
Abstract
Colloidal processing has demonstrated its suitability to produce complex shaped ceramics and ceramic–metal composites with tailored microstructure. By combining different shaping methods, it is possible to produce complex three-dimensional bodies as well as single or multilayer coatings, self-sustaining films and laminates. This work summarises the main features of colloidal processing, including colloidal stability and stabilising mechanisms focusing the importance of the rheological behaviour in the shaping step. The most common shaping methods and consolidation mechanisms based on suspensions are presented as well as their capabilities for producing composites with complex shapes and microstructures.
Introduction
Engineered materials with enhanced properties are needed to meet the increasing exigencies of everyday applications. When searching a new material two aspects must be considered: on the one hand, the profile of properties it must satisfy, and on the other hand, the capability to produce a component with the desired geometry, size and microstructure. That is, the choice of a processing route strongly depends on the type of material to be produced and its final shape, and processing (in particular the shaping step) determines the final properties of the material.1, 2
A common classification of engineering materials differentiates three broad families: metals, polymers and ceramics, which can combine themselves to produce a fourth category, that of hybrids or composites. Metals are usually stiff and tough, but they are also soft and deform easily. The main limitations of metals are their reactivity and the low resistance to corrosion. Ceramics are non-metallic, inorganic solids, which harden after a thermal treatment that provides high resistance to corrosion and chemicals, high refractoriness, hardness, etc. However, a major limitation of ceramic materials is their inherent brittleness. Ceramics are usually formed from powders so that typical shaping processes of metals such as deformation methods cannot be used in ceramics. Polymers are organic solids built up from the association of unit chains of carbon atoms, the so called monomers. Polymers are light and floppy, and the properties strongly depend on temperature. They are easy to shape into complicated parts by melting and pouring or injection into a mould cavity. One typical shaping process for polymers is injection moulding where the part can be simply obtained either by melting a thermoplastic polymer before injection into a cold cavity of a mould or by injection of a thermosetting polymer into a mould cavity that is further heated.
Metals and ceramics have several commons, as mining and powder processing, and the needing of a thermal treatment to get the final microstructure when using such a powder processing approach. As a consequence, ceramics and metal–ceramic composites have many similarities and can be processed using the same powder metallurgy approach. Although this is not possible for polymers derivatives and composites, since any thermal treatment would destroy the polymer structure, polymers are often used in ceramic processing as additives for many important purposes,3 such as deflocculants to provide stability to the suspension, binders to provide consistency, or monomers that polymerise to form a chemical gel in some shaping processes, including gelcasting or injection moulding, the last being a characteristic shaping technique for polymers, but also for the processing of ceramic and/or metal powders.
The manufacture of ceramics and ceramic based composites is based on powder processing techniques, which are difficult to control since the starting powders are transformed into a complex shaped part through several processing steps, each one being a possible source of defects. The defects introduced at any stage will persist in the subsequent stages. If the starting powders have defects they could not be removed during consolidation, so that the purity and control of the starting powders is a first key parameter to obtain defect free materials. This explains the great development of the synthesis routes and their implications in ceramics.4, 5 However, this also requires a careful control of all parameters at every step to avoid new defects.
Ceramic matrix composites
The increasing demands of engineering devices cannot be achieved by a single material. For example, aircrafts engines need structural materials with low densiy and high strength and stiffness and good resistance to abrasion, impact and corrosion. In the case of functional materials the main concern is to design the adequate material for the specific function it has to do (e.g. biomedical, optical, electronic, etc.) while maintaining a minimum range of mechanical properties to allow handling and integration into a device or structure. There are no single materials able to provide a broad list of excellent properties, so that many times it would be necessary the combination of several materials in order to obtain such unique combination of properties. A composite can be defined as a multiphase material that maintains at least partially, the properties of the different constituents such that a better combination of properties is obtained.
There are many composites naturally occurring in nature, such as moluscs shells, wood and bones, among others. A strong effort has been devoted in the last two decades to imitate these naturally existing microarchitectures, which are the origin of biomimetics.6 In general, they consist on laminar structures combining ceramic and polymeric layers. Callister2 makes a simple classification of composites according to three main divisions: particle reinforced, fibre reinforced and structural composites. The flow diagram of Fig. 1 summarises the classification of composites including some special cases not considered by Callister, such as platelets, or coatings and functionally graded materials (FGMs) as particular examples of structural composites. In the first case, particles are equiaxed (e.g. spherical) or have a low shape factor when particles are non-spherical.
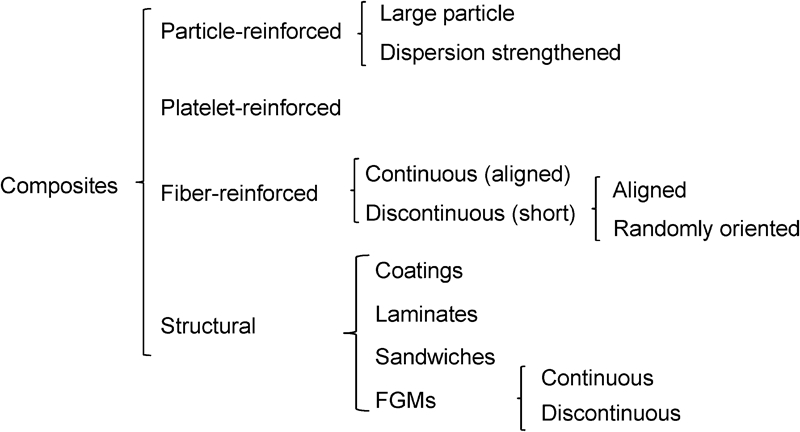
Schematic classification of ceramic based composites
Introduction to ceramic processing
The final material is produced from a powder that is subjected to different processing stages. Many of the detrimental heterogeneities arise from the powder itself, such as agglomerates and contamination. Other defects are introduced during powder preparation and beneficiation, on the one hand, and during shaping and consolidation, on the other hand. In order to produce better materials, it will be necessary to develop methods for the synthesis of pure, controlled powders with lower number and size of defects and to avoid the introduction of new defects in the processing steps.7
Ceramics are mainly produced by powder processing techniques, according to the following steps:
powder synthesis and/or beneficiation before consolidation
forming to produce a component of the desired shape and size
drying and burn out of organics
sintering at high temperature to reach the final microstructure and properties
final machining and shaping.
One of the most important steps of the processing cycle is forming, where powders consolidate into a self-supported shaped body, the so called green body. Forming defects can hardly be removed in the subsequent processes (drying, debinding and sintering) and they become fracture origins which reduce the properties of the product or lead to a high rejection rate. Table 1 summarises the feed materials, moulds and shapes of green bodies produced by common forming processes. In general, ceramic forming techniques can be classified according to three categories, depending on the relative content of liquid characteristic of the process:
Feed materials, moulds and shapes of green bodies produced by common forming processes
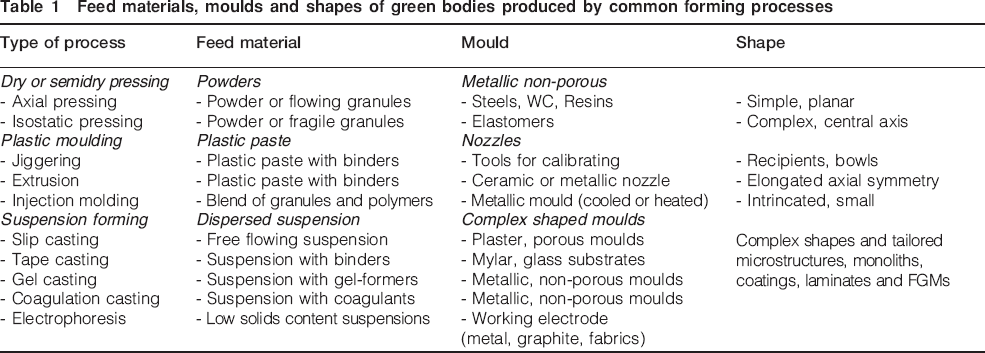
dry pressing methods, where the liquid content is typically <7%
plastic forming, with typical liquid contents of 15–20 for extrusion or up to 30–40% in the case of injection molding
colloidal shaping methods that make use of suspensions, where the content of liquid is generally >50%.
Colloidal processing
Interparticle forces and colloidal stability
Most ceramic operations include the dispersion of powders in liquids, either for direct consolidation from the suspension (as in casting processes, gel forming, etc.) or as an intermediate step for further processing operations, as in the case of milling and mixing, spray drying, filter pressing, etc. The great advances in the fundamentals of colloid science have allowed the improvement of conventional ceramic processing and the development of new forming techniques.8–10
A colloidal dispersion is a multiphase system in which one phase (or more) is dispersed in a continuous one or medium. At least one dimension lies within the nanometre (10−9 m) to micrometre (l0−6 m) range, so that colloidal dispersions are mainly systems containing large molecules and/or small particles. The interface between the dispersed phase and the dispersing medium plays an essential role in the surface properties, including adsorption, surface charge, electrical double layer, etc. In colloidal suspensions, there are particles immersed in a surrounding medium. The total interaction is the result of particle–particle interactions, as well as medium–medium and particle–medium interactions.11–13
One of the most important features of a colloidal dispersion is the strong tendency of particles to aggregate. Encounters between particles dispersed in liquid media occur frequently and the stability of dispersion is determined by the interaction among the particles during these encounters. The principal cause of aggregation is the existence of van der Waals attractive forces among the particles, which are long range forces. To counteract these and promote stability, equally long range repulsive forces are required. This can be achieved by different ways which can be generalised in two general mechanisms: the electrostatic mechanism, resulting from the interactions between charged particles in a medium, and the polymeric mechanism, where stabilisation arises from the effect of polymers in the medium.14
Van der Waals forces arise from three different phenomena:
the interaction between a permanent dipole with other permanent dipole (Keesom interaction)
the interaction between a permanent dipole with a polarisable atom that produces an induced dipole (Debye interaction)
when no permanent dipoles are present, instantaneous dipoles are formed due to fluctuations in the distribution of electronic charge (London dispersion interaction).
If there are no permanent dipoles the first two contributions do not occur but the last is always present and plays a key role in the stability of colloidal suspensions. All these forces vary with separation distance as D−6.
The attractive potential energy VA is directly proportional to a particle radius a, a material constant, the Hamaker constant A, and is inversely proportional to distance of separation D

The Stern model considers that the double layer is divided into two parts separated by a plane (the Stern plane) located at about a hydrated ion radius from the surface, and also considered the possibility of specific ion adsorption. Specifically adsorbed ions are attached to the surface by electrostatic and/or van der Waals forces strongly enough to overcome thermal agitation. The centres of specifically adsorbed ions are located in the Stern layer, i.e. between the surface and the Stern plane. Ions with centres located beyond the Stern plane form the diffuse part of the double layer.
Acidic species such as MOH2+ are formed at acidic conditions, whereas species MO− are formed at basic conditions. There is a pH value at which the activities of the positive and the negative species at the particle surface are equal and the net charge density is zero. This pH defines the point of zero charge (PZC). The parameter used to measure the stability of a suspension is the zeta potential, which is the potential existing at the shear plane between the rigid and the diffuse layers. In order to assure the stability of a suspension, it is necessary to have high values of zeta potential, so that working pH will be far away from the PZC. The pH where the zeta potential is zero is referred to as isoelectric point. In the absence of specific adsorption the PZC coincides with the isoelectric point.
The linear addition of the electrostatic and dispersion potentials is the basis of the DLVO theory for colloids stability. When the attractive potential is added to the repulsive electrostatic potential, there is the typical curve for charge stabilised colloidal particles: the repulsive potential VR between two planar surfaces can be calculated by


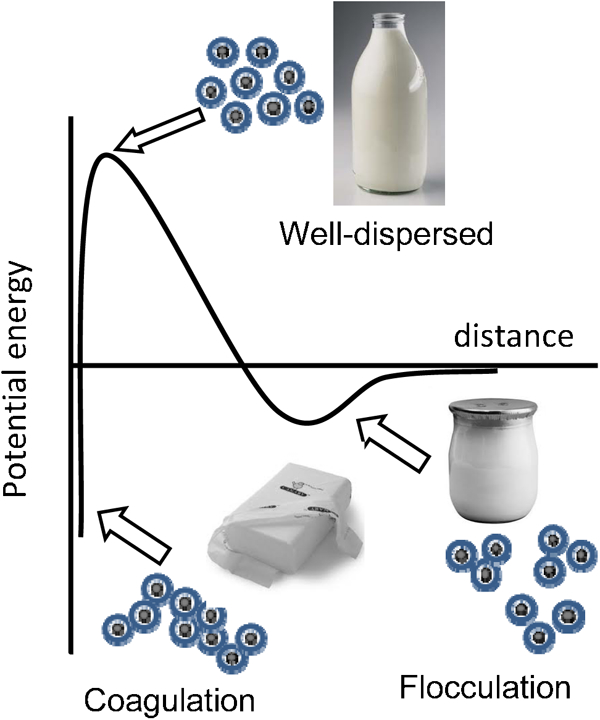
Potential energy of interaction as function of separation distance according to DLVO theory
a maximum that creates an effective activation energy for aggregation. The larger the barrier, the longer the system will remain stable
a primary minimum where particle surfaces enter into contact leading to coagulation, where particles can be hardly redispersed
a secondary minimum, where particles do not touch each other thus leading to flocculated particles that can be easily redispersed.
Addition of suitable polymeric dispersants is commonly used to create stable colloidal suspensions. Polymeric stabilisation may be achieved by three different mechanisms, as illustrated in Fig. 3:
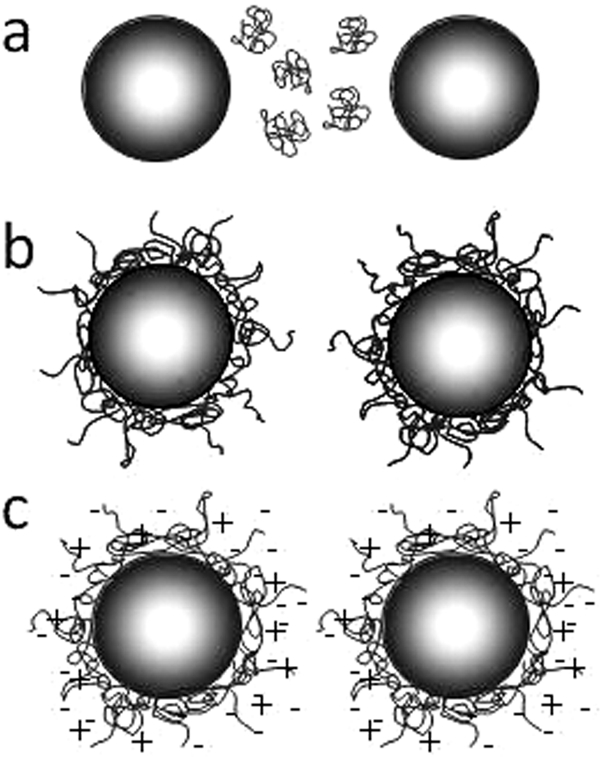
Polymeric stabilising mechanisms: a depletion; b steric; c electrosteric
depletion stabilisation, in which the macromolecules are free in suspension
steric stabilisation, where the macromolecules are attached to the particle surface
electrosteric stabilisation, when adsorbed polymers are charged (referred to as polyelectrolytes), which combines both electrostatic repulsion provided by the charges and steric hindrance of the anchored polymer to the total interaction pair potential.
Rheology of concentrated suspensions
Most ceramic processes make use of concentrated suspensions, in which particle interactions are very frequent leading to overlapping among double layers. Then, DLVO theory has important restrictions and zeta potential measurements do not provide accurate information. For the characterisation of concentrated suspensions, the best tool is the rheology, since it is very sensitive to any variations in the stability conditions (i.e. deflocculant type and concentration, pH, presence of other electrolytes and additives, etc.), mixing conditions, particle size distribution and shape, solids loading, etc. Knowledge of rheological behaviour is essential in processing operations that involve slurries or pastes, including beneficiation, shape forming, and coating/deposition.15, 16
Rheology is the science of deformation and flow of matter. When a stress σ is applied to a solid it deforms elastically according to Hooke's law


 is the velocity gradient (also known as the shear rate) and η is the viscosity. The unit of viscosity is Pa s. By definition Newtonian behaviour is when the viscosity is independent of shear rate and does not depend on the shear history. Most simple liquids such as water, acetone or oils are Newtonian. Liquids showing any variation from this behaviour are referred to as non-Newtonian. Figure 4 illustrates plots of shear stress versus shear rate (the so called flow curves). Most common colloidal suspensions are shear thinning (also referred to as pseudoplasticity) because the viscosity decreases as the shear rate increases. Shear thickening (dilatancy) occurs when viscosity increases with shear rate, as in the case of clay based slips at high shear conditions (>1000 s−1), which are typical of mixing, pumping, spraying, brushing and injection processes. Clay based slips and concentrated suspensions usually cannot flow until a minimum yield stress σy is exceeded. The simplest case corresponds to Bingham plastic flow which means that the linear flow curve is independent of the shear rate above σy. When there is a yield stress and the behaviour on shearing is shear thinning, the sample is said to be plastic.
is the velocity gradient (also known as the shear rate) and η is the viscosity. The unit of viscosity is Pa s. By definition Newtonian behaviour is when the viscosity is independent of shear rate and does not depend on the shear history. Most simple liquids such as water, acetone or oils are Newtonian. Liquids showing any variation from this behaviour are referred to as non-Newtonian. Figure 4 illustrates plots of shear stress versus shear rate (the so called flow curves). Most common colloidal suspensions are shear thinning (also referred to as pseudoplasticity) because the viscosity decreases as the shear rate increases. Shear thickening (dilatancy) occurs when viscosity increases with shear rate, as in the case of clay based slips at high shear conditions (>1000 s−1), which are typical of mixing, pumping, spraying, brushing and injection processes. Clay based slips and concentrated suspensions usually cannot flow until a minimum yield stress σy is exceeded. The simplest case corresponds to Bingham plastic flow which means that the linear flow curve is independent of the shear rate above σy. When there is a yield stress and the behaviour on shearing is shear thinning, the sample is said to be plastic.
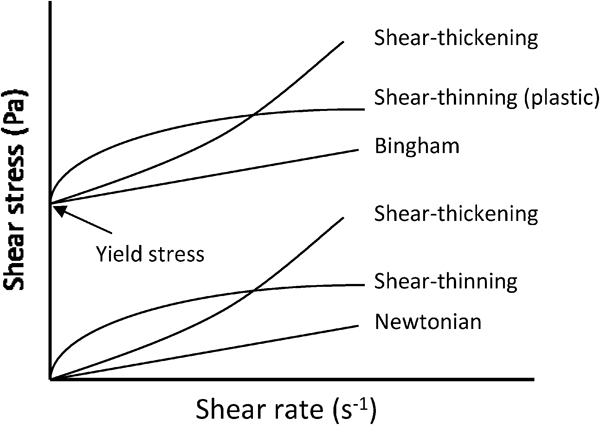
Flow curves of different types of rheological behaviour
In addition to the shear rate dependence, the rheological behaviour of suspensions is often time dependent; the viscosity changes with the time of shearing. Pseudoplastic slurries which show time dependent viscosities are referred to as thixotropic whereas time dependent dilatancy is antithixotropy or rheopexy.
Colloidal forming methods
Colloidal processing has demonstrated to be very efficient for producing near-net shaped bodies with tailored microstructures by maintaining the homogeneous structure of the suspension during the formation of the green body, i.e. the consolidation step.17–20 During the last two decades, an increasing number of novel near-net shaping forming techniques have been developed. The physical or chemical processes responsible for the formation of a green body may vary and also the experimental techniques and devices to facilitate consolidation, but in all cases well dispersed suspensions with high solids loadings are needed to fill the moulds or to retain the structure of the suspensions by fast drying without shape deformation. There are several classifications of the consolidation mechanisms. Lewis18 classifies the consolidation techniques into three categories:
consolidation via fluid removal occurring in shaping techniques such as slip casting, pressure casting, osmotic consolidation, tape casting and robocasting
consolidation via particle flow, as in sedimentation, centrifugation and electrophoretic deposition (EPD)
consolidation via gelation, which includes shaping techniques such as aqueous injection moulding, direct coagulation casting and gelcasting.
Sigmund et al.19 divide the direct casting methods in two groups:
processes that manipulate interparticle potentials and create physical gels via a percolating network of particles
percolating networks formed by additives using physical or chemical processes.
Table 2 summarises the most frequent consolidation mechanisms and forming techniques used in colloidal processing of ceramics in the light of existing literature.
Consolidation mechanisms and forming techniques used in colloidal processing of ceramics
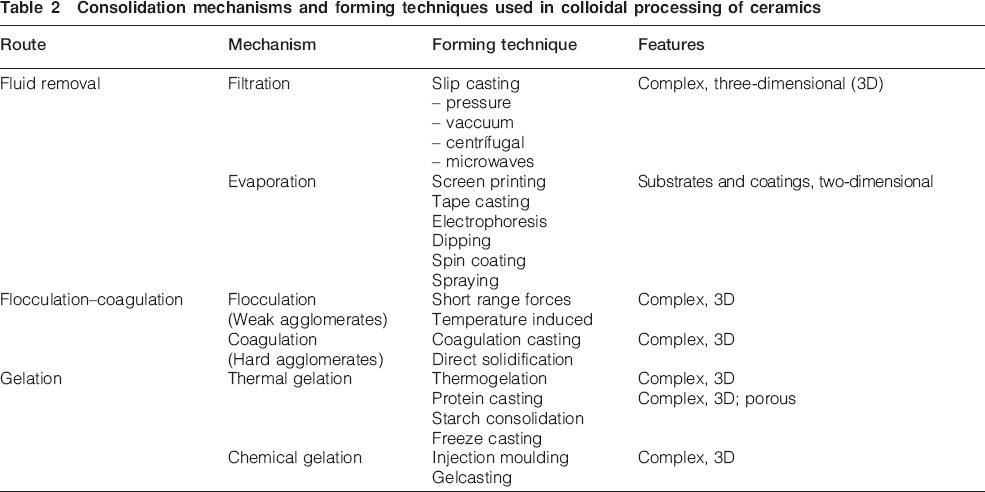
In general, filtration, flocculation, coagulation and injection are used for manufacturing 3D parts, while evaporation methods are used for large surfaces exposed to air, i.e. coatings (obtained by dipping, spin coating or EPD) and thin substrates (as in tape casting). However, those processes suitable for the preparation of thin substrates and/or coatings can be successfully used to process multifunctional coatings, laminated composites or FGMs. This is possible if the stability of the suspensions and their rheology, on one hand, and the growing kinetics of deposited particles, on the other hand, is controlled. Some processes, such as filtration or EPD, have well known mathematical laws to predict the formation kinetics of the growing cake or wall, and the process time is a fundamental parameter of the process. Other processes are not time dependent, this being the case of constant volume forming processes, based in the consolidation inside a non-permeable mould, such as flocculation, coagulation and gelation. Consolidation processes based on evaporation are also time independent, the kinetics depending in much more scale on the rate of the process itself (withdrawal rate in dipping and gyration speed in spin coating) and other physical parameters such as nozzle diameter in spraying, blades height in tape casting, etc. However, the viscosity at the characteristic shear rate of the process is a key factor in all cases.
Another factor to be considered for the classification of colloidal forming methods is the mould. In filtration methods a well dispersed suspension with moderate to high solids content (30–40 vol.-%) is prepared and then poured into the cavity of a permeable mould that absorbs the water of the suspension by capillarity while the particles attach to the mould forming a cake. The cake continues to loose water until it dries and slightly shrinks allowing easy removal. The wall thickness L formation follows a parabolic growth with casting time t
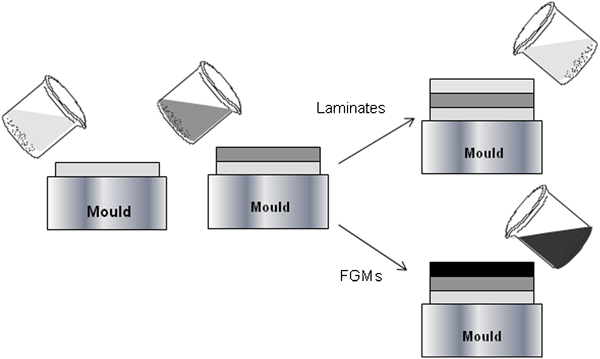
Schematic view of sequential slip casting process to produce layered materials (right, up) or FGMs (right, down)
Figure 6 shows the microstructure of several ceramic composites obtained by different colloidal methods, from monolithic materials reinforced with particles or platelets to coatings, laminates and FGMs.21
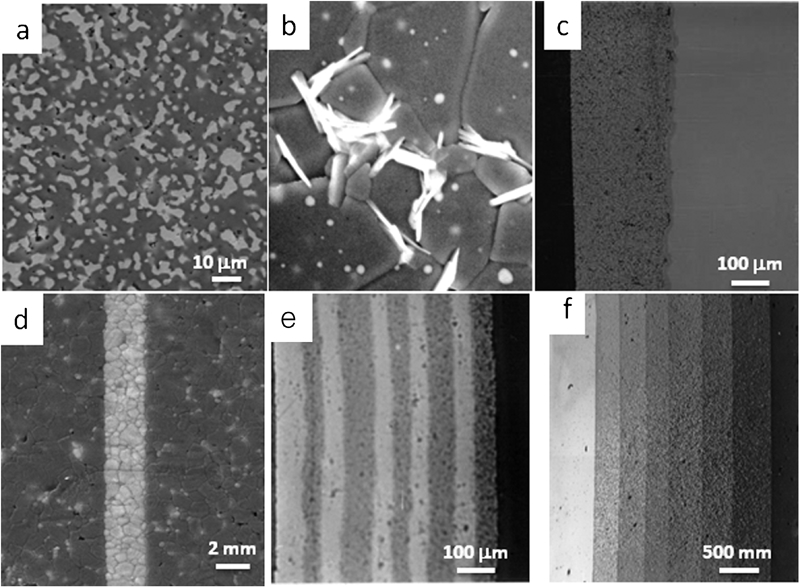
Types of ceramic based composites: a Al2O3 material reinforced with Ni particles; b platelet shaped CA6 reinforced alumina; c Al2O3/Y-TZP coated Al2O3; d c sandwich of monoclinic zirconia in Al2O3/Y-TZP matrix; e Al2O3/Y-TZP laminate; f Al2O3/Y-TZP FGM
An important field of application of colloidal processing is in the production of metal ceramic micro- and nanocomposites.22 Figure 7 shows the microstructure of a green body formed by micrometre sized iron particles coated with ceramic nanoparticles produced for melting metals. The partial oxidation of metal particles in water can be controlled such that they can be handled as ceramic powders facilitating wet processing.
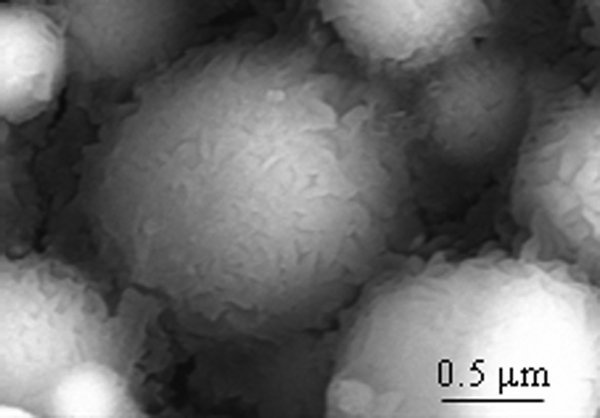
Microstructure of green nanocomposite formed by micrometre sized iron particles coated with ceramic nanoparticles
The most important limitation of slip casting is the restricted thickness that can be obtained by filtration.23 The casting kinetics can be increased with the aid of an external force, such as centrifugation, the use of microwaves, the application of vacuum, and the most popular, the application of an external pressure.24
Processes involving the thermal gelation of a suspension, such as protein forming or direct coagulation methods, are usually employed to obtain highly porous materials or foams, although dense materials can be also obtained by thermogelation of polysaccharides that gel on cooling. In this case a basic requirement is to maintain the suspension stable at temperatures of 60–70°C, above the gelation temperature of the polysaccharide (normally between 35 and 40°C) in order to allow a good dispersion with the gelling additive, which is previously dissolved.25
Freeze casting could be considered as a special case of gelation in which water is used as a template.26 The suspension is frozen in liquid nitrogen and then dried and ice is removed by sublimation. Figure 8 shows the typical microstructures of some porous ceramics prepared by the replica method with polyurethane sponge, direct foaming with agar with a surfactant and bubbling, and aligned pores formed during sublimation of ice in freeze casting. These simple methods allow us to design materials with a great variety of microstructures, pore size distributions and pore volumes.27
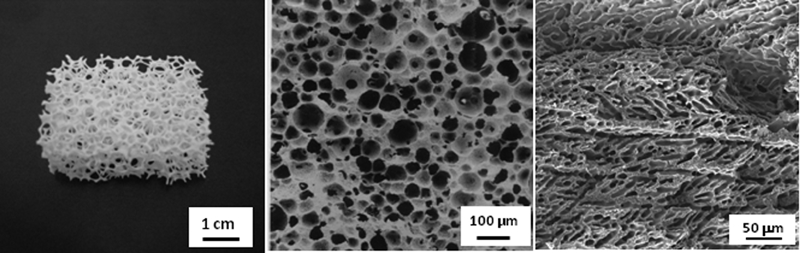
Porous ceramics produced by replica (left), gelcasting with agar (centre) and freeze casting (right)
A great advantage of colloidal processing is the broad number of possibilities to combine forming methods and consolidation mechanisms to produce a variety of composites. It is possible to produce a thick film by tape casting to be used as a substrate to obtain a coated material or a multilayer. In the case of tape casting the binder present in the tape gives the consistency for lamination, but it can be used also a substrate to be used for dipping or for EPD. After sintering, laminated materials with very thin layers are obtained by a simple route able to produce defect free, uniform layers integrated in complex structures.
Conclusion
The colloidal is a powerful way to produce ceramics and ceramic–metal composites with better microstructural uniformity and higher reliability. The manipulation of the interaction potentials allows one to maintain particles apart each other during all processing stages, including consolidation step. There are three basic approaches to forming from suspensions: fluid removal, flocculation–coagulation and gelation, although the first can be divided into two consolidation mechanisms, filtration and evaporation. A final advantage in colloidal processing is the possibility to combine different forming techniques or consolidation mechanisms to design complex materials with tailored micro- or nanostructures, including monoliths, coatings, and laminates and FGMs, with ceramic and/or metallic powders with particle size ranging from micrometre sized to the nanoscale.
Footnotes
Acknowledgements
This work has been supported by Spanish Ministry of Science and Innovation (MICINN, grant no. MAT2009-14369-C02-01).
This paper is part of a special issue on Novel Advanced Ceramic and Coating Processing