
Abstract
The powder morphology (shape and size) of feedstock has a very important role in metal coatings when applied using the cold gas dynamic spray process. In this study, the cold spraying of dendritic Cu powders was investigated. The hydrodynamic processes involved in the dendritic feedstock are complicated to simulate. Compared to particles of the ideal spherical shape, fragmentation of irregularly shaped particles is more severe, and size distribution profiles continuously change in a turbulent stream before the particles arrive at the substrates. Thus, the theoretical effects of particle size on cold sprayed coating properties are nullified. For this reason, it was confirmed that the deposition efficiencies and microscopic morphologies of the dendritic Cu coatings with different particle size distributions were similar to each other because large particles was embedded by the fragmented small particles.
Introduction
Cold sprayed Cu coatings have investigated because their characteristic properties, such as sensitivity against oxidation, low residual stress, low porosity and good coating–substrate adhesion are very useful in many engineering fields.1–16 Furthermore, the properties of cold sprayed Cu coatings are believed to be significantly different from those of thermally sprayed coatings.4–7,10,13
Feedstock composed of melt atomised spherical Cu powders are commonly used in most research on cold sprayed Cu coatings.1–5,7–12,14,16 However, many researchers have also used dendritic Cu powder feedstock, which are manufactured by low budget electrolytic processes. For example, Sudharshan Phani et al. 6 reported that high quality Cu coatings could obtain from dendritic Cu feedstock. Koivuluoto and Vuoristo 13 investigated the effects of powder type and composition on the structures, and mechanical properties of Cu+Al2O3 coatings were produced using a low pressure cold spray process. In addition, Venkatesh et al. 15 observed a correlation between particle velocity and coating properties.
Hydrodynamics determines the morphologies and many of the properties of cold spray coatings. However, detailed and customised hydrodynamic models and simulations of irregular shapes, those other than spheres, are rare and difficult to build. Therefore, the deduced and comparative data from actual deposition practices are very valuable. This work is devoted to understanding how these factors affect industrial applications of this low cost Cu coating method.
Experimental
Pure Cu powders were coated onto a polished Al substrate (20 × 20 × 2 mm) using a cold spray process. The powders accelerated through a de Laval type nozzle (throat diameter, 1 mm; output diameter, 7 mm). Compressed air was used as the carrier gas. The input gas pressure and temperature were fixed at 2 MPa and 650°C respectively. The standoff distance was 20 mm. The particle sizes and shapes of the Cu powders were confirmed using a particle size analyser (HELOS/RODOS, Sympatec GmbH, Germany) and scanning electron microscope (SEM, S-2400, Hitachi, Japan).
Spray nozzle was fixed during spraying to measure the deposition efficiency (DE), and the coatings were located at the centre of substrate as the stagnation mode. Deposition efficiency was determined by calculating the ratio of the weight of input feedstock (1 g) and the difference between the weights of the initial substrate and the coated sample. The microstructures of the coatings were measured by SEM. The hardnesses of the feedstock and the coatings were measured using a Vicker's hardness tester (HM-122, Akashi, Japan). Hardness was determined by averaging seven repeat measurements. The maximum standard deviation observed in these data sets was 1.7 HV(0.01). The adhesive strength measurements were performed using a Z-axis stud pull machine. Furthermore, SEM images were analysed using an image analyser program to determine the porosity and the sizes of the deposited particles.
Results and discussion
The as received Cu powder (designated as P1) was composed of dendritic particles with a size of < 70 μm. The particle size of dendritic was determined by measuring the longitudinal direction of particle. P1 powders were sieved to investigate the size effects of dendritic particles in narrower ranges. Thus, these powders were grouped into P2 (particle sizes of < 25 μm) and P3 (25–70 μm) using 25 μm sieve (Fig. 1).
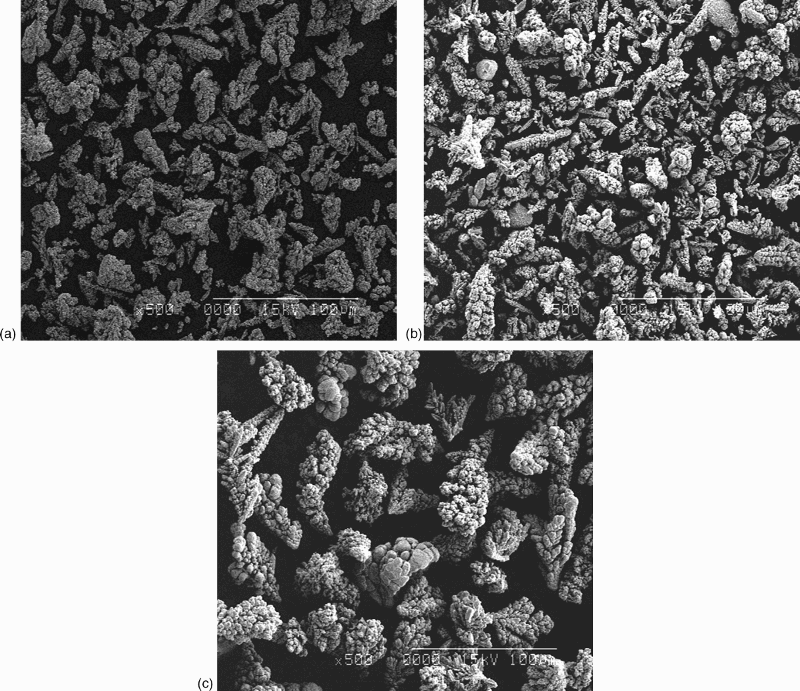
Images (SEM) of a P1 ( < 70 μm), b P2 ( < 25 μm) and c P3 (25–70 μm) powders
P2 and P3 powders had narrower size distributions, compared to the P1 powder (Fig. 2). Size distribution details are specified in Table 1. The particle size was analysed using laser diffraction method.
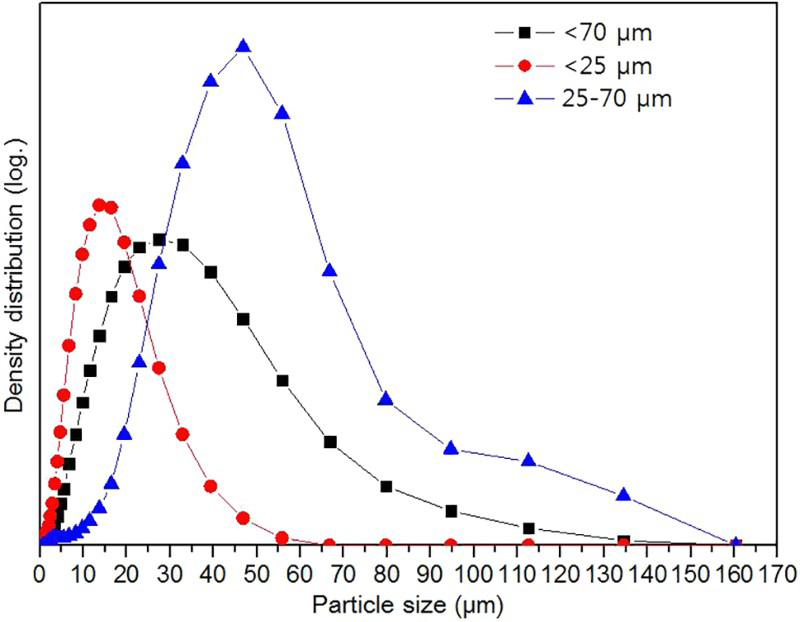
Particle size distributions of P1, P2 and P3 powders
Details of particle size distributions of P1, P2 and P3 powders
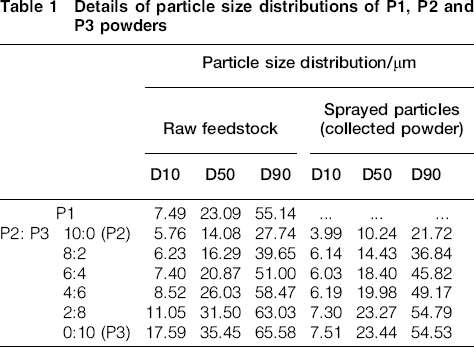
Fig. 3 shows the deposition efficiencies and hardnesses of Cu coatings produced from powders with various size distributions (P1, P2, P3 and a mixture of P2 and P3). Interestingly, it was found that the P2 and P3 powders had similar deposition efficiencies (second and last bar graph). Composite powders were prepared to control size distributions by mixing the P2 and P3 powders in weight ratios ranging from 8:2 to 2:8 with a V-mixer for 1 h. In these cases, also, all feedstock powder combinations resulted in virtually the same DE.
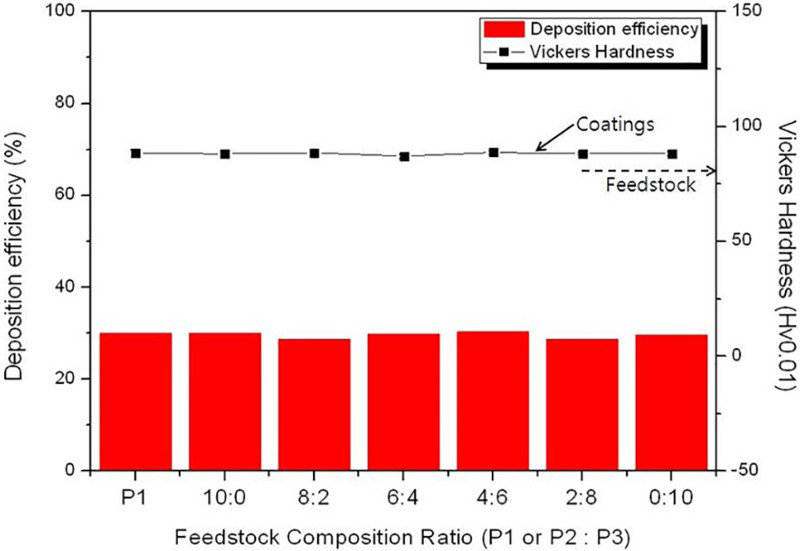
Deposition efficiencies and coating hardnesses
During particle acceleration in hydrodynamic propulsion systems, such as cold spraying systems, the larger the particles become, the harder it is to increase their velocity. Therefore, when using the P3 feedstock, the number of particles arriving at the substrate with velocities lower than the threshold velocity needed for proper deposition could be considerably higher than that of the P2 feedstock. Consequently, the DE of the P3 feedstock would be lower than that of the P2 feedstock under the same coating conditions. Furthermore, changing the average particle size by mixing the P2 and P3 feedstock would significantly impact DE. Therefore, intuitively, the results shown in Fig. 3 seem to contradict well known basic particle dynamics, at least in the case of dendritic feedstock. In other works that used spherical powder feedstock, hydrodynamic considerations described deposition behaviours well.1,10,16 Therefore, the abnormal behaviours of dendritic powders could be the result of their shapes rather than their sizes. In other words, the hydrodynamic properties, such as the flight projectiles and interparticle collision modes, of dendrites are very hard to model and simulate.
The hardnesses of the coatings were only slightly higher than that of the feedstock [80.3 HV(0.01)], indicated by a dashed arrow in Fig. 3. In contrast to coatings made from spherical powders, stacking of dendritic Cu powders appeared to result in not so severe plastic deformation. In addition, as with deposition efficiencies, the hardnesses of the coatings were insensitive to average size variation.
The adhesive strength of all coatings was measured to 19 ± 5 MPa. These values were lower than the adhesive strength of spherical Cu feedstock. 1 It is necessary to obtain the vortex phenomena by severe deformation for strong adhesion between substrate and coatings. 17 The dendritic feedstock did not provide the driving force for deformation and vortex phenomena because of kinetic energy loss by fragmentation.
The particle size distributions of the feedstock and the particles exiting the nozzle (sprayed particles) were analysed (Fig. 4 and Table 1). After exiting the nozzle and before colliding with the substrate, particles were collected at a remote distance. The average size of the particles collected was smaller than that of the original feedstock. By comparing Fig. 1c with Fig. 5, fragmentation of the P3 powder while spraying was observed. Therefore, it is conceivable that the sizes of the sprayed particles decreased by fragmentation, induced by collisions between particles or with the nozzle wall.
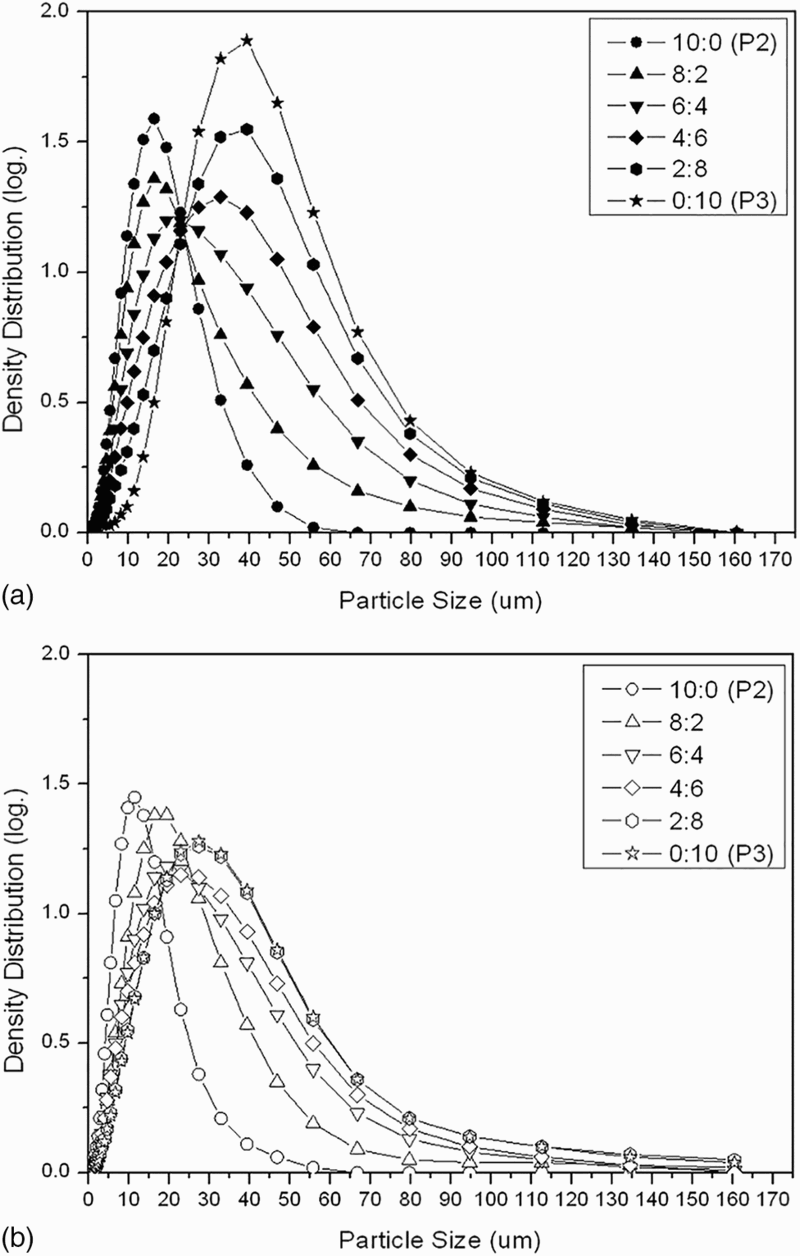
Particle size distributions of a mixed feedstock and b particles exiting nozzle
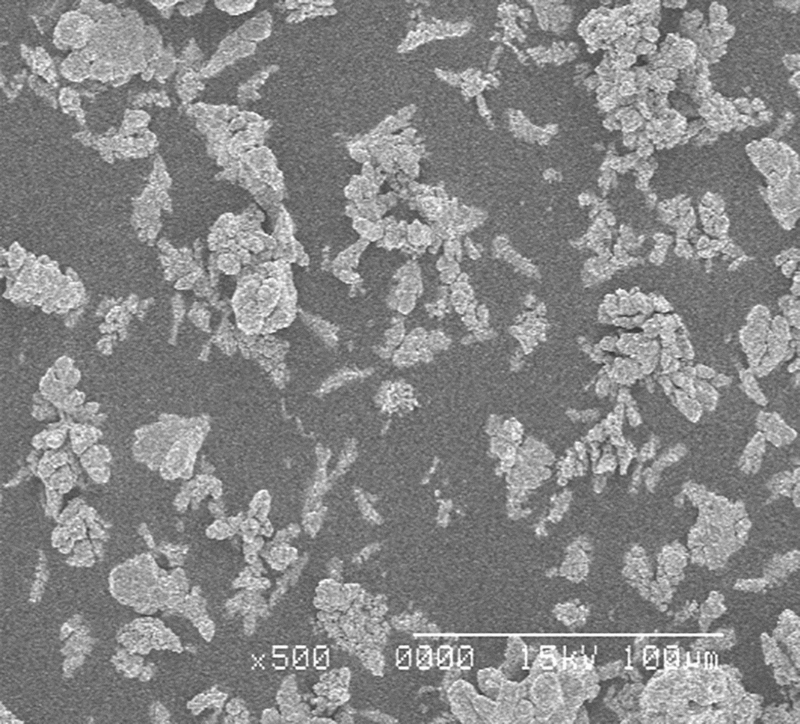
Image (SEM) of sprayed P3 feedstock particles
In the case of spherical particles, it seems that this kind of fragmentation is not as severe because their shape reduces their collision cross-sections as well as the turbulences of their flow patterns. Therefore, the deposition efficiencies of large particles cannot be predicted merely by feedstock size distributions when a severe fragmentation mechanism involve.
The fragmentation process could be the key to understanding and explaining the results shown in Fig. 3. The particle size compositions of the coatings (Fig. 7) were measured from SEM images obtained from the coatings (Fig. 6). The coatings made from the P2 powder (10:0) were composed of particles < 20 μm in length. However, as a result of the fragmentation process, the coatings made from the P3 feedstock contained particles 10–20, < 10 and >20 μm in length. Furthermore, in contrast to the classical splat and stack coating formations of spherical powders,1,10,16 the dendritic Cu particles of the coatings were commonly observed not to be severely deformed.
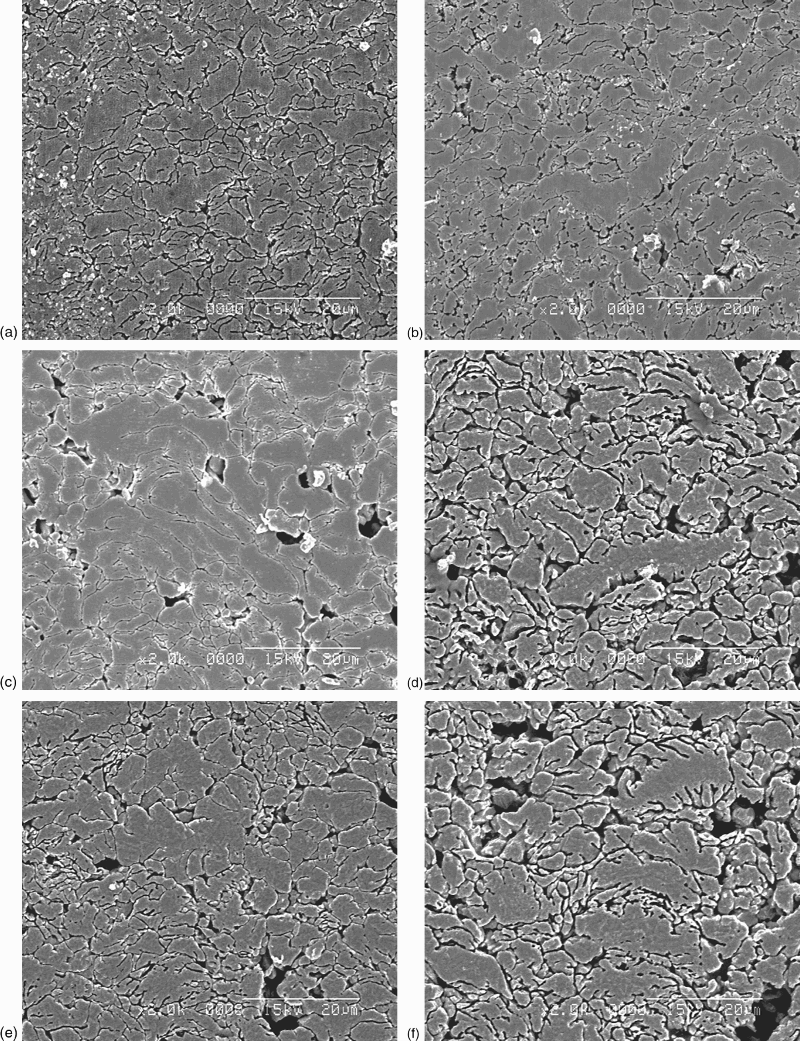
Images (SEM) of etched coatings produced from feedstock mixtures: a 10:0 (P2); b 8:2; c 6:4; d 4:6; e 2:8; f 0:10 (P3)
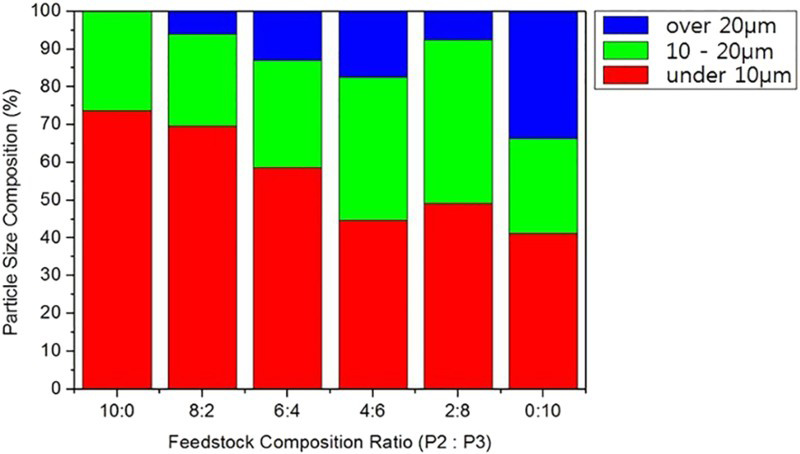
Particle size compositions obtained from SEM images of etched coatings
Furthermore, judging from the morphologies shown in Fig. 6d–f, the large particles were surrounded by small particles and appeared embedded. Therefore, if large particles (less fragmented) arrive along with severely fragmented particles, they are captured and locked into the coatings when surrounded by small particles. In this way, the large particles, which do not have sufficient velocity to incorporate into the coatings, can also be found in these coatings. As a result, the deposition efficiencies can still reach high values when P3 feedstock is used (Fig. 3). However, it was found that the porosity of coatings with large particles (Fig. 6d–f) was higher than that with small particles (Fig. 6a–c). It could be considered that the formation of large pores in the coating was attributed to using the large and dendritic particles because of the stacking of particles without deformation.
Conclusion
The DE, hardness, adhesive strength and microstructure of cold sprayed dendritic Cu coatings are analysed in this paper. Theoretical hydrodynamic models describing ideal spherical particle spraying cannot be applied to irregularly shaped feedstock, such as dendritic feedstock. Therefore, DE cannot be predicted solely based on particle sizes and particle size distributions. Because of the fragmentation process that occurs inside turbulent streams, size distributions can change, producing smaller, highly energetic particles. These particles push and embed larger ones that, otherwise, would rebound from coating fronts and can result in higher DEs than expected. However, the additional study is certainly needed for improving the quality of dendritic Cu coatings (lower porosity and higher adhesive strength).
Footnotes
Acknowledgements
This work was supported by the Energy Technology Development Program of the Korea Institute of Energy Technology Evaluation and Planning (KETEP) granted financial resource from the Ministry of Trade, Industry & Energy, Korea (grant no. 2012T100100655).