
Abstract
Self-lubricating antiwear composite coatings were fabricated on Ti6Al4V alloy by laser cladding. The dry sliding wear tests under various temperatures (ambient temperature, 350°C and 700°C) and normal loads (3, 6, 9 and 12 N) were accomplished, and the corresponding wear mechanisms were investigated. Results show that the composite coating presented lower friction coefficient at ambient temperature and 700°C, and the wear rate increased monotonously from ambient temperature to 700°C. The reasons are that the hard phases of TiC and TiWC2 carbides enhance the wear capabilities at ambient temperature to 350°C. The CrS and Ti2CS sulphides have friction reducing effect at 700°C. The friction coefficient decreased and the wear rate increased with the increasing of normal load. It is ascribed to the effects of the CrS and Ti2CS sulphides at moderate normal load. It is implied that the tribological property of the composite coating showed the best at ambient temperature and moderate normal load.
Introduction
Titanium alloys, with high strength/weight ratio, low density, low modulus, etc.,1,2 possess good potential for various industrial fields, such as aerospace, 3 biomedical 4 and power generation. 5 However, the main shortcomings of titanium alloys are their high and unstable friction coefficient, low high temperature abrasive and adhesive wear resistance. 6 Their utility is restricted, especially for the application of key moving components. 7 For many years, the efforts to develop novel metal materials possessing satisfied high temperature mechanical properties have never stopped. Wang et al. 8 studied the high temperature tribological properties of Ni3Si based alloys. Li et al. 9 researched the high temperature tribological properties of nickel–alumina composite coating. Jiang et al. 10 discussed the high temperature friction and wear behaviour of nanocrystalline (MoxCr1 − x)5Si3 films on titanium. Although the above mentioned coatings are beneficial to improve the tribological properties, they usually present high friction coefficient under severe working conditions, which is harmful to the durability of metal materials, especially for their mating counterparts. One of the most suitable solutions of this problem is to design a composite coating with self-lubricating properties. 11–13
NiCr–Cr3C2 is a common cermet powder, which has high hardness, antiwear, anticorrosion and antioxidation properties at relatively high temperatures. The solid lubricant WS2 has the lamellar structure like MoS2 and graphite, and easy to be sheared, forming transfer lubricious films between the friction pair interface. 14 In our previous work, 15 γ-NiCrAlTi/(TiC+TiWC2)/(CrS+Ti2CS) self-lubricating antiwear composite coatings on Ti6Al4V alloy were fabricated by laser cladding with the precursor of NiCr/Cr3C2–30%WS2 mixed powders. The composite coatings showed higher hardness, lower friction coefficient and lower wear rate than the substrate of Ti6Al4V alloy at different temperatures. As well known, tribological property of materials is system dependent. The factors, including microstructure, hardness, character of counterpart, environment temperature and normal load, etc., have important effects on material's wear resistance. Therefore, it is important to conduct a systematical study of the effects of temperature and normal load on the tribological property of the composite coatings on Ti6Al4V alloy. Unfortunately, up to now, as to the knowledge of the authors, few publications reported the influence of temperature and normal load on tribological property of the composite coatings on Ti6Al4V alloy.
This paper studied the influence of different temperatures (ambient temperature, 350°C and 700°C) and normal loads (3, 6, 9 and 12 N) on tribological property of the laser cladding self-lubricating antiwear composite coatings with the precursor NiCr/Cr3C2–20%WS2 mixed powders, and the aims are to broaden the materials system design for self-lubricating antiwear composite coatings and explore the potential approaches to enlarge the industrial application of Ti6Al4V alloys.
Experimental
The starting material was a commercial titanium alloy Ti–6Al–4V. Specimens dimensions of 50 mm × 40 mm × 8 mm were used for the study, and the 50 mm × 40 mm surface as the cladding surface. The compositions of the different powder mixtures for laser cladding were listed in Table 1. The ball milling was used to homogenise the distribution of two phases (the cermet and the solid lubricant) in powder state. Then, the mixtures were preplaced on substrate surface with thickness of approximate 1.0–1.5 mm.
Composition of precursor mixed powders
Experiments of laser cladding were performed on GS-TFL CO2 laser with maximum output power of 10 kW. Laser cladding parameters are the following: laser power 1.5 kW, beam diameter 4.0 mm, beam traverse speed 6 mm s − 1 . Argon gas was used to protect the surface from oxidation. Then, metallographic samples were ground and polished. Before wear testing, the metallographic samples were cut by electric sparking machining. Before examining the microstructure, the specimens were etched using mixed solution of H2O, HF and HNO3 with the volume ratio of 9:3:1.
The microhardness of coating was measured across the polished cross-sections using MH-5 semiautomatic Vickers microhardness tester. A load of 200 g was applied using a pyramidal diamond indenter for a dwell time of 15 s. Each reported microhardness value is an average of three measurements. The friction and wear tests were carried out on a ball on disc tribometer (HT-1000 tests, Lanzhouzhongkekaihua Science and Technology Co. Ltd, China). The wear testing parameters are listed in Table 2. The wear volumes were measured with a surface contour displacement transducer. The results reported in this paper are in the form of Archard's specific wear rate (mm3 N− 1m− 1), calculated by the following formula:

Experimental parameters of wear test
Results and discussion
Microstructure and microhardness
Microstructures of the coatings were observed by Hitachi S-4700 scanning electron microscope (SEM, Japan) attached with energy dispersive spectroscopy (EDS) analysis. The micrograph of the overview cross-section of the laser cladding composite layer with few holes and cracks is shown in Fig. 1a. A high quality metallurgical bonding was achieved between the coating and substrate (see in Fig. 1b). Some acicular martensite in the heat affected zone can be seen, which can be found in the middle area of the photograph. When the cooling rate was >200°C s − 1 , the temperature decreased from 882 to 850°C during the β-α transformation in Ti6Al4V alloy, the martensite transformation completed without diffusion and the acicular martensite was present in the heat affected zone near the cladding coating. 15
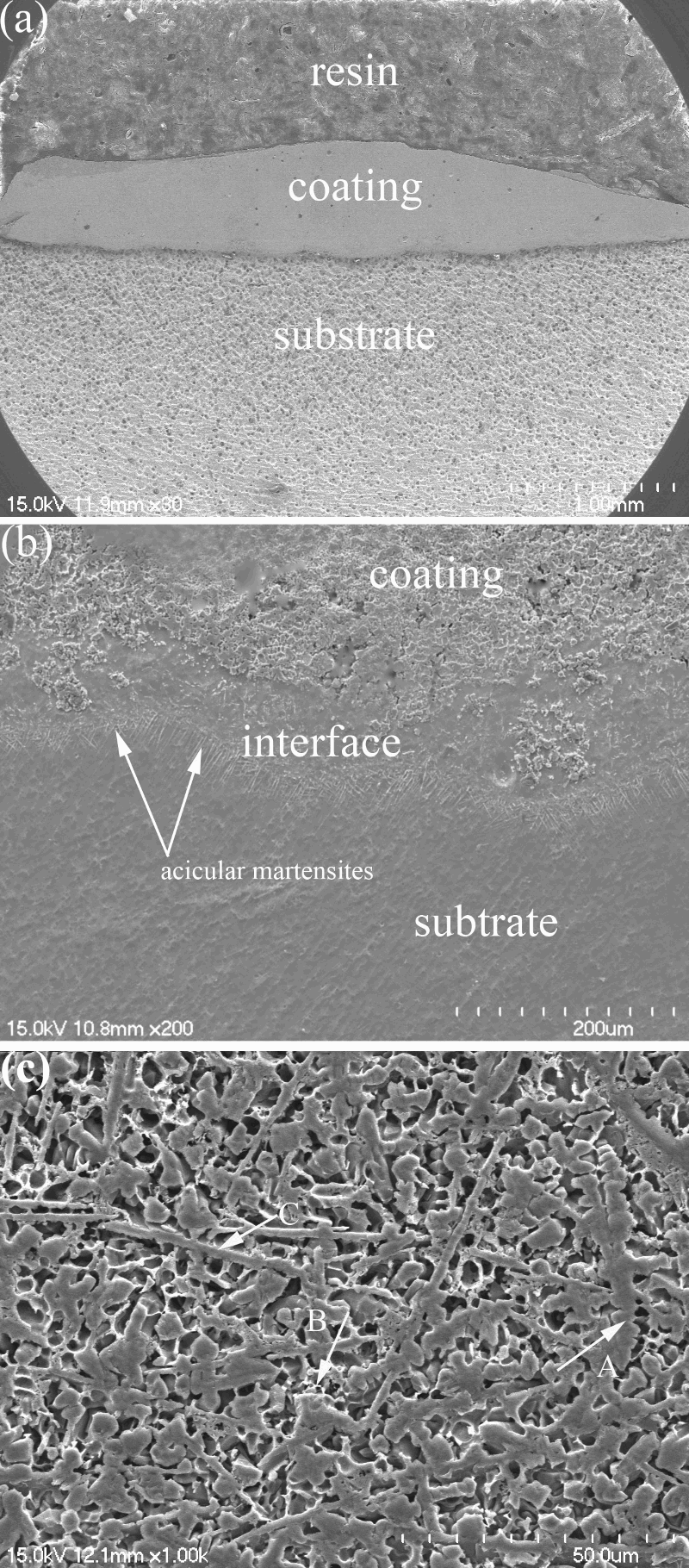
Images (SEM) of the laser clad composite coating (a cross-section overview; b intermediate region; c typical microstructure)
The typical microstructure of the composite coating is presented in Fig. 1c. It shows that the microstructure of the coating is uniform, consisting of the primary dendrites, is designed by A, white light flocculent structure (B) and lamellar structures (C). The elemental composition of different regions is given in Table 3. It is found that the phase A mainly contains Ti, C and W, phase B mainly contains Ni, Cr, Al and Ti and phase C mainly contains Ti, Cr, S and C. Taking into consideration these results, one may conclude that phase A is TiC and TiWC2 carbides, phase B is Ni based solid solution and phase C corresponds to the CrS and Ti2CS sulphides.
Energy dispersive spectroscopy analysis of elemental in different regions of microstructure in Fig. 1/wt-%
Phase constituents of the coating were identified using the Pert-Pro MPD X-ray. The X-ray diffraction pattern of the laser cladding coating is shown in Fig. 2. It shows that the major phases of the cladding layer are α-Ti, TiC, γ-NiCrAlTi and TiWC2, and there are small amounts of Ti2CS and CrS phases.
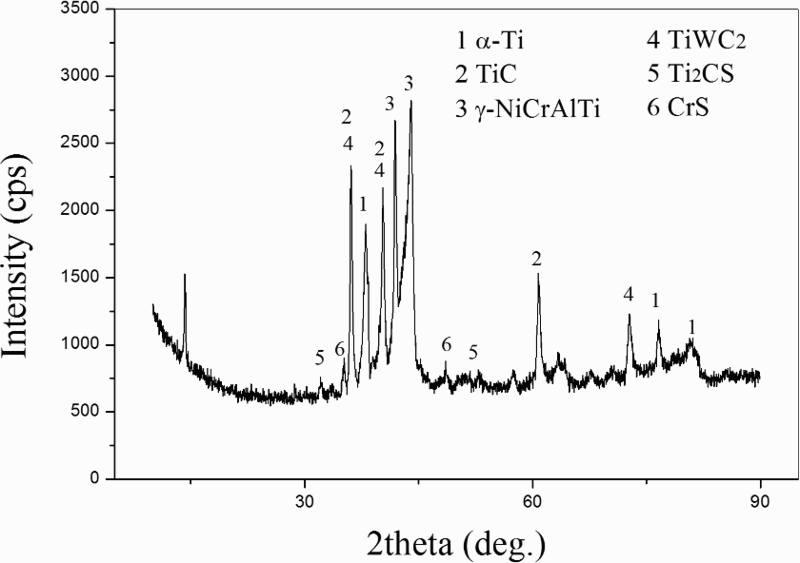
X-ray diffraction patterns of laser clad composite coating
Most of the per placed blended powders of NiCr/Cr3C2-WS2 were melted with certain dilution of the substrate during laser irradiation, producing a hybrid complex Ni–Cr–C–W–S–Ti–Al molten pool, and then lead to the formation of the composite coating with metallurgical bonding to substrates after rapid solidification. Because the Gibbs standard free energy for formation of TiC ( − 221.75 KJ mol − 1 ) is much lower than Cr7C3 ( − 26K J mol − 1 ), which means Ti is more carbide forming than Cr. Considering TiC possesses the highest melting point (3140°C) than Cr7C3 (1565°C), it is reasonable to deduce that TiC phase precipitated first from the molten pool in acicular shape and some of them developed to dendrite due to the local preferential energy. Accompanying the formation of TiC, most of the Cr could only be supersaturated in the Ni matrix in the laser induced non-equilibrium solidification process and formed the stable γ-NiCrAlTi solid solution, which is ductile, heat and corrosion resistant. At last, the lamellar structure, WS2, with low decomposition temperature (510°C), is easy to decompose to S and W elements. The S element reacts with the melting Cr and also integrates with the primary TiC to transform to CrS and Ti2CS sulphides, while the W element integrates with the primary TiC to form TiWC2 carbide. 16 The whole process of the reaction is as follows





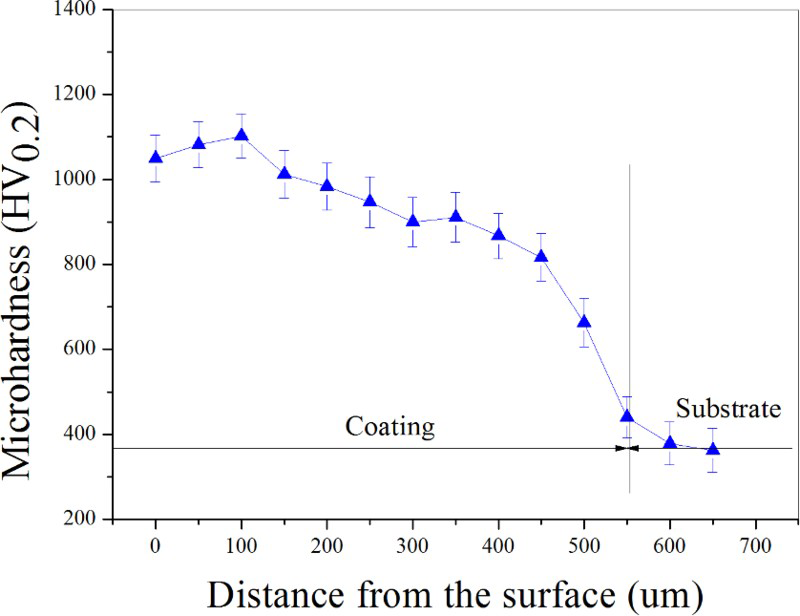
Microhardness distribution of laser clad composite coating
Effects of temperature on tribological properties
In order to simplify the experiments, the temperature tests were accomplished at normal load of 6 N. Figure 4 shows the friction coefficient and wear rate of the composite coating at ambient temperature, 350°C and 700°C respectively. It can be found that the friction coefficient of the coating first increases and then decreases with the increasing temperature from ambient temperature to 700°C. The friction coefficient of the coating increases from ambient temperature to 350°C due to the effect of very hard TiC and TiWC2 reinforced carbides. The sulphides of CrS and Ti2CS, which have self-lubricating property, make a positive effect on friction reducing when the temperature is added up to 700°C.20,21 On the contrary, the wear rate of the composite coating increases with the increasing temperature from ambient temperature to 700°C. It is attributed to the combined effects of the hard phases of the TiC and TiWC2 carbides and the soft phases of the Ti2CS and CrS self-lubricating sulphides, which could reduce the wear rate at ambient temperature. With the temperature increasing, the Ti2CS and CrS lubricants were oxidised, which led to the increase in wear rate. 22
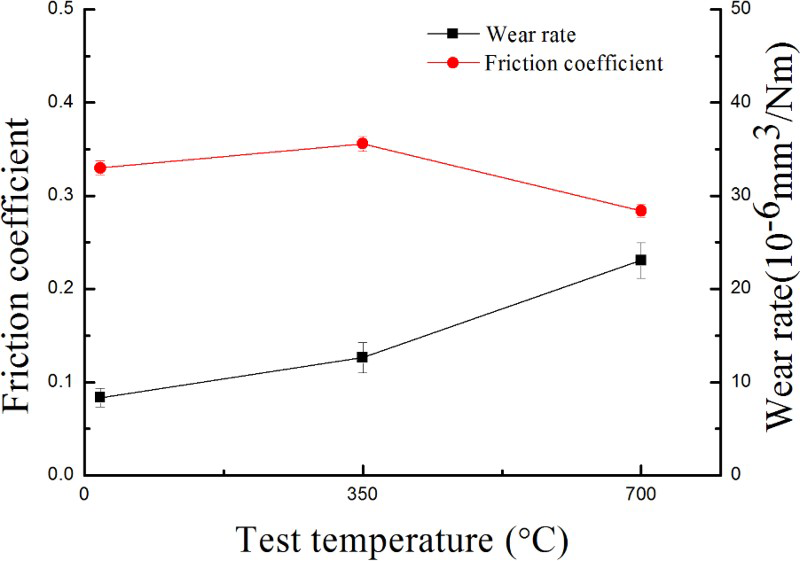
Friction coefficients and wear rates of laser clad composite coating with test temperature at constant normal load of 6 N
To acquire a comprehensive understanding of the tribological properties, wear mechanisms of the composite coating were analysed using SEM. The worn surface micrographs of the composite coatings at ambient temperature, 350°C and 700°C respectively are shown in Fig. 5. Figure 5a shows the morphology of the worn surface of the composite coating at ambient temperature. Some cracks and microcraters on the worn surface are clearly visible. The reason is that hard phases are pressed into the tough matrix under the sustained normal load and contact stress, and then some hard phases were ground off by Si3N4 ceramic counterpart, thus microcraters formed on the worn surface. In addition, the ductile and tough Ni based eutectic matrix could play the very important role of firmly connecting and supporting the hard phases and preventing the reinforced wear resistant phases from peeling off from the worn surface, which is favorable to reduce the wear rate of the coating. 23 The wear mechanism of the coating is mainly mild abrasive wear.
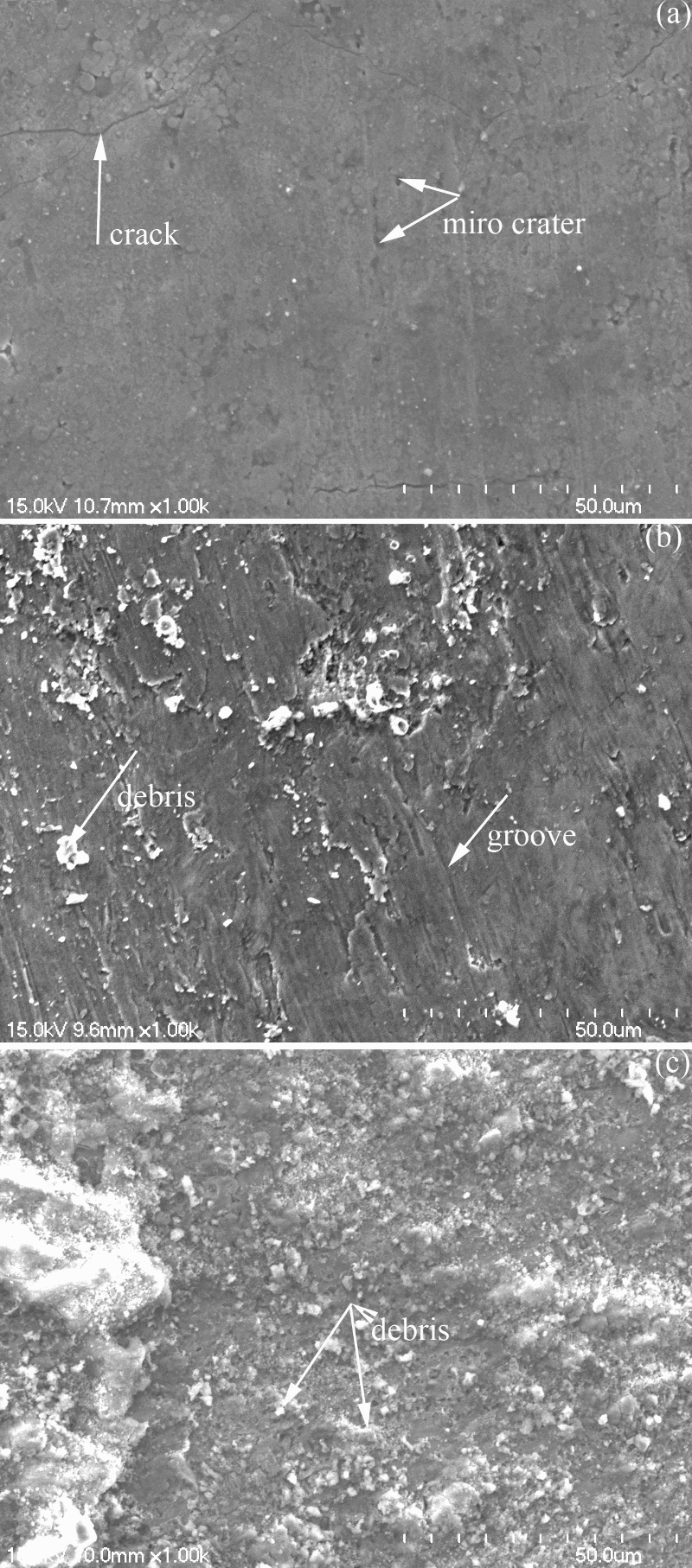
Images (SEM) showing morphologies of worn surface of laser clad composite coating at different temperatures at 6 N (a ambient temperature; b 350°C; c 700°C)
At 350°C (see Fig. 5b), it shows a significant change of the worn surface. Some grooves and debris on the surface can be seen. According to the EDS results in Table 4, the debris mainly consists of C, O, W, Ti, Cr, Ni and a small amount of S. It can be deduced that the debris were oxides. With the temperature increasing, the coating became softened and then some hard debris were intercalated into the surface of the friction pair and formed three-body abrasion; thus, the grooves appeared on the worn face. This phenomenon aggravated the wear action; thus, the wear rate increased. The main wear mechanisms of the coating are abrasive wear and mild oxidative wear.
Energy dispersive spectroscopy analysis of elemental of debris at different temperatures/wt-%

At 700°C (see Fig. 5c), it is found that a large amount of white debris is on the worn surface. According to the EDS result in Table 4, it is noteworthy that the content of O element in 700°C is about three times higher compared with 350°C. It is implied that the coating was oxidised seriously. At 700°C, the oxidation of wear debris leads to the formation of TiO2, Cr2O3, etc., the debris was rolled out on the worn surface and formed a thin plate, which could reduce friction. These oxides act as solid lubricants at the sliding interface and decrease the friction coefficient. 24 On the other hand, a decrease in strength accelerated the delaminating process of the dry sliding surface, and the oxidation of the fresh surface also sped up the wear process; thus, the wear rate of the coating increased obviously. Finally, the thin plate bonding strength was not high so that it was scraped off by the Si3N4 ceramic ball, which had excellent stability in high temperature. So, there is a large number of white debris on the surface. The main wear mechanisms of the composite coating are severe oxidative and adhesive wear. Nevertheless, it is worthwhile to mention that the laser cladding composite coating exhibits excellent tribological behaviour at ambient temperature.
Effects of normal load on tribological properties
Since the coating showed the best tribological property at ambient temperature, the influence of the normal load on friction and wear resistant was examined at ambient temperature. The friction coefficient and wear rate of the composite coating at different normal loads can be seen from Fig. 6. With the normal load increasing, the friction coefficient of the coating decreases while the wear rate is first steady, and then increases rapidly at 12 N, implying that the composite coating exhibited superior tribology property at moderate normal load. Kim and Kim reported that the friction coefficient of multilayered diamond-like carbon decreased and the wear rate increased with the increasing normal load. 25 Liu et al. found that the friction coefficient of nanocrystalline Al based composite containing 39 vol.-% would be steady and the wear rate would be slightly changed in the load range of 5–25 N. 26 It is interesting to find that the results between the aforementioned references and this paper are similar due to the existence of self-lubrication particles, such as CrS and Ti2CS sulphides.
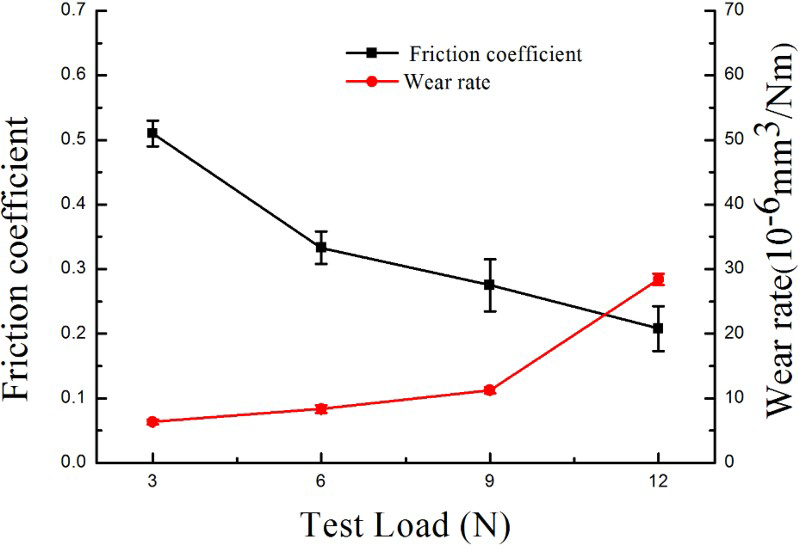
Friction coefficients and wear rate of laser clad composite coating with test normal load at constant temperature of ambient temperature
The morphology of worn surface of the composite coating at different normal loads is shown in Fig. 7. At the normal load of 3 N, the worm surface of the coating is rough with few cracks and micropits, as shown in Fig. 7a. Owing to the fact that the Ni based solid solution matrix could hardly perform its toughening function at low normal load, some cracks caused by the effect of cyclic stress emerged on the composite coating. On the other hand, because of the protruding of the hard phases of TiC and TiWC2 carbides, the asperities of Si3N4 ball counterpart could hardly penetrate into the tough Ni based solid solution matrix at low normal load, as a result, the Si3N4 ball counterpart would have little impact on the surface of composite coating. As time progresses, some micropits were formed on the surface by microcutting. The wear mechanism of the coating is abrasive wear.
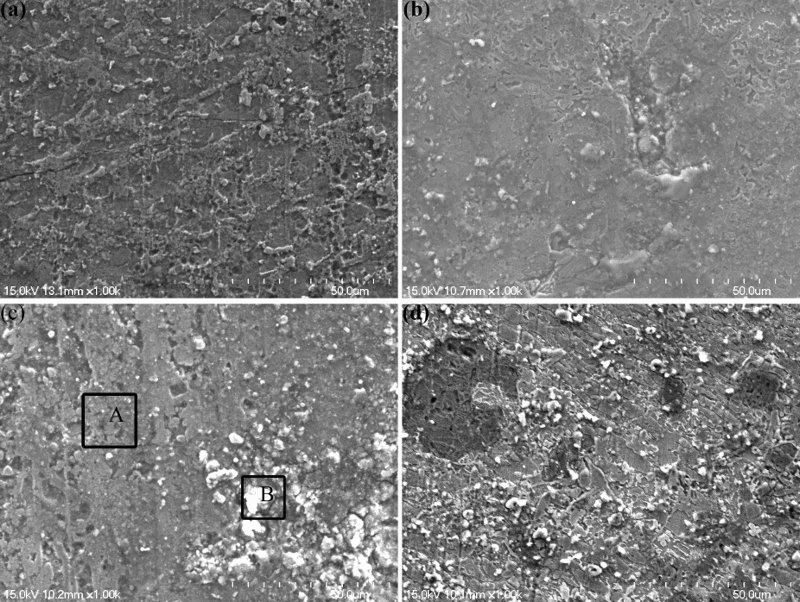
Images (SEM) showing morphologies of worn surface of laser clad composite coating at different normal loads at ambient temperature (a 3 N; b 6 N; c 9 N; d 12 N)
With the normal load increasing to 6 and 9 N, the worn morphologies of the coating are more smooth and with obvious wear debris, as shown in Fig. 7b and c. According to the EDS in Fig. 8, the main element of area A is enriched in S, while the main element of area B is enriched in O. It can be deduced that the wear debris is mainly metal oxides. The worn surfaces of 6 and 9 N are smoother than that of 3 N. It can be explained as follows: first, the CrS and TiCS2 sulphides, which could be smeared out and then form transferred layers on the worn surface during the wear process, resulted in some of the detached transfer fragments between the contacting surfaces. These fragments can be rolled back over the sliding contact surface of the coating under repeated sliding interactions, and the compact transfer layer could make a positive contribution to the friction reducing because of their smearing layers’ inherent soft and solid lubricant characteristics. 27 Second, the oxides of Ti and Ni, which could be spread out on the worn surface during the wear process, resulted in an important friction reducing effect.28,29 So the main wear mechanisms of the composite coating are the generation of the transferred layer and oxidative wear.
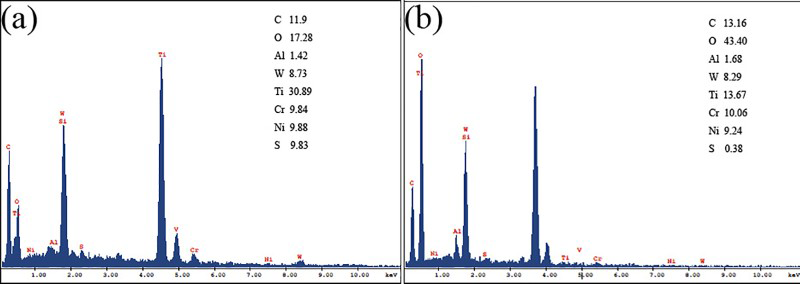
Energy dispersive spectroscopy analysis results in regions of a A and b B in Fig. 7.
While under the normal load of 12 N (Fig. 7d), the white debris is markedly increased on the surface. Some interrupted faults and many etch pits can be found on the coating. Owing to the contact area increased with the increasing normal load, the phases of self-lubricating sulphides CrS and Ti2CS, which have significant friction reducing effect, were better smeared on the Si3N4 ceramic counterpart at 12 N. However, due to the cyclic loading condition, fatigue wear occurred, 30 which led to stress concentration between surface/subsurface and inside the coating. Not only could the stress concentration speed up the fracture tendency of the coating surface, which led to the increase in the wear rate, but also it could cut off the transferred layer on the wear surface. Thus, the discontinuous morphology formed on the wear surface. The main wear mechanism of the composite coating is fatigue wear at the normal load of 12 N.
Conclusion
Based on the above, the main findings could be summarised as follows.
The main constitution of the composite coatings consists of Ni based solid solution matrix, α-Ti, TiC, TiWC2 carbides and Ti2CS and CrS sulphides. The average microhardness of the composite coating is 974 HV0.2. The variation trends of friction and wear rate with the temperature were different. The friction coefficient of the composite coating first increases and then decreases, and the wear rate increases monotonously with the increasing temperature. The composite coating shows relatively superior tribological property at ambient temperature owing to the combined effects of the dominating antiwear capabilities of reinforced TiC and TiWC2 and self-lubricating properties of CrS and Ti2CS sulphides. The main mechanism of the coating is mild adhesive wear at ambient temperature. The main wear mechanisms of the coating are abrasive wear and mild oxidative wear at 350°C. The main wear mechanisms of the composite coating are severe oxidative and adhesive wear at 700°C. The variation trends of friction and wear rate with the normal load were also different. The friction coefficient of the composite coating decreases, and the wear rate increases with the increasing normal load. The excellent tribological behaviour of the coating under the moderate load were attributed to the integrated effects of transferred layer, which primarily contained self-lubricating CrS and Ti2CS sulphides, and the oxides of Ni, Cr and Ti. The main mechanism of the coating is adhesive wear at normal load of 3 N, and the main wear mechanisms of the composite coating are the generation of the transferred layer and oxidative wear at normal load of 6 and 9 N. The main wear mechanism of the composite coating is fatigue wear at normal load of 12 N. Owing to the relatively lower friction coefficient and wear rate at ambient temperature and 6 and 9 N, the laser clad self-lubricating antiwear composite coating with precursor NiCr/Cr3C2–20%WS2 mixed powders has potential industrial application under ambient temperature and moderate normal load.
Footnotes
Acknowledgements
The authors acknowledge the financial supports from the National Natural Science Foundation of China (Grant No: UN533101) and the Tribology Science Foundation of State Key Laboratory of Tribology (Grant Nos: SKLTKF15B01 and SKLTKF13B08).One of the authors (G.-X. Zhu) is also grateful for the financial supports from the National Nature Science Foundation of China (Grant no. 51405319).