
Abstract
As the literature reported, the microhardness of particle reinforced metal matrix composite coatings fabricated by cold spraying (CS) could be significantly increased compared to pure metallic coatings by CS. However, the correlation between the strengthening mechanism of reinforcements and the microhardness increment is still not well revealed. Therefore, in this study, two strengthening mechanisms of reinforcement particles in CSTiNp/Al5356 coatings, i.e. the strain hardening effect of reinforcement particles tamping on the metal matrix and the dispersion strengthening effect of uniformly dispersed reinforcement particles, were studied, and the proportions by two strengthening effects were qualitatively characterised as a first approximation by a proposed microhardness calculation model based on the hardness data of both the as sprayed and heat treated coatings. Results show that the dispersion strengthening effect of TiN particles plays a greater role in microhardness increment than the strain hardening effect of TiN tamping on the Al5356. In addition, the bonding interface of metal/ceramic particles in TiNp/Al5356 coatings was characterised using a transmission electron microscope for revealing the bonding features at the interface. Results show that although an intimate contact (i.e. bonding) is formed at the TiNp/Al5356 interface, the bonding is relatively weak, with some cracks or pores possibly present at the interface.
Keywords
Introduction
In the last decade, cold spraying (CS), as a solid state coating technique, has been widely investigated owing to its high deposition efficiency and capability of mass production of many metals and alloys,1,2 composites (metal–metal,3–5 metal–ceramics,6–19 and even cermets 20 ), intermetallics 21 and nanostructured coatings. 16 As for composites, the previous studies6–19 showed that CS has great potentials in producing metal matrix composites (MMC), especially particle reinforced MMCs (PRMMCs). In addition, CS PRMMC can be efficiently used as the protective coatings, e.g. wear resistance coatings, as well as quick reparation of industrial components due to its advantages of easy operation and portable applicability. It should be pointed out that a number of traditional routes including melting processes and powder metallurgy, such as casting, sintering, hot pressing and thermal spraying, were used to produce MMC. However, the bonding interface reaction between the ceramic reinforcement and metal matrix is a key problem to these high temperature processes.
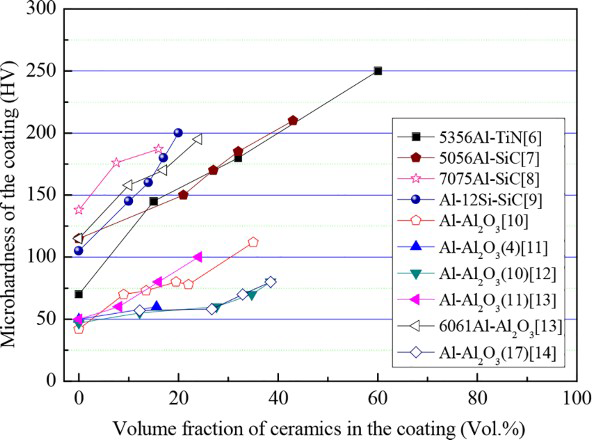
As reported by the studies6–19 shown in Fig. 1, the addition of ceramic particles is of great significance to improve the microhardness of Al based composite coatings owing to the effect of strain hardening. The literature7–15 has indicated that the microhardness of the Al2O3/Al composite coatings is much higher than that of pure Al coating. For example, Bakshi et al. 16 found that the region of high Vickers hardness in the multiwalled carbon nanotube/Al coating was attributed to the reinforcements of high content multiwalled carbon nanotubes in that region. Yu et al. 17 showed that a higher reinforcement content in the coating contributes from a higher microhardness. While for the composite coatings, besides the strain hardening effect, the uniformly dispersed ceramic particles strengthen the matrix by restricting the matrix deformation, and thus, the coatings also can retain a relatively higher microhardness after annealing. For example, Phani et al. 18 have reported that the CS nanocrystalline Al2O3/Cu composite could retain high hardness even after heat treatment at 950°C because of the presence of fine alumina particles. Consequently, according to the discussion of the published literature, the microhardness increment by the reinforcements may be concluded into two strengthening mechanisms, i.e. the strain hardening effect of the subsequent reinforcements tamping on the previously deposited metal particles and the dispersion strengthening effect produced by the uniformly dispersed reinforcements. However, by far, there are few reports about qualitative characterisation of these two strengthening mechanisms of reinforcements in CS composite coatings. Consequently, in this study, a model of microhardness calculation as a first approximation was proposed to investigate the strengthening effects of reinforcements in composite coatings.
Correlation of ceramic volume fraction in coating with coating microhardness
In addition, due to the addition of reinforcements in the metal matrix and the solid state nature of CS coatings, the metal/ceramic bonding interface would have a great influence on the microstructure and properties of CS PRMMC. For example, Luo et al. 19 reported that an Ni based amorphous layer with a thickness ranging from 3 to 8 nm was located at the cubic boron nitride powder/NiCrAl interface, and the as sprayed 20 vol.-% cubic boron nitride powder/NiCrAl nanocomposite coating yielded a microhardness of 1063 HV0.3, which indicates that the microstructure near the metal/ceramic bonding interface has a great influence on the coating properties. Ko et al. 22 found a thin and amorphous film at the interface between the cold sprayed Al particles and ferrous substrate. Borchers et al.23,24 deposited the coating with face centred cubic metals of Al, Cu and Ni to study the microstructural bonding features, and they used mechanical and conductive properties behaviour to explain possible bonding mechanisms. However, the interfacial behaviour of metal/ceramic interface is still not well explored. Therefore, in the present study, the transmission electron microscope (TEM) was used to characterise the behaviour of the metal/ceramic bonding interface.
Experimental materials and procedure
Powder characterisation
A gas atomised Al5356 powder (AlMgCrMnTi, 5–63 μm, LERMPS Lab, France) and a commercial TiN powder (10–45 μm, H.C. Starck, USA) were used as feedstocks; their morphologies are shown in Fig. 2a and b respectively. Three blends of 25, 50 and 75 wt-%TiN were mechanically mixed for CS deposition. For comparison, pure Al5356 coating was also produced. Aluminium plates having a 4 mm thickness were used as substrates and sand blasted before spraying.
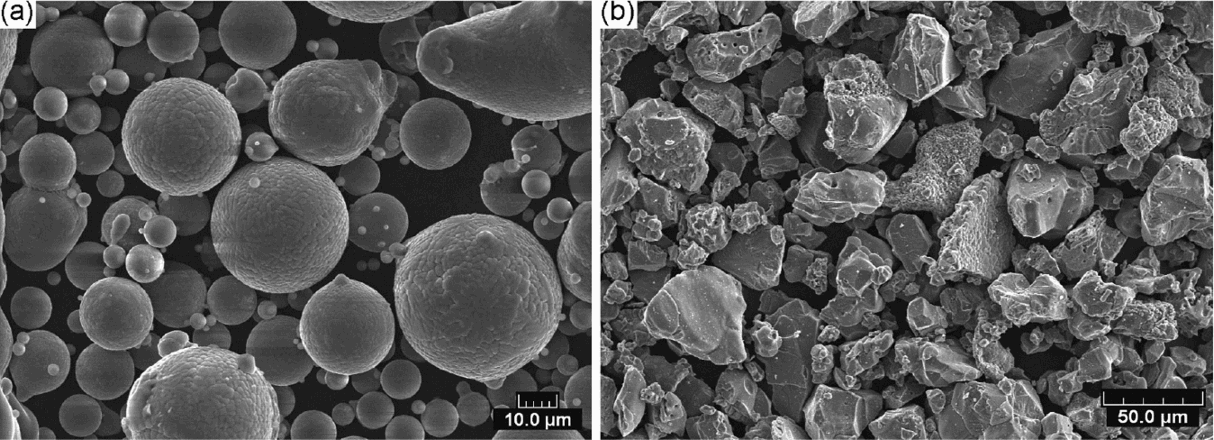
Morphologies of used powders: a Al5356; b TiN
Spray system and conditions
A CS system with a commercial cold spray gun (Kinetiks 3000) was employed for coating deposition. An optimised nozzle (LERMPS, France) was adopted, which has an expansion ratio of ∼4.9 and a divergent section length of 170 mm. High pressure compressed air was used as the accelerating gas, and argon was used as the powder carrier gas. Spraying was conducted at an air inlet pressure of 2.7 MPa and temperature of ∼510°C. The pressure of argon was ∼3 MPa. The standoff distance from the nozzle exit to the substrate surface was 30 mm. The other detailed information could be checked in Refs. 6 and 7.
Coating characterisation
After deposition, some samples were heat treated in a vacuum resistance furnace (ZDL-40m, Vacuum Equipment Co. Ltd of the Boat Star of Jinzhou, China). The heat treatment was conducted under 10− 2 Pa at 450°C for 2 h followed by furnace cooling. The coating microhardness was tested by a Vickers hardness indenter (Duramin-A300, Denmark) with a load of 200 g for 15 s. More than 20 readings were taken randomly throughout the specimen and averaged to evaluate the coating microhardness. The powder morphologies and coating microstructure were examined using a scanning electron microscope (SEM) (ZEISS SUPRA55, Germany). The bonding interface was observed using TEM (Tecnai F30, FEI, USA). The volume fraction of TiN particulates and the porosity of the composite coating were estimated using at least 10 SEM images with the Scion Image software (NIH, USA).
Description of microhardness calculation model
To explore the two hardening mechanisms, a microhardness calculation model to a good approximation was proposed based on the obtained microhardness data for the as sprayed and heat treated coatings. The previous studies6,18 have revealed that it can be effectively eliminated via the post-heat treatment. For example, Phani et al. 18 have indicated that the cold working effect of the cold sprayed coating can be neglected when it is in an annealed state. In addition, in Li's earlier work, 6 he has also indicated that the hardening effect can be almost released for pure deposits after annealing. It is also considered that the strain hardening effect, which can be eliminated via heat treatment, can be attributed to two aspects, the metal particles tamping metal particles and the reinforcement particles tamping metal particles. The calculation procedure is as follows.
The microhardness of pure Al5356 coating and three composite coatings deposited with blends of 25, 50 and 75 wt-%TiN particles can be expressed by the following equations. As for the pure Al5356 coating, the microhardness can be written as

 is the microhardness of heat treated pure Al5356 coating. HA1 → A1 represents the microhardness increment by the strain hardening effect of Al5356 particles tamping Al5356 particles. ΔHA1 represents the microhardness decrement of as sprayed pure Al5356 coating after heat treatment; here, the value of ΔHA1 is equal to ΔHA1 → A1 as explained that the hardening effect can be almost released for pure coating after heat treatment.
is the microhardness of heat treated pure Al5356 coating. HA1 → A1 represents the microhardness increment by the strain hardening effect of Al5356 particles tamping Al5356 particles. ΔHA1 represents the microhardness decrement of as sprayed pure Al5356 coating after heat treatment; here, the value of ΔHA1 is equal to ΔHA1 → A1 as explained that the hardening effect can be almost released for pure coating after heat treatment.
When reinforcements are added, the single strengthening mechanism by the strain hardening effect is changed. Two factors, including the strain hardening effect by subsequent reinforcements tamping the previously deposited metal and the dispersion strengthening effect produced by uniformly dispersed reinforcements, shall be taken into consideration


 is the microhardness after heat treatment. HTiN25 → A1 represents the microhardness increment produced by the strain hardening effect of 25 wt-%TiN particles tamping Al5356 particles. HTiN25 represents the microhardness increment produced by the strengthening effect of uniformly dispersed 25 wt-%TiN particles. In addition, the microhardness after heat treatment is equal to the sum of microhardness increment induced by the dispersion strenghteningof 25 wt-%TiN particles and microhardness of as sprayed pure Al5356 coating after heat treatment, as shown in equation (3).
is the microhardness after heat treatment. HTiN25 → A1 represents the microhardness increment produced by the strain hardening effect of 25 wt-%TiN particles tamping Al5356 particles. HTiN25 represents the microhardness increment produced by the strengthening effect of uniformly dispersed 25 wt-%TiN particles. In addition, the microhardness after heat treatment is equal to the sum of microhardness increment induced by the dispersion strenghteningof 25 wt-%TiN particles and microhardness of as sprayed pure Al5356 coating after heat treatment, as shown in equation (3).
Similarly, the strengthening mechanisms of 50 wt-%TiNp/Al5356 and 75 wt-%TiNp/Al5356 can be described as the following formulae




Results and discussion
Scanning electron microscopy observation
The microstructure and properties of as sprayed pure Al5356 coating and TiNp/Al5356 composite coatings and the corresponding heat treated ones have been reported in previous studies.6,7 In addition, the volume fractions of TiN particles in three different composites were estimated in Ref. 7. It indicated that TiN volume fraction in the composite is practically identical to that in the original blend. This fact suggests that, under the subjected spray conditions, TiN particles had an identical deposition efficiency with Al5356 particles. Therefore, based on our earlier works, we just give a brief statement of the as sprayed 75 wt-%TiNp/Al5356 composite coating in this paper. As shown in Fig. 3, the sizes of many TiN particles are much finer than those in the original powder (Fig. 2b). Based on the morphology observation of the TiN particles in the feedstock, it could be considered that these agglomerated TiN particulates have experienced severe collision during high velocity impacting as shown in Fig. 3. In addition, Yu et al. 8 also stated that the former deposited ceramic particles would be collided by the subsequent ceramic particles, and they would be broken up and even be detached from the substrate. It is of much interest to find that TiN particles are uniformly dispersed in the Al5356 matrix, and the TiN particles have been well embedded in the matrix. The bonding between the TiN particles and the Al5356 matrix seems sound according to the tensile tests. 6 In this case, a TEM sample can be successfully prepared without losing most TiN particulates, which will be shown in the section on ‘Metal/ceramic interface behaviour’.
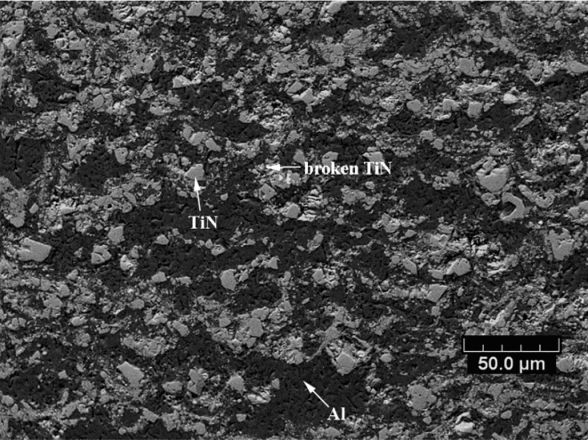
Cross-sectional SEM image of as sprayed 75 wt-%TiNp/Al5356 composite observed with backscattered electrons
Discussion on strengthening mechanism
The microhardness of as sprayed pure Al5356 coating and TiNp/Al5356 composite coatings, and the corresponding heat treated ones, is shown in Fig. 4. It is seen that the microhardness of the heat treated TiNp/Al5356 composite coatings is much lower than that of the as sprayed ones. With the increase in TiN volume fraction in the coating, the microhardnesses of both the as sprayed and the heat treated coatings increase significantly. It is known that the strain hardening effect during CS can effectively contribute in increasing microhardness of as sprayed coatings. However, after heat treatment, the strain hardening effect is almost released for pure coatings.6,18 While for composite coatings, besides the strain hardening effect, the uniform dispersion of TiN particles can also strengthen the matrix through restricting the deformation of matrix, and thus, the composite coatings present a relatively higher microhardness after heat treatment. This is in accordance with results found by Phani et al. 18 and others.
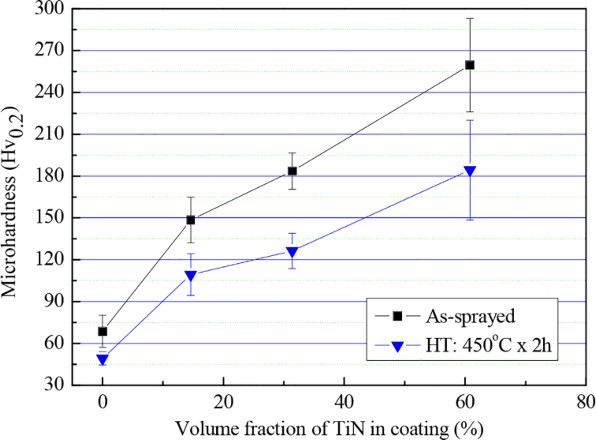
Correlation of TiN volume fraction in coating with microhardness of coating
The curves of microhardness variation induced by two strengthening mechanisms under three volume fractions of TiN particles are shown in Fig. 5. By comparison with the microhardness of as sprayed TiNp/Al5356 coatings, the proportions of microhardness induced by two different strengthening mechanisms can be calculated via Figs. 4 and 5. For the microhardness increment induced by the strain hardening effect under three different contents of TiN particles, the proportions are 13.5, 21.1 and 21.9% respectively. Moreover, for the microhardness increment induced by the dispersion strengthening effect under three different contents of TiN particles, the proportions are 40.5, 42.1 and 52.2% respectively. As a result, it can be concluded that the dispersion strengthening effect of TiN particles plays a greater role in microhardness increment than the strain hardening effect of TiN tamping the Al5356.
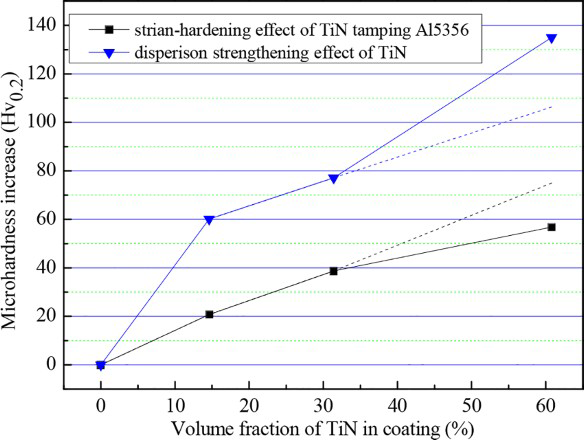
Correlation of TiN volume fraction in coating with microhardness induced by two strengthening mechanisms of TiN
In addition, it is found that the slope of microhardness increment induced by the strain hardening effect of TiN particles tamping Al5356 declines with the increase in volume fraction of TiN in the coating as shown in Fig. 5, which can be explained as follows: with the addition of TiN particles in Al5356 powder, the bonding process is facilitated by the tamping and cleaning effects of non-deforming TiN particles. As a result, with the increase in TiN volume fraction in the starting powder, the deposited Al5356 particles would experience intensive deformation during the impacting process. However, the more TiN particles are included in the starting powder, the higher is the probability that a TiN particle hits another TiN particle. Once the volume fraction of TiN exceeds a certain value, the deposition process becomes dominated by the interaction of TiN particles, which do not harden another, also leading to a decline of deposition efficiency of TiN. Consequently, the slope of the microhardness increment induced by the strain hardening effect would decline with the further increase in TiN volume fraction. However, the microhardness increment induced by the dispersion strengthening effect ofTiN particles raises with the increase in TiN volume fraction. This phenomenon can be explained that the volume fractions of TiN in the composite is practically identical to that in the original blend. Therefore, the higher the concentration of TiN in the starting powder, the more TiN particles would be easily fragmented during the impacting process, and finer TiN particles would be embedded in the Al5356 matrix and play an important role in dispersion strengthening for the composite coatings.
Metal/ceramic interface behaviour
Bearing in mind the macroscopic strengthening mechanisms of reinforements, we observed the metal/ceramic interface microscopically to seek the underlying bonding mechanism. Figure 6a shows a typical TEM image of the TiNp/Al5356 composite coating along with the EDS patterns at two positions marked in Fig. 6a. The EDS1 pattern (Fig. 6b) conclusively indicates the presence of TiN (black region), and the EDS2 pattern (Fig. 6c) clearly indicates the presence of Al along with TiN. The occurrence of a TiN peak in the EDS2 pattern is possibly because the EDS spot size is larger. In addition, the insets (selected area electron diffraction) of i and ii in Fig. 6a show the ultrafine aluminium grains and the TiN with face centred cubic structure.
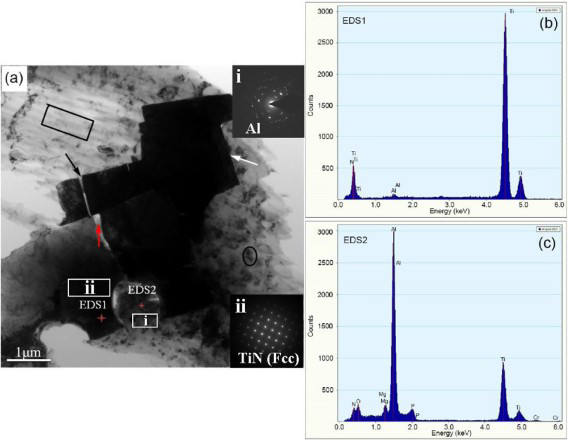
a cross-sectional TEM image of TiNp/Al5356 composite coating and EDS analysis at two positions: b EDS1 and c EDS2
The large TiN particle presents an irregular appearance in the Al5356 matrix, which may benefit its bonding with matrix due to its relatively higher kinetic energy. 8 The white arrow in Fig. 6a shows the interface of the TiN particle with Al5356 matrix, and a close contact between theTiN particle and matrix can be observed. As marked by the black arrow in Fig. 6a, it could be considered that the TiN particle has been severely broken by the subsequent TiN particles during impacting. In addition, numerous dispersed dark lumps of TiN showed up in the Al5356 matrix as marked by the black circle, which would play a significant role in dispersion strengthening for the composite coatings. It also can be seen that some cracks occur in the large TiN particle as indicated by grey arrow, and it can be obtained that the cracks may be caused by the reflected tension shock waves generated from the impact interface when large TiN particle impinged on the metallic matrix. When observing the rectangle as indicated in Fig. 6a, it shows the aligned and elongated Al5356 grains witha width of ∼0.1 μm and a length of 1 μm. These non-equilibrium grain boundaries are characterised by ultrahigh dislocation densities beside the grain boundaries. This fact provides further evidence that the grains in the deposited particles experienced intensive tamping deformation during CS.
In another observation as shown in Fig. 7a, fine TiN particle has been well embedded in Al5356 matrix. In addition, the high resolution TEM analysis of the interface between the TiN particle and Al5356 matrix as shown in Fig. 7b and c indicates that Al5356 and TiN have formed an intimate contact between each other. In addition, a mixed thin layer presents at the interface. It seems that the amorphous layer along the interface formed through ultrahigh strain rate plastic deformation, and which was induced by high velocity impact of the ceramic particle dispersion strengthened metallic matrix composite. 22 However, obvious cracks and pores can be found at the interface between the Al5356 matrix and TiN particle, which is not conducive to the efficient interface bonding. It is interesting to find that the shape of TiN particle at the bonding interface presents sawtooth as marked by the white curve in Fig. 7a, which could benefit the mechanical interlocking. In addition, an intresting phenomenon worth noting is that when observing the metal/ceramic interface under electron beam for an extended period, the metal/ceramic interface would generate a crack gradually owing to the bombardment of electron beam, which also indicates that a relatively poor bonding exists in the metal/ceramic interface.
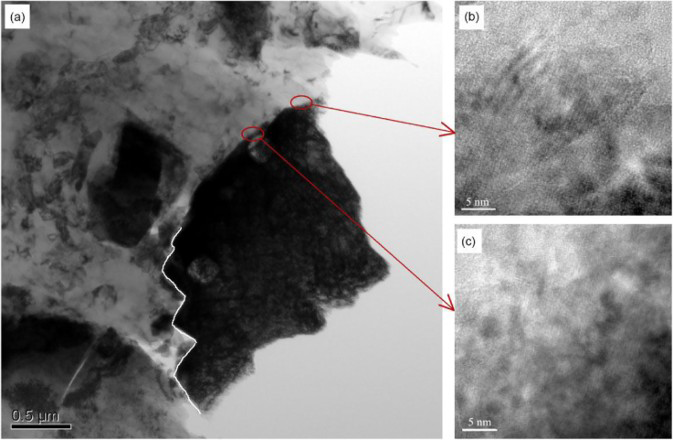
a image (TEM) of bonding interface between TiN particle and Al5356 matrix and b, c high resolution TEM images of TiNp/Al5356 interface at two locations
Conclusion
Based on the results obtained in this study, the following conclusions could be drawn.
By comparing the microhardness of the as sprayed and heat treated TiNp/Al5356 coatings deposited with different TiN fractions, a method to qualitatively calculate the proportions of different strengthening effects on the microhardness was proposed. Two strengthening mechanisms of TiN particles in composite coatings were identified, i.e. the strain hardening effect of TiN particles tamping on the Al5356 and the dispersion strengthening effect of uniformly dispersed TiN particles. The dispersion strengthening effect of TiN particles plays a greater role in microhardness increment than the strain hardening effect of TiN tamping the Al5356. In addition, with the increase in TiN volume fraction, the microhardness increment induced by the dispersion strengthening effect rises. However, the microhardness increment induced by the tamping effect declines due to the decrease in deposition efficiency. The TEM analysis shows that the TiN particles have been severely broken during the impacting process, and the large TiN particle presents an irregular appearance in Al5356 matrix. High resolution TEM analysis indicates that an intimate contact is formed at the TiNp/Al5356 interface. However, some cracks and pores around the large TiN particle can be found at the interface, and the bonding is relatively weak. An irregular shape of TiN particle at the interface may be helpful to the interface mechanical bonding.
Footnotes
Acknowledgements
The authors would like to acknowledge the financial support from the State key Lab of Advanced Metals and Materials (grant no. 2013-ZD07) and the 111 Project (grant no. B08040). The author, C. Huang, would also like to thank the financial support from the program of the China Scholarship Council.