
Abstract
NiYP alloy coatings were prepared on the surface of sintered NdFeB magnets by electroless composite plating. The effects of Y3+ concentration on the deposition rate, surface morphologies, element contents and corrosion resistance were investigated. The results showed that the deposition rate of NiYP alloy coatings decreased with the increasing Y3+ concentration. A thin NiYP film with adsorbed rare earth yttrium could be formed at higher concentration, which reduced the number of catalytic sites on the surface of intered NdFeB magnets. With the increase in Y3+ concentration up to 6 mmol L− 1, the self-corrosion potential Ecorr of the electroless NiYP coatings in 3.5%NaCl solution increased from − 672 to − 513 mV, and the self-corrosion current density Icorr decreased from 28.81 to 1.15 μA cm− 2. The mechanisms of corrosion resistance of the electroless NiYP coatings modified by Y3+ addition were discussed.
Introduction
The NdFeB permanent magnets were used in electronic engineering, instrumental technique, computer technology, electrical engineering, audio and video technology, bioengineering and automotive industry due to their excellent magnetic properties, good productivity, superior energy efficiency and low cost since 1984.1–4 However, their poor corrosion resistance in various environments hindered their further applications because of their multiphase microstructure besides their inherent sintered porous structure and the active rare earth Nd element. 5 The sintered NdFeB magnets were composed of three basic phases: the matrix phase (the ferromagnetic tetragonal compound Nd2Fe14B), the Nd rich phase Nd4Fe and the B rich phase Nd1+εFe4B4.2,6,7 Among the three phases, the Nd rich phase had more negative electrochemical potential because of its high neodymium content than the matrix phase, which caused the preferential corrosion of Nd rich intergranular phase.8,9
To improve the corrosion resistance of the sintered NdFeB magnets, surface coatings and alloy elements addition were commonly applied.10–12 Compared with surface coatings, the application of alloy elements addition was limited because only a few alloy elements marginally improved the corrosion resistance at a substantial compromise of magnetic properties and some magnetic properties could be considerably deteriorated.13,14 Coatings were widely applied due to more excellent anticorrosion performance, lower cost and simple process. Currently, electroless Ni–P coatings as a protective film became potential application in the aspect of protecting magnets for their outstanding anticorrosion and mechanical performance compared to that of other coatings. 15 More lately, Ashassi-Sorkhabi et al. found that an optimum concentration of added rare earth elements in the acidic hypophosphite plating bath could improve the deposition rate of NiP alloy coating and the addition of rare earth significantly increased the Pd stability of the electroless nickel bath. 16 Yan et al. investigated the effects of Yb3+ concentration on the corrosion resistance and deposition rate of electroless Ni–P coatings on the sintered Nd–Fe–B magnets. They found that the addition of Yb3+ could significantly improve the corrosion resistance of the electroless Ni–P coatings and change the deposition rate of coatings. 17 The kind of rare earth elements and their concentrations were the main factors causing beneficial effects on the microstructure and properties of electroless Ni–P plating. 18 The stability constants for the same type of rare earth element complex increased with the decrease in the ionic radius of rare earth element. That is, the larger the ionic radius of rare earth element, the smaller the complexing ability. 19 Yttrium was the abundant rare earth surface active element with a small ionic radius (0.09 nm) and low electronegativity (1.22). Gu et al. found that the maximum complexing ability for Y3+(4.41–4.44) was higher than that for other rare earth elements (La3+, Ce3+, Sm3+, Gd3+) (0.72–1.03). 20 The addition of yttrium salts in smaller amounts significantly effected on the stability of electroless nickel plating bath and wear resistance of the NiP deposits. 21 Although the effects of the addition of rare earth elements in the plating solution on the microstructure and properties of electroless Ni–P alloys were reported, there were limited reports regarding the influence of rare earth element yttrium on the deposition rate, element content and corrosion resistance of the electroless NiP alloy coatings. Furthermore, the electron configuration of yttrium was 4d15s2, which might be beneficial to affect the electron transfers during electroless plating. Based on the above considerations, it was worthwhile to study the influence of rare earth yttrium ions on the morphology, deposition rate and corrosion resistance of electroless Ni–P coatings.
Experimental
Material and specimen preparation
The sintered Nd–Fe–B magnets with dimensions of 12 × 12 × 4 mm served as substrates of the Ni–Y–P coating. Before electroless deposition, the substrates were mechanically grinded using SiC paper up to a grit of 1200, cleansed with alkaline solution containing 15–20 g L− 1 NaOH, 20–30g L− 1 Na3PO4, 10–18 g L− 1 Na3CO3 and 6 g L− 1 Na2SiO3 in ultrasonic field for 5 min at 80°C and rinsed with deionised water. Then, the substrates were immersed in 10%HNO3 solution for 10 s and rinsed again with deionised water.
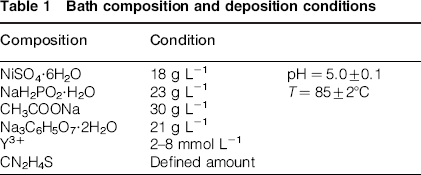
The basic bath contained nickel sulphate, sodium hypophosphite, trisodium citrate, sodium acetate and thiourea for the preparation of NiYP deposits (Table 1). The initial pH value of the basic bath was adjusted by diluting lactic acid to 5.0 ± 0.1. The bath temperature was kept in a constant temperature water bath at 85 ± 2°C under atmospheric environment. The substrates were immersed into electroless plating solution for 1 h. Y3+ ranging from 2 to 8 mmol L− 1 was added into the base solution in the form of YCl3·6H2O.
Bath composition and deposition conditions
The deposition rate was calculated by the deposition time and thickness. The total thickness of the coatings was estimated based on the SEM images of the cross-section. Three readings were taken for each coatings, and the values were then averaged.
Microstructure analysis
The morphologies of the electroless NiYP coatings were investigated using SEM (JSM-6390A). During SEM observations, EDAX was employed to examine the phase composition of the coatings. Four readings were taken for each coatings, and the values were then averaged.
Electrochemical measurements
The polarisation curves of the electroless NiYP coatings in 3.5%NaCl solution were tested to evaluate the anticorrosion property. Saturated calomel electrode was used as a reference and Pt electrode as the assistant electrode. The exposed surface area of the studied sample was 1.0 cm2. The scanning speed was 10 mV s− 1.
Results and discussion
Effect of Y3+ concentration on deposition rate of coating
When concentrations of Y3+ in bath solution were 0, 2, 4, 6 and 8 mmol L− 1, the average thicknesses of the coatings measured by analysis of the cross-section were 38.25, 36.02, 31.89, 21.67 and 18.53 μm, and the standard deviations of the film thickness were 0.2902, 0.4055, 0.2214, 0.3027 and 0.2773 μm respectively. The dependence of the deposition rate on the concentration of Y3+ is illustrated in Fig. 1. It could be seen that the deposition rate decreased with the increase in the concentration of Y3+. The depositing rate was achieved at 36 μm h− 1 with the Y3+concentration of 2 mmol L− 1 in the deposition solution.
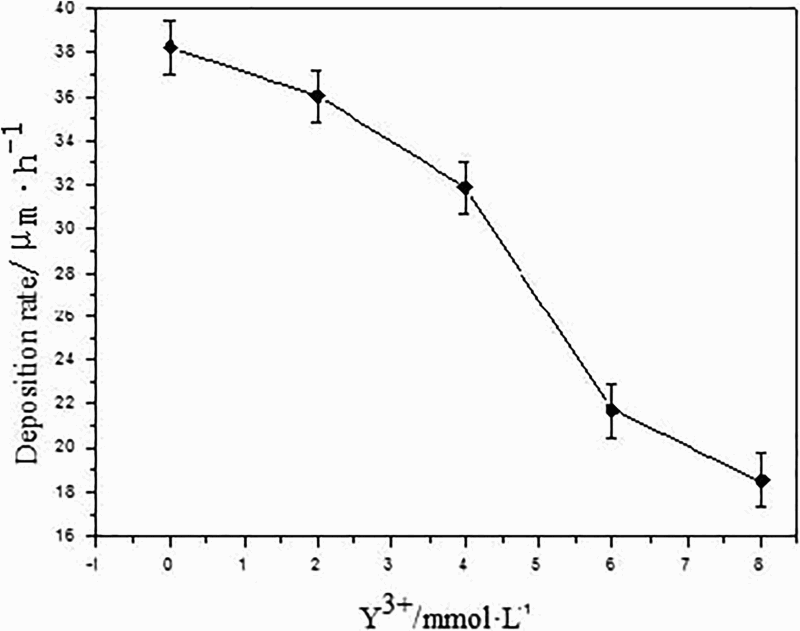
Dependence of deposition rate on concentration of Y3+
The oxidation–reduction reactions of electroless Ni–P deposition in acidic bath could be broadly expressed as follows
16

Surface morphology and elemental analysis
The properties of electroless NiYP deposits were ascribed to their microstructural characteristics. Figure 2 showed the typical SEM images of the coatings with different concentrations of Y3+ significantly affecting the surface morphology of electroless NiYP alloy coatings. Hemispherical clusters formed in all the NiYP coatings. When concentrations of Y3+ were fewer than 8 mmol L− 1, the surface of NiYP alloy coatings were uniform, and average size of hemispherical clusters decreased with the increase in Y3+ concentrations in the solution. When concentrations of Y3+ in the bath approached 8 mmol L− 1, more surface defects and hemispherical clusters in large size appeared. These clusters confirmed the presence of nickel or nickel and trace amounts of yttrium in the coatings. When concentrations of Y3+ were up to 6 mmol L− 1, the clusters contained 86.83% nickel, 12.65% phosphorus and 0.52% yttrium, as determined by EDAX. Moreover, the concentration of these clusters was different from the bulk concentration. Because the absorbed nickel or yttrium became the active centre and a lot of crystal nuclei of the clusters formed, the coatings with large cluster density were retained up to the yttrium concentration of 6 mmol L− 1 in bath solution.
25
When further increasing Y3+ to 8 mmol L− 1, the size of the active centre decreased and the charged yttrium cations might form neutral molecule with
 , preventing its oxidation.25,26 It was not enough to form large numbers of clusters of crystal nucleus. This might be the reason for the low cluster density for 8 mmol L− 1. Therefore, the addition of the rare earth yttrium in small amounts to the solution significantly modified the surface of the coatings. However, yttrium ions of high concentration could inhibit the oxidation reaction of hypophosphite, resulting in non-uniform deposition of alloy and the low quality of the alloy coatings.
, preventing its oxidation.25,26 It was not enough to form large numbers of clusters of crystal nucleus. This might be the reason for the low cluster density for 8 mmol L− 1. Therefore, the addition of the rare earth yttrium in small amounts to the solution significantly modified the surface of the coatings. However, yttrium ions of high concentration could inhibit the oxidation reaction of hypophosphite, resulting in non-uniform deposition of alloy and the low quality of the alloy coatings.
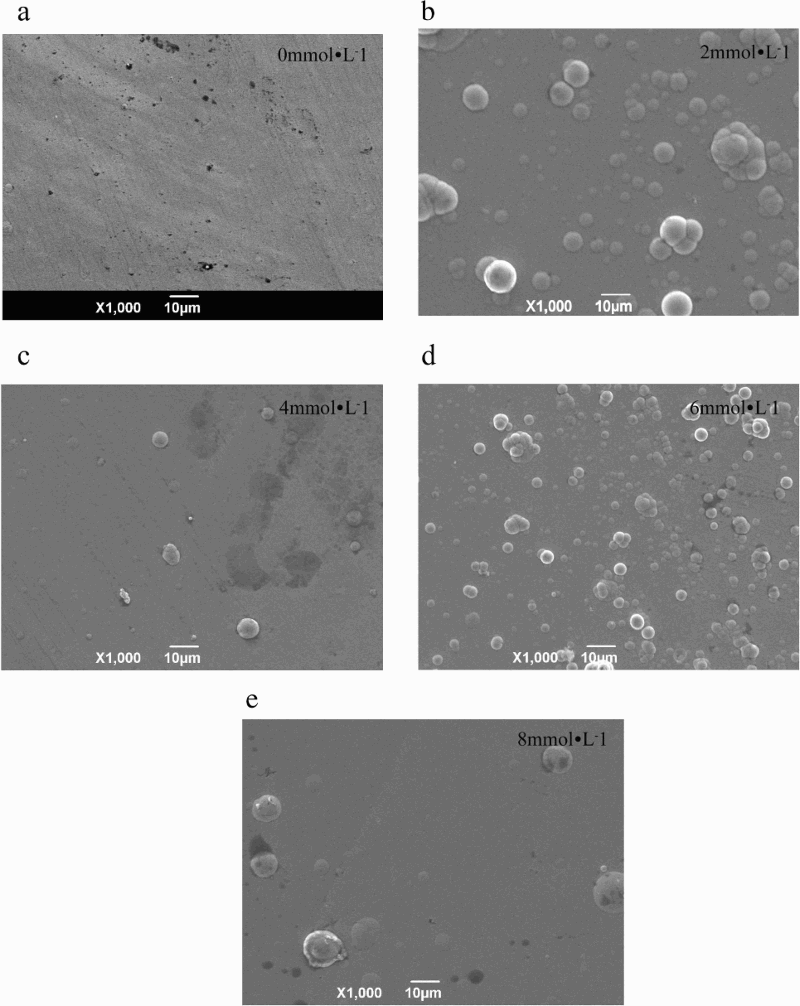
Surface morphologies of electroless deposited NiYP coatings at different concentrations of Y3+: a 0 mmol L− 1; b 2 mmol L− 1; c 4 mmol L− 1; d 6 mmol L− 1; e 8 mmol L− 1
When rare earth yttrium concentrations in the optimised bath and conditions were fixed at 2, 4, 6 and 8 mmol L− 1 respectively, the NiYP alloy coatings contained the corresponding rare earth yttrium of 1.15, 3.36, 3.93 and 4.15 wt-%, as determined by EDAX. The composition of the NiYP alloy coatings measured by EDAX with different concentrations of Y3+ in the baths is shown in Table 2. From Table 2, it was evident that composite codeposition of nickel–yttrium–phosphorus and the high phosphorus deposit appeared. In the case of NiYP ternary system, Y3+, Ni2+ and H+ competed for the electrons released during the oxidation of
 causing the yttrium element contents to increase with the increase in the concentration of Y3+ in the bath. The deposition of the rare earth yttrium element in the NiYP alloy coatings resulted in the reduction of nickel element. When the concentration of Y3+ was < 8 mmol L− 1, nickel element content decreased with the increasing concentration of Y3+ in the bath. When the concentration of Y3+ in the bath was 6 mmol L− 1, nickel element content in the coatings dropped down to 82.25 wt-%. For yttrium ion concentrations of 6 and 8 mmol L− 1 in the solution, the content of nickel in alloy coatings showed little difference. According to the electrochemical deposition theory,
causing the yttrium element contents to increase with the increase in the concentration of Y3+ in the bath. The deposition of the rare earth yttrium element in the NiYP alloy coatings resulted in the reduction of nickel element. When the concentration of Y3+ was < 8 mmol L− 1, nickel element content decreased with the increasing concentration of Y3+ in the bath. When the concentration of Y3+ in the bath was 6 mmol L− 1, nickel element content in the coatings dropped down to 82.25 wt-%. For yttrium ion concentrations of 6 and 8 mmol L− 1 in the solution, the content of nickel in alloy coatings showed little difference. According to the electrochemical deposition theory,
 was adsorbed to the substrate surface, and free electron was a result of the oxidisation.
17
After accepting free electrons, nickel and yttrium ions in the solution were reduced and preferentially nucleated on the substrate surface in the electroless process. However, excess adsorbed yttrium ions hindered the adsorption and deposition of nickel ions on the substrate surface, resulting in the decrease in nickel element content and deposition rate. When the concentration of Y3+ was < 6mmol L− 1, phosphorus element increased with the increasing Y3+ concentration in the solution. The yttrium ions promoted the transfer of free electrons produced by the oxidisation of
was adsorbed to the substrate surface, and free electron was a result of the oxidisation.
17
After accepting free electrons, nickel and yttrium ions in the solution were reduced and preferentially nucleated on the substrate surface in the electroless process. However, excess adsorbed yttrium ions hindered the adsorption and deposition of nickel ions on the substrate surface, resulting in the decrease in nickel element content and deposition rate. When the concentration of Y3+ was < 6mmol L− 1, phosphorus element increased with the increasing Y3+ concentration in the solution. The yttrium ions promoted the transfer of free electrons produced by the oxidisation of
 and codeposited along with Ni and P by secondary reactions. Once the concentration of Y3+ was more than 6 mmol L− 1, the P content of the NiYP alloy coatings was almost 13.55wt-%, indicating that yttrium ion concentration had a little effect on the phosphorus content.
and codeposited along with Ni and P by secondary reactions. Once the concentration of Y3+ was more than 6 mmol L− 1, the P content of the NiYP alloy coatings was almost 13.55wt-%, indicating that yttrium ion concentration had a little effect on the phosphorus content.
Effect of Y3+ concentration on element content of electroless NiYP coatings*
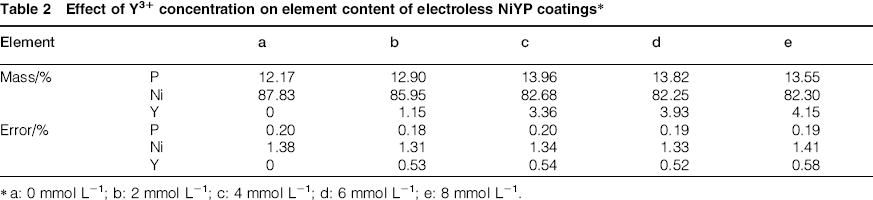
a: 0 mmol L− 1; b: 2 mmol L− 1; c: 4 mmol L− 1; d: 6 mmol L− 1; e: 8 mmol L− 1.
Corrosion resistance of coatings
Figure 3 shows the potentiodynamic polarisation curves of the NiYP coatings prepared from the baths with different concentrations of Y3+. The values of Ecorr and Icorr for coated NdFeB magnets by fitting the potentiodynamic polarisation curves with Tafel epitaxial method are listed in Table 3. As the specimens were immersed in 3.5%NaCl solution, the self-corrosion current density icorr of the bare NdFeB was 703 μA cm− 2, and the self-corrosion potential Ecorr was − 792 to − 906 mV.27,28 In comparison with the bare NdFB substrate, it appeared that the self-corrosion potential Ecorr moved positively for the magnet coated with NiYP alloy film. Accordingly, the corrosion current greatly decreased about one to two orders of magnitude. It indicated that the electrochemical stability of the magnet coated with NiYP alloy film was enhanced, resulting in better corrosion resistance. The self-corrosion potential of NiYP alloy coatings on the magnet first increased and then decreased with the increasing concentration of Y3+ in the bath. Therefore, the self-corrosion current density first decreased significantly and then increased with increasing concentration of Y3+. When the concentration of Y3+ in the solution was 6 mmol L− 1, the maximum of self-corrosion potential and the minimum of the self-corrosion current density were obtained, and their values were − 513 mV and 1.15 μA cm− 2 respectively. This indicated that NiYP coatings with 6 mmol L− 1 concentration of Y3+ in baths had the best protective ability for NdFeB magnets compared with others. The main reason for the electrochemical corrosion resistance of NiYP alloy coatings on NdFeB magnets was their fewer defect and uniform surface (Fig. 2). Furthermore, the improvements of corrosion resistance could be also resulted from acceleration of the phosphorus rich film formation in the interface between coatings and the bath solution (Table 2), due to the fact that P content in coatings increased by the addition of yttrium ions in the baths. 29 In addition, because P content had higher stability and rare earth passivated the surface of Ni–P film, corrosion resistance of the coatings (with Y3+ concentration of 6mmol L− 1 in bath solution), which had the more P and Y contents, was better.23,26 When the concentration of Y3+ in the solution approached 8 mmol L− 1, the self-corrosion current density of the coatings was up to 7.24 μA cm− 2, indicating that the corrosion resistance of the coatings decreased. The significant decrease in corrosion resistance was closely relevant to reduced nickel deposition and deposition rate because of excessively high yttrium ions adsorbed on the surface of the specimen.
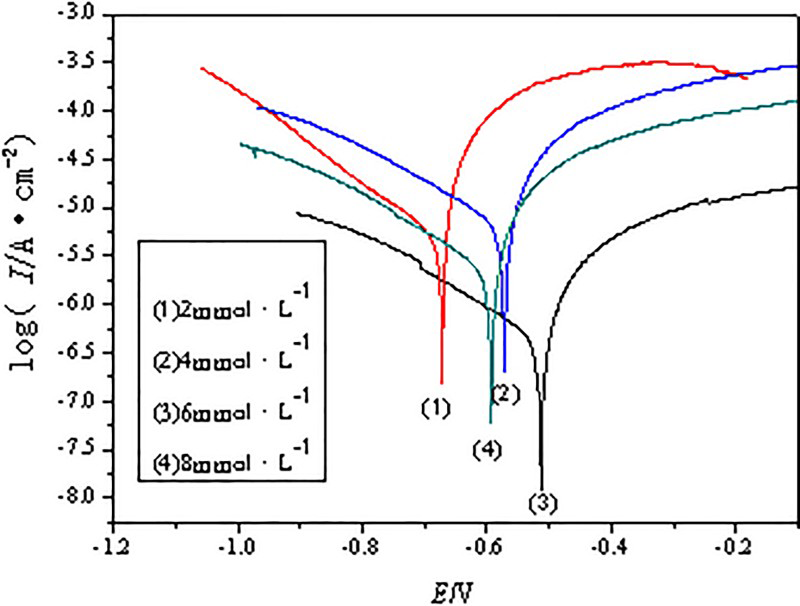
Potentiodynamic polarisation curves of NiYP coatings prepared from baths with different concentrations of Y3+
Ecorr and Icorr of electroless NiYP coatings

Conclusion
When yttrium ions were added to the plating baths of NiP alloy from 2 to 8 mmol L− 1, it could decrease the deposition rate of NiYP alloy obviously. When the concentration of Y3+ in baths was 2 mmol L− 1, the deposition rate of the coatings reached a maximum value of 36 μm h− 1. The yttrium ions in the plating solution codeposited on the surface of NdFeB magnet with nickel and phosphorus. With the increase in the yttrium ion concentration in baths, yttrium element content in the alloy coatings was gradually increased. The electroless NiYP alloy coatings could improve the corrosion resistance of NdFeB magnets. When the concentration of Y3+ increased from 2 to 6 mmol L− 1, electroless NiYP alloy coatings became uniform, and there was a significant increase in the corrosion resistance of the coatings. The improved corrosion resistance could be attributed to the impeded deposition of nickel and the promoted deposition of phosphorus.
Footnotes
Acknowledgements
This work was supported by the National Natural Science Foundation of China (grant no. 51201131) and Science and Technology Program of Shaanxi Province, China (grant no. 2013KJXX-42).