
Abstract
Waste mussel shells from the New Zealand aquaculture industry have been investigated as a potential source of lime for use in waste water treatment. The calcination of raw mussel shells to lime was studied as a function of particle size, temperature, heating rate, treatment time and atmosphere. Lime formation went through a maximum with respect to particle size for all heating conditions, as a result of competition between increased surface area and a tendency for particle to form necks resulting in caking. Optimised heat treatment conditions resulted in transformations of more than 95%. Preliminary experiments to investigate removal of phosphates from model waste water solutions showed that raw shells had limited ability due to a mechanism that relies on adsorption only. For these raw materials the finer particle sizes removed more phosphate due to increased surface area. The heat treated mussel shells on the other hand were shown to remove greater than 95% of the phosphates for both fine and coarse size ranges due to a precipitation mechanism of phosphate removal. This work demonstrates the potential for using mussels as an alternative to limestone for phosphate removal, at the same time overcoming the expensive and problematic issues of waste disposal.
Introduction
In a world of ever increasing awareness of environmental issues and the impact of human endeavours on the environment, materials engineers, including ceramicists need to be conscious of the impact of their actions on the world's limited resources, and to develop more environmentally friendly processes and/or applications that assist in the reduction of environmental pollution. One way of contributing to this awareness is to recognise the benefits of utilising waste material as a primary source for the production of valuable material. These benefits include cheap, often natural, resources that in many cases are an undesirable byproduct from other industries. Examples in ceramic engineering include the use of fly-ash1,2 and slag from liquid metal production3 as the source for the production of engineering ceramics such as SiAlON materials. In addition to these crystalline engineering ceramics, the use of recycled materials in the glass ceramics industry includes applications such as the use of fly-ash and burned wastes from SiC abrasive papers for the production of glass foams,4 meat and bone meal ash for the production of glass ceramics5 and fly-ash from thermal power stations for the generation of glass ceramics suitable for architectural or electrical insulating applications.6 If waste materials are used to design products or processes that can in turn be employed for environmental applications then the benefit is doubled and can aid in the use of ceramic materials to environmental clean up.7 In this paper, we will describe optimisation of a calcination process to convert a waste material into lime and demonstrate the suitability of this lime for removing phosphates from aqueous solutions. In subsequent manuscripts we will describe how the lime produced from this waste material can be employed in a novel active and passive filter for the treatment of wastewater, as well as being the source for the production of hydroxyapatite, a valuable ceramic material.
The source of the waste material being employed is the shell from the Green Lipped Mussel (perna canaliculus), which is indigenous to New Zealand but also grows as an introduced pest in Australia. The farming of Green Lipped Mussel is the largest single contributor to the NZ aquaculture industry, accounting for around 77% of a market which produced over 100 000 tonnes in 2008 with a market value of over $204·3 million NZD8 The NZ market is expected to grow to a billion-dollar industry by 20259 and on a global scale, aquaculture, or the farming of fresh and saltwater species, has been claimed to be the fastest growing sector of the world food economy with production of over 40 million tonnes per year at an annual growth of 11% per annum.10 Most of the farmed mussel is processed to a frozen half-shell product and exported, with New Zealand accounting for around 75% of the world's production of mussels in this form.8 This results in enormous quantities of waste shell that is problematic when it comes to disposal, and which has been described as a ‘major financial and operational burden’11 in many other countries with a shellfish industry, including, Australia, USA, France, China and in particular in Korea12 and the United Kingdom.13 The current environmental regulations in New Zealand limit the disposal of shells back to the sea. The use of landfills is limited by cost, and the shells cannot be land filled unless they are free of organic matter. Traditional alternatives include using a small amount of the shells as aggregates for driveways. To a ceramic engineer however, the shells are a sustainable source of calcium carbonate which can be utilised in more beneficial and valuable ways. One possible solution is to use the shells in waste water treatment as proposed by Lee et al.14 It is claimed that in New Zealand, around 90% of the lakes in the North Island are eutrophic.15 Eutrophication is the enrichment of nutrients in water bodies usually due to the discharge of sewage which contains high levels of phosphorus and nitrogen. This results in excessive algal growth and depletion of dissolved oxygen leading to destruction of aquatic life. High nutrient levels can also cause the rapid growth of toxic algae species, preventing other uses of the water, and causing degradation of the water body.16 If the mussel shells can be utilised for the removal of phosphates from water bodies then there is potential for not only reducing the environmental impact of the shell waste, but also in using the recycled shell waste for environmental control.
This first article will focus on the optimisation of a calcination stage to convert the raw mussel shell, a rich source of calcium carbonate, into a form of lime (CaO) that is suitable for the removal of phosphate from model water solutions. Optimisation was carried out by studying the effects of particle size, environment, heating rate, heating temperature and holding time on the degree of calcination. The uncalcined and calcined material was used to study the degree of phosphate removal from model water solutions by assessing the change in phosphate concentration as a function of contact time with the material.
As previously mentioned, subsequent manuscripts will detail how a suitably optimised material can be employed in an active and passive filter for the treatment of waste water, and as a source for a new chemical process for the production of hydroxyapatite, a valuable bio-ceramic that can be produced both synthetically and from natural sources.17
Experimental
Raw material
The raw material for these experiments were the waste shells from the Green Lipped mussel indigenous to New Zealand, and which were provided by a local supplier (Sanfords Ltd, New Zealand). The shells, which are predominantly calcium carbonate with a small amount of proteinaceous material, were cleaned and dried before being crushed in a ring mill and classified in to different size ranges by sieving. Particle size distributions were determined using a Malvern Mastersizer 2000 analyser and surface area determined by BET analysis using a Micromeritics Tristar 3000. The amount of organic material in the shells was determined by carrying out preliminary heat treatment experiments under flowing nitrogen at temperatures below which the CaCO3→CaO transformation begins (∼600°C). The mass change on heating was also studied by thermogravimetric analysis (TGA) using a Shimadzu TGA-50 instrument under a flowing nitrogen atmosphere. Samples of the shells were heated to 800°C at a heating rate of 8 K min−1 and held at temperature for 60 min.
Calcination
The conversion of CaCO3 to lime (CaO) was carried out by calcining crushed shells of different particle sizes in a tube furnace under flowing nitrogen at temperatures up to 800°C. The calcination reactions were studied using the following conditions: temperature 600–800°C, heating rate 5–20 K min−1, hold time of 1–5 h, and nitrogen flow of 0·5–2·0 L min−1. The extent of conversion to lime following calcination was determined by changes in mass, after taking into account the adsorbed moisture and organic content of the shells. Samples were characterised by X-ray diffraction using a Bruker D8 X-ray diffractometer in the 2θ range of 20–70° with a 0·02° step size and 1 s step time. Microscopic examination of the calcined powders was carried out, following platinum coating, using a Philips XL30S FEG environmental scanning electron microscope with energy dispersive spectroscopy (EDS).
Phosphate removal
The ability of the calcined shells to remove phosphates from water was assessed by adding a known amount of either raw or calcined shell to a 10 mg
 /L orthophosphate solution (prepared by dissolving potassium di-hydrogen phosphate; Biolab, NZ) in deionised water in a 2 L stirred batch reactor. The pH was measured at the beginning and end of each run using a Sartorius PB-10 digital pH meter, and samples of the solution were taken at timed intervals over a period of 90 min, after which they were filtered through 0·45 μm filter paper. The concentration of phosphate in the initial liquid solution and the reaction supernatant was determined using a standard vanadomolybdophosphoric acid colorimetric method.18 Spectrophotometric analysis was performed using a Perkin Elmer Lamda 35 UV-vis spectrophotometer at a wavelength of 420 nm. Calibration tests were performed using five standard solutions before each set of liquid samples was analysed.
/L orthophosphate solution (prepared by dissolving potassium di-hydrogen phosphate; Biolab, NZ) in deionised water in a 2 L stirred batch reactor. The pH was measured at the beginning and end of each run using a Sartorius PB-10 digital pH meter, and samples of the solution were taken at timed intervals over a period of 90 min, after which they were filtered through 0·45 μm filter paper. The concentration of phosphate in the initial liquid solution and the reaction supernatant was determined using a standard vanadomolybdophosphoric acid colorimetric method.18 Spectrophotometric analysis was performed using a Perkin Elmer Lamda 35 UV-vis spectrophotometer at a wavelength of 420 nm. Calibration tests were performed using five standard solutions before each set of liquid samples was analysed.
Results and discussion
Particle size data for the two smallest size ranges (0–53 and 53–106 μm) are given in Fig. 1. The smallest size group had a wide distribution as a result of all of the fines from sieving being collected on the base of the stack. The 53–106 μm range has a more normal distribution, as did all of the larger size ranges. The median particle sizes for these two groups were 21 and 86 μm respectively, and their surface areas determined by BET were 2530 and 1220 m2 kg−1 respectively. Scanning electron micrographs of both the surface and cross-section of the raw shells are shown in Fig. 2, which clearly demonstrates the layered nature of the mollusc. A typical EDS spectrum for the raw shells is also given, which shows that the material is composed of Ca, C and O as expected from the CaCo3 structure of most molluscs.
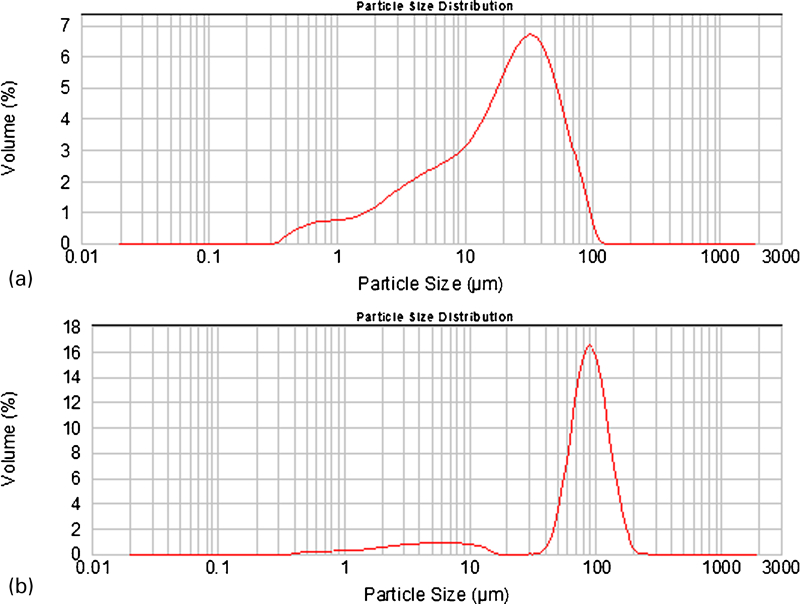
Particle size analysis of raw mussel shells
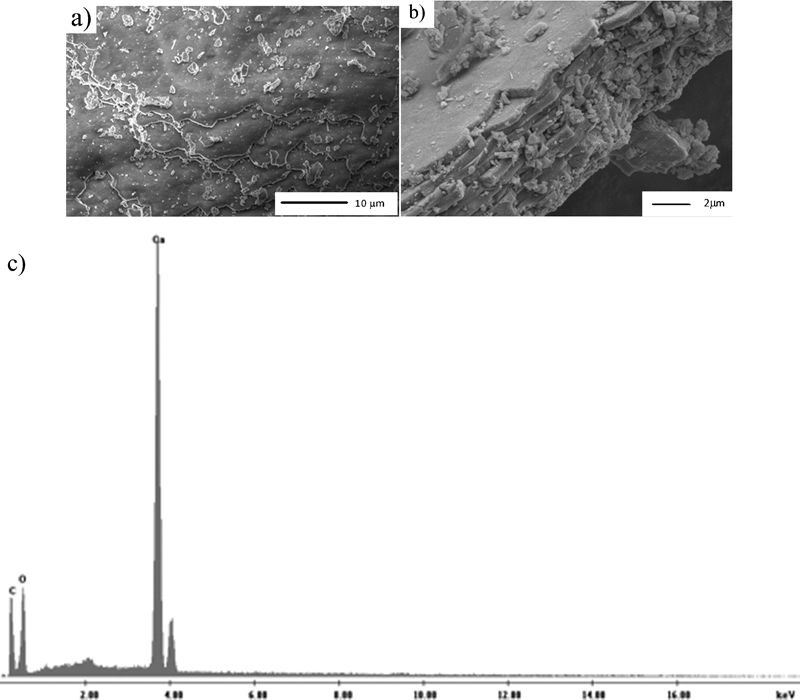
Images (SEM) of a surface and b cross-section of raw mussel shells and c EDS analysis shows Ca, C and O elements only
Figure 3 shows X-ray diffraction spectra of the 106–150 μm size range shells both before heating and after calcining for 1 h at different temperatures with a heating rate of 20 K min−1. In the raw shells, the only crystalline phase observed was CaCO3 in the form of aragonite. Lime was first observed at a temperature of 700°C, by which time the remaining carbonate phase had undergone the polymorphic transformation to calcite as expected.19 Since there was no calcination at temperatures below 700°C, the weight loss up to this temperature can be used to estimate the amount of adsorbed moisture and/or proteinaceous material in the shells, and calculation showed that this was typically between 3 and 5% by weight. This is in good agreement with heating of the raw shells to 800°C in the TGA as shown in Fig. 4. This figure shows that a mass loss of around 4% had occurred by approximately 400°C and this was then constant until the rapid mass loss associated with the calcination reaction which began at a temperature of ∼650°C in the TGA. The mass loss during the calcination stage (42%) is also consistent with almost complete reaction to CaO (theoretical mass loss on full conversion = 44%). The intensity of the CaO peaks in the XRD spectra increased with increasing temperature, although for this set of samples CaCO3 was still observed at 800°C. The amount of transformation for the sample held for 1 h at 800°C was determined to be 90% based on mass loss after taking the proteinaceous material into consideration.
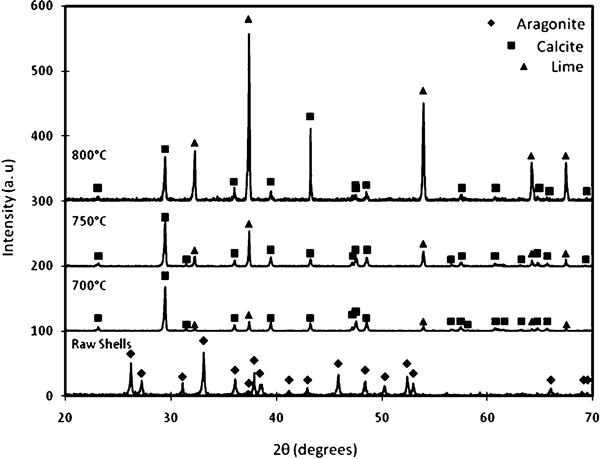
X-ray diffraction spectra of raw mussel shell and heat treated at different temperatures
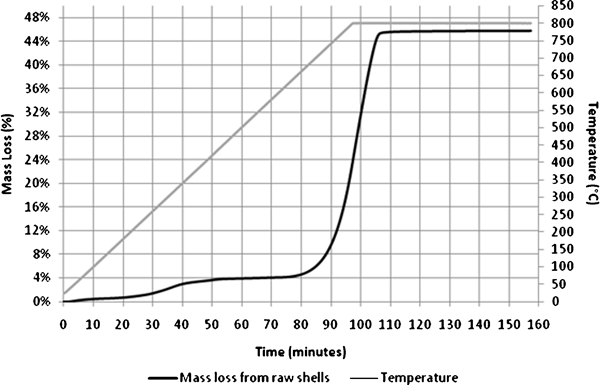
TGA data of raw mussel shell
Figure 5 shows the effects of temperature, heating rate, gas flow rate and hold time on the degree of calcination for different particle sizes. The amount of lime formed increased with increasing temperature (Fig. 5a) as indicated from the XRD plots. The amount of lime formed increased with decreasing particle size, but went through a maximum with the largest amount of transformation at any temperature being observed for the 106–150 μm size range. It is well known that for the endothermic calcination reaction CaCO3→CaO+CO2 to occur the conditions must satisfy three conditions:
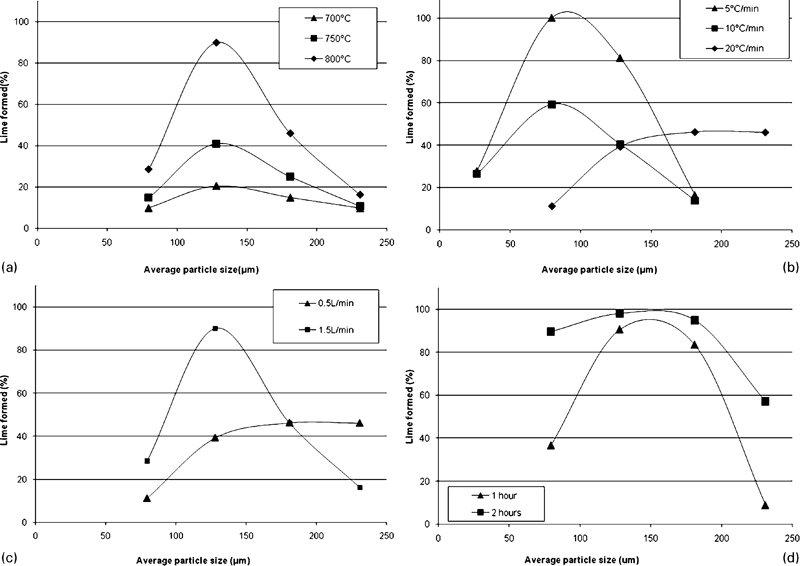
Amount of lime formed as function of particle size for a temperature, b heating rate, c gas flow rate and d holding time
the carbonate be heated above its dissociation temperature
sufficient time allowed for the reaction
that the evolved CO2 be removed.20
The increase in amount of lime formed with decreasing particle size is thought to be due to the increased reactivity associated with the greater surface area, as well as the fact that the shrinking core model for calcination suggests that larger particles need a higher temperature for complete calcination, since the outermost layer of CaO acts as a barrier to both heat transfer into the centre of the particles and mass transfer of CO2 from the centre which must diffuse through the product layer.21 The decrease in lime formation for the smaller particle size ranges is thought to be due to a tendency for these smaller sizes to ‘sinter’ under the heating conditions, promoted by their larger surface area. This is supported by the SEM images shown in Fig. 6, which show the formation of individual cubic shaped particles on the surface of the shells during heating, identified by EDS as CaO. The higher magnification SEM image shows the formation of necks between the particles indicative of sintering. Indeed it was observed for most heat treating conditions that the smaller size ranges were ‘caked’ into an agglomerated mass whereas the larger particles maintained their granular state. The same maximum in the amount of transformation as a function of particle size was seen for all heating conditions. Figure 5b shows that slower heating rates result in higher transformation and that the maximum is shifted to larger particle sizes with increasing heating rate. The same effect is seen as a function of nitrogen flow rate, i.e. greater transformation with higher flow rates and the maximum shifted to larger particle sizes with lower rates. Finally, the amount of transformation is increased with holding time for all particle sizes (Fig. 5d) and the difference in transformation for different particle sizes is reduced with the longer holding time. The degree of transformation then was dependent on all heating conditions investigated and the different particle sizes. Suitably optimised calcinations conditions (800°C, 5 K min−1, 0·5 L min−1 N2 and 3 h holding) resulted in transformations >95% for all particle size ranges.
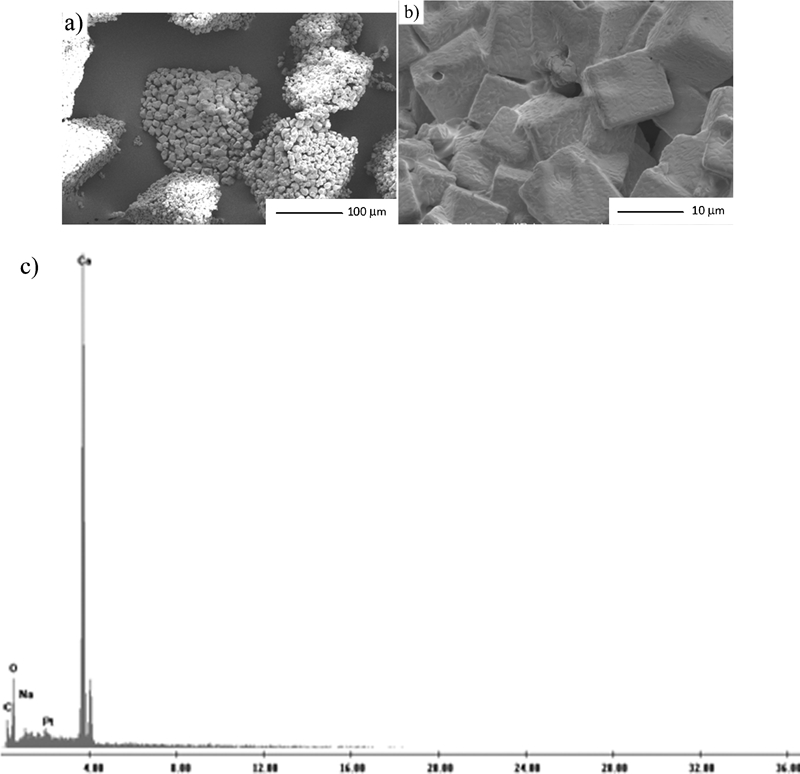
Images (SEM) of heat treated mussel shells showing a particle formation, b particle necking and c EDS analysis
The results of preliminary experiments to determine the suitability of these materials to remove phosphates from waste water streams are shown in Fig. 7 for both fine (53–106 μm) and coarse (212–250 μm) particle size ranges. The raw shells removed around 20–30% of the phosphate from the model solution, with the finer size range being more effective. For these CaCO3 materials, the only mechanism for phosphate removal is adsorption on the surface of the particles, and the improved performance of the finer shells is attributed to the greater surface area. For the calcined shells, both coarse and fine size ranges showed over 90% removal of phosphates within the first 5 min of the experiment. Since these shells have been converted to lime through the heat treatment process, the phosphate removal is different to the raw shells, with the dominant mechanism being precipitation, either heterogeneously on the surface of the particles or homogenously within the solution following dissolution of the lime according to reactions (1) and (2)


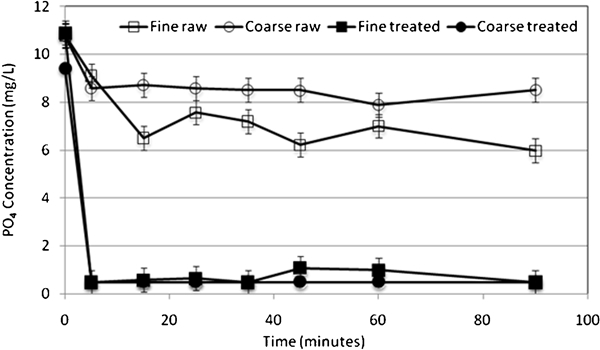
Phosphate removal of fine and coarse mussel shells. Open symbols are for raw shells, closed symbols are heat treated mussel shell
The above results show that mussel shell derived lime can be used for the effective and efficient removal of phosphates from model wastewater solutions. Although lime derived from limestone is commonly used as an inexpensive method of phosphate removal via precipitation, limestone is a finite non-renewable resource. The use of alternative sources such as the mussel shells used in this work not only provides an alternative to limestone but also overcomes one of the problems associated with waste disposal from the shellfish industry. In subsequent manuscripts, we will describe a novel active and passive filter for the removal of phosphates using the treated mussel shells, as well as describing a novel process for the formation of biocompatible hydroxyapatite from mussel shells based on the same removal mechanism.
Conclusion
Waste mussel shells from the New Zealand aquaculture industry were calcined to lime for use in wastewater treatment applications. Lime formation occurred via a competitive process with degree of transformation increasing with decreasing particle size as a result of increased surface area, although transformation was reduced for the smallest particle sizes due to caking. Suitably optimised heat treatment conditions resulted in transformations of more than 95%. Original raw mussel shells removed only limited amounts (20–30%) of phosphates from model solutions due to a mechanism that relies on adsorption only. For these samples, smaller particle sizes resulted in greater removal due to increased surface area. Heat treated shells of both fine and coarse particle size ranges were shown to be effective in removing phosphates from model solutions, with over 90% removal, attributed to both adsorption and precipitation mechanisms. The results from this work have demonstrated the potential for utilising waste material from one industry as the primary source for an effective environmental application.