
Abstract
A freeze–gel casting method has been proposed to fabricate porous mullite–alumina composite with controlled ‘designer’ pore structure and improved compressive strength. In this work, a tertiary butyl alcohol–coal fly ash slurry system with appropriate addition of Al2O3 was used. Unidirectional aligned macropore channels were developed by controlling the solidification direction of the tertiary butyl alcohol solvent. Simultaneously, microsized pores formed in the walls of the pore channels; consequently, the inner section of the walls of the pore channels exhibited a more porous structure than the outer walls. The compressive strength of the sintered porous composite increased as the porosity decreased, i.e. the low porosity gave a high compressive strength. After sintering at 1500°C with 40 wt-% solid loading, the mullite–alumina composite with a porosity of 61·2% exhibited a compressive strength of ∼64·3 MPa.
Introduction
Nowadays, the recycling of coal fly ash to produce high value added materials attracts a great deal of interest from the environmental protection in general and resource re-creation in particular. Coal fly ash consists of fine inorganic particles having SiO2 and Al2O3 as the main components, which, together with impurities, allows the formation of low melting point glasses. Therefore, the chemical composition of coal fly ash enables the synthesis of mullite (3Al2O3.2SiO2), which is a potential engineering ceramic; in this case, Al2O3 is usually added to coal fly ash to increase the mullitisation reaction because coal fly ash is deficient in alumina to the 3∶2 mullite composition. As a result, a mullite–alumina composite is often formed.
Porous ceramics are widely used for industrial and environmental applications; such applications include the filtration of molten metals, particulate removal from the exhaust gases of diesel engines, supports for catalytic agents and as electrodes in fuel cells.1–3 Porous ceramics with interconnected pore channels attract particular attention because they have permeability and large specific surface area. Additionally, porous ceramics can have inherent advantages, such as high melting points, high corrosion and wear resistance, low thermal mass, thermal conductivity and high specific strength.
Various processing routes are available to produce porous ceramics, and they may be classified into three types: replica, sacrificial template and direct foaming techniques.4 Recently, freeze casting has been proposed as a new forming method to prepare porous ceramic components.5–7 This method involves the preparation of a ceramic slip that is poured into a mould. It is then frozen, and the suspension liquid is sublimated away. The removal of frozen liquid by sublimation can lead to porous ceramics with uniquely shaped pore channels, e.g. long range ordered and/or gradient pore structures.8–10 The microstructure and properties of porous ceramics processed by freeze casting are influenced by several processing variables, such as slurry composition, slurry concentration, freezing solvent, freezing direction, freeze drying operation and sintering conditions. However, highly porous ceramics resulting from this process generally exhibit insufficient strength, too low to handle without causing damage. On the other hand, gel casting is used to prepare porous ceramics with relatively large sized pores and also gives high mechanical strength compared with freeze casting; however, in this case, the morphology of the pores cannot routinely be controlled.
The objective of this work is to facilitate the recycling of coal fly ash and to produce reaction sintered porous mullite–matrix composite with tailored pore structures and improved strength by freeze–gel casting. For this processing route, tertiary butyl alcohol (TBA) was selected as the freezing component, which can result in its preferential solidification in a linear direction and subsequently relatively long pore channels after sublimation.10,11 In addition, TBA allows a flexible freezing process since it has a relatively high saturation vapour pressure (6·4 kPa at 40°C) and low evaporation temperature (<40°C).
Experimental
The morphology and characteristics of the as received coal fly ash are shown in Fig. 1a and Table 1 respectively. The coal fly ash contained 55·83 wt-%SiO2 and 23·29 wt-%Al2O3, determined by X-ray fluoroscopy (PW2400, Philips) analysis and consisted mainly of silicate minerals and glass phase, being a mixture of nearly spherical shaped and flake-like particles with a specific surface area of 3·82 m2 g−1 and an agglomerate size of 42·1 μm (<90%). Based on the results of X-ray fluoroscopy analysis, Al2O3 powder (AES-11C, Sumitomo Chemicals, Fig. 1b) was added to the coal fly ash in order to supply a deficient alumina component to the stoichiometric mullite composition (71·8Al2O3–28·2SiO2). The batch powders were ball milled for 24 h in ethanol. After rotary vacuum evaporation, the dried powder was ground and passed through a 200 mesh sieve. Reagent grade TBA (C4H10O; Junsei Chemical Co., Tokyo, Japan) was selected as the freezing solvent. Various processing additives were used to prepare TBA based freeze–gel casting slurries: citric acid (Aldrich Chemical Co., Milwaukee, WI, USA) dispersant, ethoxylated acetylenic diol (Dynol 604; Air Products and Chemicals, Inc., USA) surfactant, reactive organic monomer gelators, i.e. monofunctional acrylamide (AM, C2H3CONH2; Aldrich Chemical Co.) and difunctional N,N’-methylenebiscrylamide [MBAM, (C2H3CONH)2CH2; Aldrich Chemical Co.], and free radical initator, i.e. ammonium persulphate [(NH4)S2O8; Kanto Chemical Co., Japan].
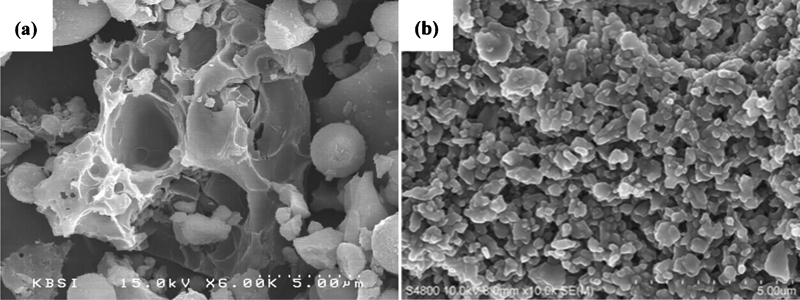
Images (SEM) of as received a coal fly ash and b Al2O3 powder
Characteristics of as received coal fly ash

A series of TBA based freeze–gel casting slurries with 20, 30 and 40 wt-% solid loadings were prepared by adding a mixed coal fly ash–alumina batch powder into a premixed solution with TBA/AM/MBAM (wt-%) = 90∶9·6∶0·4; then, 1 wt-% citric acid, based on the mixed batch powder content, and 0·25 wt-% Dynol 604, based on the monomer solution, were added. The prepared slurries were homogenised by ball milling for 24 h at 40°C and then de-aired by magnetically stirring under vacuum for 3 min. For further polymerisation of AM, an aqueous solution of 40 wt-% initiator ammonium persulphate was slowly dropped into the slurries, which were continuously stirred for 10 min at 40°C using a magnetic stirrer. The warm slurries were cast into a cylindrical polyethylene mould (30 mm diameter×15 mm) backed by a heat insulating layer. Immediately after casting, the mould was placed on a stainless steel plate, which was temperature controlled at <0°C; in this condition, freezing of the TBA gradually takes place from bottom to top, resulting in unidirectional pore channels through the whole cast body. The frozen samples were carefully removed from the moulds, and the suspension medium was sublimated in a freeze drier (Labconco 77540; Western Medics). The green compacts were put in an alumina crucible and sintered at 1200–1500°C for 2 h (heating rate: 4°C min−1) in air.
The crystalline phases of the reaction product were determined by X-ray diffractometry (XRD, D-MAX II; Rigaku). The sintered porosity was measured by the water immersion method. The sintered fracture surfaces were examined using scanning electron microscopy (SEM, JSM-500; JEOL). The compressive strength was measured for five sintered specimens with dimensions of 20 mm diameter×10 mm using a universal testing machine (model 6025; Instron) with a crosshead speed of 1·0 mm min−1 and a load cell of 1 kN. The specimens were tested in the direction parallel to the freezing direction.
Results and discussion
Crystalline phases of sintered freeze–gel cast bodies
Figure 2 shows the XRD patterns of the sintered freeze–gel cast bodies. During sintering at 1200–1500°C, the sintered bodies exhibited nearly all the characteristic peaks corresponding to mullite and corundum (α-Al2O3). The SiO2 crystalline phase in as received coal fly ash was not detected. With increasing sintering temperature, the peak intensities of mullite generally increased, while those of Al2O3 decreased. This was remarkable on sintering at ⩾1400°C. Therefore, it is assumed that none of the crystalline SiO2 present in the sintered bodies is due to the further formation of mullite by reaction with Al2O3 and/or glass phase with minor impurities in the coal fly ash (Table 1). Low concentrations of oxide impurities in the coal fly ash, especially including alkali components, can contribute to the formation of low melting point liquids before mullitisation during reaction sintering; in this case, the amount of the liquids formed is very dependent on temperature. In addition, small amounts of almost all oxide impurities in the coal fly ash influence the formation of liquids and hence the rate of formation of mullite. Johnson and Pask12 investigated the role of impurities in the formation of mullite from kaolinite and mixtures of Al2O3 and SiO2. They reported that the addition of Fe2O3, CaO, MgO and K2O improved the crystal growth of mullite by decreasing the liquid viscosity and consequently enhancing the rate of migration of diffusing species. However, alkalis such as Na2O and K2O, which usually act as strong fluxing agents, were reported to have little influence on the growth of mullite.
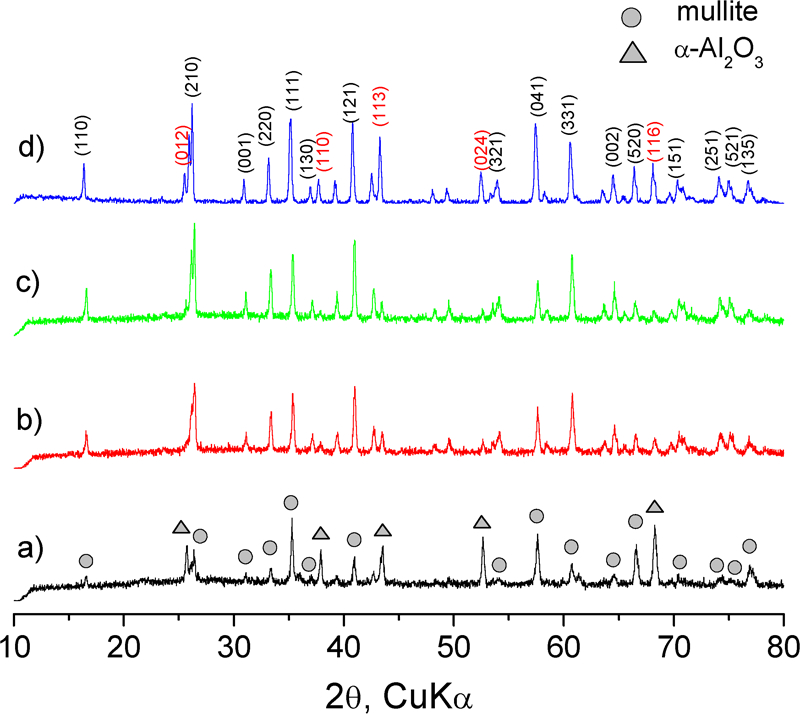
Patterns (XRD) of freeze–gel cast materials sintered at a 1200°C, b 1300°C, c 1400°C and d 1500°C for 2 h, starting with batch composition of Al2O3/SiO2 = 1·5 (molar ratio)
The reason is not obvious why some α-Al2O3 phases are present in the sintered bodies in spite of starting with a batch composition of 3∶2 mullite. Schneider et al.13 have studied the temperature dependence of mullite formation using various crystalline SiO2 and α-Al2O3 as starting materials and reported that mullite forms by the solid state reaction of cristobalite and α-Al2O3 at ∼1550°C in the SiO2 glass and α-Al2O3 couple after the crystallisation of almost all the SiO2 glass into cristobalite before mullitisation reaction. If this observation is reasonable, in this study, the reason for α-Al2O3 remaining after sintering at ⩽1500°C could be in part due to the insufficient reaction to form mullite under the applied firing conditions. Another possible reason could be due to the formation of silica rich melts before mullitisation; under such a condition, an insufficient quantity of crystalline SiO2 would be present to react with all of the Al2O3 present, since it is precipitated from the liquids above the binary and/or ternary eutectic temperatures. As a result, an excess of crystalline Al2O3 remains even after the mullitisation reaction is completed. However, it seems that the most reasonable conclusion is that the prediction of the precise amount of Al2O3 and/or SiO2 necessary for the reaction with oxide impurities to form the liquids is practically difficult due to the complexity of the reaction variables, which may influence liquid formation.
Porous structures
The SEM images of the cross-sections parallel to the macroscopic growth direction of TBA solid for freeze–gel cast bodies sintered at 1400°C with different solid loadings (20, 30 and 40 wt-%) are given in Fig. 3. Similar porous structures with unidirectional, interconnected pore channels aligned regularly over a long range along the TBA solid growth were also observed, regardless of solid loading. At higher magnifications, the outer walls of the pore channels generally showed a more dense structure compared with the inner walls.
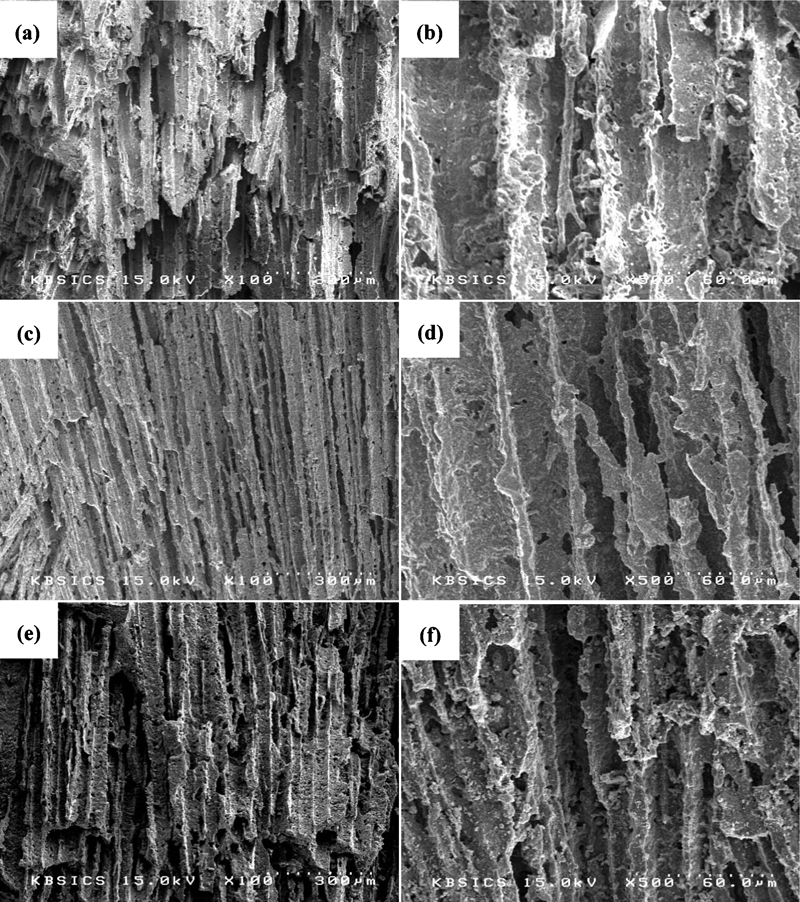
Images (SEM) of cross-sections parallel to macroscopic TBA solid growth direction after sintering at 1400°C with a 20 wt-%, b 30 wt-% and c 40 wt-% solid loading; b, d and f showing high magnifications of a, c and e respectively
The SEM images of the cross-sections perpendicular to the macroscopic growth direction of TBA solid after sintering at 1300–1500°C with 30 wt-% solid loading are given in Fig. 4. The average pore diameter and wall thickness in the sintered materials were about 107±57 and 26±13 μm respectively, about 121±51 and 40±19 μm at 1400°C and about 164±64 and 43±19 μm at 1500°C. In addition, the walls of the pore channels, which contain a large volume fraction of micropores, became a more dense homogeneous structure when the sintering temperature increased. The longitudinal channels will have arisen from the evaporation of the organic, whereas the small pores in the walls of the channel will be due to the porosity resulting from the sintering of the body of powder which had consolidated during the shaping process, leaving the usual voids, some of which are too large to sinter out. Above 1500°C, it is suggested that the removal of these remaining pores takes place.
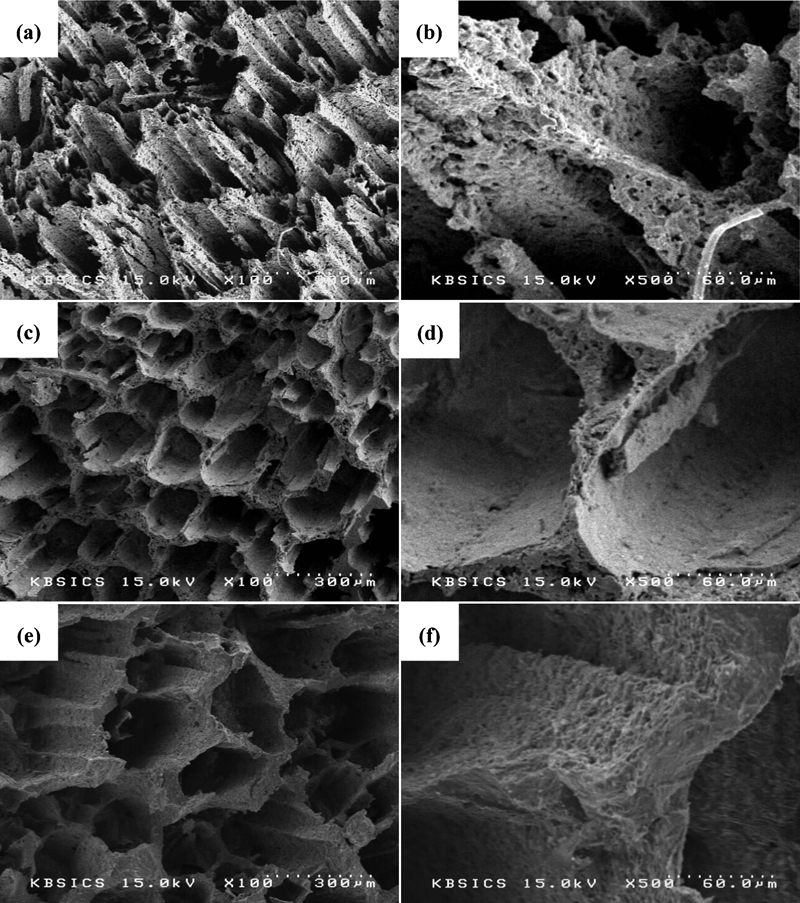
Images (SEM) of cross-sections perpendicular to macroscopic TBA solid growth direction after sintering at a 1300°C, c 1400°C and e 1500°C with 30 wt-% solid loading; b, d and f showing high magnification of a, c and e respectively
The stable crystal structure of mullite is orthorhombic with lattice constants a = 0·755 nm, b = 0·769 nm and c = 0·288 nm (JCPDS card no. 15-776), and it consists of edge shared AlO6 octahedral chains aligned in the c direction and cross-linked by corner shared (Si,Al)O4 tetrahedra;14 thus, the crystal may grow with a preferred orientation in the crystallographic direction parallel to the c axis than in any other. As shown in Fig. 5, rod shaped mullite crystals which consisted of 70·39 wt-%Al2O3 and 29·61 wt-%SiO2 (Al2O3/SiO2 = 1·4, molar ratio) determined by EDS spectrum on a spot ‘X’ (Fig. 5d) existed in the walls of the sintered bodies at 1500°C, somewhat different from the sintered bodies at 1300°C. Minor alkali impurities and/or oxide components in the as received coal fly ash (Table 1) contribute to the formation of a considerable amount of liquid phase with relatively low viscosity in the Al2O3–SiO2 system. Under these conditions, the development of rod shaped mullite crystals is more favourable.15–17 Therefore, it is deduced that sintering at 1500°C enhances not only the reaction rate but also the volume fraction of the liquid formed, compared with sintering at 1300°C.
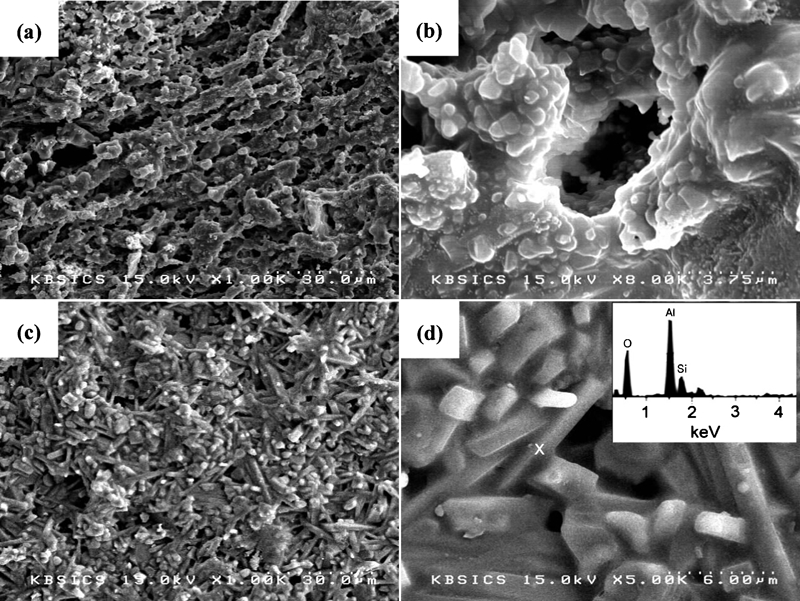
Images (SEM) of inner walls of pore channels after sintering at a 1300°C and c 1500°C with 40 wt-% solid loading; b and d showing high magnification of a and c respectively: EDS spectrum showing atomic concentration (wt-%) of 62O–10Si–28Al (full scale: 175 cts)
Properties
The linear shrinkage, porosity and compressive strength measured on specimens fabricated with different sintering temperatures and solid loadings are shown in Figs. 6–8. With increasing sintering temperature, the shrinkage increased; also, it increased with decreasing solid loading at a given sintering temperature. Consequently, the highest shrinkage (∼32·2%) was observed when sintering relatively porous green bodies with 20 wt-% solid loading at 1500°C. The compressive strength generally behaves in an inverse manner to the porosity, i.e. low porosity induces high compressive strength due to the high bulk density of the sintered materials. With increasing sintering temperature, as might be expected, the apparent porosity decreased with an inverse dependence on solid loading, resulting in an increase in compressive strength. In addition, the compressive strength in porous materials with anisotropic pore channels will be generally higher in the directions parallel, compared with perpendicular, to the freezing direction. The reason could be due to the relatively small sized flaws acting as the origin for failure in the direction parallel to the freezing direction. The flaws causing fracture will be related to the diameters of the tube porosity in the direction parallel to the freezing direction and the long length of tube diameters in the direction perpendicular to the freezing direction. The sintered body at 1500°C with 40 wt-% solid loading exhibited the greatest compressive strength (∼64·3 MPa) with the lowest porosity, 61·2%. This value of the compressive strength was about three times that (∼23·2 MPa for 66·9% porosity) obtained after sintering at 1500°C using freeze casting of coal fly ash slurry with 50 wt-% solid loading.18
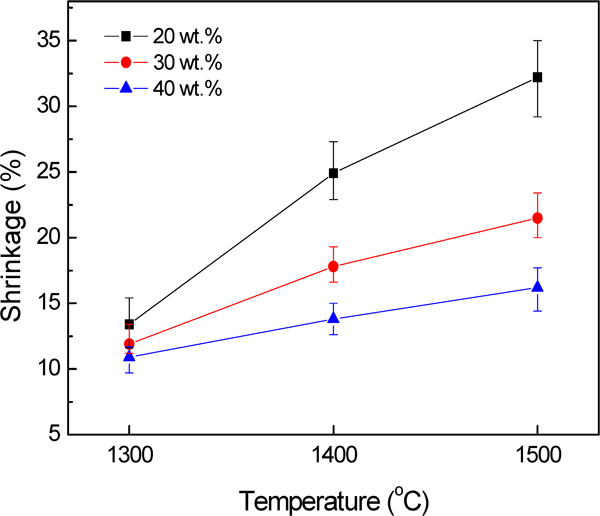
Linear shrinkage of porous mullite composites sintered at 1300–1500°C with different solid loadings
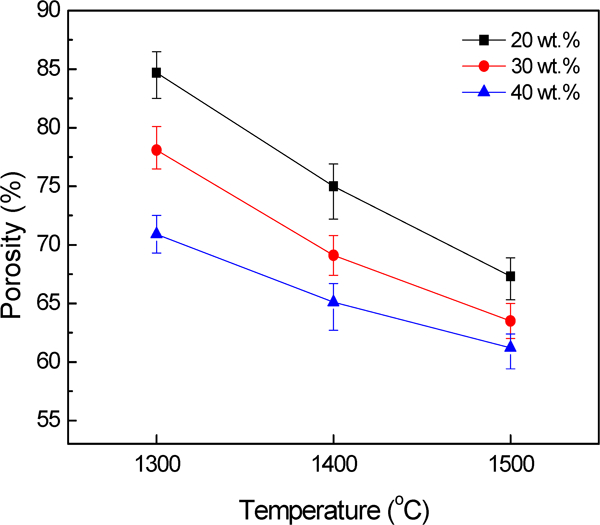
Apparent porosities of porous mullite composites sintered at 1300–1500°C with different solid loadings
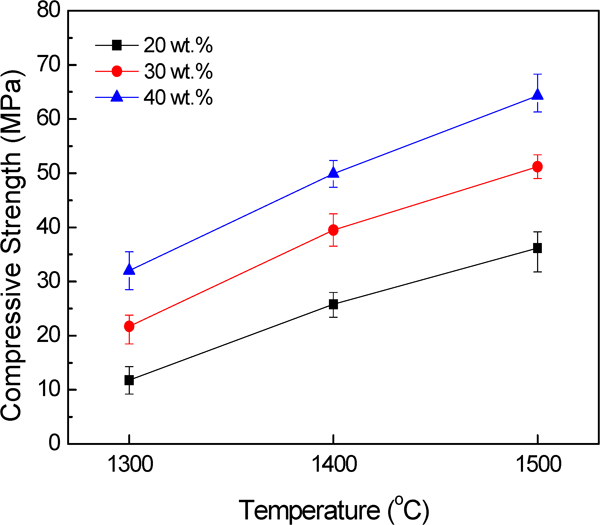
Compressive strength of porous mullite composites sintered at 1300–1500°C with different solid loadings
Conclusions
Porous sintered mullite–alumina composites with controlled pore structure and good compressive strength can be prepared by the controlled freeze–gel casting of TBA–coal fly ash slurry with an appropriate addition of Al2O3. The microstructure of the resulting sintered body was characterised by the presence of characteristically large pore channels grown parallel to the solidification direction of TBA solvent and together with smaller micrometre sized pores in the walls. With increasing solid loading from 20 to 40 wt-%, the sintered porosity (84·7–61·2%) decreased in inverse proportion to the sintering temperature, while the compressive strength (11·8–64·3 MPa) increased with temperature. Consequently, porous ceramic composites with a relatively wide range of physical and mechanical properties could be obtained by controlling the processing variables (i.e. solid loading and sintering temperature) using a TBA based freeze–gel casting, enabling a wider range of applications.
Footnotes
Acknowledgements
This work is the outcome of a Manpower Development Program for Energy and Resources supported by the Ministry of Knowledge and Economy (MKE) (grant no. 2008-E-AP-HM-P-04-0000).