
Abstract
This paper summarises and reviews the industrial manufacturing experience of ceramic components with custom designed complex shapes using low pressure injection moulding technology during a number of years. This technology is successfully used for manufacturing advanced ceramics with different compositions and for different applications. A production level is achieved with hundreds of pieces/day or week or higher. The major principles of this technology are reviewed based on the extensive processing experience. Some processing features, which affect the quality of ceramics and processing yield, are pointed out, particularly for industrial processing. Semi- and automated equipment for low pressure injection moulding technology providing high productivity are described.
Introduction
Numerous advanced ceramic components for structural, high temperature and corrosion resistant applications, electrical insulators, semiconductors and others have complex, difficult for production, shapes. Manufacturing these complex shape components is especially challenging when their output is quite large, e.g. hundreds of pieces per week or per day. In this case, widely used manufacturing methods, such as slip casting, uniaxial or cold isostatic pressing, are not very suitable because the mechanical treatment (grinding) of green or fired bodies becomes very expensive, i.e. not productive, and it creates additional mechanical stresses, which significantly reduce the reliability of the ceramics. Alternative high productivity methods, which allow to manufacture complex shape bodies with accurate dimensions with minimal processing waste, have to be utilised. Injection moulding technology is one of the good possibilities to accomplish these tasks.1–7
Injection moulding technology is based on the ability of ceramic mixtures, which have the consistency of slurries prepared with a specific temporary polymer binder and plasticiser system and heated to a certain temperature, to flow under certain pressures, filling the cavity of metallic moulds. When the slurry is cooled down in the mould, it solidifies, resulting in the formation of a green body. There are two principle methods of injection moulding technology actively used in the ceramic industry. They are distinguished mostly by the type of the temporary binder system and its properties and by the related pressure applied. Owing to these differences, equipment used for the shaping of ceramic components and method of binder removal are also distinguished.
The first method, named as high pressure injection moulding, is based on the use of thermoplastic organic compounds, which become fluid at temperatures of 150–300°C. In this case, a ceramic powder is plasticised with this binder system at the mentioned temperature range with consequent granulation, and then the heated plasticised ceramic polymer compound is fed into the injection machine with a piston; the shaping is conducted under rather high pressures (5–70 MPa) into metallic moulds.1–7 The obtained green body is subjected to binder burn out with subsequent firing.
Another method, named as low pressure injection moulding, is based on the use of thermoplastic organic compounds, which become fluid at rather lower temperatures, such as 60–70°C. The major component of this binder system is paraffin wax, which melts at this low temperature. Because the ceramic polymer compositions based on paraffin have rather low viscosity and good fluidity, very high softness and plastic properties at rather low temperatures, these compositions require only low pressures (0·2–0·7 MPa) to force them to fill the mould cavities. In this case, a ceramic powder is mixed and plasticised with this paraffin based binder system at 60–70°C, and the prepared composition is injected (cast) into the metallic moulds. When the mould is cooled down, a solidified green body is ejected from the mould. After the binder removal (debinding or dewaxing), the ceramic body is fired for the required density. This method and its major principles were developed in the 1950–1960s by P. O. Gribovsky in the former Soviet Union;8 this method was named at that time as ‘hot casting’ or ‘hot casting of thermoplastic slurries’. Optimisation of this technology allowed producing different ceramic components for various applications on the high volume industrial basis for years.8–14
Low pressure injection moulding technology is reviewed in the present paper based on vast studies and practical manufacturing experience for different ceramic materials, including in the mass production environment. Some important processing features, which affect the quality of ceramics and the processing yield, are pointed out in this industrial processing review because the consideration of the influence of the processing factors can be hardly found in the recent literature sources. The effect of some processing factors was considered here only for a few ceramic materials (as examples) among many other ceramics manufactured, which the authors worked with for years in industrial environments; however, the results and described principles were used for many ceramic materials. The manufacturing equipment designed and fabricated based on the principles of this technology are described.
Principle of low pressure injection moulding technology
Low pressure injection moulding technology is applicable for a variety of ceramic materials, including oxide and non-oxide ceramics containing one, two or several different phases and ingredients. This technology allows to produce the components for structural and electrical applications, e.g. based on alumina, zirconia, spinel, mullite, titania, silicon nitride, silicon carbide, steatite, cordierite, forsterite, spodumene, celsian and many others, as well as different electroceramics (semiconductors, piezoceramics and segnetoceramics, etc., e.g. titanates, zirconates, stannates and others). These ceramics and products are widely used for wire and thread guides in cable and textile industries respectively, various wear and corrosion resistant components for oil and gas and mineral processing (e.g. valves and seats, pump components, impellers, etc.), cutting tools, bearings, high temperature nozzles and thermal shock resistant supports, electrical insulators for high frequency applications, electrovacuum devices and feedthroughs for nuclear powder plants and reactors, spark plug insulators, heat engine components, biomedical components (e.g. implants, joints and orthodontic brackets) and many others.
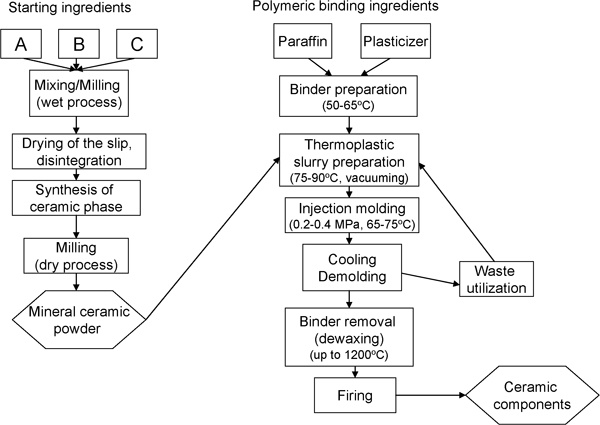
The manufacturing process includes a number of steps, which are schematically presented in Fig. 1. As the first step, the process includes the preparation of the solid ceramic ingredient in powder form. In some cases, if the ceramic ingredient is based on two or more components, which may have phase transformation during consequent thermal processes, and if special dopants have to be used for sinterability improvement or physical properties modification, the ceramic ingredient has to be preliminary synthesised to eliminate the stresses dealt with the phase transformation and related volume changes or to reduce fired shrinkage. In any case, the mineral components of the solid ceramic ingredient have to be very uniformly distributed, regardless if the preliminary synthesis is required or not (for instance, when two ceramic oxides without phase transformation or oxide–non-oxide or cermets are manufactured). The ceramic ingredient, including the synthesised material, has to be disintegrated to obtain a powder with certain parameters, which are necessary for appropriate manufacturing and sintering.
Schematics of low pressure injection moulding processing
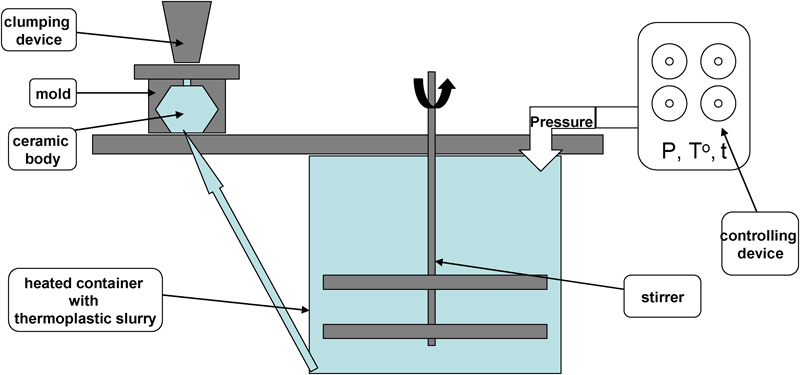
The prepared powder is mixed using a double blade planetary mixer or similar (with impeller), with the temporary paraffin based binder system at elevated temperature (65–80°C, sometimes up to 100°C), when this binder system becomes liquid, and this mixing should provide uniform distribution of the solid–liquid ingredients. In order to eliminate the presence of air bubbles in the ceramic polymer slurry, vacuuming during the mixing step is necessary. Owing to a reversible liquid–solid transformation of the paraffin based binder and related slurries, the ceramic powder–binder compositions can be stored in solid form (i.e. feedstock), and they can be melted and used for the consequent processing steps. The prepared slurry with thermoplastic properties is injected (i.e. cast under pressure applying compressed air) into metallic custom designed moulds providing required near net shapes, and then the formed bodies are removed from the moulds when they become cold. The principle schematic of the slurry preparation (mixing) and injection moulding device is shown in Fig. 2. The cycle of injection–cooling–demoulding–mould assembling is usually pretty fast (from <1 min to several minutes), which allows to produce up to several hundred pieces per working shift. The ceramic bodies obtained by this method are mechanically very strong, and they can be handled without breakage, even the pieces with very thin walls with holes or with uneven wall thickness; if necessary, they can be machined on a lathe or drilled. The obtained near net shape components are heat treated to remove the binding components, and then final firing is conducted up to fully sintering conditions or to the state of required porosity. Owing to the ability of the paraffin based materials to become liquid at low temperatures without degradation, the waste of the thermoplastic slurry or defected cast components in a green state can be returned to manufacturing, i.e. this technology is low waste, which is especially beneficial for processing expensive materials.
Principle schematics of low pressure injection moulding device
Different factors, including the morphology and properties of ceramic powder (solid phase) and its preparation technologies, composition of thermoplastic binder system, ratio of solid (ceramic powder)/liquid phase (binder system), thermoplastic slurry parameters, injection process, mould design, debinding and final firing process and other features, affect the quality and processing yield of low pressure injection moulded ceramics. Some key processing factors affecting the quality of ceramics are considered below. This consideration is important in order to maintain a high processing yield in manufacturing and high quality of the produced ceramics, especially in a mass production environment.
Solid phase (ceramic powder) features
The features of ceramic powders used for low pressure injection moulding, such as phase composition, morphology, particle size and some others, as well as the method of their preparation, significantly affect the wetting of the solid phase by the liquid binder and the required content of the liquid phase in the thermoplastic slurry, and, as a result, slurry properties, green body compaction and processing yield.8–11, 15 A number of studies conducted on the laboratory basis consider the use of ‘single compound’ powders, e.g. pure alumina, zirconia and some other oxides without additives. However, in many industrial applications, the ceramic compositions have to contain special additives, i.e. dopants promoted ceramic densification and required properties (mechanical, electrical, thermal and others). Many electroceramics, electroinsulating materials and structural ceramics, e.g. perovskites, spinels, mullite based, steatite, cordierite, many industrial types of alumina ceramics and others, are manufactured using several starting mineral ingredients, which (or some of them) have phase transformation with related sufficient volume changes and gas removal. In all these cases, synthesis of the ceramic powders is a necessary step to obtain a high homogeneity of ceramics, and its conditions have a significant influence on the low pressure injection moulding process. The synthesis may be conducted in saggers in periodic or continuous kilns or without saggers in rotary kilns.
The phase composition, structure and morphology of these ceramic powders are defined, in a high extent, by the temperature of synthesis of the ceramic phase. Based on literature data8, 9 and based on practical experience, when the temperature of synthesis is higher (i.e. when the synthesis is completed with notable grain growth in the powders), the specific gravity of the powder is higher with certain morphological features, and generally, lower contents of the liquid phase may be required to obtain slurries with workable parameters. Only 8–15 wt-% (usually below 45 vol.-%) of the binding - plasticising ingredient (depending on the type of ceramics) is required for slurry preparation, and this low content of the liquid phase positively affects the debinding process and shrinkage reduction. Examples of the influence of the temperature of synthesis for some ceramic powders on the content of the required binder system are shown in Fig. 3. In comparison with these data, Lin and German16 used >40 wt-% of the binder system for the preparation of the thermoplastic slurry based on the alumina powder doped with MgO synthesised at only 800°C; this high amount of organic ingredients will definitely result in processing difficulties in debinding, elevated shrinkage, etc. However, if the temperature of synthesis of ceramics is too high, the synthesised powder becomes very hard, and a longer milling is required, which may result in the rise of the binder needed and difficulties occurring with debinding.
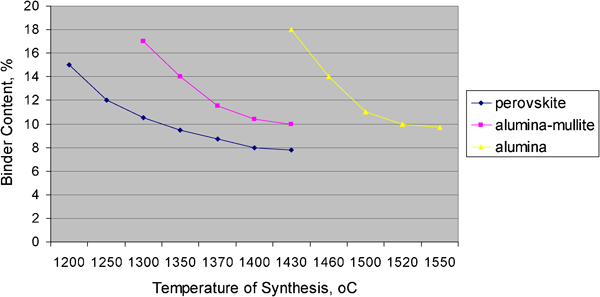
Influence of temperature of synthesis of ceramic powders on binder content of thermoplastic alumina, alumina–mullite and perovskite ceramic slurries
Optimisation of the milling technology of the synthesised ceramic phase allows to obtain powders with high specific surface area and low particle size (micrometre or submicrometre powders), i.e. with adequate sinterability, and which require minimal binder system contents. Highly stable slurries are usually obtained from the powders with a high level of homogeneity and a certain level of specific surface area (e.g. from 0·3–0·5 to 3–5 m2 g−1 or higher, depending on the ceramics).8–10, 17 It is very important to obtain powders with the absence of hydrate layers on their surface, i.e. with high wetting of these powders by non-polar thermoplastic binders. It was indicated in old literature sources8, 9 and observed in established industrial condition (including the authors of the present paper) that the presence of even small amounts of hydroxyl groups on the ceramic surface inhibits the creation of hydrogen bonds between hydrocarbons of the thermoplastic binder systems and oxygen atoms of the crystalline lattice of the solid ceramic phase; this results in the increase of the binder content. Similar results were also obtained later and described by Novak et al.15 In order to exclude these problems, right milling equipment and technology, as well as right storage of the powders and feedstocks, have to be used. In order to facilitate the milling process of the ceramic phase, small amounts of some surfactants may be successfully used.
Binder system for low pressure injection moulding
In order to obtain ceramic slurries with minimal contents of liquid phase but with low viscosity and to reach good filling of the mould cavity and good particle packing with a possible reduced shrinkage, a liquid phase (e.g. a binder system) has to have good adhesion to ceramic particles. Although the excessive binder content lowers the viscosity of the slurries and provides better mould cavity filling, it may cause powder–binder separation under relatively high stress moulding, distortion at the demoulding, debinding defects and higher fired shrinkage. The binder system should provide high mechanical strength of the green bodies, which often have complex shapes with uneven thin walled sections. The organic binder system used for injection moulding usually consists of several components, which, as indicated by Edirisinghe,18 include:
a major binder that determines the general range of final binder properties
a minor binder that is a thermoplastic polymer or oil
a plasticiser that is added to increase the fluidity of the ceramic polymer slurry
processing additives, which are used as surfactants to improve the wetting of the ceramic ingredient by the liquid phase.
In the case of low pressure injection moulding slurries, the main binder component is paraffin wax, which is a thermoplastic polymer that is a mix of hydrocarbons CnH2n+2 (n = 19–35), providing melting and low viscosity at relatively low temperatures. Considering the type of paraffin, it is desirable to use low molecular weight paraffin waxes.3, 5, 8–15, 19–25 The paraffin contents in the binder systems may achieve >90%. As very common additives, small amounts of other waxes, e.g. bee wax, polyethylene wax and carnauba wax, may be used as plasticising agents and surfactants, which also have good affinity with paraffin and provide viscosity reduction.
The rheological properties of the ceramic suspension and its dispersion, which are defined by the surface characteristics of solid and liquid phases, have great importance; steric stabilisation of non-polar suspensions based on paraffin wax can be achieved using special organic additives, i.e. surfactants. These additives improve the dispersion of ceramic ingredient in the binder system, miscibility between the binder system ingredients and lubrication of the mould.18, 25, 26 The surfactants consisting of polar radicals and non-polar hydrocarbon chains are adsorbed on the mineral powder surfaces by the polar radical, but the non-polar chains create a ‘protection’ layer for solid particles against moisture. In this case, the stabilised ‘fatty-like’ powders can be easily wetted by non-polar molecules of paraffin hydrocarbons. The content of surfactants–stabilisers is very small (even up to 0·1–0·2 wt-% based on the weight of a ceramic powder). As the surfactants, short chain organic substances (C12–C22) such as fatty acids, e.g. oleic or stearic acids and some others, and/or some esters may be used, as indicated by many authors.8–11, 15, 18–21, 25–29 In addition, the additives as some other carboxylic acid (e.g. octadecanoic acid, 12-hydroxystearic acid), octadecylamine, fish oil and silicone were tested.15, 18, 21, 26 The surfactant additives provide the formation of–Me–O–CO– bonds, and this esterification significantly reduces the powder agglomeration through steric repulsion and provides the stabilisation of the slurry.18–21, 27 However, Johnson et al.30 indicated that the use of small molecule fatty acids does not provide true stabilisation; they are effective only to reduce the van der Waals attraction and/or short range forces, but not creating repulsive potential between particles.
The addition of long chain carboxylic acids may positively affect the steric stabilisation of non-polar suspensions. Particularly, the mentioned oleic and stearic acids are commonly used for the reduction of viscosity of the paraffin based slurries and as surfactants for low pressure injection moulding due to the reduction of ceramic powder agglomeration. Many authors15, 16, 18, 19, 21, 25, 26, 28 prefer to use stearic acid as the surfactant, but most of their works were related to high pressure injection moulding. However, the addition of stearic acid results in higher residual carbon content attributed to the strong adsorption onto the ceramic powder surface.22 In addition, Lin and German16 and Chan and Lin19 noted the possibility of forming bubbles in the slurry, probably arising from the evaporation of stearic acid. At the selection of the surfactant, its melting point has a great importance. For example, while oleic acid is a liquid at the temperature of 15°C, stearic acid and 12-hyrdostearic acid melt at ∼68 and 85°C respectively, and the use of ‘high temperature’ surfactants may create some difficulties in the industrial processing of low pressure injection moulding, where the ‘low temperature’ binder system is used. Based on our experience, oleic acid as a surfactant, dispersant and milling ‘promoter’ is very effective in industrial manufacturing.
Modification of the oxide ceramic suspensions is based on steric stabilisation by the combination of short and long chain molecules adding to non-polar liquids with the addition of dispersant and plasticising agents to the non-polar binder. For example, the addition of short and long chain molecules (e.g. fatty amine and saponified wax) provides easier homogenisation and increase of solid loading, and the addition of non-polar wax (e.g. polyethylene or bee wax) increases the stability of moulded bodies and promotes immobilisation of paraffin and solid particles. The adsorption layers for effective steric stabilisation should offer not only evolution of powder surface and adhesion but also provide certain deformation properties under the mechanical force applied. Lenk and Krivoshchepov23 recommended a combination of short and long chain surfactants and plasticisers (fatty amine and alkylsuccinimide respectively) for the surface modification of SiC. The stabilising effect of these surfactants resulted in improved flow behaviour of the highly concentrated hot paraffin based SiC slurries. The dispersion mechanism for the ceramics used for high and low pressure injection moulding is considered in detail in the above mentioned references.
The ceramic paraffin based slurries used for low pressure injection moulding have relatively high solid contents (85–90 wt-%). At this level of solids, the viscosity of the thermoplastic slurries is low enough for good flow and filling the moulds. The rheological behaviour of the thermoplastic slurries requires special consideration that is not provided in this paper. Briefly, these slurries have nearly Newtonian behaviour15,
21 if they have optimal quantity of the suitable surfactant. A small surplus increases the shear stress and pseudoplasticity of the slurries.15,
19,
21,
31 In general, the relation of viscosity versus solid content may be described, with some assumptions, in accordance with the Krieger–Dougherty model21,
32,
33

Slurry injection features and parameters
The thermoplastic slurries used for low pressure injection moulding have to be of high homogeneity, and it is one of the important factors that define the yield and consistent properties in mass production conditions.8, 9, 17 It includes high uniformity of the binder distribution, stability of the slurry and absence of air bubbles, and it is defined by maintaining certain technological parameters and utilised processing equipment. Based on practical industrial experience, the homogeneity of the slurries, e.g. stable behaviour without settling of the solid phase, can be increased not only by mechanical action, e.g. stirring, and by optimisation of the ratio of solid/liquid phase but also by the use of powders with finer particles (with micrometre and submicrometre particle sizes) obtained at the temperatures when the synthesis of a solid phase is completed. The high homogeneity slurries are obtained by the powder addition into the molten paraffin based binder system using a double blade planetary mixer (with impeller) (Fig. 2). The majority of ceramic materials produced in industrial environments were made using paraffin wax (as the main binder component) with small additions of bee wax and, in some cases, other plasticising ingredients. The powder/binder ratios and the binder system compositions were selected based on the nature of ceramics, component design and dimensions. In order to reduce (eliminate) the presence of air bubbles in the thermoplastic slurries and to stabilise their properties, the slurries have to be vacuumised in advance and stored with stirring before the shaping process.
Injection moulding parameters significantly affect the properties of ceramics and processing yield. The major parameters include injection pressure, speed of injection, time of the holding of pressure during injection, temperature of ceramic slurry, temperature of mould, cooling of mould (area and direction of cooling) and some others. Some parameters have to be selected based on the shape and size of the ceramic body and mould design. For example, even mould feeding sprue design and size affect the hardening of the injected ceramic body and, finally, the processing yield. As mentioned above, the properties and processing yield, e.g. absence or presence of defects, are defined by not only the injection moulding parameters, but these parameters are specially selected and optimised for different ceramic materials. Some examples of the influence of injection moulding parameters on green and fired density are shown for high alumina, alumina–mullite and steatite ceramics, which were selected for demonstration among many other materials produced in accordance with the described technology.
The increase in injection pressure promotes material compaction and green density; higher amounts of the slurry are used to fill the mould cavity. Shrinkage becomes lower accordingly. As a result, firing density is increased. However, an injection pressure increase is effective only up to 0·5–0·7 MPa; then, at higher pressures, density increases insufficiently (Fig. 4). The soak at the applied pressure depends on the shape and dimensions of the ceramic components; longer soak is usually required for larger components. If no soak or very short soak is applied, voids in the injected components or lower body compaction may occur. The selection of pressure depends on the slurry viscosity; slurries with elevated viscosities usually require elevated pressures.
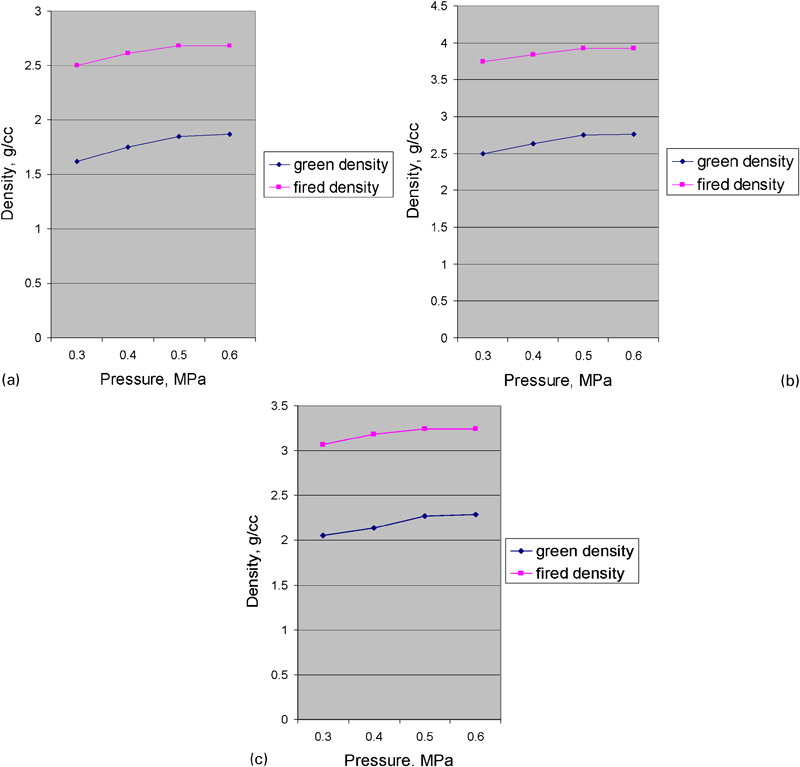
Influence of injection pressure on density of low pressure injection moulded ceramics. Process conditions: temperature of slurry 90°C, temperature of mould 15°C
The influence in speed of injection on the quality of ceramic bodies is not very common; the speed is defined by pressure, mould design (sprue size) and viscosity of the slurries. When the injection speed is in the range of 25–100 cm3 s−1, compaction is increased, but at higher speeds, air bubbles may occur in the green bodies due to the turbulence at the injection, even when the slurry was vacuumised, which reduces the density of ceramics. At the ‘extreme’ injection speeds, the slurry may reach the top of a mould very fast with the formation of air pockets. In this case, the trapped air may even break the ceramic body after the release of pressure. However, the injection speed has to be adjusted based on the ceramic body configuration and related mould design. For example, if the moulds have parts preventing the flow of the slurry, i.e. the speed of the flow decreases during filling the mould, the injection speed may be elevated, and the possibility of air bubbles trapping is reduced. The ‘safe’ speed of injection is also adjusted based on the slurry flowability that is defined in a significant extent by the slurry parameters, e.g. temperature. The features of the influence of speed of injection and temperature of the some ceramic slurries are shown in Fig. 5. It can be clearly seen, based on ceramic density values, that lower injection speeds should be applied for slurries with higher temperatures due to the sufficient reduction of their viscosities.
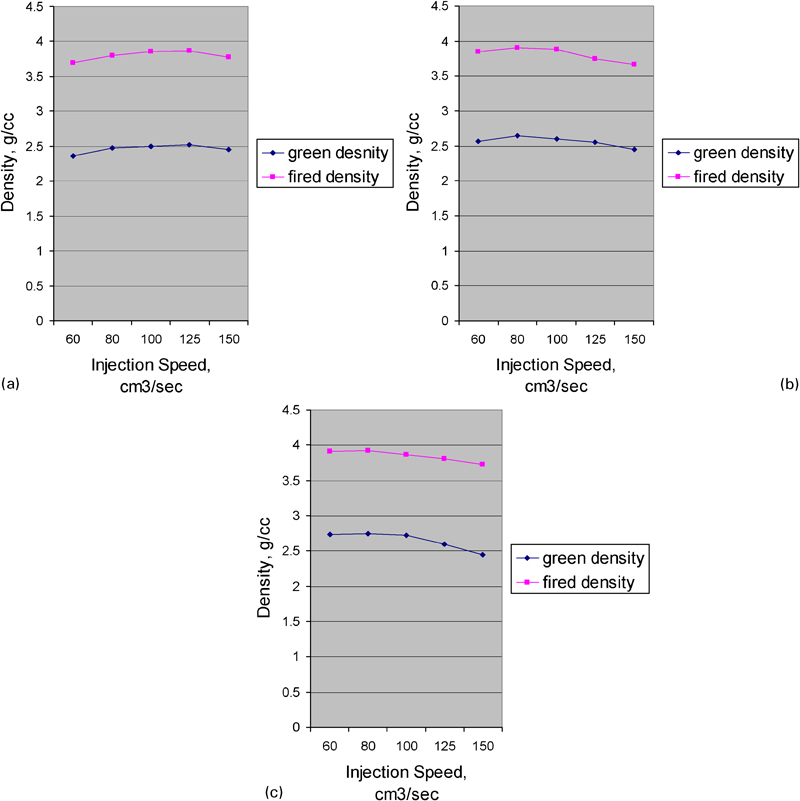
Influence of injection speed on density of low pressure injection moulded high alumina ceramics (firing temperature 1650°C) at different temperatures of slurry. Process conditions: temperature of mould, 15°C
The increase in temperature of the thermoplastic slurries positively affects their flowability and filling the mould cavity, especially in the case of the moulds for complex shape components. When the temperature of slurries increases from 60 to 90°C, less porosity (i.e. better compaction) in the ceramics is observed; shrinkage is reduced accordingly. However, at temperatures of 100°C or higher, paraffin wax starts evaporating, i.e. these high processing temperatures are not recommended. The influence of the temperature of the alumina ceramic slurry (as example) on density is shown in Fig. 6.
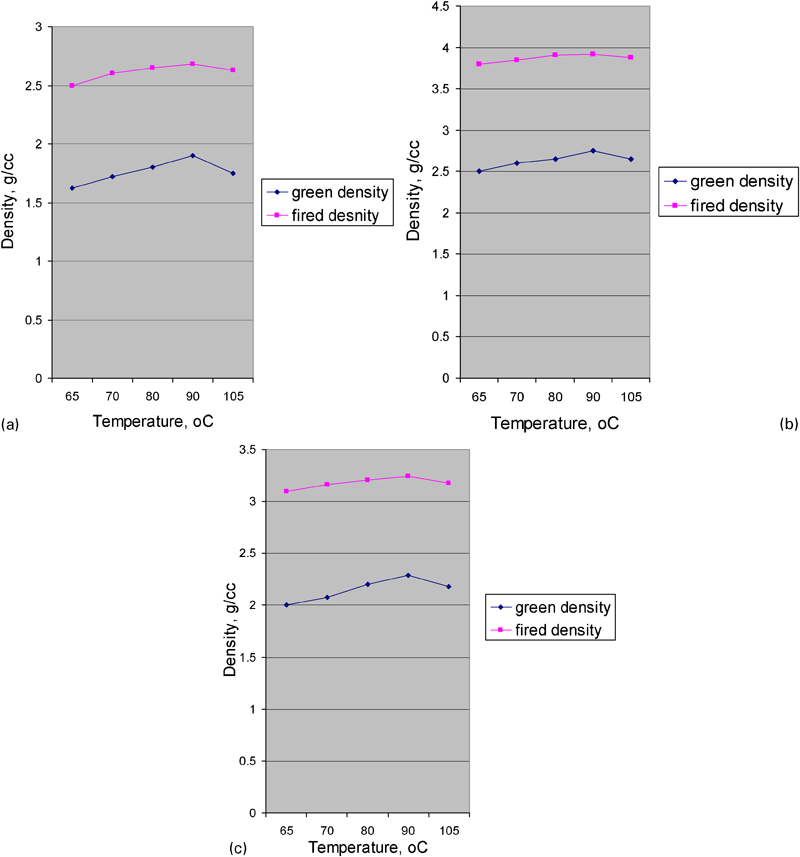
Influence of temperature of thermoplastic slurry on density of low pressure injection moulded ceramics. Process conditions: injection pressure 0·5 MPa, temperature of mould 15°C
The temperature of the moulds and the difference between temperatures of slurry and moulds are also important. The hardening of the bodies occurs ‘by layers’; the hardening starts from the mould surface that is obviously colder than the slurry. When the mould temperature is rather high and the difference in temperatures between slurry and mould is low, hardening occurs slowly with deformation of the injected body with possible hardening of the ‘whole’ body. In this case, elevated porosity may be observed. In some cases, sticking to the mould surface may also occur. However, when the mould is rather cold (10–15°C) and the difference in temperatures between the slurry and the mould is sufficient (>50°C), the hardening occurs ‘layer by layer’ with minimal porosity and without deformation. In this case, the feeding of the moulds occurs without difficulties with no fast hardening in the mould feeding (sprue) area of the mould and in the middle of the body and with no residual cavity in the middle of the body. However, if the processing ceramic body has a complex shape with a necessity to use complex moulds with many components, the temperature of the mould has to be elevated (e.g. 15–20°C). This also reduces the possible mechanical stresses occurring on the surface of the ceramic body. The cooling of the moulds, e.g. direction of the cooling, during the injection moulding process also needs to be conducted based on the particular shape of the ceramic components and mould design. The difference in setting and hardening of the injected bodies in the moulds, depending on the temperature gradients between the slurry and the mould, may be explained by the features of crystallisation of paraffin. If the difference in temperatures of the slurry and the mould is small (slow hardening), large paraffin crystals occur due to its migration from the interior, not very solid areas of the injected body, to its surface. As a result, the exterior body layers may have higher amounts of paraffin then the interior layers. However, if the difference in temperatures of the slurry and the mould is sufficient, small paraffin crystals occur due to fast hardening. In this case, migration of paraffin occurs slowly, and the injected body has more even paraffin distribution, and less volume change occurs at the paraffin crystallisation (i.e. less stress occurrence) and, as a result, has higher density and mechanical strength. The influence of the temperature gradient (difference between slurry temperature and mould temperature) on the density of some ceramics (as examples) is shown in Fig. 7. In addition to the lower quality of components obtained in the case of ‘warm’ moulds or small difference between slurry and mould temperatures, slower hardening of the components in the moulds reduces the productivity.
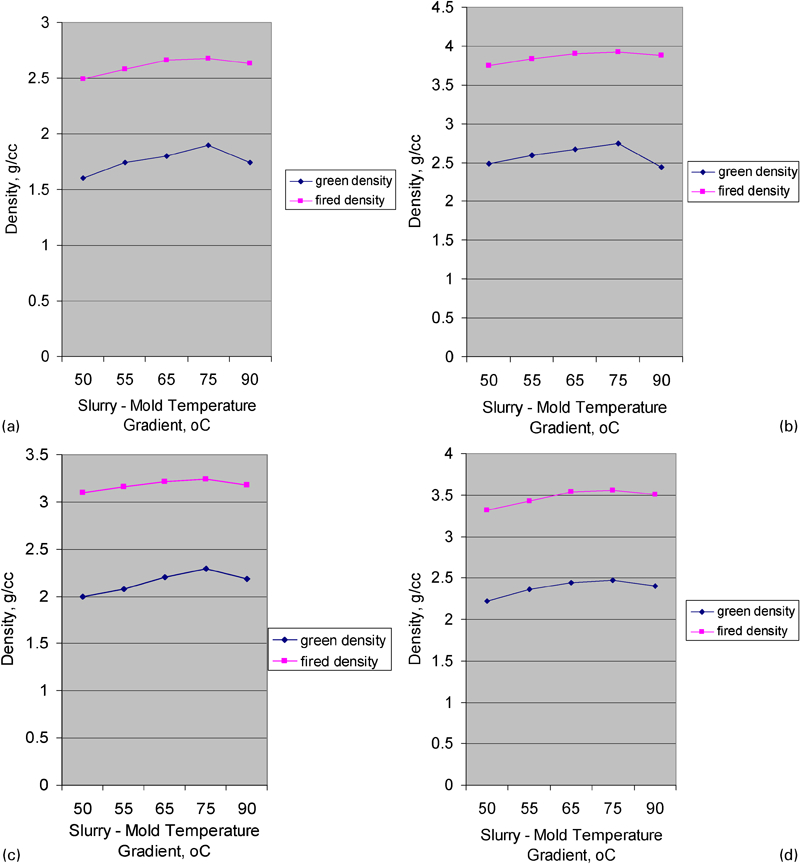
Influence of temperature gradient (slurry temperature–mould temperature) of thermoplastic slurry on density of low pressure injection moulded ceramics. Process conditions: injection pressure 0·6 MPa, temperature of mould 15°C
Binder system removal (debinding)
The debinding of the low pressure injection moulded bodies is one of the key process operation steps. The features of this step are dealt with reversible melting of paraffin wax and similar organic materials. Therefore, binder removal has to be conducted safely with elimination of the moulded component warpage and destruction dealt with softening, melting, decomposition and evaporation of the used binder system. In order to avoid these negative factors, the debinding is usually conducted in the absorbent, i.e. the moulded bodies are immersed into a ceramic powder, and this powder promotes the safe binder removal absorbing molten organics via capillary forces during heating. The absorbent also supports the ceramic components while paraffin based binder melting and prevents deformation of the components. This technique was described8–11, 35–38 and optimised in industrial conditions. Debinding without powder absorbent is possible only for small components with a height of up to 10 mm and with a wall thickness of up to 5 mm placed on the porous setters, which may absorb molten organics. In order to conduct debinding without absorbent, the content of the thermoplastic binder in the ceramic composition is desirable to be <10%. In any case, because of the ‘heavy’ organic components to be removed, the debinding process must be maintained in the furnaces with a strong exhaust system. The debinding of small components using a fluidised bed technique was considered, but it was not utilised in the industry.
The processes occurring with the binder component transformation are utilised at the design of the debinding temperature profile. This process has a few following steps, which are utilised in industrial manufacturing:
at the heating of paraffin binders, the oily components, which are usually presented in industrial paraffins, start migrating out at temperatures of 50–60°C (so named ‘sweating’). This step is conducted slowly (5–10°C h−1). At this condition, the ceramic components gain additional mechanical strength
the next heating step to temperatures of 100–150°C is also conducted slowly (5–10°C h−1) when the paraffin binder intensively melts and moves into the absorbent and starts decomposing. At the end of this step, a soak may be successfully used
molten paraffin decomposes intensively in the temperature range of 150–300°C and then finally evaporates. At the end of this stage, the level of decomposition (pyrolysis) of paraffin achieves 90–95%, and usually slow heating and sufficient soak at the end of this stage are used
the stage of the final decomposition of residual hydrocarbons in the middle of the body and their burning occur at the temperature range of 300–400°C; at this temperature stage, the debinding can be conducted at faster ramps of 10–20°C h−1.
the final debinding step is continued up to 850–950°C for strengthening of the green body
cooling of the components after debinding is conducted rather fast because the ceramics has a rather high porosity, but it is strong enough to withstand thermal and mechanical loads.
The debinding profile depends on the size and shape of the ceramic components; in some cases, additional temperature soak is applied during the debinding. The migration of liquid binder through the pore channels from the interior region to the surface occurs by the capillary action, and this migration depends on the particle size distribution and pore size. The ceramic components made from finer powders, which have smaller pore sizes (that is important to attain a high level of densification), demand a longer debinding cycle. It is also obvious that when larger size ceramic components are produced, a longer debinding cycle has to be applied. Relatively fast heating, especially at the first to second stages mentioned above, usually results in the formation of ‘hard skin’ (described by Zorzi et al.36) deteriorating the debinding body and resulting in internal stresses and crack appearance and deformation. Fast heating at the third step also results in deformation of components and small blister formation. The products after debinding, when the described approach is applied, are quite mechanically strong, and the removal of the absorbent can be conducted without difficulties.
Another important point dealt with the necessity to use slow debinding process is dealt with the feature that, due to the softening and migration of the thermoplastic binder components, the ceramic particles also start migrating and rearranging their position. A slow debinding process promotes better particle rearrangement and compaction at this migration. The importance of the effect of particle mobility on densification was pointed out by Liu et al.,37 who studied the debinding of high pressure injection moulded components (paraffin wax and vinyl acetate polymer were used as the major and secondary binder system components), and this feature is inherent to the processing of low pressure injection moulded ceramics.
A safe debinding process (no cracks and other defects appearance) is possible not only when the slow debinding profile is used, utilising the features occurring with the organic substances at the heating, but also when other process parameters (e.g. slurry preparation, powder/binder ratio, injection, cooling, etc.) are maintained in accordance with the optimised procedure, which is also selected depending on the mould and component design. In addition to the already mentioned important processing factors, it should be noted that cracks and bubbles may appear in the cases of incorrect slurry formulation, e.g. when the surfactant contents are greater than optimal,19, 37, 39 from particle flocculation during low temperature reheating of not well stabilised slurry,40 when high melting point binder components with excessive amounts are used.38
The final firing of ceramic products is carried out using ‘traditional’ firing conditions and temperature profiles, depending on the requirements for a particular type of ceramics. For example, fully dense low pressure injection moulded ceramics (open porosity below 0·02%) with properties comparable with the properties of slip cast or isostatically pressed ceramics are easily obtained. It is clear that a higher fired density can be achieved in the case of better compaction of the ceramics in a green body, and it can be obtained in the case of higher solid contents in the thermoplastic slurries (of course, when all particles are wet by the liquid phase, and no voids exist in a green body).
Equipment for low pressure injection moulding
The technology and equipment for low pressure injection moulding provide a versatile processing from the laboratory level to mass production. The equipment include an electrically heated tank for the binder system preparation equipped with a mixing - stirring device and an attached vacuuming system and a unit for casting under pressure (injection) applying compressed air. No moving components, such as plungers or screws, are used in the equipment. One of the leading manufacturers of these equipment is Peltsman Corp. (USA). A principle schematic of the slurry handling and injection moulding device is shown in Fig. 2, and a general view of the machines is shown in Fig. 8. A double blade planetary mixer (with stainless steel tank and blades) with variable speed of rotation during mixing of the hot slurry in the heated tank and a vacuum pump for de-airing the slurry during mixing provide a high homogeneity of thermoplastic slurries (the mixing device is an integral part of the machines; however, a separate mixing tank connected with a vacuuming system may be used, if needed). For high volume production, it is recommended to have additional tank(s) for slurry preparation, and the tank with already prepared slurry may be quickly installed into the machine to replace the empty tank. The principle of design of the injection moulding machine allows applying bottom injection using compressed air. The heated and de-aired slurry is injected under the applied pressure into the cold mould positioned on top of the cover plate. The equipment has a pneumatic mould clumping system and a mechanism for gate cutting that improves the productivity and convenience in operation.
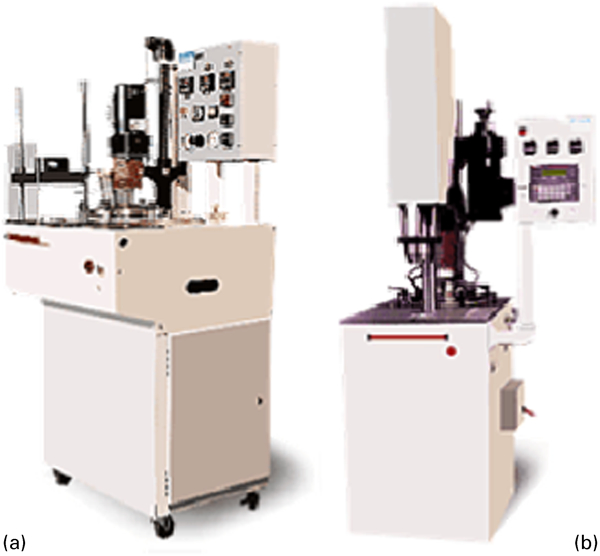
General view of a low pressure injection moulding semiautomatic machine MIGL-33 and b automatic machine MIGL-37 (Peltsman Corp.)
The equipment are supplied with computerised instrumentations in order to install and monitor steering speed, temperature and pressure in the mixer, as well as in the transferring tube, injection pressure and time. As an example of the possibilities of the controlling system, pressure control can work in the open or closed loop. In the open loop, the moulding pressure is measured in the tank (the pressure transducer is not used in the mould); the pressure in the tank is preset and maintained at a constant level during moulding. In the closed loop, the pressure is preset in the mould, and feedback signal from the piezotransducer is fed to the electronic pressure regulator, which changes the pressure in the tank to maintain the preset pressure in the mould cavity. These equipment can work in semi- and full automation regimes to increase the productivity. In the case of semiautomatic equipment, the moulds are placed on the moulding position, closed and removed for demoulding and opened manually; these machines have a few litre tanks. In the case of fully automatic equipment, the moulds are permanently mounted on the machine, and all operations, including the part removal, are in the automation regime. The fully automatic machine has a larger tank (22 L), and it is accommodated for larger and multicavity moulds. Owing to automation, the capacity of these equipment and the principle of work allow to produce a few hundred small pieces per day (up to 70 cycles/h), depending on complexity of the moulds.
The metallic moulds used for this technology are designed based on the required ceramic component shapes and dimensions, as well as utilising the features of the technology, particularly thermoplastic slurry behaviour. The designed moulds, equipment and technology allow producing components with very complicated shapes, including components with asymmetric parts, with the holes and details positioned not at the major axis directions. For mass production, multicavity moulds are often used if the shape of the ceramic components is rather simple and the component design is suitable. In many cases, the moulds consist of many parts; some moulds may have an ejector that increases the manufacturing productivity. In addition, the moulds may have a device to cut the flash off that also promotes productivity. As mentioned above, the mould assembling–casting (injection) –demoulding cycle may take from <1 min to several minutes, i.e. productivity is high, and it may be increased in a few times in the case of the use of multicavity moulds.
Because low pressures and temperatures are used for forming, low cost moulds (e.g. steels, aluminium and brass) can be successfully used. In addition to metallic moulds, Bauer and Knitter13 mentioned the possibility of silicone rubber moulds for forming. Owing to the ‘soft’ process conditions, the moulds have a very low wear, and they can work for several thousands of forming cycles without degradation. In the case of a proper mould working surface preparation, a high level of surface quality comparable with pressing and slip casting technologies may be attained. As mentioned above, no expensive and time consuming ‘green state’ machining and, especially, diamond machining after firing are required for the near net shape components.
Summary
Low pressure injection moulding technology is a versatile manufacturing method that allows to produce complex shape ceramic bodies in high output quantities. Examples of different ceramic components are shown in Fig. 9 (some components shown were made by ceramic producers using the Peltsman machines). Optimising the process conditions and thermoplastic slurry composition for particular types of ceramics and product configurations, high quality ceramics can be produced. Among the different factors affecting the processing yield and quality of ceramics, the importance of ceramic powder preparation, thermoplastic binder composition, thermoplastic slurry injection features and debinding process has been outlined, providing some major recommendation principles for the industrial process.
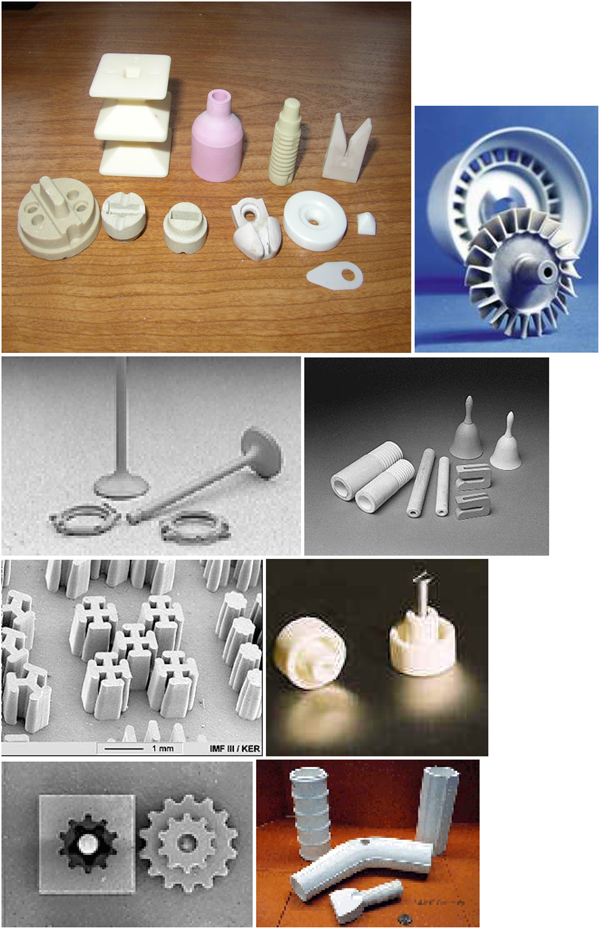
Ceramic components produced by low pressure injection moulding technology
Footnotes
This paper is part of a special issue on Novel Advanced Ceramic and Coating Processing