
Abstract
Sintering involves consolidation of powders under the application of heat to form solids of higher density and is often the final step in the processing of ceramic materials. The time–temperature cycles used in sintering affect the kinetics and, in turn, influence the quality of the sintered product. Considering the densification mechanisms controlled by grain boundary diffusion along with interface reaction and the grain growth mechanism, this paper presents a systematic numerical study on the sintering of nanocrystalline yttria tetragonal stabilised zirconia and microscaled α-alumina, to bring out the effects of the time–temperature cycles on their sintering behaviour. Effects of initial grain size are also examined. Based on the studies, empirical correlations are developed that relate the final grain size and the sintering time to the temperature cycle. The results serve as guidelines in the design of time–temperature cycles for the sintering of the two material systems considered.
List of symbols
pre-exponential parameter controlling densification, s−1
pre-exponential parameter controlling grain growth, m s−1
grain size, m

grain growth rate, m s−1
initial grain size, m

grain growth rate parameter, m s−1

material property controlling grain growth, m mol J−1 s−1
activation energy for densification, J mol−1
activation energy for grain growth, J mol−1
universal gas constant, J mol−1 K−1
time, s
sintering time, s
absolute temperature, K
critical temperature, K
room temperature, K
intermediate hold temperature, K
maximum temperature in the cycle, K
constant in empirical correlation for grain size
constant in empirical correlation for sintering time
surface free energy, J m−2

volumetric strain rate, s−1

uniaxial strain rate, s−1

material property controlling densification, mol J−1 s−1
fractional density
initial fractional density

densification rate due to grain boundary diffusion, s−1

densification rate due to interface reaction, s−1
theoretical density, kg m−3
effective stress, N m−2
mean stress, N m−2
uniaxial stress, N m−2
sintering potential, N m−2
Superscript
dimensionless parameters
Subscripts
first ramp
first hold
second ramp
second hold
Introduction
Sintering is a consolidation process in which a porous powder compact is turned into a solid of higher density through the application of heat and optionally pressure. In the production of quality ceramic components, sintering plays a crucial role thus requiring a very sophisticated process control in traditional ceramics processing as well as in recent applications such as microcasting. 1 1,2 Sintering is driven by the need to reduce excess surface energy of the particles by lowering the amount of free surfaces on the particles. During sintering, solid bonds are formed between particles due to heating, which progressively eliminate free surfaces thus aiding in reducing the free energy. Grain growth always accompanies densification and so the two processes are coupled. A finished product having a finer grain size with high density is desired for increasing the overall strength and other engineering properties of the component.
Theoretical models and constitutive equations3–11 have been developed to describe the physical process of sintering. The entire process of sintering strongly depends on the temperature and its variation during the process, thus giving rise to the importance of having an improved time–temperature cycle that leads to a high quality finished product, while simultaneously minimising the sintering cycle time. Usually sintering is faster at higher temperatures due to increased availability of active atoms and sites; however, since higher temperatures also promote grain growth, a temperature–time variation that trades off between these competing considerations is warranted.
Harmer and Brook12 showed that rapid heating of α-alumina (α-Al2O3) leads to better densification with minimal grain growth and attributed the results to the difference in the activation energies for densification and grain growth. Accelerated grain growth was shown to take place during the final stages of sintering in polycrystals. Cameron and Raj13 and Yeh and Sacks14 showed that the initiation of accelerated grain growth is dependent on the microstructure. Chen and Wang15 proposed that densification without grain growth can be achieved if grain boundary migration is suppressed without hampering grain boundary diffusion. Based on the method developed by Chen and Wang,15 Mazaheri et al.16 investigated the effects of two-step sintering on the densification and grain growth of nanocrystalline yttria tetragonal stabilised zirconia ceramic. Brook17 documented several fabrication routes that can be used to attain high density or controlled grain size. Wang et al.18 investigated synthesis of nanocrystalline Sc2O3 powder via homogeneous precipitation method and fabrication of transparent Sc2O3 ceramics with vacuum sintering. Fu and Agathopoulos19 reported on the densification of high energy ball milled Si3N4 nanopowders through spark plasma sintering. A recent review of nanostructured ceramics consolidation by Ragulya20 highlighted the importance of choosing optimal temperature–pressure–time schedule for minimising grain growth.
Although several methods have been adopted as listed above to achieve a higher densification with reduced grain size, a systematic parametric study of nonisothermal sintering of ceramic materials has not been reported. Toward elucidating the physics of nonisothermal sintering as a function of the material and process parameters, the present paper investigates densification and grain growth kinetics of nanocrystalline yttria tetragonal stabilised zirconia and high purity alumina under different time–temperature cycles. Based on the results, quantitative relationships between the temperature–time schedules and the grain size and the sintering time are established, which may be used to determine the optimal schedules for minimising grain growth, as called for in Ref 20.
Theoretical model
Several models are available to describe the mechanisms of the sintering process3–11 among which the formulation considered here for the coupled processes of densification and grain growth during sintering is based on the framework developed by Du and Cocks7 which provides a simple functional constitutive relationship capturing the essential physics of the process. Of the several mechanisms that govern sintering, diffusion processes are the most important by which mass transfer occurs in ceramic materials under high temperature and low pressure. It has been known in the literature that grain boundary diffusion generally dominates the sintering process in ceramics.21 The process of interface reaction occurs along with grain boundary diffusion, which arises due to the non-idealistic nature of classical grain boundary diffusion mechanism thus requiring energy to add or remove atoms from grain boundaries.22 The present analysis considers the combined effects of both grain boundary diffusion and interface reaction mechanisms. During sintering, grain growth occurs continuously under the application of heat, and the grain growth rate
 is a function of the instantaneous fractional densityρ, grain size L and absolute sintering temperature T.3–9,12–23 The expressions for the densification rate and grain growth rate are presented in the discussion in this section.
is a function of the instantaneous fractional densityρ, grain size L and absolute sintering temperature T.3–9,12–23 The expressions for the densification rate and grain growth rate are presented in the discussion in this section.
For the purpose of modelling, the sintering process is divided into two stages as considered by Cocks:9 during the first stage (Stage I), the pores form an interconnected network and during the second stage (Stage II), the pores get pinched off from the grain boundaries and become isolated. Though the process of pore pinching and separation from the grain boundaries take place over a range of fractional densities, it starts in earnest at a fractional density of ∼0·9 of the theoretical density ρT.
According to Cocks,9 the volumetric strain rate for grain boundary diffusion controlled sintering can be expressed as a linear dependence on stress as

 represents a uniaxial strain rate when a stress of σ0 is applied on a fully dense material having initial grain size L0, fb(ρ) is a dimensionless function of fractional density and represents the effects of density on volumetric deformation, σm is the mean stress, which is zero for free sintering, and σs represents the sintering potential. Equation (1) applies to both Stages I and II considered by Cocks.9
represents a uniaxial strain rate when a stress of σ0 is applied on a fully dense material having initial grain size L0, fb(ρ) is a dimensionless function of fractional density and represents the effects of density on volumetric deformation, σm is the mean stress, which is zero for free sintering, and σs represents the sintering potential. Equation (1) applies to both Stages I and II considered by Cocks.9
The densification rate is related to the volumetric strain rate as
 from which using the fact that σm is zero in free sintering, the densification rate for grain boundary diffusion,
from which using the fact that σm is zero in free sintering, the densification rate for grain boundary diffusion,
 , during Stages I and II can be expressed as
, during Stages I and II can be expressed as
 and
and
 , respectively, can be expressed as
, respectively, can be expressed as
Since σe and σm are zero in free sintering, the densification rates for Stages I and II can be expressed using the relationship
 and equations (3) and (4) as follows
and equations (3) and (4) as follows
 and
and
 in equations (2) and (4) are temperature dependent which can be expressed generically using the following relationship based on the models proposed by He and Ma25
in equations (2) and (4) are temperature dependent which can be expressed generically using the following relationship based on the models proposed by He and Ma25

 is a material constant not dependent on temperature, Qdx is the activation energy for densification, T is the absolute sintering temperature and R is the universal gas constant. In general, the combined effects of grain boundary diffusion and interface reaction govern the sintering process. However, since a clear delineation of the start and end of each of the two mechanisms during the process is not well reported, a single overall strain rate constant is used in this study for grain boundary diffusion and interface reaction that could capture both the effects in an average sense.
is a material constant not dependent on temperature, Qdx is the activation energy for densification, T is the absolute sintering temperature and R is the universal gas constant. In general, the combined effects of grain boundary diffusion and interface reaction govern the sintering process. However, since a clear delineation of the start and end of each of the two mechanisms during the process is not well reported, a single overall strain rate constant is used in this study for grain boundary diffusion and interface reaction that could capture both the effects in an average sense.
The combined densification rate due to the effects of grain boundary diffusion (equation (2)) and interface reaction (equation (4)) can be expressed as


 is the grain growth rate parameter, which can be expressed as an Arrhenius relationship with temperature as
is the grain growth rate parameter, which can be expressed as an Arrhenius relationship with temperature as

 is a material constant not dependent on temperature and Qg is the activation energy for grain growth.
is a material constant not dependent on temperature and Qg is the activation energy for grain growth.
The coupled densification and grain growth models represented by equations (8) and (9) constitute the governing equation set for the sintering as considered in the present study, and were solved using the ODE45 routine of MATLAB. The initial conditions correspond to the starting fractional density ρ0 and starting grain size L0 as documented for conventional sintering of zirconia and alumina in Refs. 16 and 26 respectively, as ρ0 = 0·48, L0 = 60 nm (zirconia) and ρ0 = 0·60, L0 = 0·4 μm (alumina). Based on systematic convergence studies, a time step of 0·5 s was chosen, which resulted in the computational time for a single simulation of ∼15 min on a Dell Optiplex system with 4 Gb of RAM. The sintering simulations were run until a final fractional density of 0·98 was obtained. For each material system, the inputs to the simulation were the sintering temperature cycle, the kinetics parameters in the constitutive densification and grain growth models, equations (7) and (10), respectively, the surface free energy per unit area γs, and the initial fractional density ρ0 and grain size L0; the outputs were the sintering time and the final grain size (at fractional density of 0·98).
Results and discussion
Based on the theoretical model described in the previous section, a systematic set of parametric studies was conducted to assess the influence of different time–temperature cycles and initial grain size on the fractional density and grain growth trajectories with time during the nonisothermal sintering process. The parametric studies were conducted on two material systems – yttria tetragonal stabilised zirconia (3Y-TZP)16 and high quality α-alumina26 – for which the theoretical densities are 6080 and 3986 kg m−3 respectively, and the surface tension values are 0·3 and 1·12 N m−1, respectively.
Equations (7) and (10) in the previous section were fitted to the conventional sintering data for zirconia16 and for alumina26 to determine the associated kinetic parameters. In the fitting process, the kinetics of densification were represented in a unified manner using a single pre-exponential factor Ad and a single activation energy Qd without delineating the associated values for the bulk or interfacial controlled mechanisms. Thus, the regression fitting yielded four parameters – Ad, Ag, Qd and Qg – for each of the materials. A Levenberg–Marquardt non-linear least square fitting approach was adopted to fit the densification and grain growth curves simultaneously. The numerical scheme was started with initial guesses for each of the four parameters to be fitted and was continued until the least square sum of the deviation of the simulated data with the experimental data went below a predefined small value. The fitting was run with different initial guesses to eliminate any local minima in the optimisation used in the least-squares fitting procedure. To avoid a sharp transition from Stage I to Stage II, a transition period was introduced following the scheme given elsewhere.8 Figure 1 Figures 1 and 2 show the parametric fits for zirconia and alumina, respectively, on the densification with temperature ( Figure 1 Figs. 1a and 2a) and the grain growth with fractional density ( Figure 1 Figs. 1b and 2b). In all the plots, the markers represent data from the literature, while the solid lines denote the results of the least-squares fit through the data, which was used to extract the four parameters mentioned above. In all the cases, the parametric fits correspond well with the published data, and parameters obtained from the fit are summarised in Table 1. The densification activation energy, Qd, of 357·5 kJ mol−1 for alumina in Table 1 compares well with the 342 kJ mol−1 reported by He and Ma,27 while the grain growth activation energy, Qg, of 334·31 kJ mol−1 in Table 1 is lower than the 476 kJ mol−1 in Ref. 27, which is attributed to the fact that He and Ma27 considered only Stage I of sintering during which all the pores are interconnected and the grain growth is restricted, whereas the present analysis considers both Stages I and II.
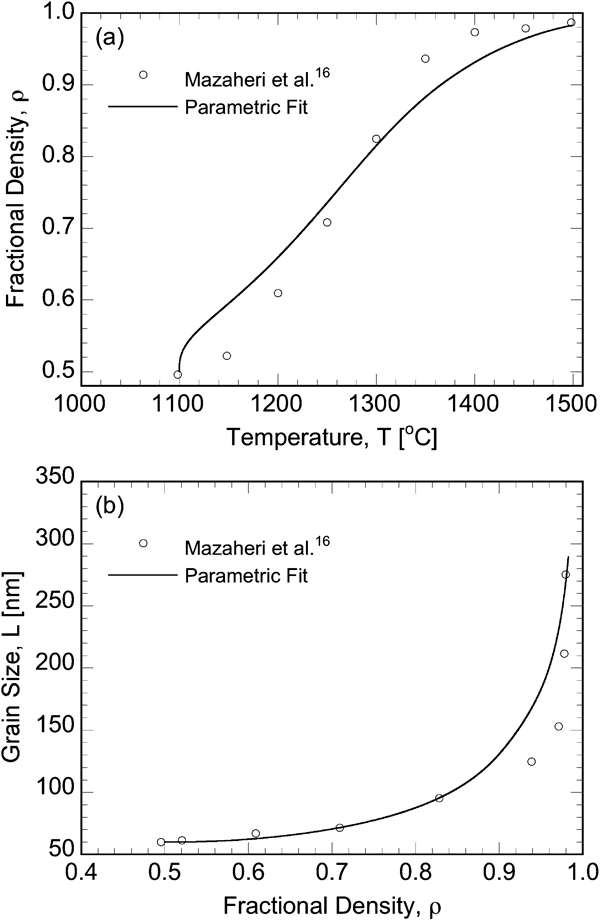
Regression fit of a densification with temperature and b grain growth with fractional density data from Mazaheri et al.16 to obtain the densification and grain growth kinetics parameters for zirconia
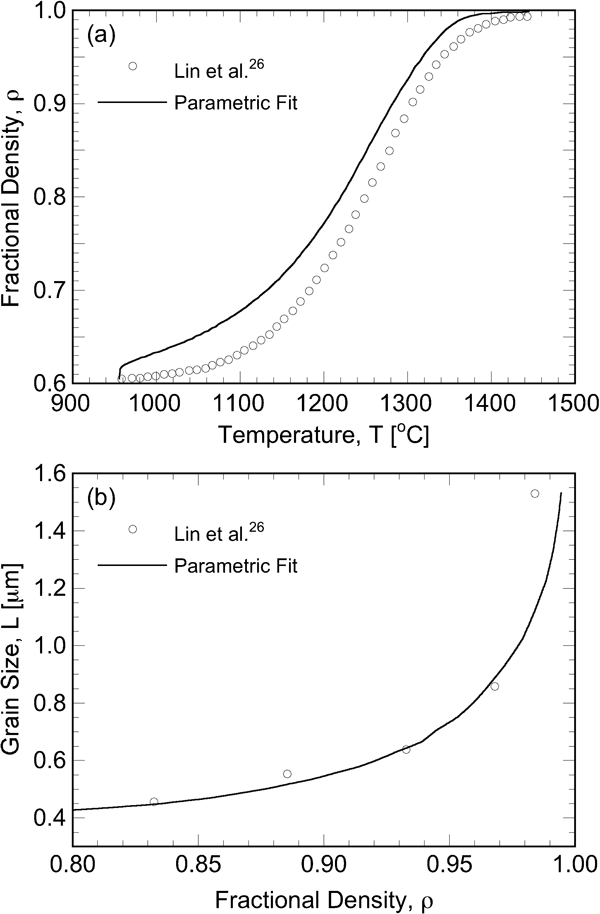
Regression fit of a densification with temperature and b grain growth with fractional density data from Lin et al.26 to obtain the densification and grain growth kinetics parameters for alumina
Parameters in strain rate and grain growth expressions, equations (7) and (10)
The parametric studies reported here are for the sintering of a cylindrical billet geometry of initial radius, r0, and height, h0. The values of r0 and h0 are taken from Refs. 16 and 26 as r0 = 5 mm (zirconia) and 3·175 mm (alumina), and h0 = 3 mm (zirconia) and 6·20 mm (alumina). The activation energies and the pre-exponential factors in Table 1 were kept fixed for the parametric studies. The sintering temperature cycle used involves a four-stage ramp-and-hold variation described as follows: starting from room temperature Tl, the temperature was ramped up to an intermediate hold temperature Tm over a duration t1 (stage 1), held at the intermediate temperature for predefined time duration t2 (stage 2), increased further to the final maximum temperature Th with a single ramp of duration t3 (stage 3) and held at the maximum temperature Th for a duration t4 (stage 4).
Table 2 enumerates the various time–temperature combinations studied for zirconia and alumina. In all the cycles, the start temperature Tl was fixed to be 25°C, and the final hold temperature Th was kept to be the maximum temperatures used in the literature for zirconia and alumina as 1500 (Ref. 14) and 1450°C,23 respectively. Three different intermediate hold temperatures Tm were studied for each of the material systems: 600, 1000 and 1350°C (zirconia) and 600, 1050 and 1350°C (alumina). Three different values, 0·25, 0·50 and 1·00 h, were considered for each of the ramp times, t1 and t3, and three values, 0, 1 and 2 h, were considered for each hold time in the cycle, t2 and t4. Keeping any three durations constant, the fourth duration is varied within its range to generate a particular sintering schedule. When carried out for all the four durations, a total set of nine sintering cycles is generated for each intermediate hold temperature. The set of nine sintering schedules for each of the three intermediate hold temperature constituted a total of 27 cycles for each of the two material systems, zirconia and alumina, in the parametric study that served to elucidate their time–temperature responses. Also tabulated in Table 2 are the time to reach a fractional density of 0·98, referred to as the sintering time, and the final grain size at the sintering time, for zirconia and alumina.
Sintering schedules and sintering time and final grain size at sinter density ρs = 0·98 for zirconia and alumina
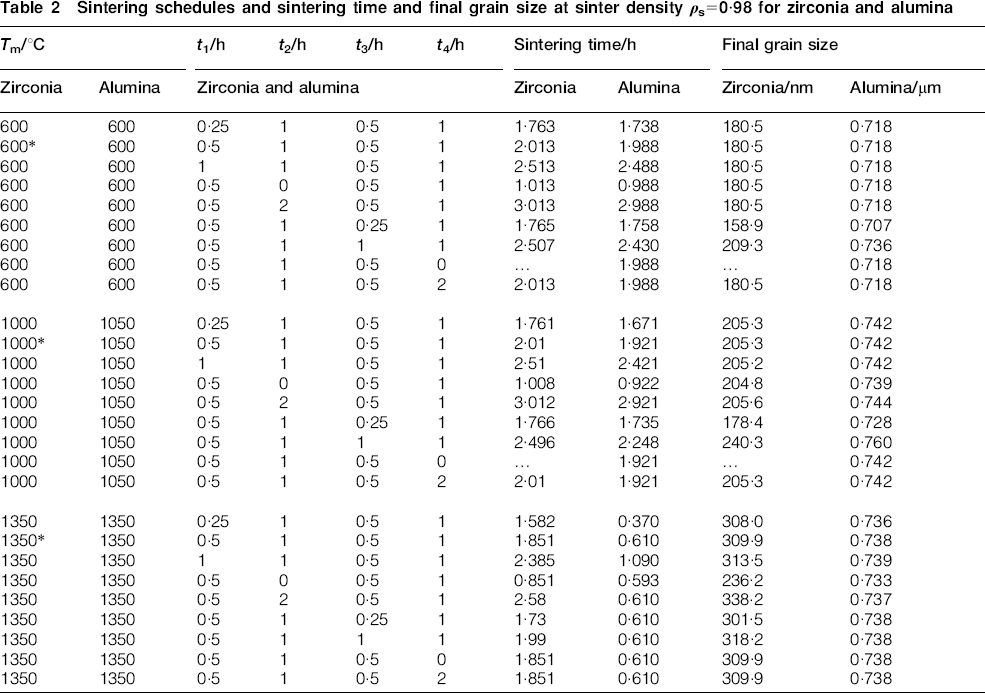
Figure 3 shows the variation of fractional density with time for zirconia for the intermediate hold temperature of 1350°C and the hold times were varied corresponding to the last 9 runs listed in Table 2. The effect of the first ramp time t1, when the temperature is raised from 25 to 1350°C is shown in Fig. 3a, where it can be seen that the densification takes place faster as the ramp time is decreased, and that the total time for the densification to reach a fractional density of 0·98 is proportional to the first ramp time t1. The slopes of all the three curves in Fig. 3a are almost the same, which indicates that the overall densification trajectory is not affected by a change in the first ramp time to the intermediate hold temperature of 1350°C. Figure 3 further reveals that most of the densification occurs before the start of the second ramp, i.e. during the first hold at the temperature of 1350°C itself (Fig. 3a and b), and that the second ramp time t3 and the second hold time t4 do not have any noticeable influence on the sintering process (Fig. 3c and d). The general trend of the densification trajectories in Fig. 3, coupled with the sintering time values tabulated in Table 2 for all the three intermediate hold temperatures studied, suggests that a sintering cycle with a faster initial ramp rate and a high intermediate hold temperature is desirable to attain full densification in a short time, which is in agreement with the results in Ref. 12.
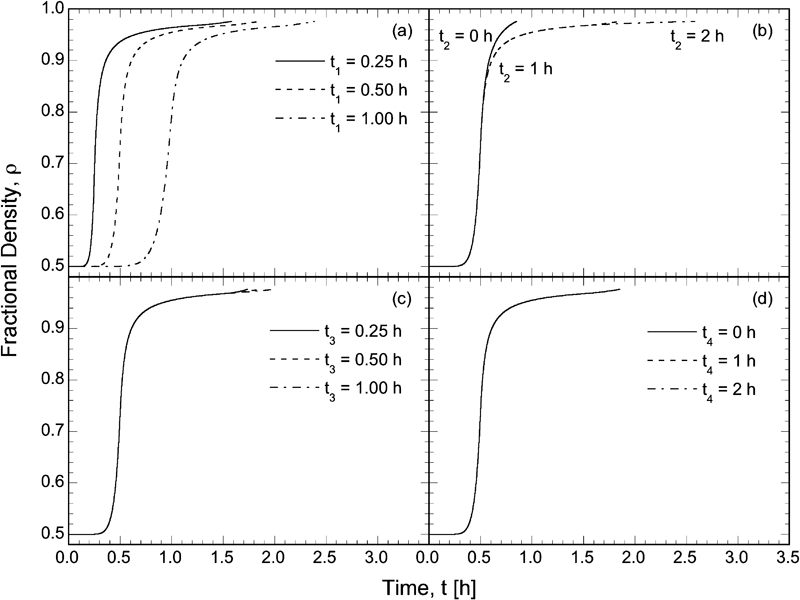
Fractional density trajectories with time for zirconia for Tm = 1350°C, and as a t1, b t2, c t3 and d t4 are varied
Similar trends in the densification trajectories with respect to the hold temperature and the sintering cycle stage durations were noted for sintering of alumina. Table 2 summarises the sintering time for alumina for the various sintering schedules studied. It is seen in Table 2 that the sintering times for alumina are much less than those for zirconia, which can be attributed to a higher initial fractional density of alumina than that of zirconia used in the study, which follows the values reported in Refs. 16 and 26.
While densification is one of the processes that take place during sintering, the accompanying grain growth is also an important consideration in the design of the sintering schedule. To this end, the effect of the sintering cycle parameters on the grain growth trajectories and the final grain size were studied. Figure 4 shows the grain size trajectories of zirconia for an intermediate hold temperature of 1350°C with varying ramp and hold times of the sintering temperature cycle. It is seen from Fig. 4a that the grain growth takes place starting from the first hold at the intermediate temperature of the sintering cycle, and that increasing the first ramp time t1 delays the inception of the growth process. As a result, the final grain size is seen to be nearly invariant to change in the first ramp time. Figure 4b shows that by increasing the duration t2 at the intermediate hold temperature, more time is made available for grain growth, which leads to significantly larger final grain size. Combined with the fact that the intermediate hold temperature of 1000°C did not yield any demonstrable variation in the grain growth, as seen in the final grain size values for zirconia at Tm = 1000°C in Table 2, the trend in Fig. 4b indicates that the majority of the grain growth for zirconia occurs at temperatures greater than 1000°C. The effect of increased time for grain growth is also seen in Fig. 4c which shows a slight increase in the final grain size with increasing time for the second ramp t3 from the intermediate hold temperature to the final hold temperature. However, the effect of t3 is relatively small since most of the densification (see Fig. 3c) and grain growth takes place during the hold at the intermediate temperature. Figure 4d reveals that for the parameter combinations chosen, the sintering is completed in the first three stages and that the final hold does not contribute to the process.
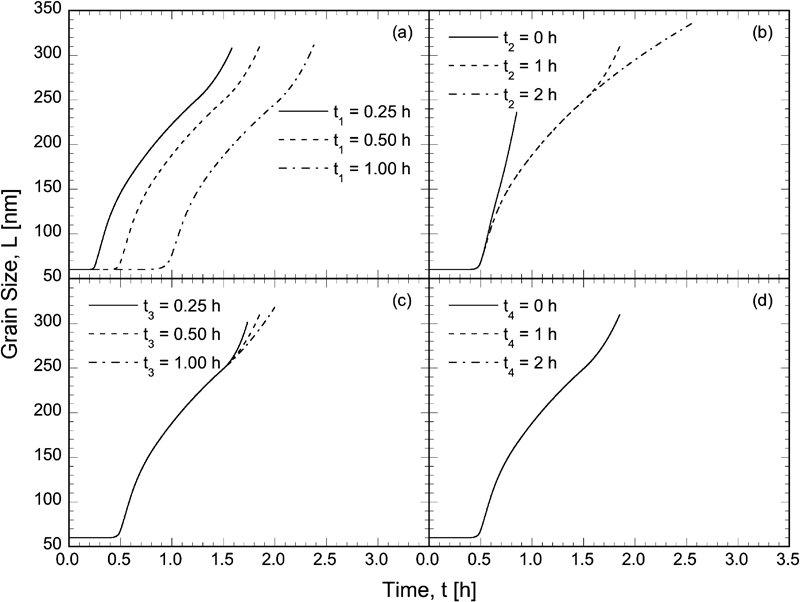
Grain growth with time for zirconia for Tm = 1350°C, and as a t1, b t2, c t3 and d t4 are varied
A study of the variation of initial grain size is also conducted with an assumption that the extracted parameters Ad, Ag, Qd and Qg in Table 1 are valid for a change in the initial grain size. In the studies presented so far, the initial grain sizes for zirconia and alumina were taken to be 60 nm and 0·4 μm, respectively. Smaller grains have more surface area exposed and thus have greater surface energy available. In order to minimise the excess surface energy, smaller grains undergo sintering at a much faster rate and usually show strong grain growth. Figure 5 Figures 5 and 6 show the variation of grain size normalised by the initial grain size with fractional density for zirconia and alumina, respectively. The temperature cycles marked with an asterisk in Table 2 are selected for each of the hold temperatures considered in the study.
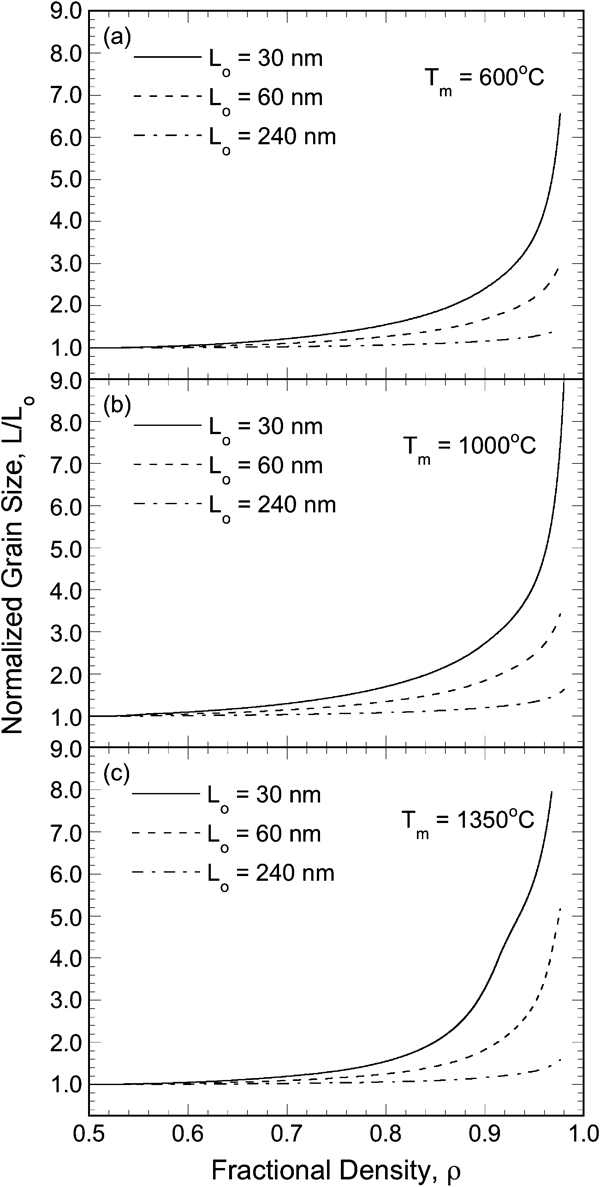
Effect of initial grain size of zirconia on growth of normalised grain size with fractional density at a Tm = 600°C, b Tm = 1000°C and c Tm = 1350°C
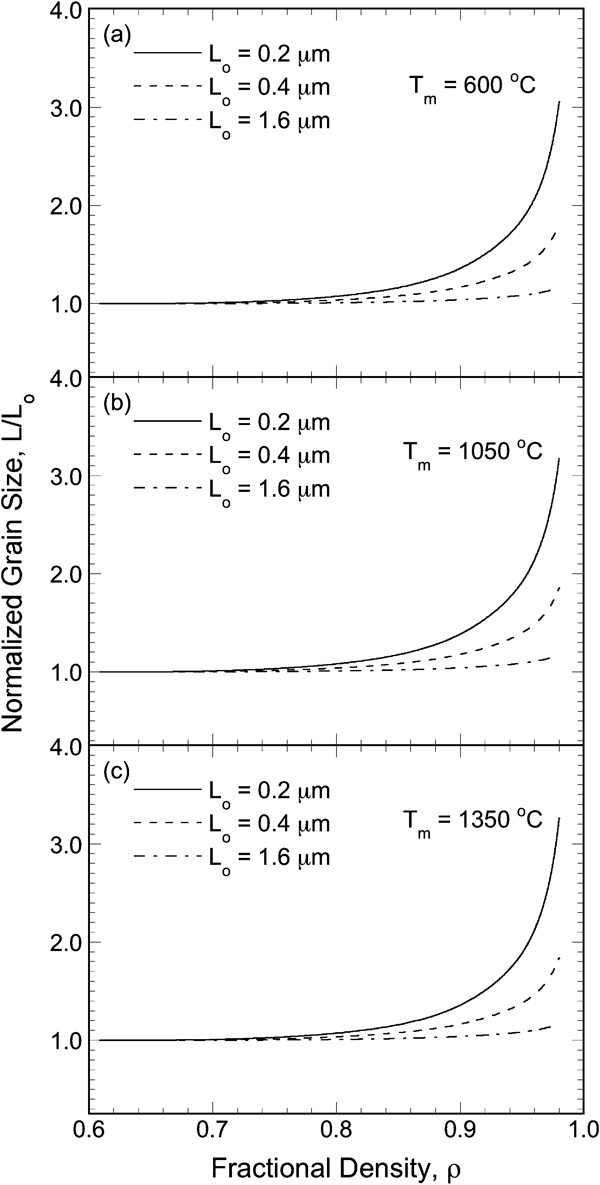
Effect of initial grain size of alumina on growth of normalised grain size with fractional density at a Tm = 600°C, b Tm = 1050°C and c Tm = 1350°C
Figure 5 presents the trajectories for normalised grain sizes with fractional density for the three hold temperatures of 600, 1000 and 1350°C for zirconia. Two different initial grain sizes of 30 and 240 nm were used to clearly bring out the effect of a smaller and a larger initial grain size as compared to the initial grain size of 60 nm used in the results presented previously. It is evident that the smaller initial grain size shows the strongest grain growth and that the grain growth decreases with increase in the grain size. It can also be noticed in Fig. 5b that for 1000°C, the 30 nm initial grain size shows the strongest grain growth with a final normalised grain size of about 9, while an initial grain size of 60 nm shows the strongest growth at the highest intermediate hold temperature of 1350°C. This suggests the existence of an optimum temperature and time cycle for tailoring the final grain size in the sintered material.
Figure 6 shows normalised grain size trajectories with fractional density for alumina, for initial grain sizes of 0·2, 0·4 and 1·6 μm. Again, the grain growth is seen to be more rapid for the smaller initial grain size and the final grain size increases slightly with increasing hold temperature, particularly for the smallest initial grain size considered. Overall, since the grain sizes for alumina are larger than the nanosized initial grain sizes considered in the case of zirconia, the grain growth in alumina is considerably less, with a maximum normalised grain size of ∼3·4 for an initial grain size of 0·2 μm (Fig. 6c). This establishes the fact that coarser initial grain sizes generally show reduced grain growth due to a smaller surface area and thus smaller driving force for grain coarsening.
The results presented in this section serve to elucidate the effects of the sintering cycle parameters on the densification and the grain growth characteristics of the two chosen material systems. From an engineering perspective, it is useful to relate the effects in the form of a quantitative relationship that can be used to study the effects of other sintering schedules not considered in the results reported or for inverse design of the sintering cycle for target densification and grain growth objectives, such as minimising grain growth.20 To this end, a multivariable correlation is proposed for relating the grain size and the sintering time to the four stage durations and the intermediate hold temperature in the sintering schedule as follows


 ; L* = L/L0, and T* = (Tm−Tl)/(Th−Tl), in which the characteristic time scale used to nondimensionalise time follows from a nondimensionalisation of equation (10), with the reference temperature Tc taken to be 1250°C for zirconia and 1350°C for alumina, and the subscripts i = 1,2,3,4,s denote the four stages of the sintering schedule and the sintering time, respectively. The form of the correlations is such that it is applicable to schedules in which one or more of the stage durations are zero.
; L* = L/L0, and T* = (Tm−Tl)/(Th−Tl), in which the characteristic time scale used to nondimensionalise time follows from a nondimensionalisation of equation (10), with the reference temperature Tc taken to be 1250°C for zirconia and 1350°C for alumina, and the subscripts i = 1,2,3,4,s denote the four stages of the sintering schedule and the sintering time, respectively. The form of the correlations is such that it is applicable to schedules in which one or more of the stage durations are zero.
The constants αo and βo as well as the exponents
 for zirconia and alumina, determined through a least squares fitting of equations (11a) and (11b) to the simulation data from the parametric studies, are listed in Table 3. It is evident that the trends in the relative magnitudes of the exponents are similar for zirconia and alumina, for both the grain size as well as the sintering time correlations. Note that the correlation exponents m5 and n5 are 0 for alumina reflecting the relative insignificance of the final stage duration t4 on the grain growth and sintering time for the cases considered here. Furthermore, m2 = 0 captures the independence of the final grain size on the first ramp duration, t1, for alumina. Moreover, the exponents n2 and n4 for alumina indicate that the first ramp time t1 is important for densification at high temperatures, whereas the second ramp duration t3 is the more critical ramp for densification at low temperatures.
for zirconia and alumina, determined through a least squares fitting of equations (11a) and (11b) to the simulation data from the parametric studies, are listed in Table 3. It is evident that the trends in the relative magnitudes of the exponents are similar for zirconia and alumina, for both the grain size as well as the sintering time correlations. Note that the correlation exponents m5 and n5 are 0 for alumina reflecting the relative insignificance of the final stage duration t4 on the grain growth and sintering time for the cases considered here. Furthermore, m2 = 0 captures the independence of the final grain size on the first ramp duration, t1, for alumina. Moreover, the exponents n2 and n4 for alumina indicate that the first ramp time t1 is important for densification at high temperatures, whereas the second ramp duration t3 is the more critical ramp for densification at low temperatures.
Parameters in grain size and sintering time correlations, equations (11a) and (11b), for zirconia and alumina

Figures 7a shows a comparison of the normalised grain size obtained from the numerical simulations with the predictions of the correlation (equation (11a)) using the associated exponents from Table 3, for both zirconia and alumina. Similarly, Fig. 7b compares the actual values and the correlation-predicted values (equation (11b)) of the normalised sintering time for the two materials. In each plot, the solid diagonal line represents the line of exact agreement and the dashed lines denote the ±10% error bands. It is seen that the correlations predict the normalised values to within 10% in almost all the cases, and forms a reliable means for a quick estimation of the final grain size and the sintering time for any sintering schedule whose stage times and the hold temperature fall within the range of values studied here.
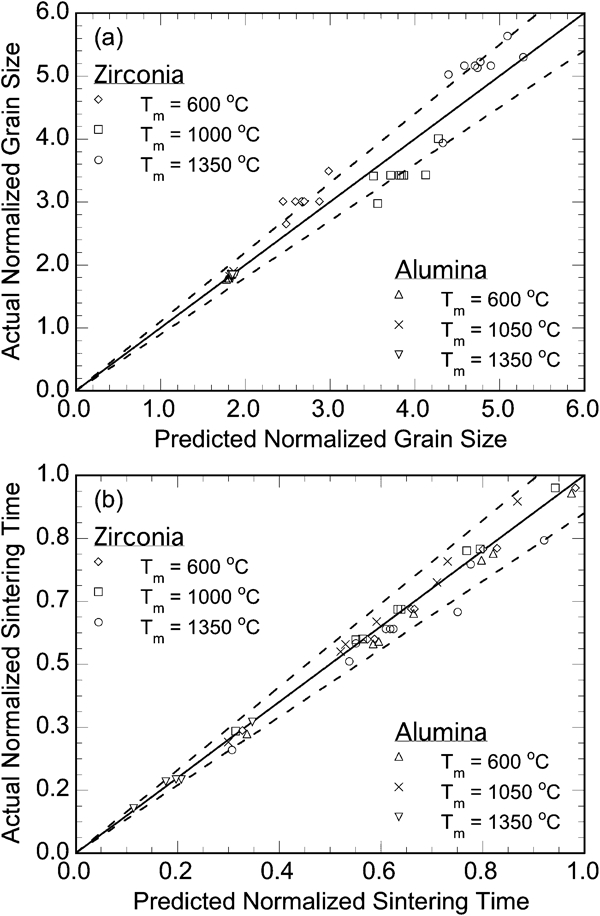
Comparison of predictions of correlations, equations (11a) and (11b), with the actual values on a normalised grain size and b normalised sintering time for zirconia and alumina at all the hold temperatures studied
The model and the correlation presented in this paper may be used in a future study for an optimisation of the sintering schedule so as to meet target objectives on sintering time and grain size. The present study used the framework developed by Du and Cocks7 which provides a functional relationship capturing the essential physics of the sintering process. Other models such as in Refs 10 and 11 may be equivalently used; however, the physical effects and results derived in this article are expected to be generally the same. Furthermore, the assumption of a single overall strain rate constant for grain boundary diffusion and interface reaction could be relaxed in a future modelling endeavour by delineating the specific durations of each of the governing mechanisms through appropriate experimental characterisation.
Conclusion
A detailed parametric study was presented on the sintering behaviour of nanostructured zirconia and microstructured alumina to elucidate their kinetic responses in terms of fractional density and grain growth with varying time–temperature cycles. The results suggest that a fast firing rate is suitable for achieving higher densification and finer grain growth for both zirconia and alumina, since the activation energy for densification is higher than that for grain growth, which aids densification at higher temperatures over grain growth. Empirical correlations relating grain size and sintering time to sintering temperature schedule parameters were developed for practical use. The correlations were shown to be reasonably accurate in their predictions for both the materials studied. Further study may be conducted on optimising the sintering schedules using the models or the correlations presented in this work.
Footnotes
Acknowledgements
The work reported was funded by the National Science Foundation through grant nos. CBET-0522933 and CBET-0934008. The authors gratefully acknowledge this support.