
Abstract
Aluminising of thermal sprayed TiAl-based alloys (49.1 at-% Al) was conducted by a two-step diffusion treatment at 700°C and 1100°C. The coating morphology is strongly dependent on the diffusion temperature; a poreless and thicker TiAl3 layer is obtained at a temperature of 700°C, while the intermediate layer predominantly grows at a temperature of 1100°C. In addition, the second diffusion treatment at 1100°C can also decrease the overall pore volume in the TiAl3 layer. In a cyclic oxidation test at 900°C in the air, TiO2 scale predominantly grows in pores and cracks that occur in the coating, and this promotes the oxidation. It is demonstrated that the two-step diffusion treatment improves the oxidation resistance of aluminide coating on TiAl-based alloys because of the formation of poreless TiAl3 and the crack suppression by the intermediate layer.
Introduction
In recent years, the importance of TiAl-based alloys has been increasingly acknowledged for use in aerospace engines and automobile components because of their high specific strength and creep resistance at high temperatures. However, their oxidation resistance is inadequate for practical use at high temperatures over 800°C. 1 Thus, several attempts have been made to improve the high temperature oxidation resistance through the addition of alloying elements1–5 and surface treatment.6–16 Aluminising has been used for heat-resistant materials as a coating technique that generates an oxidation-resistant aluminide by reaction diffusion. Studies on aluminising TiAl-based alloys have been conducted using various techniques such as pack cementation,17–19 hot-dip coating,20–22 gas phase aluminising 23 and annealing of electrically plated substrates. 24 The purpose of these aluminising processes is essentially to form an Al-rich intermetallic layer of TiAl3, which has a higher oxidation resistance. In particular, aluminising using aluminium coating and diffusion heating has the advantages of the formation of an intermediate Al gradient layer between the outermost layer and the substrate and control over the coating thickness. Our previous studies demonstrated that aluminising with thermal aluminium spray and a subsequent diffusion treatment forms a thick TiAl3 layer.25,26 By performing diffusion treatment at temperature over 1000°C, an intermediate layer comprising Ti–Al intermetallics can be formed at the interface between the substrate and the outer TiAl3 layer. It has been reported that the formation of the intermediate layer can provide a protective coating against thermal stress environments. 27 In the present study, a method of controlling the growth of intermetallic layers by a two-step diffusion treatment at lower and higher temperatures is proposed. The processes of forming intermetallic layers during diffusion heating and the oxidation resistance of these layers were investigated.
Experimental procedure
Cast TiAl-based alloys containing 49.1 at-% Al were prepared for the substrate as detailed in our previous study.
25
The cast ingot was homogenised by heating it at 1400°C for 60 s, followed by furnace cooling. The microstructure of the substrate after the homogenisation comprised a full laminar structure of α2-Ti3Al and γ-TiAl. The cast ingot was cut by electrical discharge machining into sheet specimens with dimensions of 40 mm in length, 30 mm in width and 5 mm in thickness. The surface of the specimen with the dimensions of 40 × 30 mm was blasted with alumina grains that had a mean grain size of 150 μm, and coated by wire arc spraying using a pure aluminium wire (99.9% purity) with a diameter of 1.6 mm. The spraying parameters were an arc current of 200 A, an arc voltage of 25 V, a wire feed rate of 2.5 g s− 1 and an atomising argon gas pressure of 400 kPa. The distance between the spray gun and the substrate was 100–150 mm, and the mean grain size of the atomised particles was 150 μm. Figure 1 shows the aluminium-coated specimen. The mean thickness of the aluminium coating was approximately 120 μm. The aluminium-coated specimens were heated in the air using an electric furnace, followed by air cooling to room temperature. To determine the condition of the two-step diffusion treatment, the growth of intermetallic layers was investigated at a range of diffusion temperatures, TD, from 700°C to 1100°C. Energy-dispersive X-ray spectroscopy (EDS) and an X-ray diffractometer (XRD) were used to measure the composition of Al and Ti in the coating layer. In the two-step diffusion treatment, the thermally sprayed specimen was heated at a rate of approximately 3°C s− 1 to 700°C and that temperature was maintained for 3.6 ks. The temperature was subsequently increased at a rate of about 3°C s− 1 to 1100°C and maintained for 3.6 ks, followed by air cooling. Furthermore, to evaluate the oxidation resistance of each intermetallic layer formed in the aluminised coating, the specimen with the two-step diffusion treatment was prepared in the same manner and obliquely polished to the desired coating thickness. The oxidation resistance of the aluminised specimens was evaluated by cyclic oxidation tests in static air. The oxidation test specimens were cut to dimensions of 23.2 mm in length, 12.7 mm in width and 4.5 mm in height after the aluminising process. The 23.2 × 12.7 mm faces were aluminised, while the other faces were polished using an 800 grit abrasive paper. The specimens were placed in an alumina crucible and heated in a tubular furnace. Each test cycle comprised heating for 1.8 ks at 900°C and furnace cooling to room temperature. Oxidation tests were conducted for up to 50 cycles (200 h) in total.
Cross-sectional micrograph of a thermal spray aluminium-coated specimen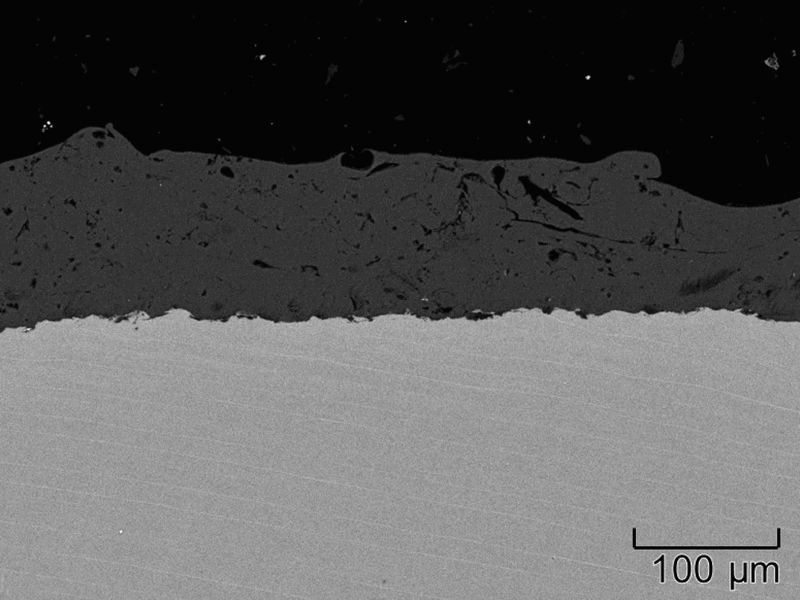
Results and discussion
Evolution of coating microstructure based on diffusion conditions
Figure 2 shows the typical coating microstructures for the diffusion temperatures of 1100°C, 900°C and 700°C. The intermetallic phases identified by EDS and XRD analyses are shown in the figure by markers. The Al-rich TiAl region was estimated by EDS line analysis. In this study, the formation process of the intermetallics observed in the temperature range is similar to that shown in the results of a previous study.
26
The thickness of the TiAl3 layer rapidly increased at the first stage and attained the maximum thickness. The intermediate layer subsequently grew with the outer TiAl3 layer as the Al diffusion source, while the thickness of the TiAl3 layer decreased in this stage because of this Al consumption. In contrast, the coating microstructure showed a drastic variation depending on the diffusion temperature. At TD = 1100°C (Fig. 2a), the outermost TiAl3 layer had an uneven surface. The TiAl3 layer changed to a porous shape at 900°C (Fig. 2b) and at TD = 700°C (Fig. 2c), a poreless TiAl3 layer was obtained. These results may be related to the nucleation and crystallisation process of TiAl3. At an earlier stage of the diffusion treatment, the initial aluminium coating melted and the base metal dissolves into the molten aluminium with the epitaxial growth of TiAl3. The formation of an uneven surface at higher diffusion temperatures may be responsible for the rapid nucleation and growth of the TiAl3 layer. Cracks were generated in the TiAl3 layer during the cooling because of the brittleness.
28
The TiAl3 growth is inhibited by the flowing-out and the oxidation of liquid aluminium during the diffusion treatment at higher temperatures, with the maximum thickness of the TiAl3 layer consequently decreasing. In contrast, the formation of poreless TiAl3 layers at 700°C can be attributed to the comparatively lower viscosity and oxidation rate of the liquid aluminium at this diffusion temperature. The thickness of the intermediate layer rapidly decreased at diffusion temperatures below 1100°C (Fig. 2b and c). At TD = 1100°C, the formation of Ti2Al5 was confirmed in the intermediate layer (Fig. 2a), as discussed in a previous study.
25
Ti2Al5 appears above 990°C in the Ti–Al phase diagram,
29
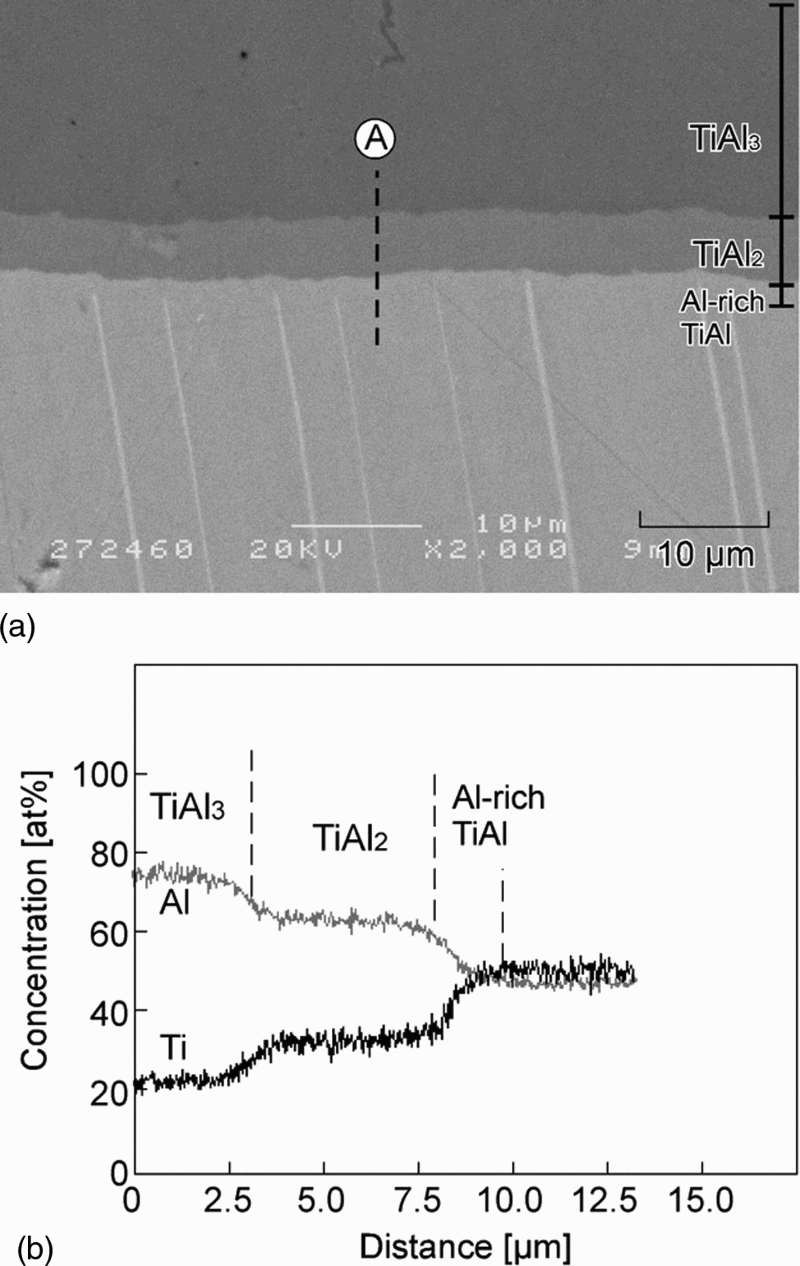
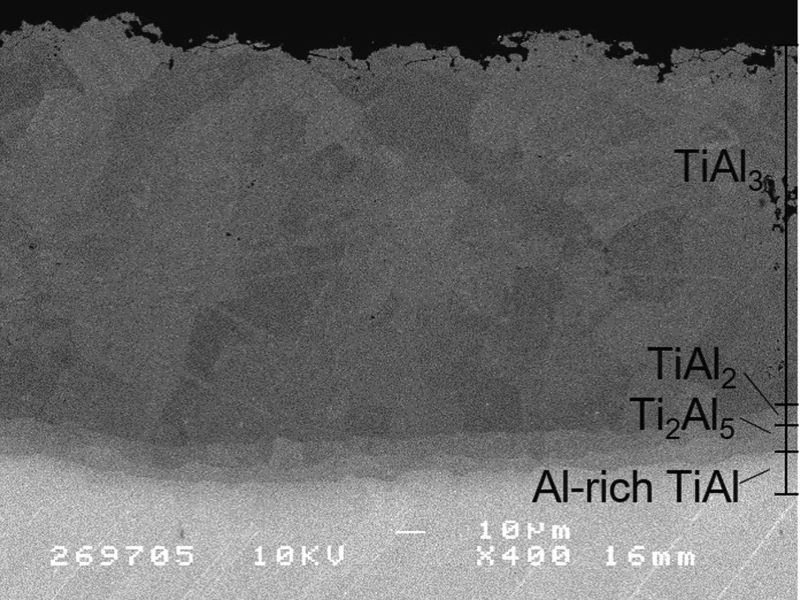
thus, it is assumed that the Ti2Al5 phase decomposed to TiAl2 and TiAl3. TiAl2 was dominant form at temperatures lower than 900°C. Figure 3 shows a cross-section of the specimen diffused for 28.8 ks at 900°C and the Al and Ti concentration distributions measured by EDS. Although the Al-rich TiAl layer is unclear in the micrograph of Fig. 3a, an Al diffusion of approximately 2 μm can be confirmed in the EDS results (Fig. 3b). In the Al-rich TiAl region, the laminar α2-Ti3Al phase is not observed. A cross-sectional micrograph of a specimen processed with two-step diffusion treatment at 700°C for 3.6 ks and at 1100°C for 3.6 ks is shown in Fig. 4. The additional heating at 1100°C produced a decrease in the number of pores in the TiAl3 layer, while the intermediate layer comprised Ti2Al5, TiAl2 and Al-rich layer increased to approximately 40 μm. The growth of intermetallics during the diffusion treatment is considered to be diffusion-controlled. The activation energy for the growth of the TiAl2 and Al-rich TiAl layers were reported in a previous study to be approximately 194 and 292 kJ mol− 1.
26
The value in the Al-rich TiAl layer is much higher than that in TiAl2 layers and corresponds to the activation energy for the self-diffusion of TiAl.
30
Thus, it is concluded that the lower growth rate of the Al-rich TiAl layer is attributable to the small diffusion coefficient in the substrate including TiAl and the Al-rich TiAl layer. In addition, this implies that a diffusion temperature over 1000°C is needed to generate a sufficient Al-rich TiAl layer.
Cross-sections of specimens that were diffusion treated for 3.6 ks at diffusion temperatures, TD, of (a) 1100°C, (b) 900°C and (c) 700°C Intermediate layer formed in a specimen that was diffusion treated at 900°C for 28.8 ks. (a) cross-section and (b) energy-dispersive X-ray spectroscopy (EDS) line analysis along a dashed line ‘A’ Aluminide coating formed by two-step diffusion treatment at 700°C and 1000°C for 3.6 ks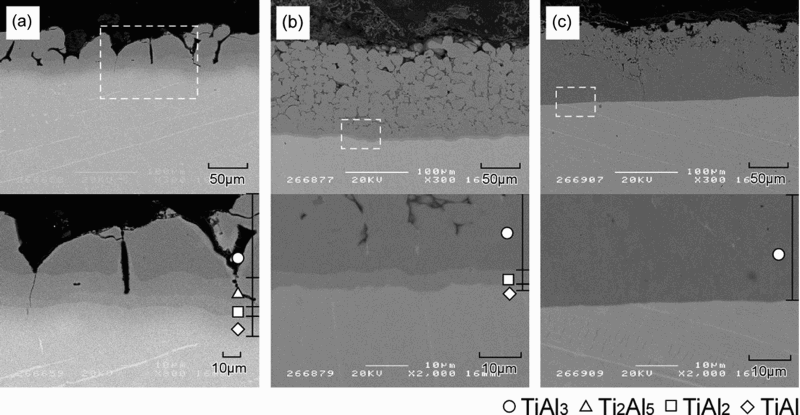
Oxidation resistance of aluminised specimen
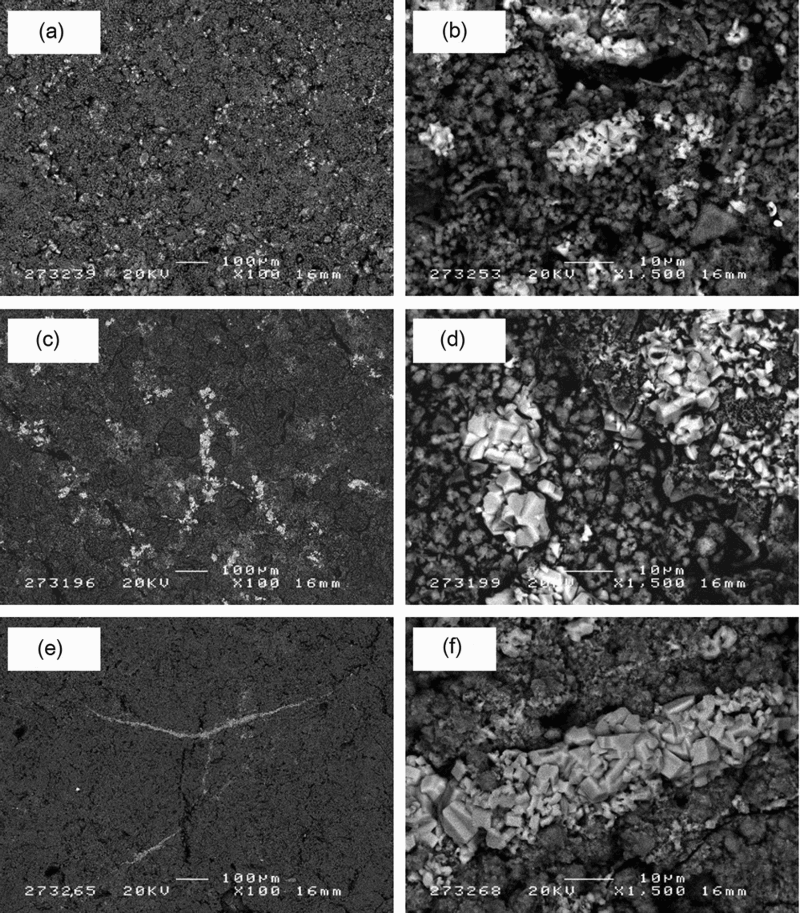
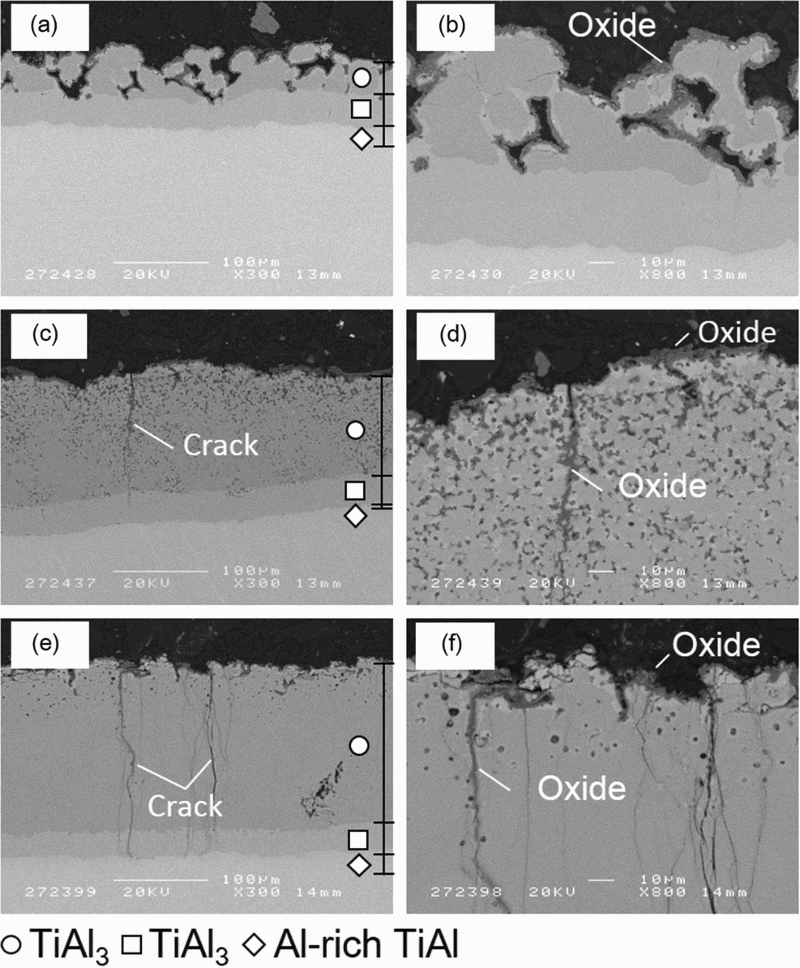
Figure 5 shows the surface appearances of the oxidised specimens after 200 h. White scale composed of titanium dioxide (TiO2) is observed on the uncoated surface (Fig. 5a). The mass gain of uncoated area mostly comprises this TiO2 scale. The colours of the aluminide coated specimens with TD = 1000°C and 700°C (Fig. 5b and c) become slightly whiter, while almost no change is observed in the two-step diffusion treatment (Fig. 5d). Figure 6 shows backscattered electron images at high magnifications for the surfaces corresponding to those in Fig. 5. White prismatic particles are confirmed on the surfaces with TD = 700°C (Fig. 6a and b), the whitening of the coating observed on the surface is likely because of the formation of these particles. The white particles formed in lines on the surfaces with TD = 700°C and the two-step diffusion-treated surface, as shown in Fig. 6d and e. Energy-dispersive X-ray spectroscopy analysis of the white particles showed that the phase mainly contained Ti and O, and thus the oxidised surface was identified as a dual phase composed of Al2O3 in grey and TiO2 in white. Figure 7 shows a cross-sectional micrograph of the oxidised coating. In the cross-section of the specimen with TD = 1100°C shown in Fig. 7a and b, oxide layers formed on the specimen surface and the inner surfaces of pores. Since a thin TiAl2 region is observed near the oxide film, the formation of TiO2 is considered to be because of the Al reduction in the surface of the TiAl3 layer. Similar oxides that formed on the inner surfaces of the pores are confirmed in the cross-section of the specimen with TD = 700°C (Fig. 7c and d). In addition, cracks occurred are shown to have in the coating layer, and oxides are formed along the cracks. The formation of the line of TiO2 particles on the surface is considered to be because of the penetration of oxygen into the surface crack and the presence of internal oxides. Although the cracking is observed in the two-step treated specimen as well (Fig. 7e and f), fewer oxidised pores were observed than in the specimen with TD = 700°C. The thick TiAl3 layer and pores promote the occurrence of crack and the oxygen penetration. In contrast, the coating layer without crack in the specimen with TD = 1100°C may be attributed to the formation of intermediate layer including Al-rich TiAl layer, which has relatively high ductility. Therefore, the superior oxidation resistance of the two-step diffusion-treated specimen is presumably a consequence of the poreless TiAl3 layer and the crack suppression by the intermediate layer.
Changes in surface appearance because of oxidation of (a) uncoated specimen and diffusion-treated specimen at (b) 700°C, (c) 1100°C and (d) two steps of 700°C and 1100°C Backscattered electron images of oxidised surfaces of diffusion-treated specimens at (a, b) 700°C, (c, d) 1100°C and (e, f) two steps of 700°C and 1100°C Backscattered electron images of cross-sections of oxidised specimens diffusion treated at (a, b) 700°C, (c, d) 1100°C, and (e, f) two steps of 700°C and 1100°C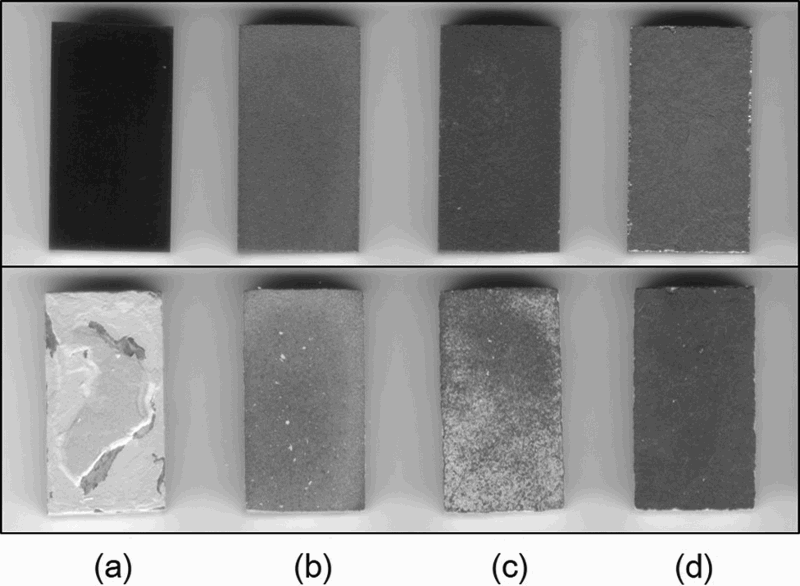
Oxidation resistance of intermediate layer
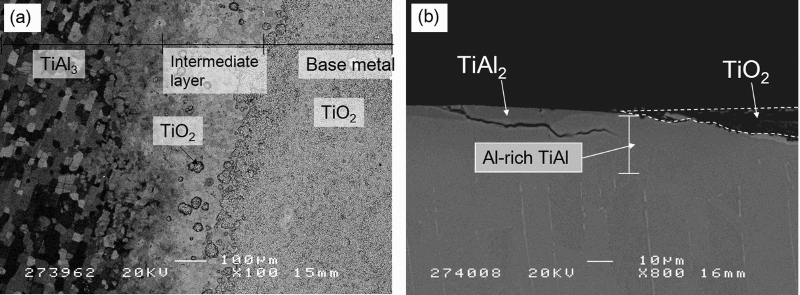
Figure 8 shows a change in the appearance of the surface of a specimen whose the aluminide-coated surface was obliquely polished. The images were taken in the secondary electron imaging mode. The oxidation test was conducted for four cycles (20 h), and the surface was observed at the end of each oxidation cycle. TiAl3, TiAl2 and Al-rich TiAl layers were confirmed on the surface before the oxidation test as shown in Fig. 8a. Oxide scale comprising TiO2 grew mostly in the base metal area, and the delamination of the scale occurred during the cooling in each oxidation cycle. The aluminide coating area changed in appearance during the first oxidation cycle (Fig. 8b), then showed almost no change for the remainder of 20 h (Fig. 8c and d). Backscattered electron images of the intermediate layer at a high magnification and its cross-section after the oxidation test are shown in Fig. 9. On the surface of the backscattered electron image shown in Fig. 9a, TiO2 scales are shown to have formed in spots in the region of the intermediate layer. In contrast, in the cross-section (Fig. 9b), it is found that the oxide scale grows on the base metal, and the thickness decreases in the Al-rich TiAl region. The Al concentration of the Al-rich TiAl near the TiAl2/Al-rich interface was measured to be 59 at-%. Thus, TiAl3 and TiAl2 have sufficient oxidation resistances in this condition. The formation of spot-like scale in the intermediate layer is because of this layer's lower Al content and the inhomogeneity of the coating layer.
Changes to the surface of an obliquely polished specimen over the course of the oxidation test (a) before oxidation test. After oxidation times: (b) 4 h, (c) 8 h, (c) 12 h and (d) 20 h Backscattered electron images of (a) surface and (b) cross-section near the intermediate layer after oxidation test for 20 h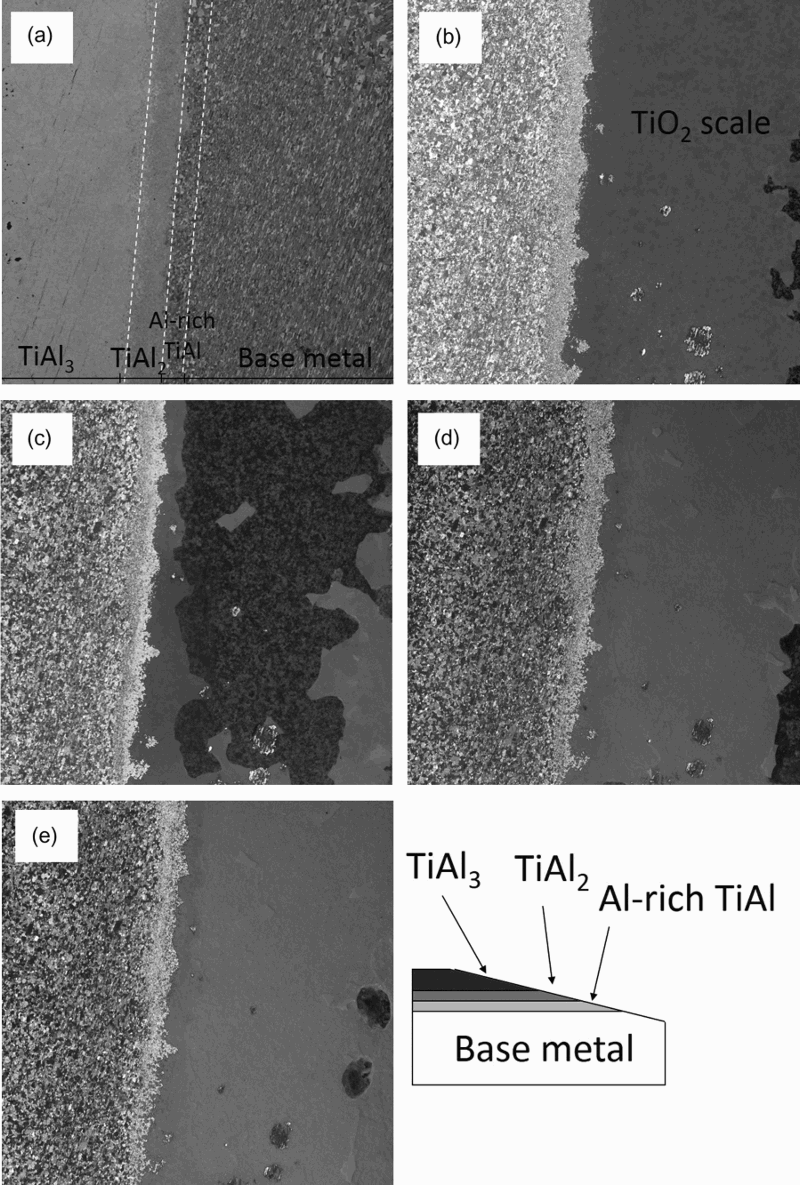
Summary
In this study, the coating morphology of the the aluminide coating changed depending on the diffusion temperature. The maximum thickness of the outermost layer of TiAl3 increased, and a poreless layer was obtained by performing diffusion at lower temperatures below 700°C. In contrast, intermediate layers comprising TiAl2 and Al-rich TiAl primarily formed at higher temperatures over 1000°C because of their low growth rate. Thus, a two-step diffusion treatment is effective for the generation of a thicker TiAl3 layer and an intermediated layer with a high Al concentration. Furthermore, performing a second heating at a higher temperature significantly decreases the number of pores in the TiAl3 layer. The TiAl3 and TiAl2 formed in the aluminide coating have sufficient oxidation resistances under oxidation at 900°C. TiO2 scale is predominantly formed in Al-rich TiAl layers with Al concentration below 59 at-%. Thus, the decrease in the oxidation resistance of aluminide coating is caused by the decrease of the Al content, and oxidation is promoted by the existence of pores and cracks occurring during the oxidation cycle. The oxidation resistance of aluminide coating on TiAl-based alloys can be improved with the proposed two-step diffusion treatment because of the resulting formation of a poreless TiAl3 layer and an intermediate layer.
Footnotes
Acknowledgements
The authors thank Mr N. Idutsu of Niigata Metalicon Industry Corporation for carrying out the thermal spray aluminium coatings. This work was supported by Uchida Foundation of Energy Science.