
Abstract
In this paper, ZnO powder was consolidated by microwave and pressureless spark plasma sintering (PL-SPS) processes. Comparative experiments are undertaken maintaining conditions of green density, temperature profile and applied pressure. Densification and microstructural characteristics are determined under similar sintering parameters, where the final relative densities of ZnO compacts were improved with increasing sintering temperature for both processing methods. Detailed microstructure investigation indicated that finer grain sizes with higher densification degree can be achieved by microwave sintering as compared with PL-SPS.
Introduction
Zinc oxide is a particularly suitable material for testing various sintering techniques and for the identification of typical patterns of microstructural evolution during thermal processing. ZnO ceramics exhibit semiconducting, non-linear, luminescence and varistor properties that are widely used in electrical and optical applications.1, 2 Varistors based on ZnO compounds typically exhibit improved voltage gradient and fracture strength properties as the grain size is reduced.3–5 Optimisation efforts for sintering consolidation of bulk ZnO have focused on fine grain size and full densification.6
Homogeneous microstructures with fine grain size have been obtained through processing with microwave and spark plasma sintering (SPS) technologies, partially attributed to impeded grain growth influenced by processing parameters such as extremely high heating and cooling rates, reduced sintering temperatures and short holding times.7 Enhanced diffusion kinetics, reduced energy consumption, rapid heating rates and low sintering time are often cited as primary advantages of microwave8 and SPS processing9 influenced by non-thermal or enhanced thermal effects. Significant recent activity with ZnO subjected to SPS has included full densification under extreme load and optical property determination10 and comparison of hot pressing and SPS maintaining conditions as approximately exact as potentially possible.11
Pressureless SPS (PL-SPS) is a novel modification of conventional SPS technology first demonstrated by Zang et al. and Salamon and Shen for the consolidation of porous and dense ceramic materials.12, 13 Subsequent investigations include the production of microchannelled hydroxyapatite components,14 synthesis of SiC nanowires,15 densification of fine geometrically featured parts16 and sintering of Ti foams.17 The PL-SPS technique provides an incredibly useful experimental tool for consideration of various parameters in SPS processing technology. In the current study, this novel sintering method is compared to the microwave sintering of ZnO compacts as a function of grain size and relative density.
Experimental
Commercially available 99·9% pure, ZnO powder (Sciencelabs.com Inc.) with an average particle size of 94 nm was used as starting material (Fig. 1). Cylindrical green compacts of ∼2·4 g ZnO powder were uniaxially pressed under 250 MPa pressure to ∼60% relative density in a steel die set having 12·7 mm interior diameter. To stabilise the green body, 2 mL of water was used as binder for each ZnO sample. The powder compacts were then degassed in vacuum for 12 h before further processing.
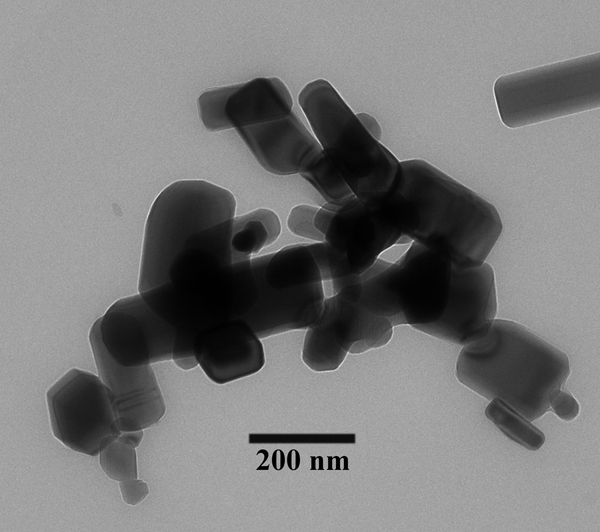
Transmission electron microscope (TEM) image of ZnO powder
Microwave sintering was conducted in a large capacity VIS-300-01a Autowave system (Communications and Power Industries). ZnO samples were placed in a capped ZrO2 felt box within the processing chamber and surrounded by two SiC susceptors throughout the sintering cycle, resulting in combined 2·45 GHz microwave frequency and radiation based heating. All the microwave sintering cycles were conducted at atmospheric pressure in air. Consolidation soaking times of 15, 30 and 45 min at an average of ∼50°C min−1 were investigated by controlling the power output and monitoring the temperature with an infrared pyrometer.
Spark plasma sintering processing was accomplished using a Dr Sinter Lab 515S SPS system (SPS Syntex Inc.). To achieve a pressureless condition in SPS processing, T shaped graphite punches were prepared in a similar fashion to our previous work.15 The tooling had dimensions of 30 mm outside diameter and a punch diameter of 15 mm, isolated by zirconia felt spacers to ensure appropriate current path. The die was lined with graphite paper, and ZnO samples were placed within two protective alumina crucibles (AdValue Technology LLC) that had inner diameters of 13 mm, total capsule interior height of 8 mm and 1 mm wall thickness. The tooling configuration is shown schematically in Fig. 2. A contact pressure of ∼20 MPa was maintained on the alumina crucibles from the T shaped graphite punches throughout the sintering process with no load applied to the ZnO sample. The PL-SPS set-up did not allow passage of current through the sample. Temperature was measured with a K type thermocouple inserted 6 mm into the die wall. A 2 mm outer diameter through hole was drilled into the graphite die wall, and the temperature of the external surface of the alumina crucibles was measured simultaneously with an optical pyrometer.
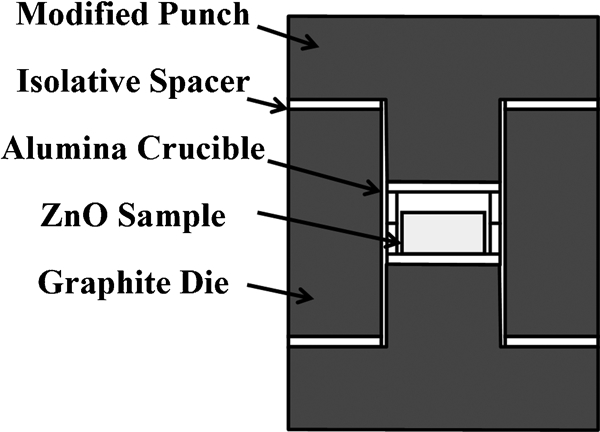
Representation of PL-SPS experimental arrangement
The thermal cycle profiles utilised for PL-SPS processing were designed to match closely those generated during microwave sintering experiments. A representative comparison of microwave and PL-SPS sintering profiles for 1000°C with 45 min soak time is shown in Fig. 3. Cooling was initiated by reducing each device power to zero, resulting in nearly matched sintering profiles above 600°C.
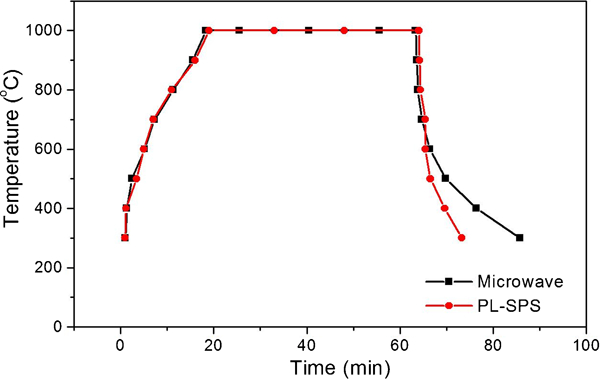
Typical PL-SPS and microwave sintering cycle at 1000°C with 45 min holding time
The geometric–gravimetric method was used to determine the relative densities, which were then confirmed with Archimedes’ technique using 5·61 g cm−3 theoretical density for all calculations. Repeated experiments confirm the measured sample relative densities with <1% error on average. The average grain size was estimated through measurement of ∼200 grains by linear intercept technique using Motic Images software on the fracture surface imaged with an FEI Quanta 450 FEG scanning electron microscope (SEM). Characterisation of the obtained ZnO powder and sintering byproducts was conducted with an FEI Technai 12 TEM. X-ray diffraction analysis was performed with an X'Pert powder diffractometer (Philips Electronics) using Cu Kα radiation over 20–80° 2θ.
Results and discussion
Microwave sintering was conducted with varied holding times of 15, 30 and 45 min and temperatures of 900, 950 and 1000°C. Samples sintered by microwave processing at a holding time of 45 min resulted in improved relative density values as the soak temperature was increased: 87·5, 94·6 and 95·5% at 900, 950 and 1000°C respectively. Relative density values of 89·2, 95·5 and 96·3% were obtained by employing pressureless SPS with 45 min soak time at 900, 950 and 1000°C respectively. Grain size and relative density dependence on sintering temperature are shown for both processes in Table 1. Representative SEM images of ZnO compact fracture surfaces utilised for the calculation of the average grain size are shown in Fig. 4.
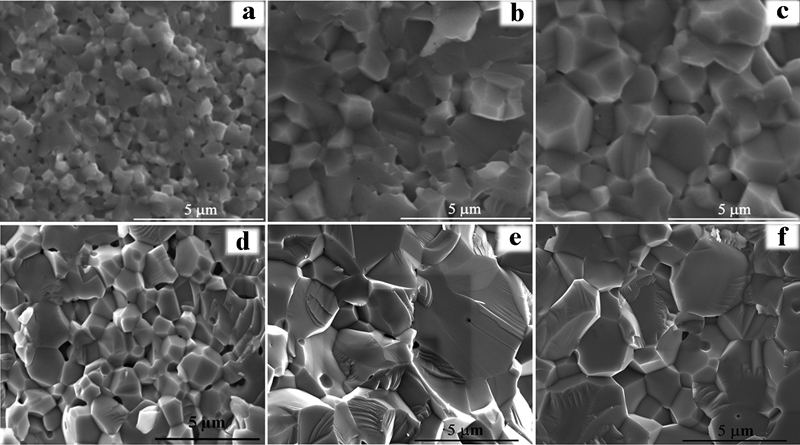
Images (SEM) of sintered samples for 45 min soaking times:
Density and grain size properties of sintered compacts
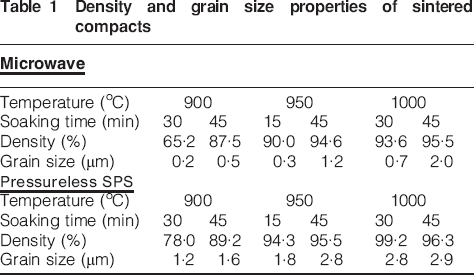
Relative density values for microwave processed samples of 65·2 and 93·6% were obtained at 900 and 1000°C with 30 min soaking time. Pressureless SPS achieved comparatively higher density values, where 78·0 and 99·2% were obtained at 900 and 1000°C. A lower holding time of 15 min at 950°C was also investigated, providing 90 and 94·3% relative density for microwave and PL-SPS sintering respectively.
The microwave sintered sample average grain size increased dramatically when the maximum temperature was raised from 900 to 1000°C, where a 30 min soaking time resulted in 0·2 and 0·7 μm. The PL-SPS processed samples exhibited comparatively extensive coarsening, where 1·2 and 2·8 μm average measures were obtained at 900 and 1000°C respectively with 45 min soaking time. Where comparative densities were obtained, the microwave processed samples had 1·2 μm grain size, while the PL-SPS samples’ grains were as large as 2·8 μm on average at 950°C.
Pressureless spark plasma sintering processing resulted in grain growth to final average sizes of 1·6, 2·8 and 2·9 μm at 900, 950 and 1000°C for 45 min soaking time, as seen in Fig. 4d–f respectively. Microwave processing resulted in increased average grain size when the soak time was extended to 45 min, resulting in 0·5, 1·2 and 2·0 μm, maintaining a sintering temperature of 900, 950 and 1000°C respectively. The dependence of grain coarsening on temperature is shown plotted with relative density against sintering temperature for microwave and PL-SPS processing, as seen in Fig. 5a and b respectively.
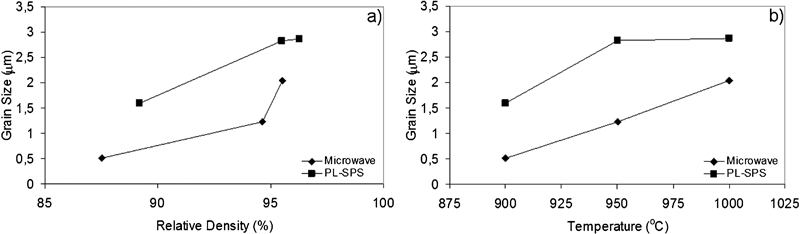
Average grain size and relative density of processed samples:
For samples produced by the PL-SPS technique, the relative density decreased at 1000°C for 45 min soaking time. A surface effect was observed on the examined samples, where the external density was measured by SEM image analysis at ∼60% and internal density of ∼95%. Measureable weight loss was observed in the presence of graphite, as high as 1–3% of the original sample weight. As the cooling stage was initiated, light blue–white deposits appeared throughout the SPS chamber, particularly condensing at locations away from the high temperature die and tooling.
An edge view of the developed film is shown in Fig. 6a, where nanowires exceeding 50 μm in length can be observed growing normal to the substrate surface. A portion of the developed film was gathered from the deposit location, dispersed in ethyl alcohol and dropped onto a copper grid, then subjected to TEM and X-ray diffraction characterisation. The deposit is composed of one-dimensional structures of ∼15–150+ nm in diameter, as seen in Fig. 6b, and identified as wurtzite–ZnO structure, as shown in Fig. 7. The detrimental effects on sample density and grain size were attributed to reductive reactions caused in part by high carbon concentration in the working space from the SPS graphite die. All the ZnO samples processed through the PL-SPS technique exhibited some evidence of surface reaction, leading to reduced overall sample density. Through isolative barriers introduced in the working space and inert gas atmosphere during processing, reductive reactions were limited although were not prevented entirely.
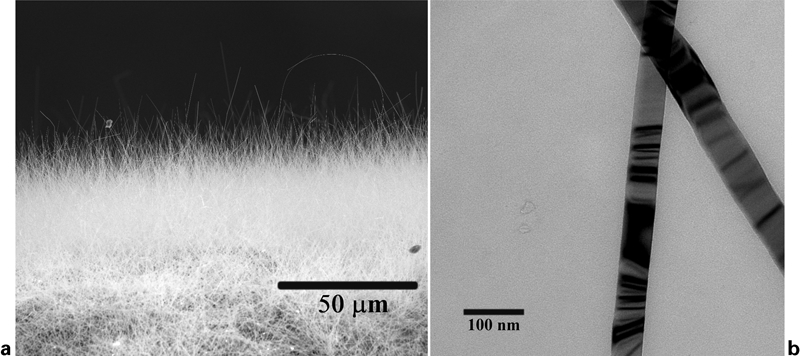
Images of developed ZnO 1D nanowire film as characterised by a SEM and b TEM
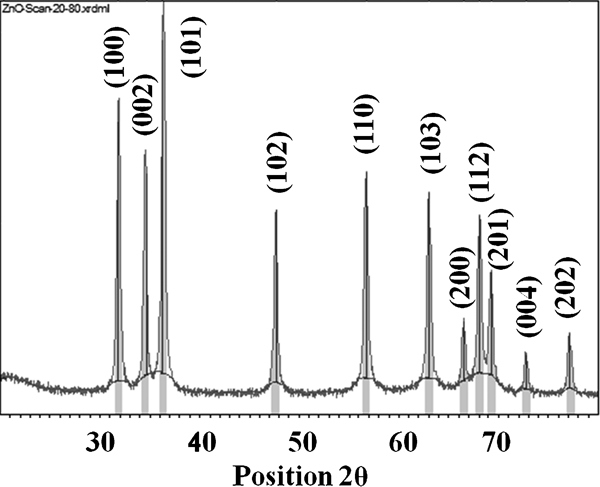
X-ray diffraction spectra with crystalline ZnO peaks identified
Conclusion
In this paper, two rapid heating techniques for the manufacturing of ZnO compacts were evaluated. We have experimentally demonstrated and compared the post-sintering characteristics of ZnO submicrometre powder subjected to microwave and PL-SPS. As the sintering temperature is increased, improved final relative density is obtained for each densification process. The highest relative density for the microwave sintered samples was found to be 95·5% at 1000°C with 45 min soaking time, and 99·2% at 1000°C with 30 min soaking time was obtained for PL-SPS. Although densification values are important in the fabrication of ZnO ceramic components, grain size is also vital for most applications and must be considered when evaluating the relative success of each process.
The microwave sintered compacts exhibited finer and more uniform grain size distribution in all conditions when compared to the PL-SPS process. The techniques investigated in this experimental work are well applicable to the processing of ZnO and other ceramic compacts with reduced sintering time compared to conventional sintering and may be optimised to obtain low grain size and high relative density in pressureless processing conditions.
Footnotes
Acknowledgements
The support of the National Science Foundation Division of Civil and Mechanical Systems and Manufacturing Innovations (NSF grant no. CMMI 0758232) is greatly appreciated. The authors acknowledge the assistance of Dr S. Barlow and use of equipment at the San Diego State University Electron Microscopy Facility acquired by NSF instrumentation grant no. DBI-0959908.