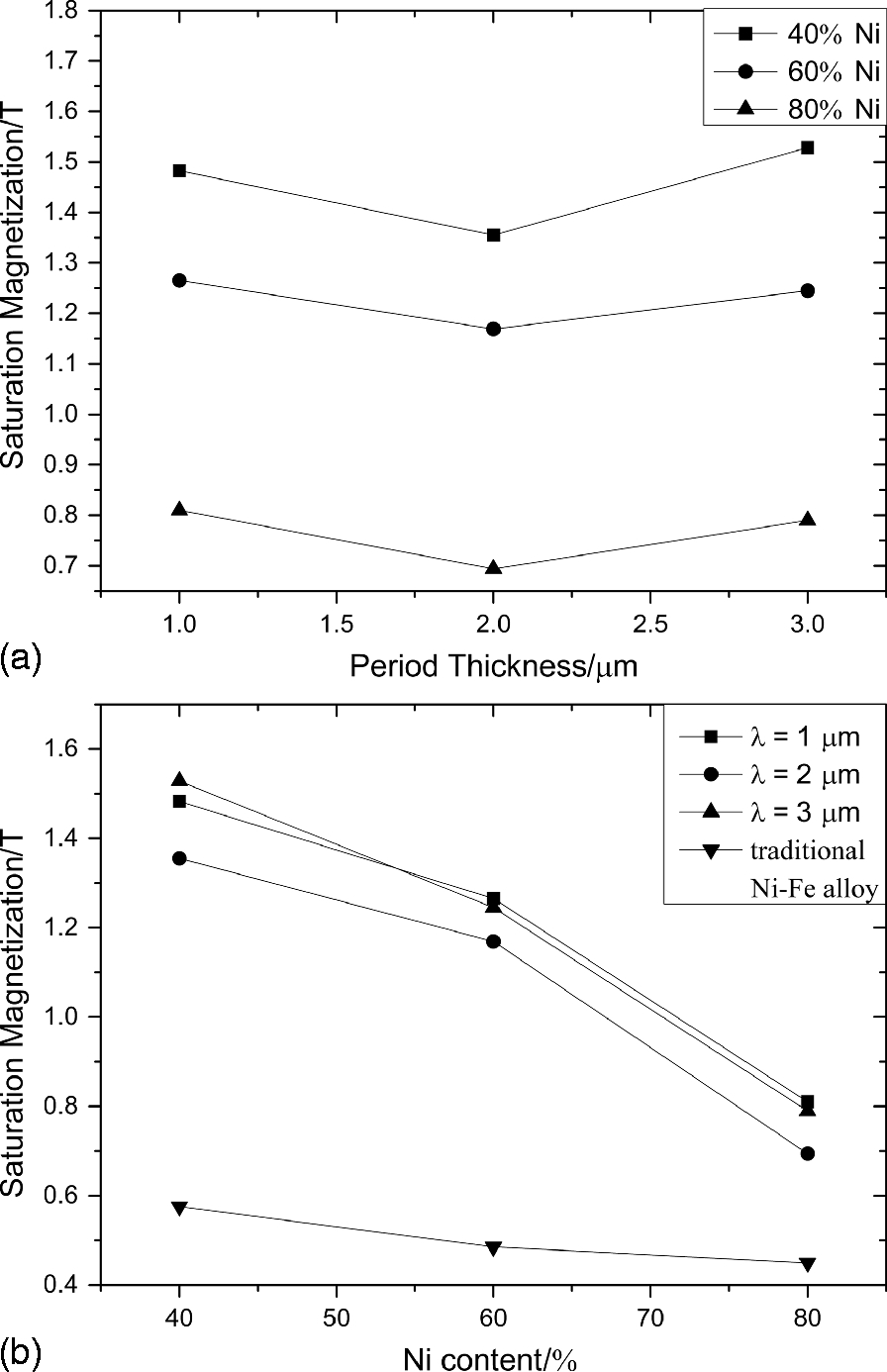
Effects of period thickness and Ni content on saturation magnetisation a effect of period thickness on saturation magnetisation of new Ni–Fe alloy coatings; b effect of Ni content on saturation magnetisation of new and traditional Ni–Fe alloy coatings
It can be observed from Fig. 5b that increasing the Ni content leads to the reduction in saturation magnetisation of both the new and the traditional Ni–Fe alloy coatings. The reason for the fact is that the chemical composition determines the atomic magnetic moment and then the saturation magnetisation of Ni–Fe alloy coatings. The nickel has a much lower atomic magnetic moment than the iron. Thus, increasing the Ni content of the new and the traditional Ni–Fe alloy coatings causes the decrease in average magnetic moment and then the reduction in the saturation magnetisation.
After the comparison of saturation magnetisation between the new and the traditional Ni–Fe alloy coatings, it can be found that the saturation magnetisation of the new Ni–Fe alloy coatings is higher than that of the traditional Ni–Fe alloy coatings with the corresponding compositions. This may be because the new Ni–Fe alloy coatings after the heat treatment have a higher average magnetic moment than the traditional Ni–Fe alloy coatings.
Remanent magnetisation
As shown in Fig. 6a, the remanent magnetisation of new Ni–Fe alloy coatings produced by the alloying of Ni/Fe CMMF initially decreases and then increases by increasing the period thickness, which shows a similar trend with its saturation magnetisation. It is because the change of period thickness has positive and negative effects on the crystalline anisotropy and then the remanent magnetisation of new Ni–Fe alloy coatings. As a result, an appropriate period thickness can result in the decrease in the remanent magnetisation.
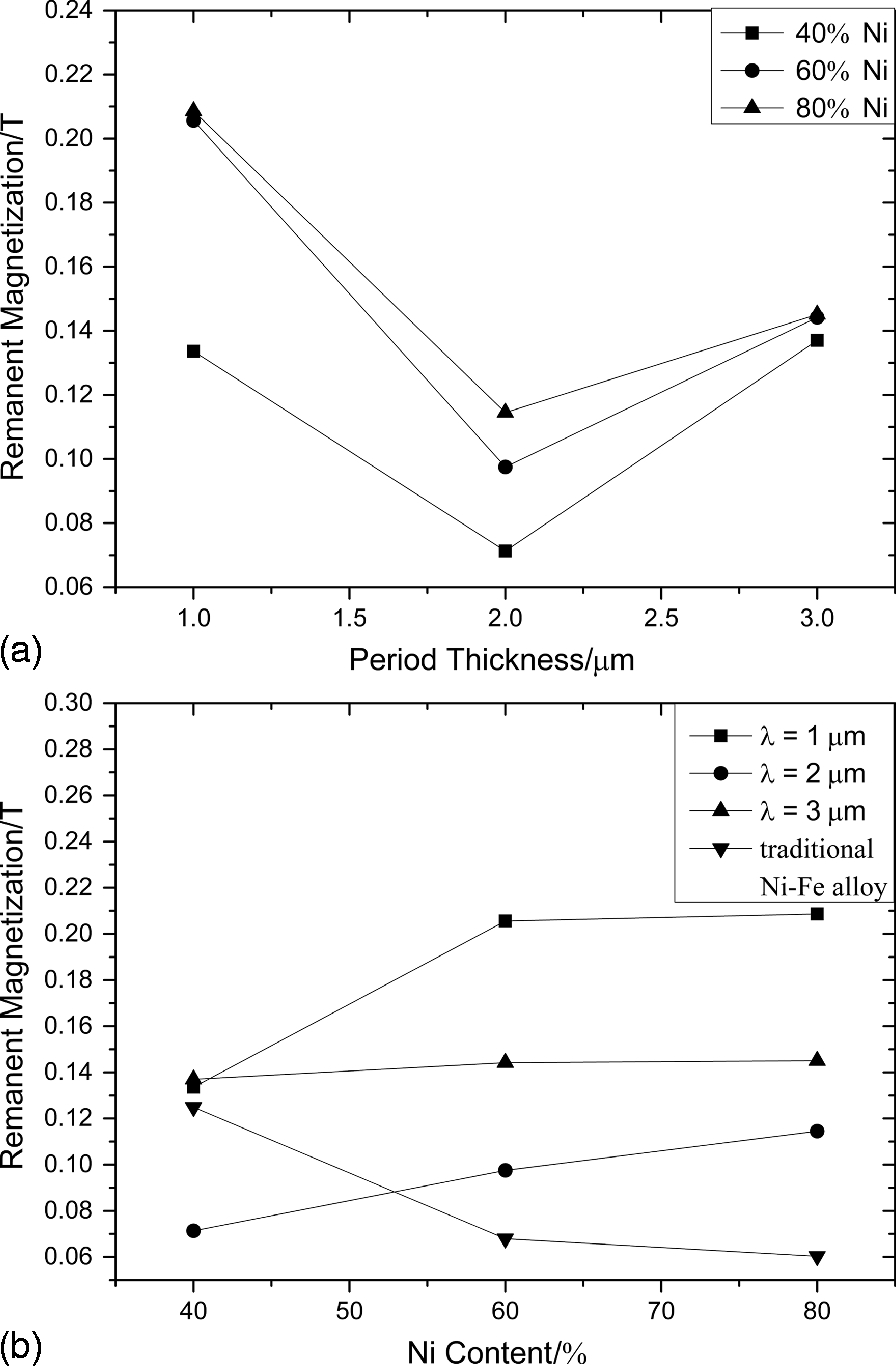
Effects of period thickness and Ni content on remanent magnetisation a effect of period thickness on remanent magnetisation of new Ni–Fe alloy coatings; b effect of Ni content on remanent magnetisation of new and traditional Ni–Fe alloy coatings
As Fig. 6b shows, the remanent magnetisation of the traditional Ni–Fe alloy coatings produced by co-deposition of Ni and Fe decreases with the increase in the Ni content. It is because the remanent magnetisation of traditional Ni–Fe alloy coatings is dependent on the crystalline anisotropy constant that is influenced by the chemical compositions. Therefore, increasing the Ni content leads to the change of crystalline anisotropy constant and then the reduction in remanent magnetisation of the traditional Ni–Fe alloy coatings.
However, the remanent magnetisation of the new Ni–Fe alloy coatings increases by increasing the Ni content, opposite to that of the traditional Ni–Fe alloy coatings. This can be attributed to the diffusion of atoms and the recrystallisation of crystalline grains during the alloying process. Specifically, the heat treatment results in a different change of the crystalline anisotropy and a reverse trend of the remanent magnetisation of the new Ni–Fe alloy coatings.
Remanence ratio
It is known that the remanence ratio of magnetic materials is defined as the ratio of remanent magnetisation to saturation magnetisation. Therefore, the remanence ratio of magnetic materials depends on the remanent magnetisation and the saturation magnetisation completely.
As shown in Fig. 7a, the remanence ratio of new Ni–Fe alloy coatings generated by the alloying of Ni/Fe CMMF first decreases and then increases with the increase in period thickness. It results from the change of the remanent magnetisation and the saturation magnetisation. By changing the period thickness of new Ni–Fe alloy coatings, the remanent magnetisation has a greater change than the saturation magnetisation though both of them have a similar trend, which results in the initial reduction and then increase in the remanence ratio.
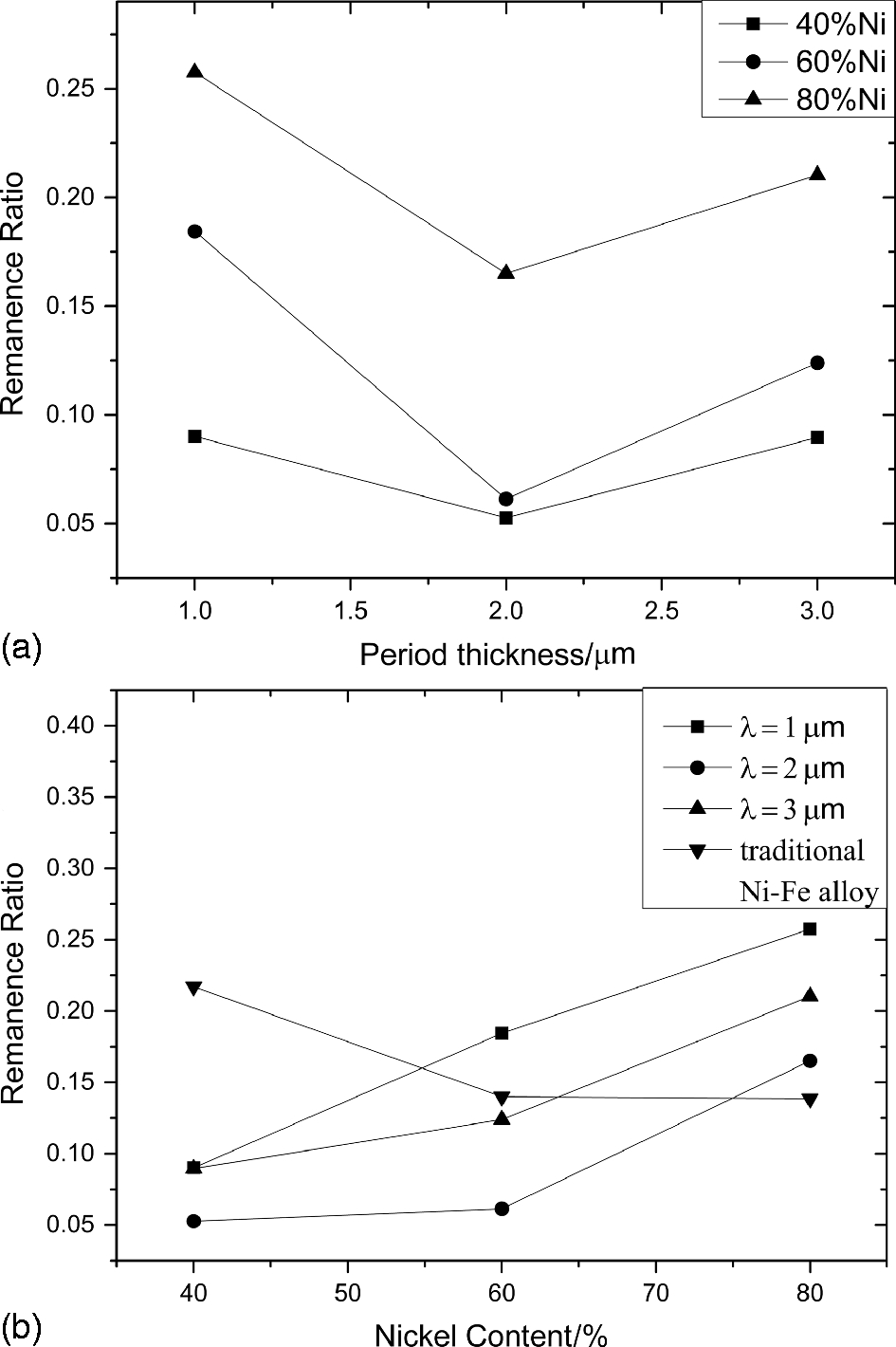
Effects of period thickness and Ni content on remanence ratio a effect of period thickness on remanence ratio of new Ni–Fe alloy coatings; b effect of Ni content on remanence ratio of new and traditional Ni–Fe alloy coatings
Figure 7b shows that the remanence ratio of traditional Ni–Fe alloy coatings electroplated from single bath decreases by increasing the Ni content. With the increase in Ni content, the remanent magnetisation has a greater change than the saturation magnetisation, although the remanent magnetisation has a similar changing trend with the latter.
However, the effect of Ni content on remanence ratio of new Ni–Fe alloy coatings produced from alloy electrolyte is different from that of traditional Ni–Fe alloy coatings. This is attributed to the increase in remanent magnetisation and the decrease in saturation magnetisation when the Ni content increases. Thus, the remanence ratios of the new and the traditional Ni–Fe alloy coatings have an opposite trend.
Conclusion
In this article, a novel method is proposed to produce the new Ni–Fe alloy coatings with controlled compositions and uniform microstructures. The new Ni–Fe alloy coatings produced by the alloying of compositionally modulated Ni/Fe multilayer films have higher maximum permeability and higher saturation magnetisation than the traditional Ni–Fe alloy coatings produced by the co-deposition of Ni–Fe. Moreover, the experiments show that the constituents and the preparation methods jointly affect the magnetic properties of Ni–Fe alloy coatings.
On the basis of the results above, it is reasonable to infer that other new magnetic alloy coatings having controllable constituents can be prepared by the alloying of CMMF, and these alloyed magnetic coatings perhaps have higher maximum permeability, higher saturation magnetisation and so on. Therefore, the new preparation method proposed has the potential to enhance the magnetic properties and widen the applications of the magnetic alloy coatings.