
Abstract
In this work, thermal degradation of commercial polymer mixtures was evaluated as a promising approach to the production of ceramic brake components. Currently, there is a wide interest for the production of cost effective ceramic pads, and carbon based materials are good candidates both in monolithic form and as porous networks to be reinfiltrated with a convenient polymer. The process parameters for obtaining porous glassy carbon, starting from mixtures of commercial polymers, have been evaluated in this work with the goal of producing samples with optimised mechanical properties. A preliminary study of the pyrolysis process has been carried out using thermogravimetric analysis coupled with mass spectrometry Raman spectroscopy and field emission scanning electron microscopy coupled with energy dispersive X-ray in order to define the feasibility of the method and to point out the critical issues. Mechanical tests have been performed in order to understand the relation between the carbonisation process and the mechanical properties.
Keywords
Introduction
A friction material designed to be used in an automotive brake system is expected to satisfy several requirements, such as stable friction force and good wear resistance. The friction coefficient must be relatively high, stable and reliable, and must remain constant in a wide range of temperatures, pressures and velocities and under various operational and environmental conditions, such as age, humidity, degree of wear and corrosion.1, 2
A great deal of effort has been spent in the past to improve the friction performance of brake rotors, including the development of carbon composites and metal matrix composites as possible candidates.3 Nowadays, the most commonly used material to fabricate frictional brake rotor discs is grey cast iron4, 5 due to its interesting thermal conductivity, excellent damping capacity, low cost and relatively easiness of casting and machining. On the contrary, brake pad materials are, historically, fabricated from a phenolic resin binder added of mineral fibres, fillers, friction modifiers, abrasives and metallic particles. The compositions are very complex, usually consisting of >10 ingredients.2, 6
For high performance automotive applications, ceramic brake pads are the current state of the art. In particular, brake systems using C/C composite materials in both brake discs and pads are already a reality for top class cars and race prototypes. The benefit is a high friction coefficient and a low wear rate, but these components can be used only where the cost of these friction materials are negligible compared to the whole vehicle. The fact that this class of materials is too expensive, together with a low coefficient of friction at temperatures below 450°C and high rate of wear, represents an important limitation to the application to the whole automotive market.7 The development of ceramic reinforced materials prepared by carbonisation of polymers with high aromatic content represents a potential alternative due to the low cost of raw materials and the rather simple process.
By this approach, it is possible to obtain glassy carbon (GC) structures8–11 with high wear resistance. The drawback of these materials is, however, their low specific strength and very low toughness. To overcome this weakness, a potential very interesting solution is represented by the use of an open reticular structure of GC material infiltrated with a degradable polymer. The polymer would act both as a high toughness matrix and as a source for further GC by pyrolysis on the brake pad contact.
The use of these carbon polymer composites would dramatically decrease the carbon based friction material costs at the moment realised with expensive raw materials (e.g. carbon fibres). This could extend the application of this new material to other sectors as a viable alternative to both sintered metals and carbon–carbon composites.
The carbonisation process of phenolic resins and polyacrylonitrile has been widely studied in the past, and the reactions that occur during the decomposition process are well known.12–16 However, the kinetics and thermodynamics of the polymer degradation reactions have to be optimised, in particular concerning the use of commercial polymer mixtures, which may contain also organic additives and inorganic fillers.
The aim of this work is the development of innovative GC based pads obtained by pyrolysis of polymeric organic precursors under a protective atmosphere. Process parameters for obtaining GC have been studied, starting from mixtures of several commercial polymers with particular focus on phenolic resin and rubbers. The aim is to produce a porous GC structure with optimised mechanical properties that could be used either as a self-standing pad or as the network to be reinfiltrated with a degradable polymer.
Experimental
Materials and methods
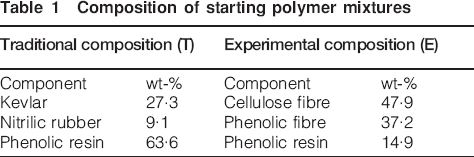
The raw materials for the production of GC based brake pads are polymeric resins. In particular, two polymeric mixtures (see Table 1), with traditional (T) and experimental (E) compositions, have been studied. The mixtures, basically composed by phenolic resin, differ for the presence of inorganic compounds in the traditional samples, which contain >60% of metallic and ceramic powder (especially Al2O3, mullite, Cu, etc.) and only a few percentages of polymer that mainly has a binder role.
Composition of starting polymer mixtures
In the first part of this work, phenolic resin was pyrolysed in controlled conditions in a thermogravimetric (TG) Mettler Toledo TGA/SDTA851e equipment at the heating rate of 10°C min−1. The gases evolved during the pyrolysis were analysed by mass spectrometry (MS; Balzers ThermoStar). Once the temperatures at which the main decomposition phenomena took place are found, thermal treatments were performed at different temperatures (310, 670 and 950°C) in order to study specimens in intermediate conditions occurring during the conversions of polymer into GC. In order to understand the extent of carbon formation and its graphitisation, Raman spectrometry measurements have been performed (Renishaw).
Brake pads with the same polymer composition were produced and heat treated at different temperatures (310, 670 and 950°C) for developing GC. The production of pads was realised by uniaxial pressing (T = 150°C, and P = 10 MPa).
Mechanical characterisation was performed based on Young's modulus (Grindosonic MK5 instrument), flexural strength (Sintech 10D equipment), hardness (DIA TESTOR 2RC) and friction coefficient (home made tribometer realised by a turning lathe Cortini F120). Field emission scanning electron microscopy observations (Zeiss Supra 40) coupled with composition analysis by energy dispersive X-ray detector (Oxford Inca Energy 450) were also performed.
Results and discussion
Thermogravimetric/MS analysis
In order to study the behaviour of thermal degradation, polymeric mixtures labelled T and E were analysed by means of TG analysis (Fig. 1). In the sample with traditional composition T (Fig. 1a), Kevlar and nitrilic rubber are minority components, so it is expected that the microstructure of the obtained GC is mainly directed by the phenolic resin decomposition. Moreover, the weight loss is comprised from 40 to 60% for all the components of the mixture so that very large porosity is not expected anywhere in the sample.
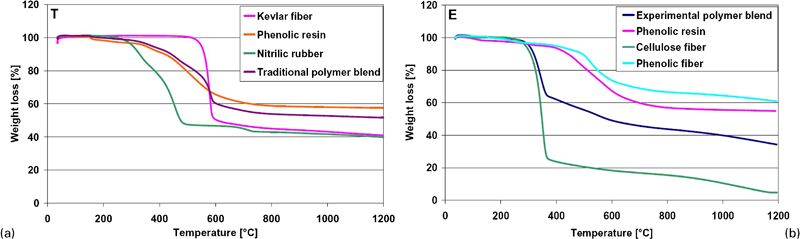
Thermogravimetric analysis of starting polymeric a traditional (T) and b experimental (E) blends
The TG analysis of the experimental sample E (Fig. 1b), on the contrary, shows that the weight loss of cellulose fibres is much higher than that of phenolic resin and fibres. Since in this sample the cellulose content is almost 50%, large pores are expected inside this material, where the cellulose was initially present. In fact, the sample E has been prepared with the aim of building a microstructure where GC rich regions (derived from a phenolic resin or fibre) are intimately mixed with highly porous ones (derived from cellulose fibres), useful for further polymer infiltration.
Since GC is produced mainly from the pyrolysis of phenolic resin, TG experiments were coupled with MS in order to better determine the temperature ranges at which the main decomposition phenomena take place. The mass spectrum of the phenolic fibre is shown as an example in Fig. 2.
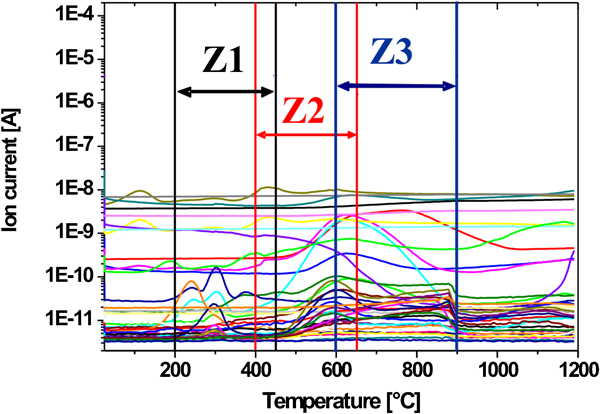
Thermogravimetric/MS analysis of phenolic resin
The TG analysis shows that the higher weight loss is localised in the region between 400 and 650°C, while from the analysis of the gases evolved during the pyrolysis, three partially superimposed decomposition zones can be individuated. The data are in good accord with bibliographic data,12 showing a very complicated decomposition process that involves many reactions.
After a water emission close to 100°C, due to physisorbed water, a first region is observed between 200 and 450°C, where the main phenomenon is depolymerisation with release of little fragments containing carbon, hydrogen and oxygen. At 320°C, several masses present a peak, corresponding mainly to the emission of water and CxHy fragments derived from phenol12 (Fig. 2, Z1).
In the second decomposition step, starting at ∼400°C and active up to 800°C, several reaction mechanisms contribute to create some links between different polymer chains. Typical reactions can generate oxygen bridges by –OH condensation or ejection of small alkanes (derived by formaldehyde components) with the formation of direct bonding between benzene molecules. For this reason in this region the most important gaseous products involved are H2O and CxHy, even if oxygen containing molecules and benzene derived ones are also observed (Fig. 2, Z2).
Finally, in the last decomposition region, starting between 500 and 600°C and active up to ∼950°C, the evolution toward a polycondensate system is observed with complete dehydrogenation of the aromatic structures. For this reason, the gaseous product better representing this temperature range is H2, together with several CxHy products (Fig. 2, Z3).
Since the system is very complex, there is a significant superposition of the different phenomena, so that the mass spectra are very complicated by the formation of secondary gaseous products. In any case, the MS analysis can be used to study the evolution of the decomposition and to individuate specific temperatures corresponding to intermediate steps in the phenolic resin pyrolysis. In particular, three temperatures were individuated: 310, 670 and 950°C. A permanence at 310°C, corresponding to the last peak of the first decomposition region, seems sufficient to produce depolymerisation of phenolic resin without the formation of crosslinks between benzene rings. The formation of crosslinks is instead completed at 670°C, while the final dehydrogenation of the structure is not yet very fast. At 950°C, all pyrolysis phenomena are completed.
Raman analysis
Raman analysis has been performed on the phenolic resin before and after heat treatments in order to understand the extent of the carbonisation and graphitisation processes. Two discs of phenolic resin have been prepared and treated at the three chosen temperatures: 310, 670 and 950°C. The Raman measurements are presented in Fig. 3 and show that the results are strictly dependent on the temperature of the treatment, as also reported in the literature.12 The pad treated at 310°C (black line) shows a high scattering of the signal, probably due to a high resin content still present in the sample, and no evident graphite peak. At 670°C (grey line), the spectrum shows the well defined double peak of graphite, confirming the beginning of the GC formation. Increasing the treatment temperature, a better definition of the peaks is observed (dashed line), demonstrating an increase in the graphitisation of the sample. The continual reduction of the baseline signal is linked to the completion of the dehydrogenation process, corresponding to carbon formation and elimination of polymeric residua.
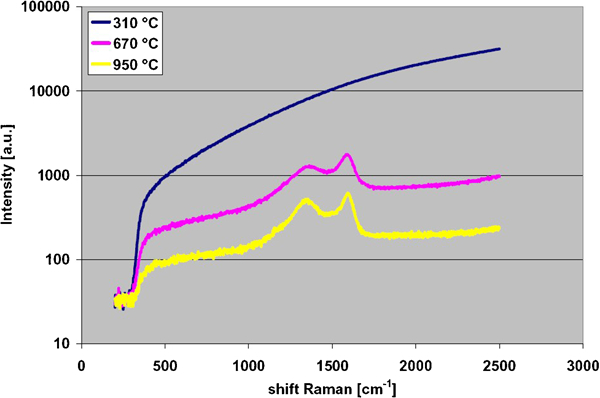
Raman spectrum of phenolic resin after different heat treatments
Combined with the previous TG/MS data, these results confirm that a temperature of 670°C is sufficient to initiate the vitrification process and that higher temperature treatments at 950°C are needed to complete the transformation.
Mechanical properties
A preliminary study of the mechanical properties of treated and untreated pads for both T and E samples was performed, and the results are summarised in Table 2.
Mechanical properties of samples prepared with traditional (T) and experimental (E) polymeric mixtures

In order to better understand the results of the mechanical properties, it is important to underline that for the pad T, all the standard inorganic additives (such as Cu, zirconia, silico-aluminates, etc.) have been used. Instead, pad E has been prepared only with the starting polymer mixture, partially transformed into GC after the heat treatments, and a small percentage of glass fibres. Pad T is a composite between GC and a high fraction of inorganic materials, while pad E is expected to be formed by a porous framework of GC slightly reinforced by glass fibres.
Mechanical tests were realised on samples with size and shape suitable for flexure tests in order to evaluate Young's modulus and bending strength.
Regarding pad E, an important reduction of density with the increase of the heat treatment temperature has been observed. This has been expected, as a consequence of the heavy weight loss of the sample, due in particular to the presence of a high percentage of cellulose fibres. The corresponding increasing trend of Young's modulus points out the polymer transformation into a stiffer ceramic phase. The data are in good agreement with Kawamura and Jenkins work.17 At low temperature, no porosity is present, and hardness is given by phenolic resin and glass fibres. At 310°C, a reduction in modulus is observed due to the depolymerisation of phenolic resin. At higher temperature (670 and then 950°C), porosity develops but a stiff carbon phase is formed, so that Young's modulus globally increases. The fact that the modulus values remain much lower than those in Ref. 17 is due to the high porosity developed as a result of the decomposition of cellulose fibres. The porosity seems also to drive the trend of Vickers hardness together with the chemical composition. The formation of hard carbon phase tends to increase stiffness, while porosity development counters this effect. Since the resistance of the surface is very sensitive to porosity values, the maximum porosity, at 950°C, corresponds to the minimum hardness. As expected, a similar trend is followed also by the flexural strength due to the embrittlement of the matrix and the presence of voids. The treated composite has lower strength than the untreated one.
Pad T, as reported in Table 2, shows a not so different behaviour, notwithstanding the different compositions. It must be considered that, in this case, inorganic compounds represent >70% of the total material volume. This brings to a low density decrease with heat treatment because the weight loss involves only a little volume of the sample. Regarding Young's modulus, Vickers hardness and flexural strength, they decrease to 30–50% of the initial value after heat treatment. In this case, the reason of this decreasing trend is that the polymer that kept together the various additives decomposes to GC, and this causes decohesion between the compounds constituting the pad, so a severe reduction of the mechanical properties is observed.
It can be observed that after treatment at 950°C, the E sample has properties only slightly lower than the untreated T sample because of the very high amount of GC phase, but with a much reduced density. It is also remarkable that the mechanical properties are enhanced with increasing the heat treatment temperature for the E sample. The high polymer amount in this case promotes the formation of a continuous GC substrate with high hardness and elastic module values. This is rather interesting since this demonstrates the mechanical feasibility of such an experimental pad, even before the infiltration with a polymer.
Field emission scanning electron microscopy/EDS analysis
The samples treated at 950°C were observed by means of field emission scanning electron microscopy in order to evaluate the final microstructure of the pads. The right side of Fig. 4 shows the structure of pad T, with a complex composition, as indicated on the left side of the map. It is possible to observe both the presence of dense areas of C with low porosity and the presence of other inorganic compounds such as Cu, zirconia and silico aluminates.
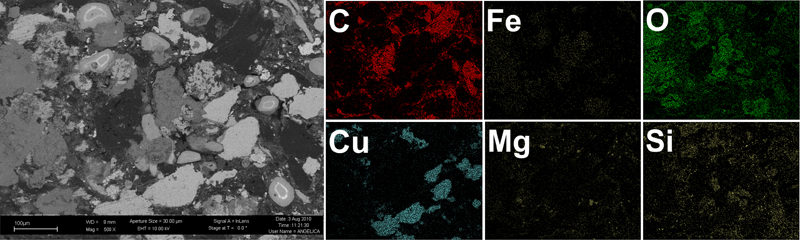
Image (SEM) and EDS map of T pad
From Fig. 5, it is possible to observe the structure of pad E, where pores of different size are dispersed throughout the GC matrix. This confirms, together with the density values, the hypothesis suggested by the TG analysis of the different pore dimensions in the different samples. It is thought that this can make easier the infiltration of a polymer to produce light pads with high specific mechanical properties.
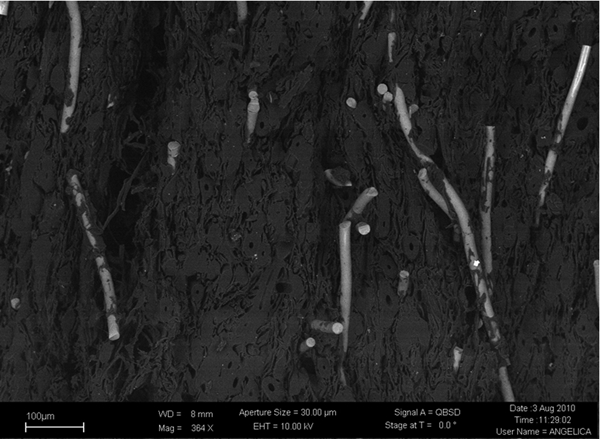
Image (SEM) of E sample
Conclusion
In this work, the potential interest of a new generation of ceramic cost effective brake components produced by thermal degradation of commercial polymer mixtures has been evaluated. The process for obtaining GC has been studied starting from mixtures of commercial polymers. In order to study the behaviour of thermal degradation, two polymeric mixtures based on traditional (T) or experimental (E) composition were prepared. While the T composition is based on polymers with a high carbon yield, the E samples use a high fraction of cellulose fibres as a sort of pore forming agent in order to produce a very porous structure that could be reinfiltrated with a polymer.
Thermogravimetric data, coupled with MS, allowed to determine three heat treatment temperatures for the polymer mixtures. Raman spectroscopy shows that phenolic resins pyrolysis is indeed suitable for producing GC.
From the microstructural and mechanical characterisation, it is possible to observe that the following.
The cellulose decomposition allows the formation of large voids inside the carbon matrix, allowing the preparation of a very low density material
A study of the mechanical properties of samples after different thermal treatments shows that during the heat treatment, a strong reduction of flexural strength occurs due to polymer transformation into a carbon rich phase. However, the final properties of the heat treated E pad are only slightly inferior to those of the untreated T one that has a composition close to one of the commercial pads.
The proposed strategy thus seems to be promising towards the goal of the production of a composite pad by infiltration of a porous GC structure with a polymer.
Footnotes
Acknowledgements
Financial support from the Italian Regione Piemonte Council (research project HYBRAKE) is gratefully acknowledged.