
Abstract
Surface functionalisation of carbon nanotubes (CNTs) provides possibility of employing them in the biomedical industry as drug/growth factor carriers improving healing of a patient after injury. Carbon nanotubes are also very perspective nanomaterials as reinforcement in composites because of their mechanical properties. In the present work, single wall CNTs (SWCNTs), single wall/double wall (SW/DWCNTs) and multiwall CNTs (MWCNTs) functionalised with –COOH, –OH and –NH2 groups were tested as ion carriers in electrodeposition and as reinforcements in the composite calcium phosphate coatings. In our research, new composite coatings with Ca/P ratios ranging from 1·0 to 1·50 were obtained during electrodeposition in electrolytic solutions containing –COOH functionalised SWCNTs and MWCNTs. Amorphous calcium phosphates were fabricated in electrolytic solutions containing –NH2 functionalised MWCNTs, while no coating was fabricated in electrolytes containing –OH functionalised SW/DWCNTs. The structure and kind of functionalised groups of CNTs had an influence on the type, morphology and thickness of electrodeposited calcium phosphate coatings.
Introduction
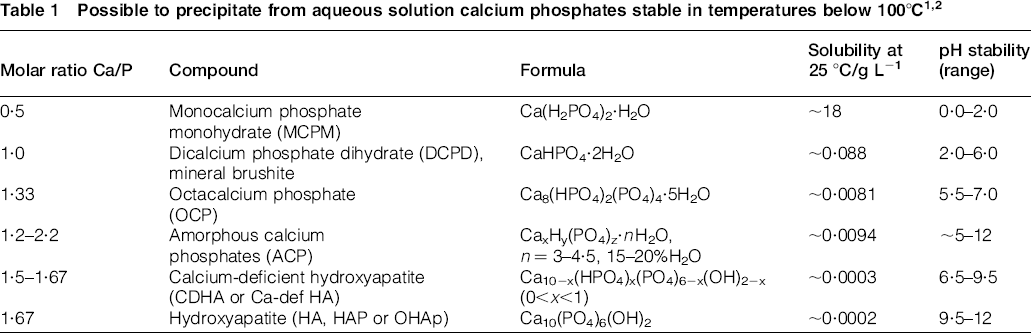
Different types of calcium phosphates ceramics with various Ca/P ratios are routinely employed as bone substitutes because of their high biocompatibility, bioactivity and osteoconductivity. There is a possibility to obtain calcium phosphates in 0·5–2·2 range of Ca/P molar ratios directly from aqueous solutions (Table 1).1,2 It is known that all Ca–P ceramics implanted in the bone provide cell anchorage sites and ensure structural guidance to form a new bone, 3 but the most popular calcium phosphate, widely used in biomaterial applications, is hydroxyapatite (HAP). From all calcium phosphates, HAP is most bioactive under physiological conditions; in addition, it is non-soluble in aqueous media phase. Hydroxyapatite, which is a main mineral component of the human bone, also encourages cell proliferation.4,5 All types of calcium phosphates suffer from low fracture toughness and poor wear resistance; however, the number of studies have shown that calcium phosphates and composites based on them could be reinforced by carbon nanotubes (CNTs).6,7 Carbon nanotubes were also successfully used to improve the titanium surface for in vivo osteoblast attachments8,9 and as peptides and ribonucleic acid carriers into cells without causing cytotoxicity.10–12
Fabrication of calcium phosphate layers on titanium implants is an extensively used industrial process for improving bioactivity of the medical devices. Recently, methods such as plasma sprayed technique, 13 laser cladding 14 or laser surface alloying 15 have been proposed for fabrication of CNT–CaP coating. It needs to be pointed out that those methods are complex and time consuming procedures, and they cannot be employed for the fabrication of coatings on porous metallic scaffolds with average pore size below few hundred micrometres. Furthermore, there are still no commercial processes where drug carriers could be easily distributed through the entire metallic scaffold structure. Unlike other methods, the electrodeposition allows fabrication of complex composite coatings in diminutive times and within metallic substrates with open porosity, such as titanium scaffolds for bone tissue engineering. During electrodeposition, CNTs may take part in transporting ions because water and molten ions enter them spontaneously under applied potential. In addition, CNTs within the coating may act as potential drug carrier within the whole scaffold structure. In this study, we propose to fabricate CaP–CNT coatings by a method that can be relatively easily optimised as an industrial process for the mass production of coatings.
Computer simulations provide fundamental modes of water transport and transport rates through CNTs of inside diameter ∼150 nm.
16
There are dynamic simulations showing spontaneous and continuous filling by water molecules of a non-polar CNT as small as 8·1 Å diameter.
17
Recent simulations showed that rapid ion transport through nanotubes is possible from a 7·5 Å diameter.
18
However, not only nanotube diameter has an influence on electrolytic transfer through it, but also partial charges on the CNT rim atoms, external electric field, type and placement of functional groups affect ion occupancy in CNTs.
19
Modified CNTs are favourable for bioengineering applications because of their higher biocompatibility and better dispersion in water solutions. On the other hand, functional groups attached to CNT surfaces serve as barrier for ion entrance and affect ion rejections, which is higher for CNTs functionalised with COO− ,
 and OH− groups when compared with non-modified CNTs.
20
Rejected ions from cores of CNTs build up electrostatically depending on ion charge on functionalised groups causing changes in the ion current.
19
In addition, changes in an ionic current could also affect electrodeposition of calcium phosphate with added CNTs, thus influencing precipitation of different Ca–P compounds.
and OH− groups when compared with non-modified CNTs.
20
Rejected ions from cores of CNTs build up electrostatically depending on ion charge on functionalised groups causing changes in the ion current.
19
In addition, changes in an ionic current could also affect electrodeposition of calcium phosphate with added CNTs, thus influencing precipitation of different Ca–P compounds.
The aim of this work was to study the process of fabrication of biocompatible Ca–P coatings on titanium substrates with added number of different functionalised CNTs. Collected experimental data could be further compared with results from dynamic simulations.
To our best knowledge, it is a first work where influence of CNTs with different functional groups on the formation of composite Ca–P coating has been investigated. This understanding is essential for the successful and reproducible fabrication of Ca–P coatings enhanced with functionalised CNTs, which can allow direct access to inflamed/cancerous sites by specified drugs attached to functional groups. It was found in our work that CNT usage as a potential drug delivery agent or mechanical strength improvement in composite Ca–P coating should be based on careful selection of CNTs functionalised with groups, which do not influence on an extensive generation of hydrogen.
Experimental
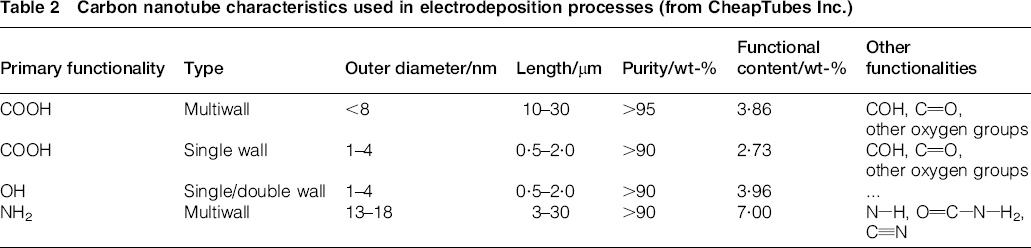
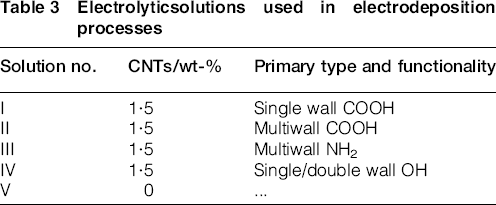
The process of electrodeposition was performed in electrolytes containing 0·040 mol L− 1 of Ca(NO3)2·4H2O and 0·025 mol L− 1 K2HPO4 with 1·5 wt-% of added various functionalised CNTs. The particular weight per cent of CNTs was chosen based on full dispersion in electrolytic solutions. The types of tested CNTs (supplied by the CheapTubes Inc., VT, USA) are summarised in Table 2. Solutions were under stirring for 24 h, and 1 h of ultrasonic treatment was applied just before starting the electrodeposition process. The pH of all solutions was attuned to 4·7 value using HCl or NaOH. The deposition was carried out for 60 min in potentiostatic mode by applying a potential of 1·4 V(SCE), using the electrochemical system CHI 440B (CH Instruments, USA). Molar concentration and potential were set for fabrication of HAP based on the already published data. 21 Table 3 summarises electrolytic solutions' details. Substrates for electrodeposition processes were titanium plates (9 × 9 × 2 mm), fabricated from titanium–aluminium–niobium (Ti–6Al–7Nb) alloy powder selectively laser melted by a Realizer SLM-50 rapid prototyping device. Substrates after fabrication were cleaned in hydrofluoric acid (HF) to remove unmelted metal particles. The surfaces of all samples were prepared for calcium phosphate electrodeposition by soaking for 24 h in 5M NaOH solution and drying in 50°C. This procedure has helped to activate surface for the further deposition of calcium phosphates. A scanning electron microscope (SEM) SU8000 was employed to observe surfaces of fabricated coatings. Energy dispersive X-ray spectroscopy (EDX) detector in HITACHI SU8000 was used to determine the Ca/P molar ratios of fabricated coatings. The phase composition was examined by a Bruker D8 X-ray diffractometer with Cu Kα1 radiations in 5°–55° 2θ with scan step of 0·02° 2θ, with counting time 3 s/step.
Carbon nanotube characteristics used in electrodeposition processes (from CheapTubes Inc.)
Electrolyticsolutions used in electrodeposition processes
Results and discussion
Time/current curves
Current–time graph (Fig. 1) shows kinetics of the coating's fabrication in different solutions with and without addition of CNTs. From the time–current plots, we could observe how overall thickness of a coatings was changing in time. For all samples, the greatest decrease in current was recorded during the first 600 s of process, during which we have observed the highest growth of coating. The most rapid current's decrease was recorded in the electrolyte containing multiwall CNTs (MWCNTs) functionalised with hydroxyl groups (–OH). In this electrolyte setting, the current was rising after the first 10 min of the process. Building up of current during electrodeposition process is typical for the coating's degradation. The coating growth has stabilised after first 60 min of the processing of current in all solutions containing functionalised CNTs, and it was alike (∼7·00 × 10− 4 A), which suggested similar thickness of coating obtained on all samples. The current value after 60 min in electrolyte not containing CNTs was ∼4·00 × 10− 4 A, which was lower than in solutions with added CNTs. This observation suggested thicker fabrication or more homogenous coating when compared with results obtained in electrolytes with added CNTs.
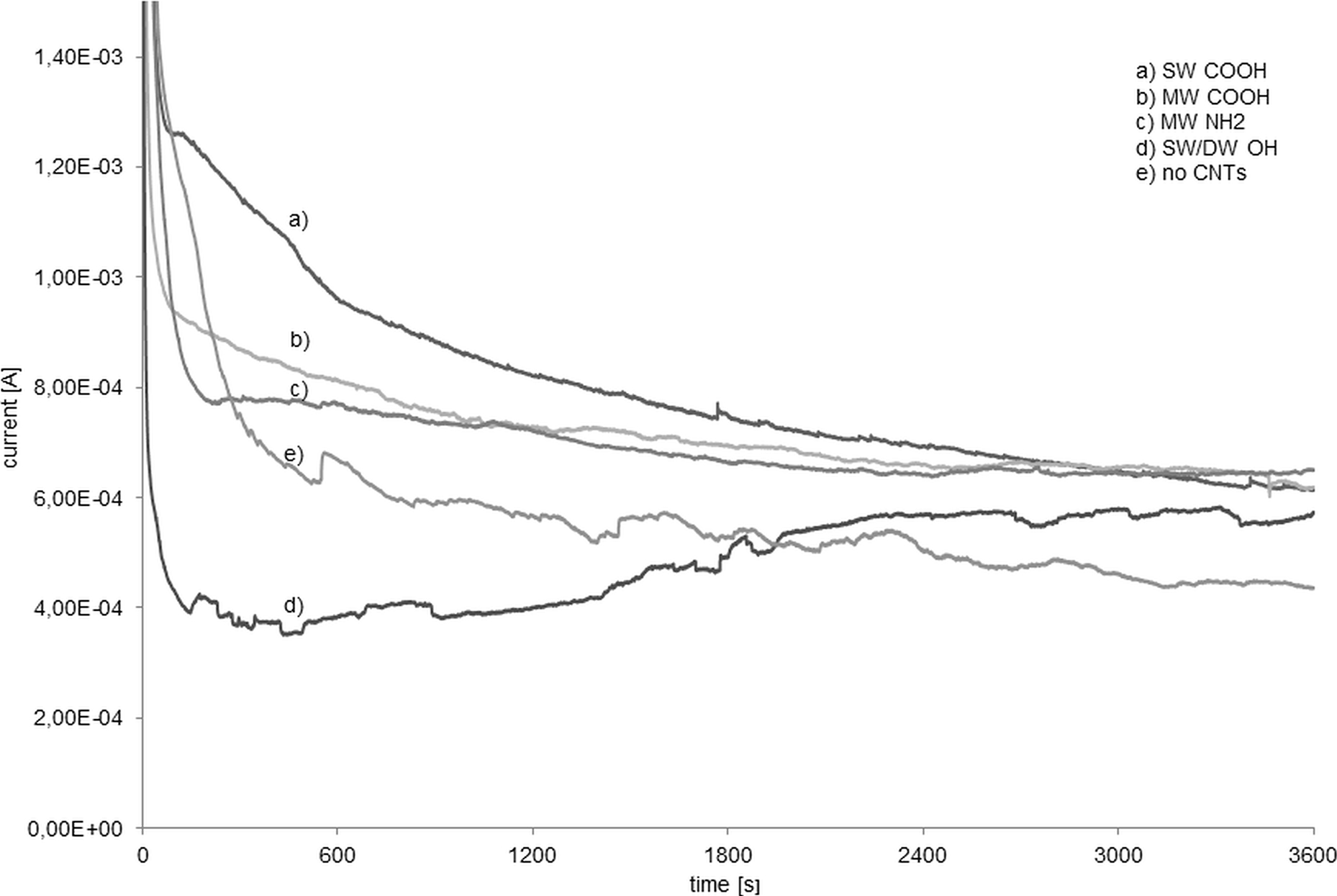
Time/current curves during electrodeposition for electrolytes containing 1·5 wt-%CNTs: a I: SWCNTs –COOH; b II: MWCNTs –COOH; c III: MWCNTs –NH2; d IV: SW/DWCNTs –OH; and e V: no CNTs
Coatings morphology investigation
The surfaces of all the materials in SEM low magnifications ( × 2000) demonstrating surfaces before electrodeposition, coatings morphology and coatings defects are shown in Fig. 2. Calcium phosphate coatings were produced either with or without CNTs, except the coating fabricated in solution containing single wall/double wall CNTs (SW/DWCNTs) –OH (Fig. 2e). Partially deposited nanoparticles without uniform coating were observed on samples deposited from electrolyte containing MWCNTs –NH2 (Fig. 2d). Coatings fabricated in single wall CNTs (SWCNTs) –COOH were homogenous on whole samples' surfaces (Fig. 2b) and had also additional big calcium phosphate flakes, which were further confirmed as brushite, strongly attach to the titanium scaffold's surfaces, and not deattached after post-ultrasonic treatment. Although calcium phosphate coatings were fabricated on the entire surfaces of the samples produced in the MWCNTs –COOH environment, they had many cracks (Fig. 2c). Coatings fabricated from solution without CNTs (Fig. 2f) had no cracks, but they were less developed and thinner than coatings electrodeposited when CNTs were functionalised with carboxyl groups. The surface morphology after activation in sodium hydroxide and before electrodeposition process is shown in Fig. 2a.

The surfaces morphology of Ti–6Al–7Nb alloy plates: a without electrodeposition (HF+NaOH treatment); b electrodeposited from electrolyte containing SWCNTs –COOH; c MWCNTs –COOH; d MWCNTs –NH2; e SW/DWCNTs –OH; f no CNTs addition
Analysis of calcium phosphate types in coatings
Energy dispersive X-ray spectroscopy was performed on three types of calcium phosphates presented on SEM images (Fig. 3). Results of EDX were summarised in Table 4, while EDX spectra are shown in Fig. 4. Coatings fabricated in SWCNTs –COOH, MWCNTs –COOH and no CNTs environment had plate-like morphology similar to HAP 22 with additional big brushite flakes (Fig. 3b). The morphology of coatings fabricated in electrolytes containing carboxyl groups could be linked to the presence of well dispersed CNTs with negatively charged functional groups, which could attract the calcium cations and lead to self-assembly of HAP. 23 The Ca/P molar ratio of porous, plate coating (Fig. 3c and d) was ∼1·5; thus, it could be assigned to calcium deficient HAP, while for big flakes ∼1·0, it could be assigned to a mineral brushite. On the samples fabricated in electrolyte containing MWCNTs –NH2, we could see a number of nanoparticle agglomerates, rather than homogeneous coating. These nanoparticle agglomerates had a Ca/P molar ratio of 1·23 and morphology similar to amorphous calcium phosphate (ACP). The presence of ACP on samples fabricated in this electrolyte has suggested that MWCNTs –NH2 lowered the HAP crystallisation. The ACP transformation to HAP strongly depended on the electrolyte's pH, 24 which could be locally affected by ion absorption by functionalised CNTs.

Calcium phosphates obtained in electrodeposition solutions: a ACP with Ca/P molar ratio of 1·23; b DCPD with Ca/P molar ratio of 1·02 precipitated on CDHA coating; c highly porous CDHA with Ca/P ratio of 1·44 electrodeposited in no CNTs environment; d plate shape CDHA with Ca/P ratio of 1·50 electrodeposited in CNTs environments
Ca–P molar ratios of fabricated calcium phosphates

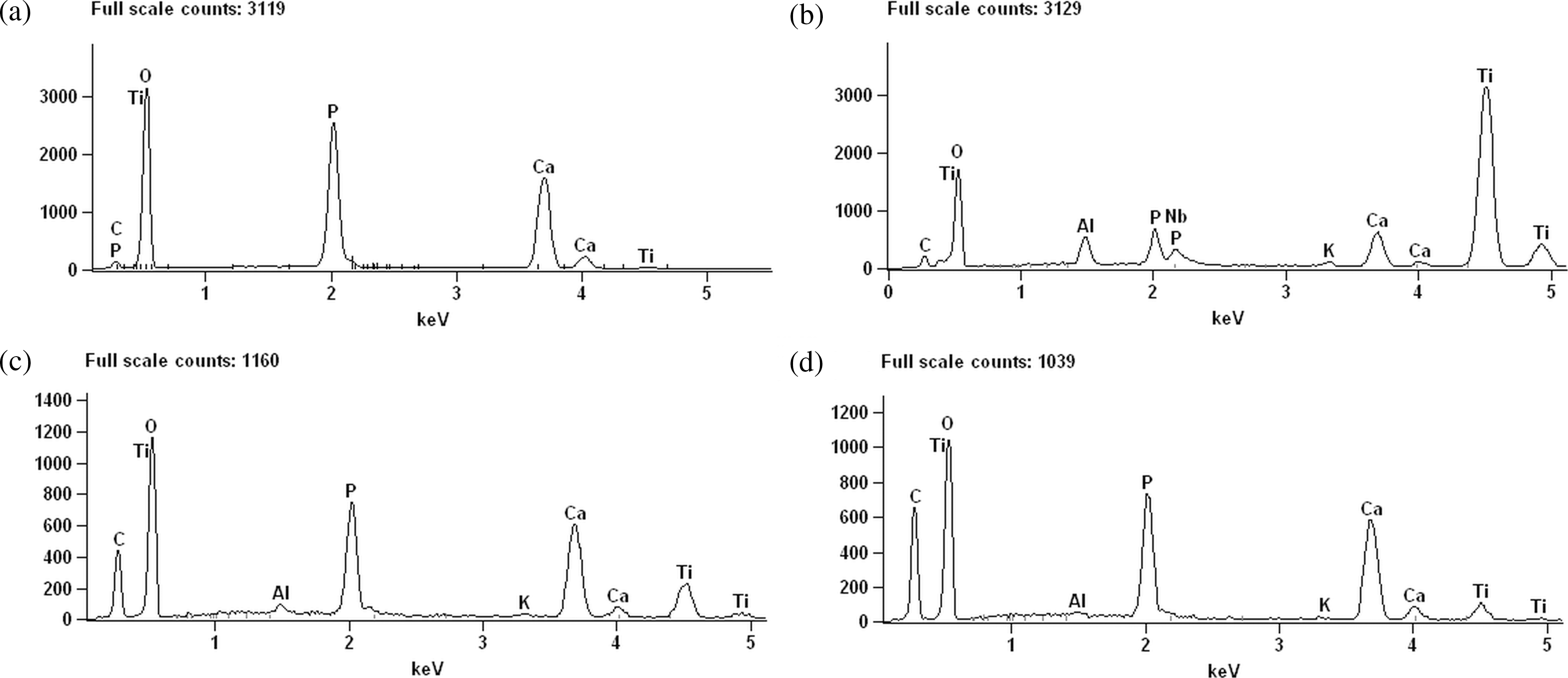
Energy-dispersive X-ray spectra of calcium phosphates obtained in electrodeposition solutions: a ACP with Ca/P molar ratio of 1·23; b DCPD with molar ratio Ca/P of 1·02; c CDHA with Ca/P ratio of 1·44; d CDHA with Ca/P ratio of 1·50
X-ray diffraction (XRD) analysis
X-ray diffraction was performed on all electrodeposited coatings (Fig. 5b–f), and titanium substrate as reference is provided in Fig. 5a. The XRD results are consistent with crystallographic cards for HAP (96-900-2215), 25 brushite (96-900-7297) 26 and titanium (96-900-8518). 27 The amount of CNTs in solutions was just 1·5 wt-%; therefore, their volume was below XRD's accuracy. The XRD confirmed influence of CNTs on the type of obtained calcium phosphates and coating thickness, but HAP and brushite peaks are often indistinguishable and marked at the same 2θ value. The highest intensity of HAP and brushite peaks was observed on samples fabricated in electrolytes containing SWCNTs and MWCNTs –COOH. Hydroxyapatite and brushite peaks with lower intensities suggesting lower crystallisation were also observed on samples fabricated in electrolyte without CNTs. Weak Ca–P peaks were observed on the sample fabricated from electrolyte containing MWCNTs –NH2, and specific halo ∼32° 2θ suggested limited formation of crystalline HAP and formation of amorphous phases. No Ca–P phases were identified on the sample electrodeposited from solution containing SW/DWCNTs –OH.
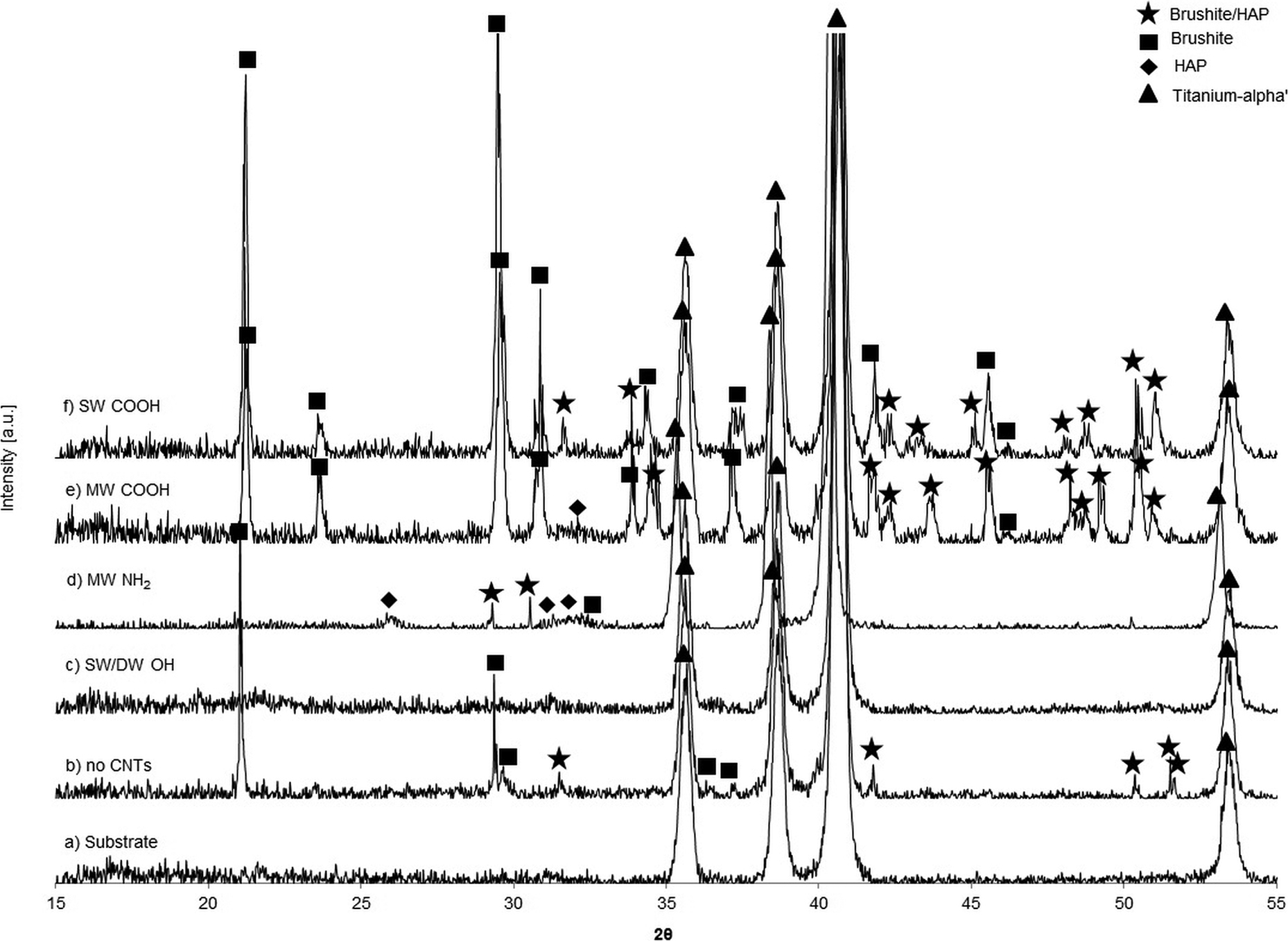
X-ray diffraction results for samples: a without electrodeposition (HF+NaOH treatment); b electrodeposited from electrolyte containing no CNTs; c SW/DWCNTs –OH; d MWCNTs –NH2; e MWCNTs –COOH; f SWCNTs –COOH
Mechanisms and observed phenomena
In our method (electrodeposition process), the fabrication of few micrometre thick Ca–P would take ∼60 min. It is relatively fast when compared to the soaking in simulated body fluid, which requires around few weeks for the same thickness of coating. The mechanism behind the formation of coating during electrodeposition could be explained through the chain of reactions provided below. During electrodeposition, there is additional electrolysis of water. When too much hydrogen gas is produced on the cathode, we may have problem with the coating, which could be inhomogeneous or completely destroyed. At the same time, hydroxyl ions produced on titanium surface may cause an increase in local pH, which leads to precipitation of HAP. The main reactions, which result in the formation of HAP during electrodeposition, are suggested below




During electrodeposition process in electrolyte containing –OH functionalised CNTs, the current was decreasing faster than in other electrolytes. It is possible that chemical reaction kinetics, thus Ca–P crystallisation, was related to relatively high hydrogen evolving, which translated to slow coating degradation after 10 min of deposition. Similarly, we can see that there are some fluctuations of current after ∼45 min in –NH2 electrolyte. This could be also an effect of hydrogen generation, and consequently provide inhomogeneous fabrication of coating, and some amorphous Ca–P formation during coating. It was found that functionalised CNTs improve hydrogen generation in water,33,34 but there are no studies delivering data with CNT functional groups or electric field influence. We suggest that the obtained coatings' morphology and homogeneity were a summary effect of used CNTs and their influence in chemical reactions kinetics, mostly hydrogen generation and ion attraction.
Conclusion
New composite Ca–P coatings were successfully fabricated on titanium alloy plates, and functionalised groups attached to CNTs had influence on the appearance and atomic ratio of Ca–P coatings. Single wall CNTs and MWCNTs –COOH were proposed as the best ion carriers in electrodeposition of calcium phosphates. It was also found that amorphous calcium phosphates were fabricated in electrolytic solutions containing –NH2 functionalised MWCNTs, while no coating was fabricated in electrolytes containing –OH functionalised SW/DWCNTs. The structure and kind of functionalised groups of CNTs had an influence on type, morphology and thickness of electrodeposited calcium phosphate coatings.
Acknowledgements
This work was supported by the European Regional Development Fund within the Innovative Operational Programme in the frame of project BIO-IMPLANT (grant no. POIG.01.01.02-00-022/09) and National Science Foundation, award NSF EPSCoR grant no. 362492-190200-01/NSFEPS-0903787and NSF-CREST grant no. HRD 0833178.