
Abstract
Novel freeze drying, free pressureless spark plasma sintering (FPSPS) processing sequence is developed for the production of hydroxyapatite (HAP) based microchannelled structures. The processed specimens are characterised by scanning electron microscopy, X-ray diffraction, porosity measurements and compressive tests. The compressive strength is different for different loading orientations. The compressive strength is higher in the loading direction parallel to the channel direction than the compressive strength in the loading direction perpendicular to the channel direction. Manipulation of freeze drying and FPSPS conditions should thereby enable the optimisation of the final properties of the processed porous HAP based microchannelled structures.
Introduction
Hydroxyapatite (HAP) and other calcium phosphate based materials, which have similar chemical composition to human bone and teeth, have been widely used for biomedical applications due to their biocompatibility, bioactivity and osteoconductive characteristics.1 Besides the interest related to HAP coatings on prostheses improving the osteointegration with bone tissues, the development of HAP based bulk materials with porous structures also drew a considerable attention in the area of bone regeneration applications.2 In order to stabilise the connection between biological tissues and a bone replacement, porous structures are needed for the tissue in growth.3, 4 Additionally, materials with certain aligned porous structures can be used in tissue engineering in the capacity of microchannelled filters for built-in drug delivery devices.
Although porous materials with an adequate pore size of 50–100 μm or of even larger pore sizes are useful for bone implants, they also have a serious disadvantage: the low mechanical strength which results from their high porosity.5 Therefore, most of porous materials cannot be used for high loading replacements. The problem of manufacturing of porous materials having not only desirable pore size for cell in growth and proliferation but also possessing sufficient strength to sustain reasonable load levels remains an unsolved issue in the bone substitute engineering area. The influence of porosity and pore size on the mechanical strength of porous HAP ceramics has been studied; it was confirmed that the compressive strength decreases with the increased porosity.6, 7
A number of approaches can be used to fabricate porous materials for various purposes. One of the common methods is mixing ceramic powders with polymers or organic materials, which are further burned out during sintering to form the pore structure.8 Directional freeze drying, a cheap and novel process, has been reported to fabricate materials with aligned porous structures.9–13 Freeze drying, however, is a ‘green body’ processing technique, which, while enabling an initial topology of the porous material arrangement, requires the follow-up consolidation approaches capable of preserving main morphological features of the unfired porous structure. Spark plasma sintering (SPS), an emerging powder consolidating technique, has the capability to sinter materials in a short time due to the advantages of its high heating rate, short sintering time, and lower sintering temperature.14, 15 The direct application of SPS for the consolidation of porous materials with a high level of post-processing porosity may be prohibitive due to the external pressure application during SPS causing significant material densification. Free pressureless spark plasma sintering (FPSPS), which also enables the rapid heating rate but without mechanical pressure assistance, has been used to produce carbon–silicon–carbide nanowire composites16 and macroporous calcium phosphate scaffolds.16 However, FPSPS has not been used to consolidate green powder bodies with microchannel structures produced by freeze drying process.
Therefore, the present work is the analysis of the novel freeze drying, FPSPS processing sequence for the production of HAP based microchannelled structures.
Experimental set-up
Material processing
Green specimens with an aligned porous structure were produced from the HAP slurries by the freeze drying process and further consolidated via free pressureless spark plasma sintering. Hydroxyapatite powder with a particle size of 0·1 μm purchased from Alfa Aesar was used in these experiments. Figure 1 is the scanning electron microscopy (SEM) image showing the particle size of HAP as received powder. Hydroxyapatite slurries were prepared by dispersing the HAP powders in deionised water with a small amount of commercial dispersant (Duramax D-3005; Rohm and Hass, Philadelphia, PA, USA). In order to de-agglomerate the HAP powders, the slurry was milled in a planetary ball mill with zirconia balls (Fritsch LC-106A) for 1 day to create the homogenous HAP based mixture.
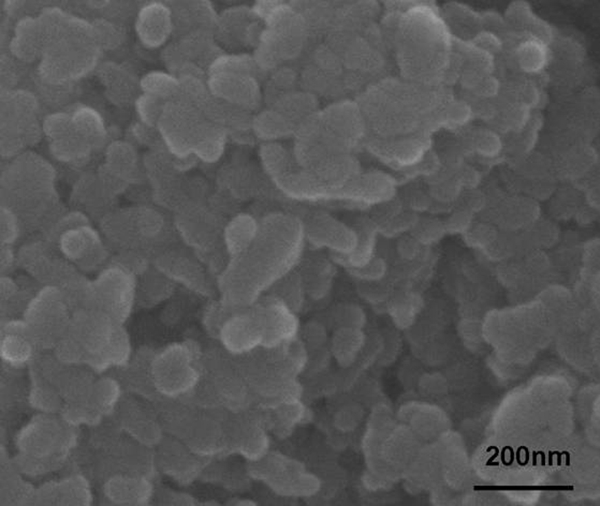
Image (SEM) of hydroxylapatite powders as received showing particle size of 0·1 μm
The HAP slurry was poured into a cylindrical rubber tube which was placed on a copper rod dipped in the liquid nitrogen. Figure 2a is the picture of the set-up for the slurry freezing process. The slurry was directionally frozen to a solid for 5 min and then taken out from the rubber mould. The directional freezing was enabled by the temperature gradient induced along the rubber tube between its two end faces subjected to drastically different temperature environments: one experienced the prolonged contact with liquid nitrogen, while the other was under ambient temperature conditions. As a result of the directional freezing, the ice crystals oriented in the direction of the temperature gradient were formed (see Fig. 2b). Freeze dryer device (model Labconco FreeZone 1) was used to freeze dry the sample by sublimating the ice crystals thereby bypassing their melting. The directionally frozen green specimens were subjected to the freeze drying process immediately at a temperature of −50°C and a pressure of 0·6 mbar for 24 h.
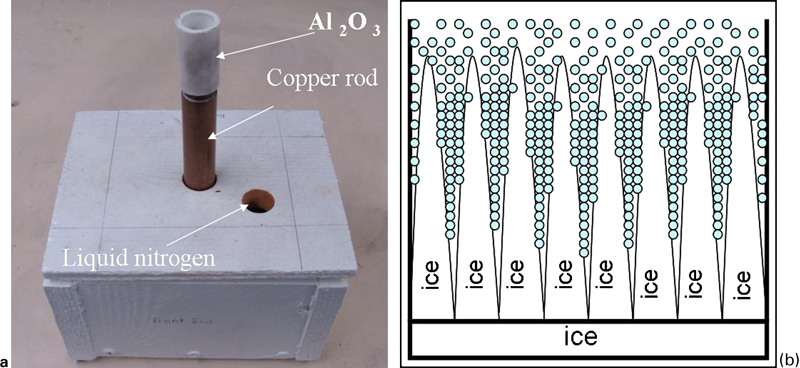
a picture of set-up for HAP slurry freezing process and b schematics of directional freezing showing that ice crystals grow from bottom to top and HAP powders form channel structure
As mentioned above, in order to maintain the aligned porous structure in the green bodies, the usage of the regular spark plasma sintering with the externally applied pressure may be prohibitive due to a possible damage of the porous structure formed at the stage of green specimen processing. Free pressureless spark plasma sintering, an alternative consolidating technique involving spark plasma sintering without applying pressure on the green specimens (see Fig. 3), is utilised in the present work to sinter the specimens with microchannel structures. The maximum sintering temperature employed was 1300°C with a heating rate of 100 K min−1 to 1100°C, 50 K min−1 to 1300°C followed by 1 h of holding time and then cooling down to 600°C with the rate of 50 K min−1.
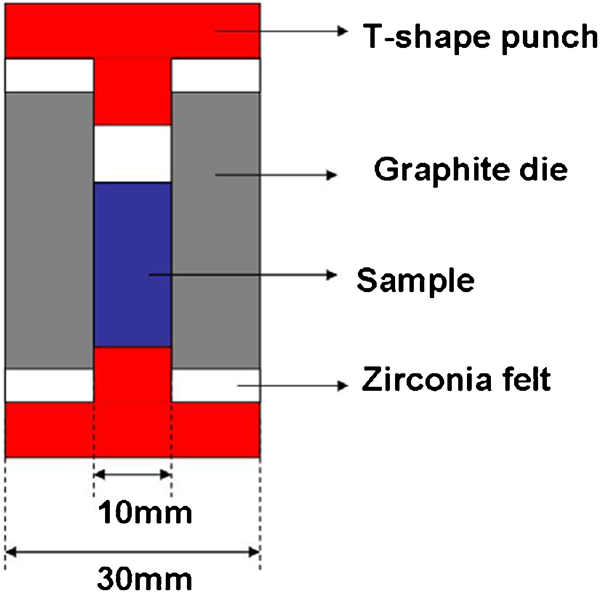
Free pressureless spark plasma sintering set-up design: regular punches are replaced by T shape punches and zirconia felts are inserted between punches and graphite die
Material characterisation
The relative density was measured by Archimedes’ method. The cylindrical specimens were polished so that both the top and bottom sides became parallel before the compression tests. The compression tests were conducted on an Instron 3346 single column testing system equipped with a 30 kN load cell and a tensile meter. The strain rate was 10−4 s−1 which corresponded to a crosshead speed of 0·03 mm min−1 depending on the different heights of the specimens. Both the microstructure and the fracture surface were characterised by using a field emission scanning electron microscope (FEI-XL30; FEI Company, Hillsboro, OR, USA) with a 20 keV electron voltage. The sintered specimens with different slurry concentrations were infiltrated with an acrylic solution for the microchannel characterisation under back scattering imaging. The phase composition was identified by the X-ray diffraction to confirm that there is no phase change at the sintering temperatures ranging up to 1300°C (Fig. 4).
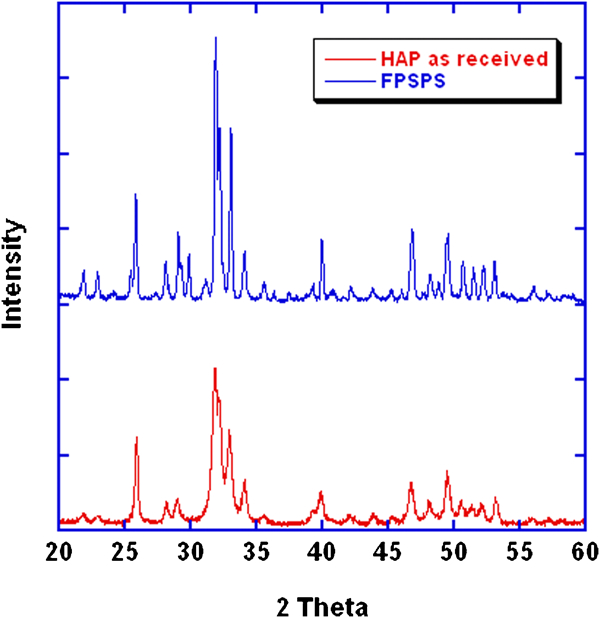
X-ray diffraction pattern of raw HAP powder and after FPSPS of HAP powder
Results
Uniaxial freeze drying is an easy and inexpensive process to create a microchannel structure in the materials (Fig. 2b). The HAP particles pile up between the ice columns as the result of freeze drying. After the freeze drying process is complete, the sublimation of the ice forms an aligned porous structure in the processed materials.
Microstructure of microchannels
Figure 5a is the back scattering electron micrograph of the specimen obtained from 15 vol.-% initial slurry concentration showing the clear aligned porous structure in the green specimen before sintering. Some of the agglomeration of the HAP powder can be seen on the channel walls.
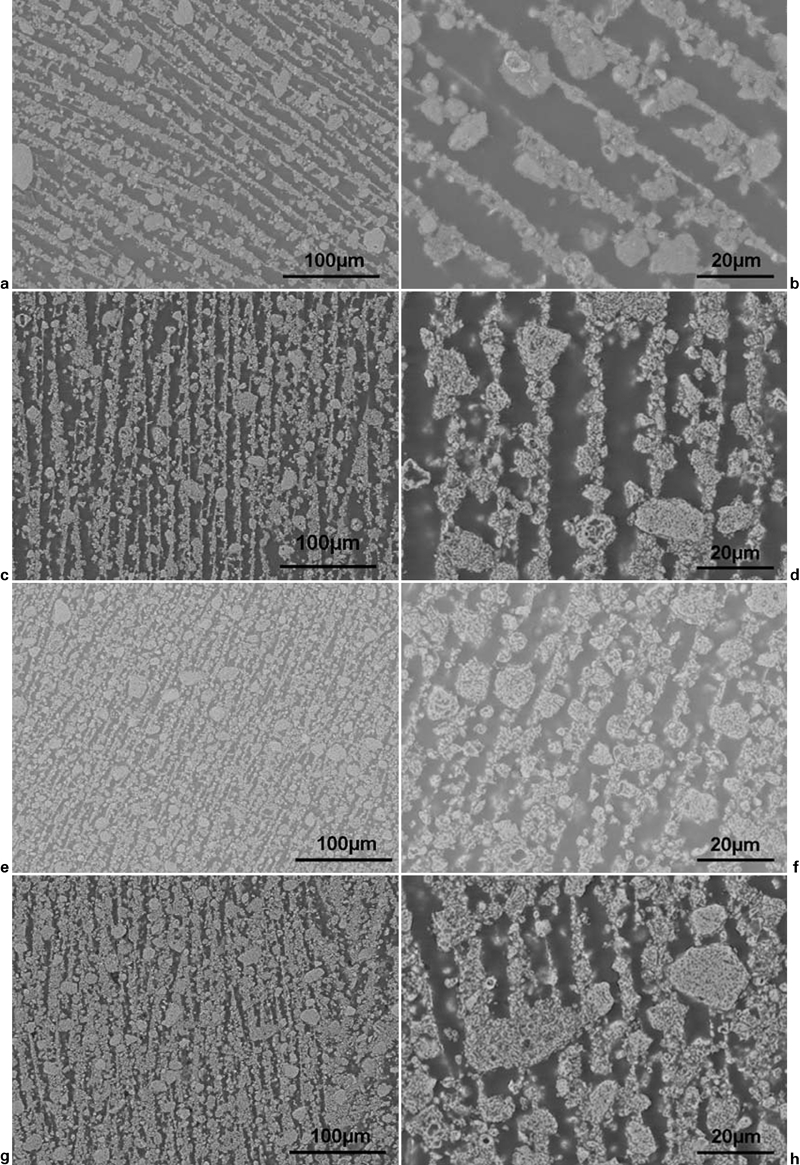
Microstructure of aligned porous HAP samples based on different slurry concentrations: SEM images show microchannel structure in specimen and channel sizes decrease with increase in slurry concentration: a,b 15 vol.-% green body; c,d 15 vol.-%; e,f 20 vol.-%; g,h 25 vol.-%
The back scattering electron micrographs show that the dark region is the microchannel occupied by the acrylic slurry and the light part is the channel walls which are formed from HAP. The initial slurry concentration can significantly influence the diameter of the microchannels. The average diameter of the microchannels varies for different slurry concentrations. The average channel sizes obtained for the initial slurry concentrations of 15, 20 and 25 vol.-% are 5, 7 and 10 μm respectively. Therefore, the average channel size can be controlled by changing the initial slurry concentration to achieve different structure topologies of the processed specimens.
Porosity and relative density
Figure 6 is the plot of porosity and relative density with respect to the initial slurry concentration showing that the porosity of the specimen decreases as the initial slurry concentration increases. On the contrary, the relative densities of different specimens increase when the initial slurry concentrations increase. The porosity of specimens with the initial slurry concentrations of 15, 20 and 25 vol.-% is 48, 39 and 36% respectively.
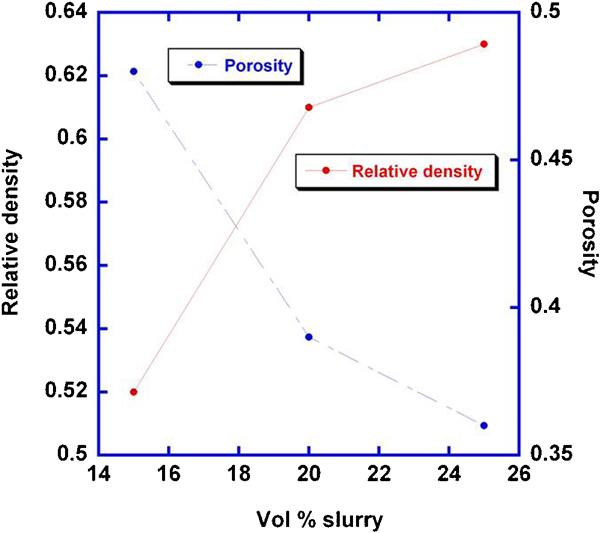
Plot of relative density and porosity of specimen sintered at 1300°C versus initial slurry concentration showing that porosity decreases with increase in initial slurry concentration
Compressive strength
Figure 7a is the plot of compressive strength versus the initial slurry concentration and Fig. 7b is the compressive strength versus the final porosity of the specimens. The experiments indicate that the initial slurry concentration of 25 vol.-% with the lowest porosity of 36% rendered the highest compressive strength among the three different kinds of specimens prepared with the three different initial slurry concentrations. The compressive strength of the specimens increases with the increase in the initial slurry concentration and with the decrease in the specimen porosity. The compressive strengths of the specimens prepared based on the initial slurry concentrations of 15, 20 and 25 vol.-% are 4·6, 6 and 6·8 MPa respectively. Zhang et al.17 also used FPSPS to consolidate calcium phosphate scaffolds; the compressive strength of the specimens processed by them ranged between 2 and 7 MPa, which is comparable to our results. Fu et al.18 reported that the compressive strength for loading parallel to the channel direction is ∼10 MPa which is higher than the compressive strength in the direction perpendicular to the channels (4 MPa). This result is also similar to the one obtained in Ref. 17. In this study, the compression tests with loading direction perpendicular and parallel to the channel axes in the specimen produced using the slurry concentration of 20 vol.-% have been conducted. The compressive strength in the loading direction parallel to the channel direction is determined to be 6 MPa which is higher than the determined compressive strength in the perpendicular to the channel direction, 3·05 MPa. Table 1 is the comparison of this study results with the results obtained by Fu et al. The compressive strengths in the both loading directions are of the same order of magnitude as the values reported by Fu et al.18 The reason that very high compressive strength could not be achieved should be attributed to the difficulty in pre-pressing the green specimen before sintering process (presintering pressing can destroy the aligned porous structure). In order to maintain the aligned porous structure in the specimen, the green body was sintered after the uniaxial freeze drying. The green specimens are much more fragile compared to pre-pressed green specimens commonly produced by consolidation in rigid dies and subjected to a regular sintering process.
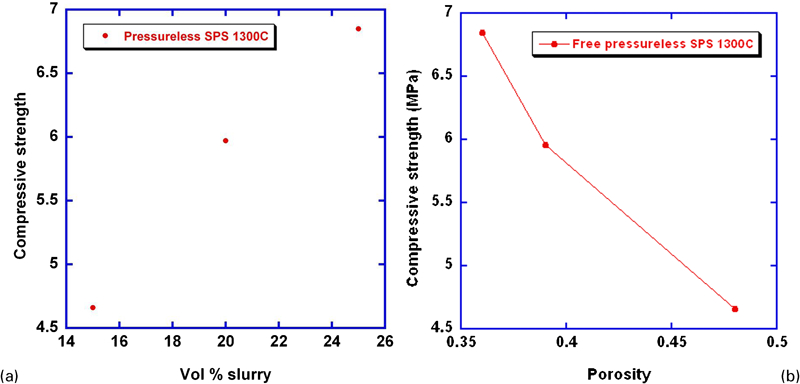
a plot of compressive strength versus initial slurry concentration showing that processed specimens’ compressive strengths increase with decrease in initial slurry concentrations and b plot of compressive strength versus final specimen porosity showing that compressive strength decreases with increase in final porosity
Results of compressive loading tests

Figure 8 is the SEM images of fracture surfaces of the specimens processed by freeze drying, FPSPS sequence for different initial slurry concentrations and subjected to compression tests. The average grain sizes for all the three initial slurry concentrations are almost the same and a significant amount of pores can be seen in the SEM images.
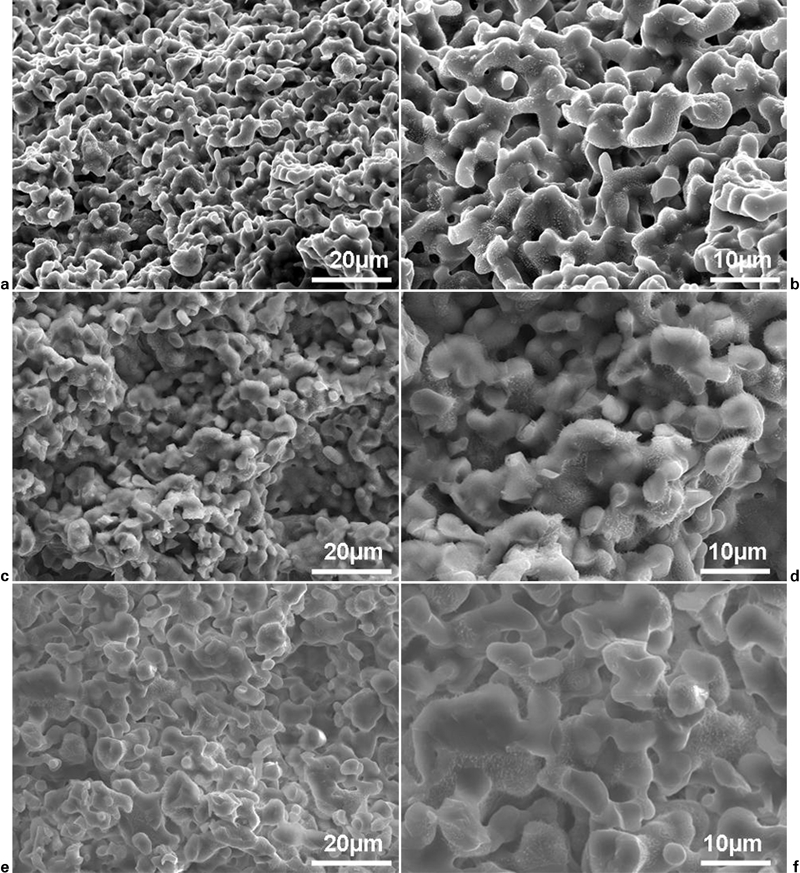
Images (SEM) of fracture surface after compression tests of specimens based on different slurry concentrations: (a,b) 15vol% slurry concentration; (c,d) 20vol% slurry concentration; (e,f) 25vol% slurry concentration
Conclusion
It has been shown that the microstructure and mechanical strength of the aligned porous materials can be modified by the particle concentration of the slurry, freezing rate during freeze drying, and sintering conditions during FPSPS. The compressive strength is different for different loading orientations. The compressive strength is higher in the loading direction parallel to the channel direction than the compressive strength in the loading direction perpendicular to the channel direction. Manipulation of freeze drying and FPSPS conditions should thereby enable the optimisation of the final properties of the processed porous HAP based microchannelled structures.
Footnotes
Acknowledgements
The support of National Science Foundation Division of Civil and Mechanical Systems and Manufacturing Innovations (grant no. CMMI 0758232) is gratefully appreciated. The authors are thankful to Professor Eugene Grigoryev of Moscow Engineering Physics Institute for helpful discussions. The support of the Department of Science and Education of Russian Federation (Grant Contract 11.G34.31.0051) is gratefully appreciated. The support of Defense Advanced Research Projects Agency (contract no. N00014-10-1-0592-SDSU) is also gratefully acknowledged.
This paper is part of a special issue on Novel Advanced Ceramic and Coating Processing