
Abstract
Ceramic coil springs are one of the most widely used components in mechanical systems under harsh chemical conditions and high temperatures. In real applications of ceramic coil springs, knowing the effect of sintering temperature on their microstructure and strength distribution plays a crucial role. In this paper, the microstructure and strength distribution of alumina coil springs sintered at 1550, 1600 and 1650°C are investigated. Strength data of alumina coil springs are fitted by a Weibull distribution and according to the coefficient of determination, the deviation from the Weibull distribution can be determined. It is shown that the Weibull distribution best fits the strength data of alumina coil springs sintered at 1600°C. The probable reasons for deviation from the Weibull distribution are discussed in terms of grain size, porosity, and R curve behaviour.
Introduction
The advantageous characteristics of ceramics are often offset by concerns of their high manufacturing cost and brittleness or poor toughness. To overcome these barriers and develop advanced ceramics, major progress has been achieved over the past two decades, which results in an increase of ceramic structures in various industrial areas such as electronics, information and communication, energy and environment, and mechanical engineering.1–3 Many engineering components (e.g. bearings, wear plates, thermal plates, bushings, gears and springs) have benefited from advanced ceramics. Coil springs are nowadays produced in a wide range of materials such as chrome–silicon, high carbon steel, stainless steel, brass, zinc, and nickel alloy. However, these materials exhibit limited mechanical properties under severe service conditions. Therefore, ceramic springs are one of the most powerful candidates for applications in mechanical systems under harsh chemical and high temperature environments. In contrast to metals, ceramic springs are electrical insulators with good wear or thermal resistance, low density and high temperature strength.4, 5 Moreover, an important advantage of using ceramics as springs is their lower energy dissipation in each loading–unloading cycle.6, 7 Therefore, ceramic springs can be used in magnetic resonance imaging scanners8 and energy plants.9
There are three main methods for the production of ceramic springs: machining cylindrical compacts,10 extrusion of sol–gel derived pastes or polymer–ceramic mixtures11, 12 and low pressure injection moulding (LPIM).4, 5 Among these methods, LPIM provides ceramic springs with a higher surface quality and a lower cost. For example, Krindges et al.4 developed a simple LPIM method to mould helical springs. Barbieri et al.5 produced alumina springs under different sintering temperatures and investigated the effect of sintering temperatures on their mechanical properties such as porosity, spring constants and Weibull parameters.
Compared to the production of ceramic springs, there are only a few studies related to their reliability.13–15 Nohut and Schneider13 introduced a general formulation for the prediction of failure probability of ceramic springs with various mechanical properties and dimensions. Sato et al.14 performed compression tests with Si3N4 coil springs and concluded that they obey Hooke's law and maintain high strengths until 1000°C. For a reliable use of ceramic coil springs, there is a need for the analysis of their microstructure and strength distribution in order to obtain the most suitable sintering temperature, at which springs can satisfy the required mechanical properties. The main aim of this study is to investigate the effect of sintering temperature on the strength distribution of alumina springs. The deviation of strength data from the Weibull distribution is explained regarding their microstructure and failure mechanism (e.g. grain size, porosity, R curve behaviour, etc.).
Materials and methods
Sample and experimental procedure
In the production of alumina springs, commercially available submicrometre sized alumina (Al2O3) A-1000SG (Almatis Inc., Leetsdale, PA, USA) was used as received. According to the supplier's data, this 99·8% pure alumina has an average particle size of 0·4 μm. The binder mixture was optimised for high fluidity and solid contents. The mixture was prepared directly in the LPIM machine (Peltsman MIGL-33, Minneapolis, MN, USA), with 86 wt-% of alumina and 14 wt-% of binders (i.e. 75% paraffin, 10% carnauba wax, 10% polyethylene wax, 5% oleic and stearic acid). Here the addition of surfactants helps to stabilise the dispersion of fine ceramic particles in the binder. These surfactants react with the ceramic oxide surface (more specifically, with hydroxyl groups), enhancing the wetting of binders on the particle surface. In this study, the organic acids such as stearic and oleic acids were used to improve the wettability between alumina powder and paraffin wax. To obtain more homogeneous samples, the mixture was remained for 20 h at 90°C before injection.4, 5, 16, 17
Ceramic springs were made in a brass mould lined with a fine polytetrafluoroethylene film. Such an antiadherent film makes the mould's lubrication unnecessary and facilitates the extraction of green ceramic springs. The brass mould was multiparted to simplify the mechanical extraction of green ceramic springs after injection, as pictured in Fig. 1a.
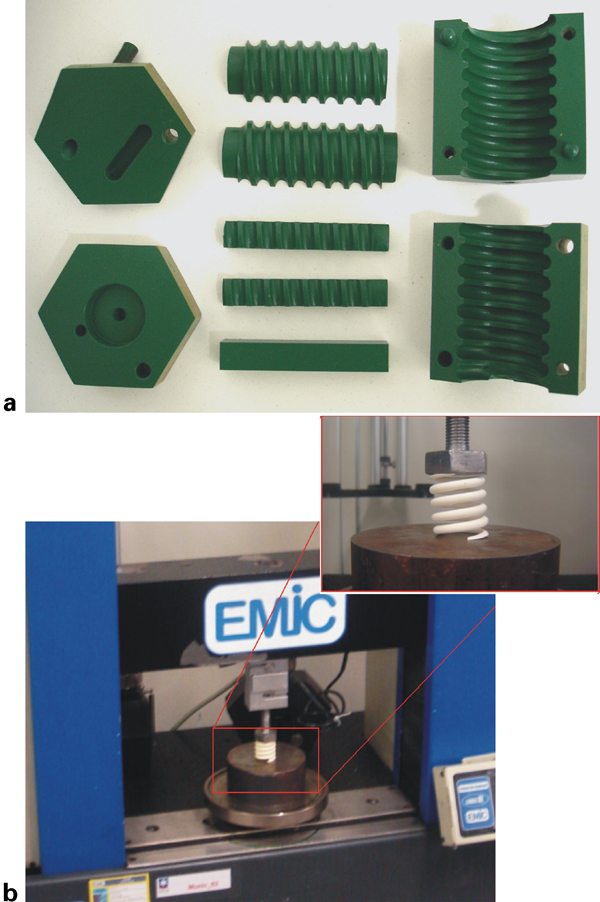
a brass mould coated with green polytetrafluoroethylene film4 and b compression testing machine and alumina spring under testing
The alumina–binder mixture was injected into the brass mould under 400 kPa, keeping the pressure for 12 s at 90°C. During injection, the temperature of the mould was kept at 50°C.4, 5 The green ceramic parts were subjected to debinding immersed into an alumina powder bed (A-1000SG) up to 250°C.4, 5 During a debinding process, the fast ramp up to 250°C may result in formation of hard skin on the surface of ceramic springs,17 which makes the process difficult and should be avoided. Therefore, a long dwell time at 170°C was employed in order to obtain defect free ceramic springs. The furnace temperature programming for debinding of green ceramic springs is shown in Fig. 2.
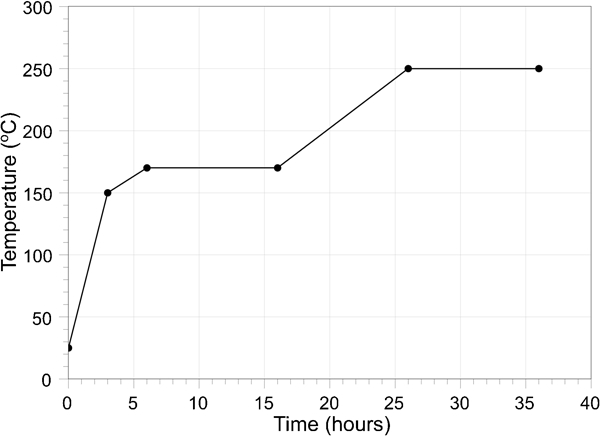
Furnace temperature programming for debinding of green ceramic springs
After debinding, the parts were fired to 1000°C in an electrical resistance furnace, and finally sintered at 1550, 1600 or 1650°C for 2 h in air (Lindberg/Blue M furnace, model BF51634PCOMC, Ashville, NC, USA). To evaluate the maximum load that can be carried by springs, compression tests were performed at room temperature in a mechanical testing machine (EMIC DL3000, PR, Brazil),5 as shown in Fig. 1b. To avoid testing samples with macrovoids, only ceramic springs with green densities higher than 2·64 g cm−3 were sintered and used in compression tests.
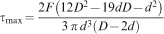
For helical springs subjected to a longitudinal, uniaxial compressive force F, torsional and transverse shear stresses occur. The maximum torsional shear stress occurring at the inner part of treads can be calculated by5

Microstructural analysis
The grain boundary was revealed by the thermal treatment of prepolished sections of helical alumina springs at 1400°C for 30 min. Images were obtained using an SSX-550 scanning electron microscope (Shimadzu, Kyoto, Japan) with carbon coated samples. Measurements of grain sizes were carried out by using the lineal intercept procedure according to ASTM E112.18
Weibull failure statistics
Failure of ceramics initiates from pre-existing flaws and thus, strength depends on the size of the most critical flaw, which varies from one specimen to another. Therefore, the variation of position, orientation and size of a critical flaw causes scattering of strengths in advanced ceramics. Therefore, a probability approach should be utilised in the design of ceramic springs.
The Weibull distribution19,
20 is most widely used in the statistical analysis of strength data and the design of ceramics. The failure probability of a ceramic component due to volume flaws PF,V subjected to a multiaxial stress can be written as21,
22

Results and discussion
In the sintering stage, ceramic springs are internally supported by an alumina cylinder to avoid distortion during shrinkage.5 Several typical springs after sintering are shown in Fig. 3. No cracks were observed after debinding and sintering and three sets of ceramic springs with well defined shapes were obtained.

Typical alumina springs after sintering stage
Figure 4 shows representative pictures of broken alumina coil springs. In Fig. 4a, the cracking plane is illustrated by a dashed line and its angle is approximately equal to 45°. Nohut et al.22 investigated the angle of crack propagation in alumina ceramics by using tension–torsion tests. Based on their work, a normal stress criterion is in agreement with experimental and numerical results, and according to the criterion, the crack angle is equal to 45° when the specimen is loaded under pure torsion.
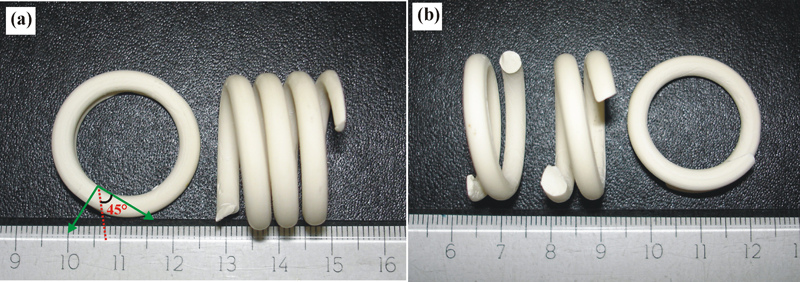
Typical morphologies of broken alumina springs: a alumina spring broken into two parts and b alumina spring broken into three parts
During loading of ceramic springs, the effect of bending stress can be neglected compared to torsional stress; therefore crack propagates along an angle of 45° (see Fig. 4a). This result shows that, under a multiaxial stress state, failure of alumina springs follows the normal stress criterion.
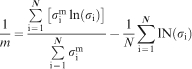
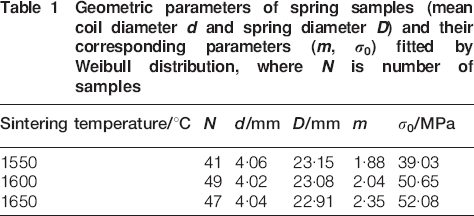
Table 1 lists the relevant parameters for springs sintered at 1550, 1600 and 1650°C, including the number of samples N, the mean coil diameter d, the mean spring diameter D and the Weibull parameters (m, σ0) calculated by the maximum likelihood method.5 It is obvious that the Weibull modulus m and the characteristic strength σ0 increase with the increase in sintering temperatures, which is consistent with that observed by Barbieri et al.5
Geometric parameters of spring samples (mean coil diameter d and spring diameter D) and their corresponding parameters (m, σ0) fitted by Weibull distribution, where N is number of samples
In the calculation of fracture strength of ceramics springs by equation (1), the mean values of coil and spring diameters in Table 1 were used. In Fig. 5, the Weibull plot of strength of alumina springs sintered at different temperatures and the coefficient of determination R2 are given. Here, R2 provides information about the goodness of fit of a model, which is a statistical measure of how well the regression line approximates real data. An R2 value of 1·0 indicates that the regression line perfectly fits the data. As R2 decreases, the fitting quality of the regression line decreases. Comparison of R2 values in Fig. 5 reveals that the Weibull distribution best fits the strength data of springs sintered at 1600°C. In Fig. 5a and b, deviations (mostly at low strength values) from the Weibull line are observed for samples sintered at 1550 and 1650°C.
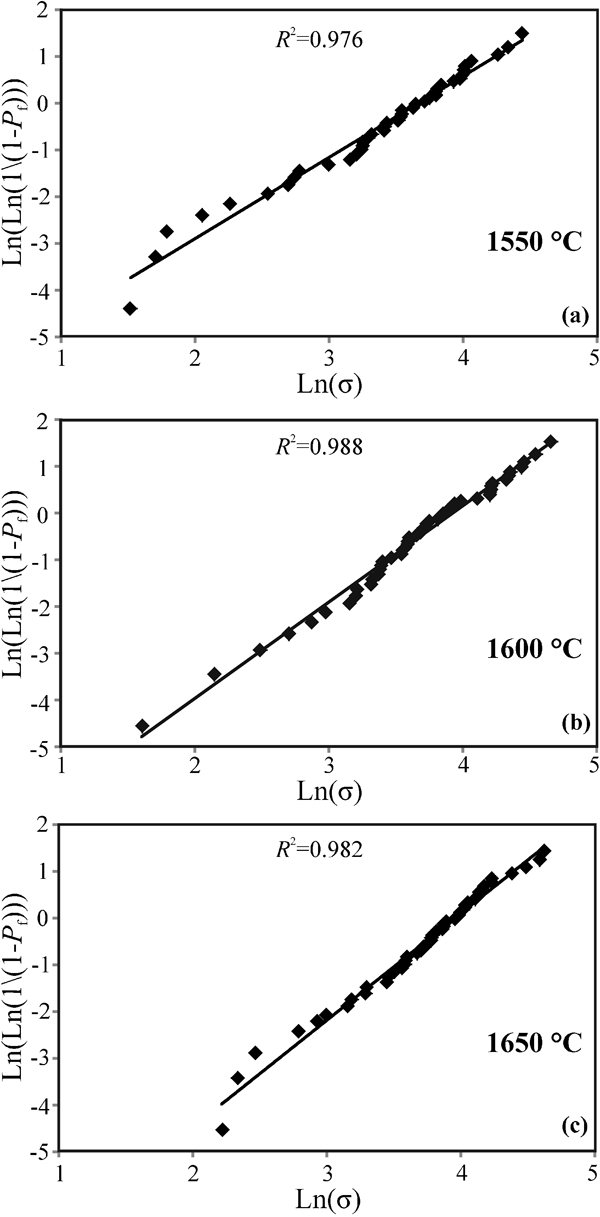
Weibull plots of strength data for alumina springs sintered at a 1550°C, b 1600°C and c 1650°C
Secondary electrons scanning electron microscopy images in Fig. 6 reveal the microstructure of alumina springs.
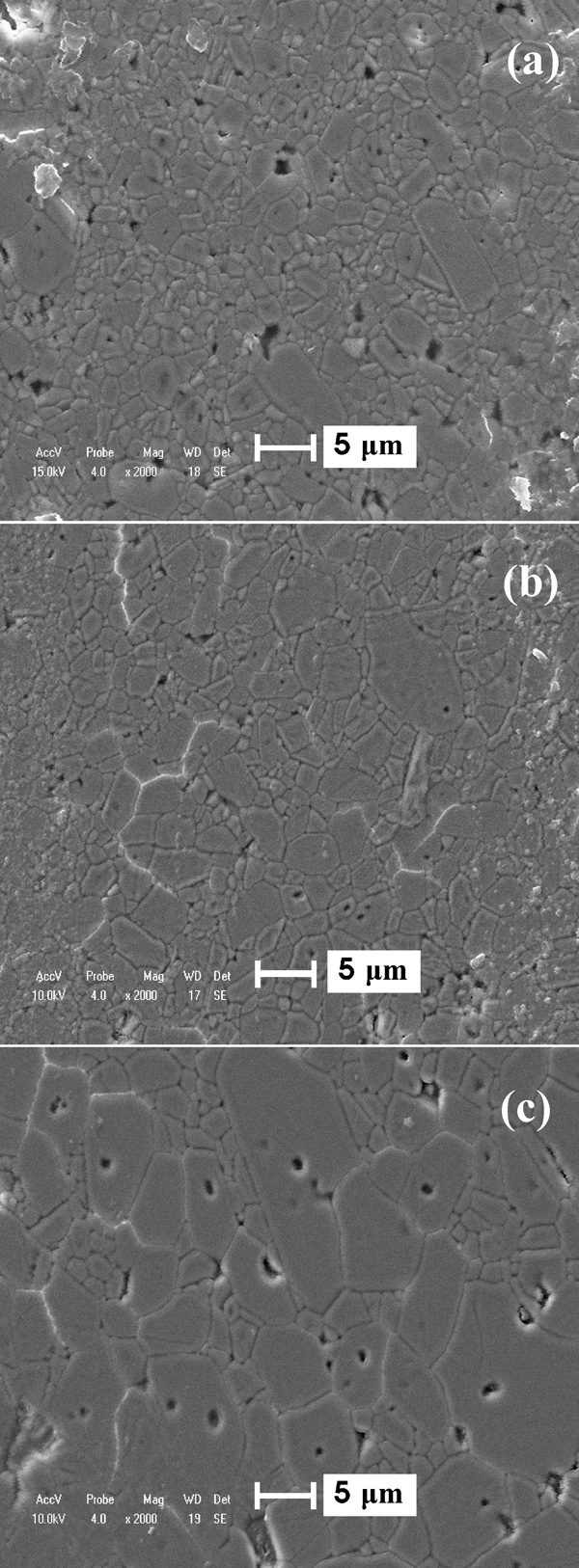
Scanning electron microscopy images showing microstructures of alumina springs sintered at a 1550°C, b 1600°C and c 1650°C
The porosity, measured by Barbieri et al.5 on the basis of the Archimedes’ method, and the average grain size of alumina springs are given in Table 2. Measurements of the average grain size were performed on scanning electron microscopy images by using the lineal intercept procedure.18 For the measurement of average grain sizes and their standard deviations, 136, 131 and 80 data points were used for alumina springs sintered at 1550, 1600 and 1650°C respectively.
Porosity5 and average grain size of alumina springs at different sintering temperatures
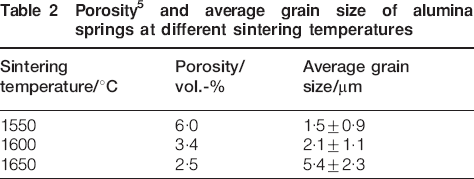
Alumina springs sintered at 1550°C have the highest porosity. As is well known, there are two main prerequisites for a Weibull distribution: structure fails if one single flaw becomes critical (i.e. the weakest link hypothesis); and flaws do not interact. Therefore, in most cases, the Weibull distribution cannot be applied to porous materials.24,
25 A group of pores as well as their interaction would affect the final fracture rather than only the largest one as postulated by the weakest link model.26 The existence of a high ratio of pores (volume flaws) causes multiple flaw populations. Each individual flaw population has its typical size distribution and leads to a distribution with different Weibull parameters. As a result, the strength distribution resulting from different flaw populations will overlap, which cannot be modelled by one single tail of a flaw size distribution. When there are multiple flaw populations, the failure probability for a given stress σ can be defined as25
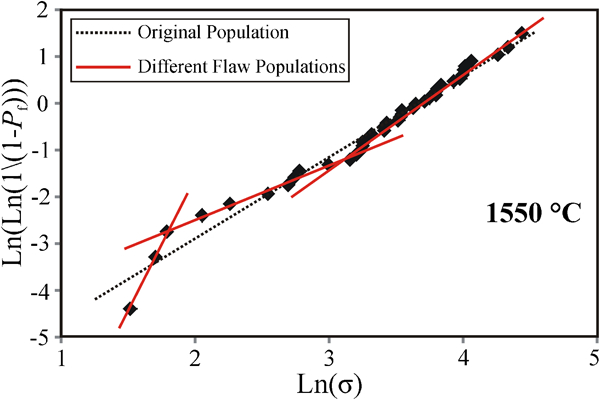
Weibull plot of measured strengths of alumina springs sintered at 1550°C: dashed line indicates original population and solid lines indicate different flaw populations
As shown in Fig. 7, the dashed line is the original Weibull plot and solid lines represent the Weibull plots with different flaw populations. It is evident that there are three types of Weibull distributions. Two kinks occur in the linear Weibull plot due to the multimodal flaw or the high porosity.
Figure 8 shows the pictures of crack propagation planes of broken alumina springs sintered at 1550°C, where type I and type II represent the volume and surface flaws respectively. It is seen that volume flaws, surface flaws or both may be the main reason of failure and strength deterioration for alumina springs sintered at 1550°C. As a result, it is not reliable to characterise the strength of these springs by a single flaw size distribution. This is the reason for the deviation of strength distribution of alumina springs sintered at 1550°C from the Weibull plot.
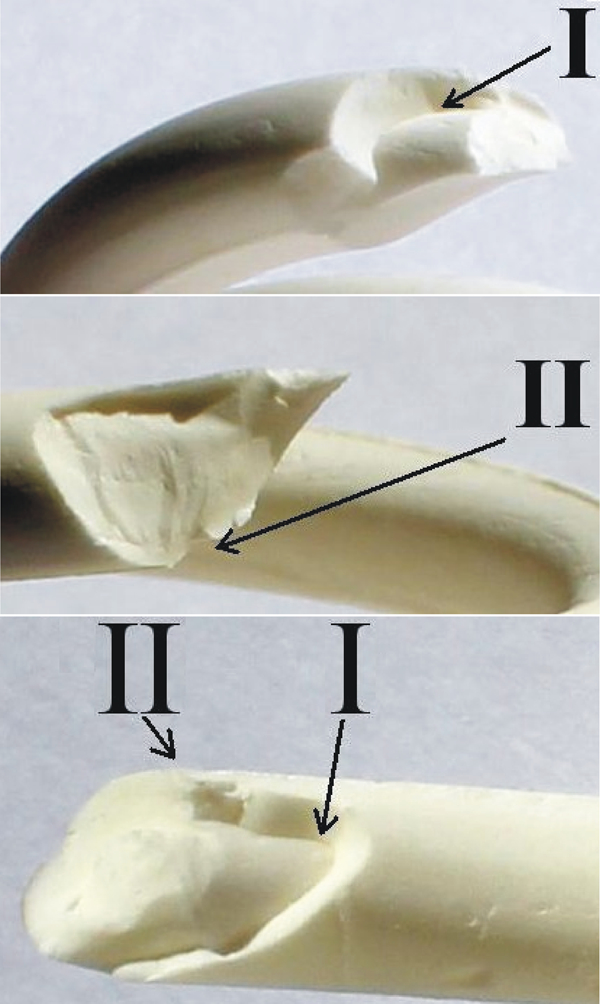
Pictures of alumina springs which fractured due to volume flaws (type I), surface flaws (type II) and mixed flaws (type I and type II)
In Fig. 5c, deviation from the Weibull plot at low strength values is observed. As seen in Table 2, the average grain size increases with the increase in the sintering temperature. There are numerous investigations which show the effect of the average grain size on the R curve behaviour (i.e. an increase in the fracture resistance with the crack propagation) of alumina.27–32 Wieninger et al.33 measured crack resistance curves of three pure alumina ceramics with different grain sizes, in which flat crack resistance curves were reported for fine grained alumina and steeply rising crack resistance curves for coarse grained alumina. This shows that as the grain size increases (>2–3 μm), the R curve effect increases. As a result, the R curve effect is more pronounced in alumina springs sintered at 1650°C.
According to linear elastic fracture mechanics, the stress intensity factor KI increases with increasing applied load until a critical value is reached, at which a crack is still in equilibrium and above which the unstable crack propagation takes place. Such a critical value is referred to as fracture toughness KIC. When there is an R curve effect, the crack growth resistance increases with the crack extension and the crack propagation behaviour is no more characterised by a single value KIC but with KIR, which increases from KI0, an onset value of crack growth (crack tip toughness).
Owing to the existence of short (small) cracks in a material with the R curve behaviour, the unstable crack propagation occurs because the condition KI>KI0 is always fulfilled. As a result, there is no stable crack propagation. When a long crack exists in a material, as the condition KI = KI0 is satisfied, the crack starts to propagate in a stable manner. The unstable crack propagation occurs at a KI value higher than KI0 after the stable crack growth. Therefore, it is obvious that the R curve effect influences the strength of components with large cracks, but has no important effect on specimens with small defects.27 The increasing crack growth resistance leads to an increase in the Weibull modulus.25, 27 This explains the increase in the Weibull modulus with increasing sintering temperatures (see Table 1). It is concluded that, therefore, if a series of strength measurements are performed, specimens with large cracks (low strengths) have a Weibull modulus higher than that with small cracks (high strengths).
In Fig. 9, the Weibull plot of measured strengths of alumina springs sintered at 1650°C is given. The dashed line indicates the original population and the solid lines shows the effect of R curve behaviour. For low strength data (failure due to large cracks), the Weibull modulus is higher than that for high strength data (failure due to small cracks). This is in accordance with the hypothesis that the effect of R curve behaviour on strength distribution is the main reason for deviation of strength data of alumina springs sintered at 1650°C from the Weibull distribution.
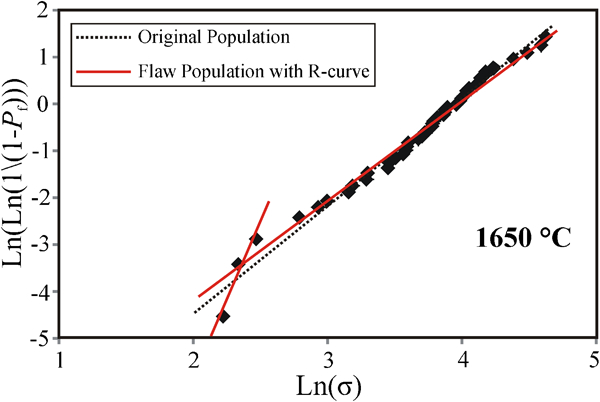
Weibull plot of alumina springs sintered at 1650°C: dashed line indicates original population and solid lines indicate flaw population with R curve behaviour
Conclusion
In this paper, the effect of sintering temperature on the microstructure and strength distribution of alumina coil springs was investigated. It is shown that the average grain size increases with the increase in sintering temperature. For the measured strengths of alumina springs sintered at 1550 and 1650°C, deviations from the Weibull distribution were observed. Owing to the high porosity in alumina springs sintered at 1550°C, there are multimodal flaw populations (volume and surface flaws), which result in deviations of the strength distribution from the Weibull plot. According to grain size measurements, alumina springs sintered at 1650°C have the largest average grain size. As the grain size increases, the R curve effect appears and results in an increase in the Weibull modulus. As a conclusion, although the Weibull modulus is the highest (lowest scatter of strengths) at the sintering temperature of 1650°C, the strength data for alumina springs sintered at 1600°C are best fitted by the Weibull distribution and the strength predicted by using the Weibull function is more reliable than that for springs sintered at 1550 and 1650°C.