
Abstract
In the last 10 years, cold spray coating technology is finding large attention in the scientific world. Its main characteristics are safeness, innovation, versatility and high efficiency if compared with traditional similar technologies such as plasma spray, high velocity oxygen fuel, arc wire or powder flame [P. Cavaliere: ‘Cold Spray coating technology for metallic components repairing’, in ‘Through-life engineering services: motivation theory and practice’, (ed. L. Redding and R. Roy), 175-184, doi: 10.1007/978-3-319-12111-6_11; 2015, Springer International Publishing]. Very fine particles are accelerated and then sprayed on a substrate in a condition very far from material melting. The unique mechanical properties experienced by the sprayed material are due to the severe plastic deformation acting during particle impact. No limits are experienced by the material quantity sprayed on the substrate; in this way, bulk coatings capable of repairing and restoring can also be produced. The technology is applied in the aerospace, automobile and chemical industries. The results presented in the literature in the last years show cold spray appearing very promising in the production of nanostructured composites with enhanced microstructural and mechanical properties. In the present paper, the microstructural and mechanical behaviours of Ti and Ni based nanocomposite coatings produced via cold spray are presented. The results are analysed as a function of spray velocity, and they are compared to those belonging to pure base materials.
Introduction
Cold spray is a coating technology capable of repairing, restoring and protecting bulk materials. 1 It is based on severe plastic deformation due to the high speed of metallic and ceramic particles accelerated to impact on the substrate. The impact acts at temperatures below the melting point of the sprayed materials. Cold spray is also used to produce a very innovative class of bulk materials characterised by properties not achievable with conventional metallurgical technologies. 2 , 3 The scientific production underlined in the last 10 years many interesting aspects of such innovative technology. However, many fundamental aspects need to be clarified for complete application in industries like aerospace, automobile, chemical, etc. The adhesion between the powder and the substrate is achieved in solid state; for this reason, such technology results in very innovative and unique coating properties. Particles impact on the substrate at high velocity, and they deform and flatten with a mechanism of severe plastic deformation that leads to micro- and nanowelding zones without particles melting. Such coating formation behaviour is not achieved by conventional thermal spray coating technologies. Cold spray is designed as support in many industrial applications to provide surface modification, wear resistance, thermal barriers, heat dissipation, restoration, sealing, rapid prototyping, aesthetic coatings, fatigue resistance and many other properties without the possible negative effects of processing temperatures or metallurgical differences among materials. Reviews of industrial potential application are presented in Refs. 4 5 6 – 7 . In the recent past, a strong interest in the study of cold sprayed nanostructured composites is presented in the literature; nanocomposites are realised thanks to the possibility of depositing materials starting from very fine particles (from tens to hundreds of nanometres) and tuning the final properties by modifying processing parameters leading to severe plastic deformation. 8 , 9 Different papers have been published in recent years describing the microstructural and mechanical properties of cold sprayed nanocomposite coatings. In Refs 10 and 11 , the authors underline the potential of such technology for corrosion protection by comparing different materials prepared with a broad range of processing parameters. The potential of preparing cold sprayed nanostructured composites is largely described in Refs. 12 and 13 . The advantages of cold sprayed coatings with regards to corrosion resistance is shown in Refs. 14 and 15 . In Refs. 16 17 – 18 , the authors describe the microstructural behaviour of the deposited material by varying the reinforcing particle dimensions. The effect of post-spray heat treatment on the microstructural and mechanical properties of deposits is largely described in Refs. 19 and 20 . The strengthening mechanisms acting in cold spray nanocomposites are described in Ref. 21 . Here, the authors conclude that the main strengthening mechanisms in cold spray coatings are workhardening, dispersion strengthening and crystal refinement. The theoretically calculated hardness was in agreement with the experimental data. They demonstrate that workhardening strengthening is the most significant mechanism followed by crystal refinement effect and dispersion strengthening. In Ref. 22 , the authors show wear and fracture toughness of cold sprayed nanocomposites up to intermediate percentages of ceramic phase. The present paper focuses on the production of nanostructured Ni and Ti based coatings and on the analyses of their microstructural and mechanical behaviour. The coatings were realised by varying processing parameters in order to optimise adhesion strength, grain refinement and porosity reduction. All the described properties are compared with those belonging to the characterisation of pure base materials.
Experimental
A CGT Kinetics 4000 series machine was used to realise Ti and NICrAl based cold spray coatings. The machine was equipped with a tungsten carbide De Laval nozzle, with a rectangular throat cross-section of 2 × 4 mm and a 2 × 10 mm exit. Ti6Al4V was employed as substrate for the Ti based coatings, while IN718 was used as substrate for the NiCrAl coatings. The Ti–TiAl3 and NiCrAl–BN mixtures were prepared by varying the percentage of TiAl3 and BN respectively in the range of 5 to 50%. The mean starting particle dimensions were in the range of 30 to 60 mm. The tuned cold spray parameters in the present study were gas type, gas temperature and pressure, and nozzle–substrate distance, all influencing the particle velocity. This aspect has been largely analysed by Grujicic et al. 23 , and the equations described in such paper were employed to calculate the particle impact velocity from gas properties and nozzle geometry. Temperature was varied in the range of 25 to 600uC, pressure was varied in the range of 0.5 to 4 MPa and nozzle substrate distance was varied in the range of 15 to 200 mm. The measured coating properties were deposit grain size, adhesion strength and porosity. Particle velocity was modified by varying gas conditions and nozzle substrate distance. The composite properties were compared with those of the pure feedstocks with the same particle dimensions. The mean grain size of the deposits was measured through X-ray diffraction using a Rigaku Ultima þ diffractometer by employing Hall– Williamson plotting. The porosity was calculated through a statistical analysis 24 performed on Zeiss EVO40 SEM observations; for each sample, five different images of 200 × 200 mm2 were analysed. The adhesion strength between substrate and coatings was performed by employing an ASTM C633-01 standard.25
Results and discussion
In Fig. 1, the grain size variation as a function of particle velocity and reinforcing percentage is shown for NiCrAl–BN and Ti–TiAl3.
Grain size dimensions as function of particle velocity and reinforcing phase percentage for NiCrAl–BN and Ti–TiAl3
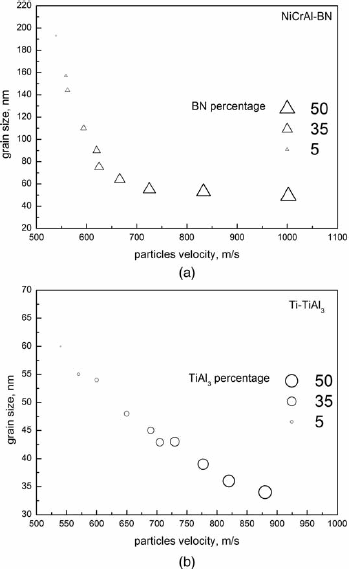
Both materials experience a decrease in grain size with the increase of particle velocity and reinforcing percentage. Grain size decreases as the impact velocity increases because of the enhanced deformation energy stored in the materials, leading to a more pronounced dynamic recrystallisation. Grain size decreases as the ceramic phase percentage increases because the elastic energy transferred from ceramic to metallic particles during impact increases with the increasing presence of BN and TiAl3. Naturally, such phenomena are more or less pronounced as a function of the different materials (metallic or ceramic). For NiCrAl–BN, a strong sensitivity to BN percentage is experienced. Ti–TiAl3 is much more sensitive to particle velocity with a linear dependence from both variables. In particular, for NiCrAl– BN, the efficiency in grain size reduction is practically lost for BN percentage over 35. For Ti–TiAl3, a continuous effect on grain refinement of particle velocity and TiAl3 percentage increase is underlined. Many authors relate such behaviour to the difference in melting and recrystallisation temperatures of materials impacting on the surface; these phenomena influence the stress localisation at the matrix–particle interface, playing a crucial role in dynamic recrystallisation acting during the process. During impact, ceramic particles deform elastically, transferring the kinetic energy to the metallic phase. 20 The metallic matrix dissipates the transferred deformation energy through microstructural modifications (recovery, recrystallisation, twinning, e.g.). If the matrix is not able to dissipate such energy, the ceramic particles fracture, leading to very different behaviours from a microstructural and mechanical point of view, also in the case of low percentage of reinforcing phase. 26 The main strengthening mechanism in such materials is, in fact, the effect of ceramic particles on matrix grain refinement at the nanoscale. 27 The effect is also amplified by the shot penning of further impacting particles, which normally leads to a variation of the coating density from the bulk to the surface. The effect can also be modified by changing the ceramic phase particles size.28 In cold sprayed nanocomposites, the crucial aspect is the avoiding of melting after spray in order to guarantee crystallinity and obtaining the best ceramic particle distribution in the matrix and uniform grain size. In the case of melting and resolidification of the material, dynamic recrystallisation is absent, and the further mechanical and microstructural properties of the coatings are very far from the needed ones. If the material does not melt, all the impact energy is dissipated through microstructural modifications such as recovery and recrystallisation, leading to an improvement of the overall properties. In this way, the microstructural behaviour of the sprayed material strongly depends on the stress concentration at the particles–matrix interface governed by the processing conditions employed during spray. Plastic deformation increases as particle velocity increases, governing the grain size related to the dynamic recrystallisation. Dynamic recrystallisation effect is enhanced by the increase in particle velocity and the decrease in temperature. The grain size increases as the gas temperature increases; unfortunately, gas temperature increase is necessary to increase particle velocity. The presence of reinforcing particles plays an important role in dynamic recrystallisation but with a different trend as a function of particle velocity if compared to the base materials. 29 Dynamic recrystallisation takes place at low temperatures and high particles velocity; an increase in temperature in the same conditions of particle velocity leads to a shift of microstructural behaviour toward shear instability and grain growth recorded after spray.
The ceramic phase percentage has a strong effect on adhesion strength. In Fig. 2, the adhesion strength variation as a function of reinforcing phase percentage is shown for NiCrAl–BN and Ti–TiAl3. A decrease in adhesion strength with the increase of reinforcing percentage is experienced by both materials. Ti–TiAl3 exhibits very high levels of adhesion strength for a percentage of TiAl3 of 5%. The absolute values of adhesion strength results much more higher in Ti–TiAl3 with respect to NiCrAl–BN. All the samples fractured at the coating–substrate interface. Actually, in cold spray, the coating mechanical properties are strongly dependent on the substrate–particles bonding. Now, the bonding levels are mainly dependent on the differences in mechanical properties of the particles and of the substrate. In the case of shear instability, the particle–substrate bonding is increased; it leads, in fact, to partial local melting induced by deformation. The phenomenon can by controlled by opportunely tuning the gas temperature and pressure as a function of particles and substrate properties.30,31 In the case of ceramic particle presence, a shift from cohesive to adhesive failure can be observed, and this aspect can lead to a strong reduction in adhesion strength.
32
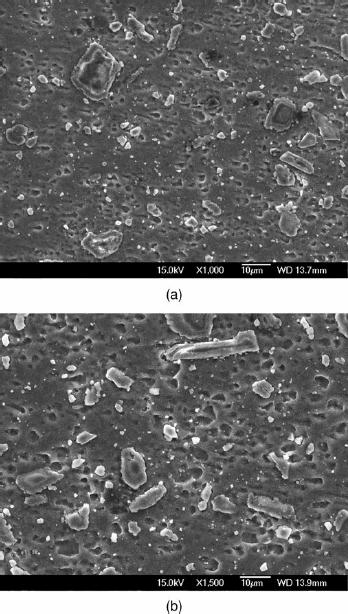
Such a shift is shown in Fig. 3 for NiCrAl with 20% BN and NiCrAl with 40 % BN. Similar conclusions were confirmed by the authors in Ref. 22 after wear tests.
Adhesion strength as function of reinforcing phase percentage for NiCrAl–BN and Ti–TiAl3
Shift from cohesive to adhesive fracture due to shift from 20 to 40% of BN in NiCrAl–BN composite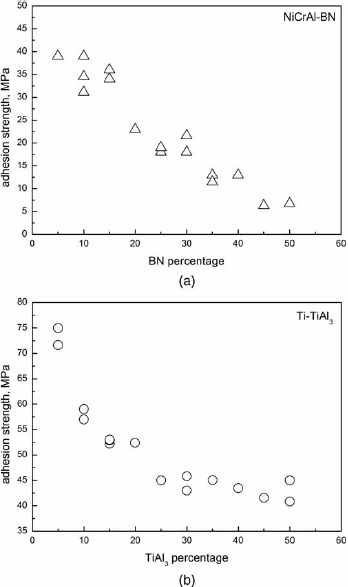
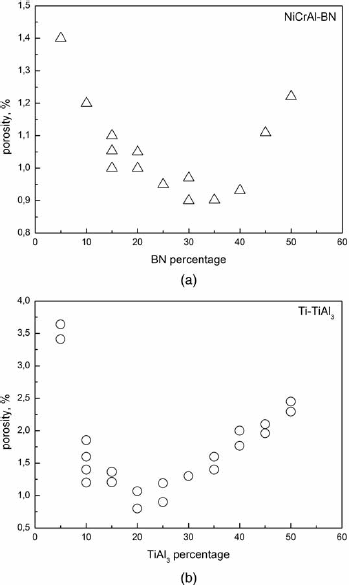
The porosity variation as a function of reinforcing phase percentage is shown in Fig. 4. Porosity decreases with reinforcing phase percentage increase up to a minimum for both materials. Such a minimum is reached ˜30% of BN for NiCrAl–BN composite while ˜20% of TiAl3 for Ti–TiAl3 composite. After reaching such minimum levels, porosity starts to increase as the reinforcing phase percentage increases for both materials. A beneficial effect due to the increase in reinforcement is observed for the porosity levels. Porosity decreases by increasing reinforcing particles in all the studied conditions up to 25% of reinforcing particles. The coating porosity is directly related to the capability of the particles to flatten during impact assuming a pancake-like shape with high aspect ratio. If the plastic deformation is insufficient for non-optimal processing parameter tuning, particles do not reach the required aspect ratio with consequent high porosity levels in the coatings. In general, it can be affirmed that the increase in reinforcement percentage increases the local plastic deformation (at the same velocity), leading to a decrease in porosity levels.
33
Porosity variation as function of reinforcing phase percentage for NiCrAl–BN and Ti–TiAl3
The variation of adhesion strength with grain size dimensions is shown in Fig. 5 for both materials. For NiCrAl based materials, adhesion strength increases with the increase in grain size, while for Ti based materials, adhesion strength decreases with the increase of grain size up to a minimum, and then it starts to increase with increasing grain size. A strong grain refinement effect, due to the presence of ceramic particles, was recorded. Optimal particle velocity leads to high adhesion strength through the increase in particle temperature at the impact and particle deformation. Different mechanisms take place during impact influencing particle–substrate bonding. They are localised welding to impact fusion, diffusion and metal– metal locking. Metal–metal locking and mechanical bonding are directly proportional to particle velocity, while diffusion bonding increases with increasing impact temperature.
34
In the case of nanocomposites, the bonding due to material melting is reduced with the increase in particle percentage. In such cases, in fact, recrystallisation due to metal–ceramic interaction is the main mechanism involved during impact. The presence of ceramic particles reduces the overall temperature effect and phase transformations. The presence of ceramic particles, in addition, destroys oxide phases eventually deposited on the substrate, improving adhesion. Some authors also suggest that the addition of ceramic particles creates additional microasperities, increasing the contact area.
Adhesion strength variation as function of grain size for NiCrAl–BN and Ti–TiAl3 composites
The porosity variation as a function of grain size is shown in Fig. 6 for both materials. For comparison, the same behaviour exhibited by the base materials (NiCrAl and Ti) is plotted. Porosity increased with the increase in grain size in NiCrAl, while it remains in a very narrow range in the NiCeAl–BN composite. Porosity in Ti– TiAl3 composite is always lower with respect to the unreinforced material. It was clear from the previous figures that grain size is strongly influenced by particle velocity; in particular, grain size decreases as the particle speed increases. In the case of nanocomposites, such speed must be fixed in narrower intervals with respect to the parent materials because (depending on the substrate hardness) hard particles can lead to undesirable phenomena of cavitation and erosion.
35
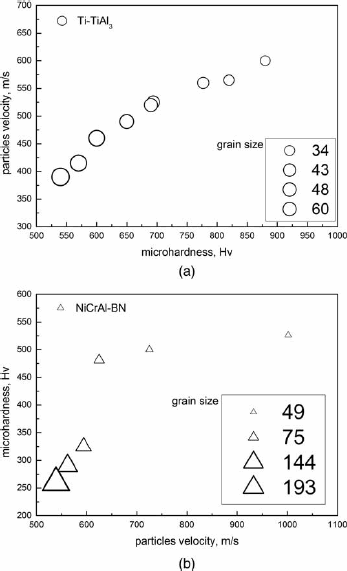
Microhardness variation of the studied composites is shown in Fig. 7 as a function of particle speed and grain size. The Ti–TiAl3 composite shows a continuous increase with particle speed increase and grain size decreasing. The NiCrAl– BN composite shows a different behaviour, and such material exhibits a continuous increase in hardness with particle speed up to 700 m s21, and then the microhardness increase shows a drop with further increase in particle speed.
Porosity variation as function of grain size for NiCrAl–BN and Ti–TiAl3 composites: data are compared with those belonging to corresponding base materials Microhardness as function of particles speed and grain size for NiCrAl–BN and Ti–TiAl3 composites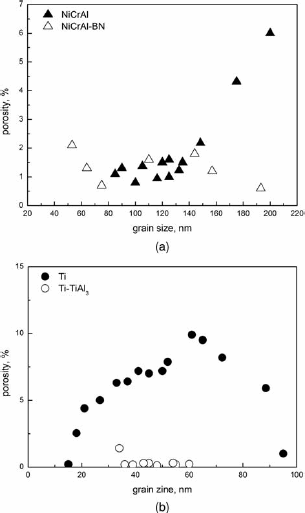
Particle size and percentage in the matrix affect the adiabatic shear instability governing recrystallisation. Higher presence of reinforcing particles and smaller dimensions result in a much strain hardened material due to the higher strain rates reached during impact. In cold spray composites, it is believed that porosity is dependent on the capacity of the metallic phase to fill up the gaps with the reinforcing particles. If the material ductility or the employed processing parameters are not optimised enough, many small pores can be observed in the coatings.
Conclusion
The mechanical properties of Ti and Ni based nano-composites produced via cold spray have been analysed, and the results are described in the present paper. For both materials, a decrease in grain size with the increase of particle velocity and reinforcing percentage has been demonstrated. A decrease in adhesion strength with the increase of reinforcing percentage is experienced by both materials. A beneficial effect, due to the increase in reinforcement percentage, was observed for the porosity levels. A different behaviour was observed in terms of comparison with the base materials. In particular, the reinforcing phase has a beneficial effect on adhesion strength for Ni based composites; on the contrary, porosity levels are lower in the unreinforced Ti with respect to the corresponding composite. The reinforcing percentage decreases the porosity levels for both composites with respect to the unreinforced materials.