
Abstract
High gravity combustion synthesis is a recently reported technique to prepare dense ceramics and glasses by melt casting instead of conventional powder sintering. This technique combines strong exothermic chemical reactions with a high gravity field, and offers an efficient and furnace free way for rapid production of bulk ceramic and glass materials. This article reviews major results on melt casting of dense ceramics and glasses by high gravity combustion synthesis. Several ceramic and glass materials prepared by high gravity combustion synthesis are firstly presented as examples, including single phase ceramics, multiphase eutectic or composite ceramics, glasses and glass–ceramics. Then, the reaction kinetics in high gravity combustion synthesis are discussed in detail, with an emphasis on phase separation, solidification and microstructure evolution. Finally, a conclusion is drawn with a perspective on further development and application of high gravity combustion synthesis.
Introduction
Polycrystalline ceramics are usually fabricated by sintering from powders in contrast to metals and alloys that are generally produced by casting from melts. The melt casting of ceramics involves two problems. First, it is difficult to prepare stable and homogeneous ceramic melts, because most ceramic materials have extremely high melting points (e.g. >2000°C for Al2O3, ZrO2 and MgAl2O4, and >3000°C for TiC). For melting the refractory ceramic materials, conventional resistance heating is often insufficient and more powerful heating media are required, such as high frequency induction, lamp mirror furnaces and lasers. Another problem in the melt casting of ceramics is exaggerated grain growth during solidification from hot melts, which will impair their mechanical strength. The grain growth can be limited by increasing cooling rates, incorporating proper secondary phases, or in multiphase eutectic ceramics.
The melt solidification of ceramic materials can be realised by unidirectional solidification approaches, such as the Bridgman method, Czochralski method and floating zone method.1 The Bridgman method is suitable for preparing large samples, where the ingot size is limited only by crucibles. The Czochralski method also requires crucibles, but direct contact between crucibles and growing materials is avoided. In the floating zone method, crucibles are not necessary and a small volume of sample is melted by high frequency induction or lasers. All these methods require an external heating source and complex facilities despite their difference in technical details.
Recently, a furnace free technique for melt casting of ceramic materials has been developed, which is called high gravity combustion synthesis.2–4 Combustion synthesis, which is also known as self-propagating high temperature synthesis (SHS), is a method to produce inorganic materials from exothermic combustion reactions. This method was discovered about 40 years ago by Merzhanov and Borovinskaya5 during their study on the phenomenon of solid flame. Since then, a great diversity of inorganic materials has been produced by combustion synthesis,6–10 including many ceramic powders.11–16 In high gravity combustion synthesis, combustion synthesis is combined with a high gravity field, where highly exothermic combustion reactions are used to produce ceramic melts and a high gravity field is applied to promote the separation between the ceramic melts and other concomitant phases (e.g. metallic melts and gas bubbles). In high gravity combustion synthesis, the heat energy for melting ceramic materials is provided by combustion reactions, and an external heating source is not necessary. At the same time, combustion reactions proceed very quickly and usually finish in several seconds, which is helpful to reduce the total processing time. In this way, high gravity combustion synthesis offers an efficient way to produce bulk ceramics with a short processing time and low energy consumption. In addition to ceramics, many other inorganic materials have also been prepared by high gravity combustion synthesis, including glasses, glass ceramics, alloys, intermetallics and cermets.17–21
This article gives a brief review on melt casting of ceramics and glasses by high gravity combustion synthesis. After a short description of the experimental procedure (the section on ‘Experimental procedure’), several ceramic and glass materials prepared by high gravity combustion synthesis are presented as examples (the section on ‘Ceramic and glass materials prepared by high gravity combustion synthesis’) to show the feasibility of the method. Then, the reaction mechanism in high gravity combustion synthesis is discussed, where the kinetics in phase separation and microstructure evolution are studied (the sections on ‘Phase separation in high gravity combustion synthesis’ and on ‘Solidification and microstructure evolution in high gravity combustion synthesis’), because these two processes strongly affect the microstructure and properties of final products. Finally, conclusions are drawn with a perspective on further development and application of high gravity combustion synthesis.
Experimental procedure
The melt casting of ceramics and glasses by high gravity combustion synthesis is generally realised by carrying out combustion reactions in a high gravity field induced by a centrifugal effect. A typical experimental procedure for high gravity combustion synthesis is described as follows.
The reactant powder is cold pressed into a round compact and loaded in a graphite crucible. The crucible is coated by carbon felt and placed into a steel vessel mounted on a Ni based superalloy rotator (Fig. 1). The rotator is placed in a closed reaction chamber. The chamber is evacuated to a vacuum of <100 Pa, and then the rotator is started. From high speed rotation, a high gravity field is induced by the centrifugal effect. The strength of the high gravity field can be modulated by controlling the rotation frequency and evaluated by a high gravity factor of g′/g, where g′ and g mean the centrifugal acceleration and normal gravitational acceleration respectively. When a designated high gravity factor is reached, a combustion reaction is triggered by electrically heating a tungsten coil near the sample. In the combustion reaction, a large amount of heat energy is created and the products are melted. The ceramic and metallic melts are separated in a high gravity field because of their density difference. After cooling and solidification, bulk ceramic samples and metal ingots are obtained. The ceramic samples are machined and polished for later characterisations and tests.
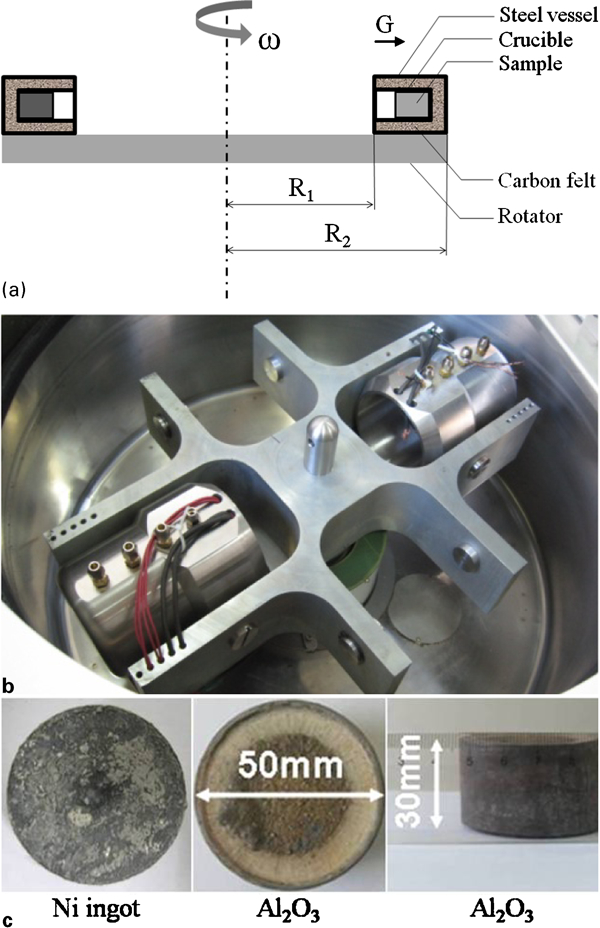
Illustration of facilities for high gravity combustion synthesis and prepared samples:
Ceramic and glass materials prepared by high gravity combustion synthesis
For the melt casting of ceramics by high gravity combustion synthesis, there is a precondition that the adiabatic temperature of combustion reactions must exceed the melting point of the ceramic materials. This precondition can be readily satisfied by using strong exothermic combustion reactions. For example, adiabatic temperatures in combustion synthesis of some ceramic materials from the aluminothermic reaction of 2Al+3NiO = Al2O3+3Ni are calculated (Table 1), which are much higher than the melting or eutectic points of the ceramic materials.
Calculated phase assemblages and adiabatic temperatures in high gravity combustion synthesis of ceramic materials with different chemical compositions and melting/eutectic points*
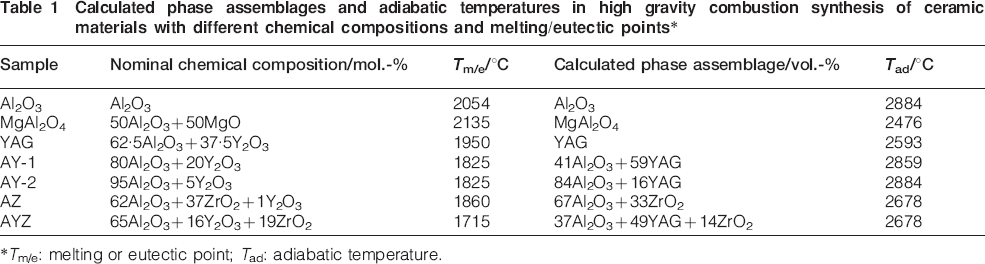
*Tm/e: melting or eutectic point; Tad: adiabatic temperature.
By high gravity combustion synthesis, a variety of ceramic and glass materials have been prepared, including single phase ceramics,4,22–27 multiphase eutectic or composite ceramics,2,3,28–43 glasses,17, 44, 45 and glass–ceramics.17, 46 As examples, some ceramic and glass materials prepared by high gravity combustion synthesis are discussed as follows.
Single phase ceramics
Al2O3
Al2O3 ceramics can be prepared by high gravity combustion synthesis from the aluminothermic reaction of 2Al+3NiO = Al2O3+3Ni. For this reaction, the adiabatic temperature reaches the boiling point of Ni (2884°C). In high gravity combustion synthesis, the vaporisation of Ni should be avoided, because it will increase the porosity in the samples. To reduce the reaction temperature and depress the vaporisation of Ni, Al2O3 powder is usually added as diluent into the (2Al+3NiO) thermite. For the reaction of 2Al+3NiO+xAl2O3 = (1+x)Al2O3+3Ni, the adiabatic temperature decreases with increasing x value (Fig. 2). When too much diluent is used (x = 1·6), the adiabatic temperature becomes lower than the melting point of Al2O3 (2054°C). Considering the influence of heat dissipation, an appropriate content of diluent is recommended as 0·2≤x≤0·6 in actual synthesis experiments.
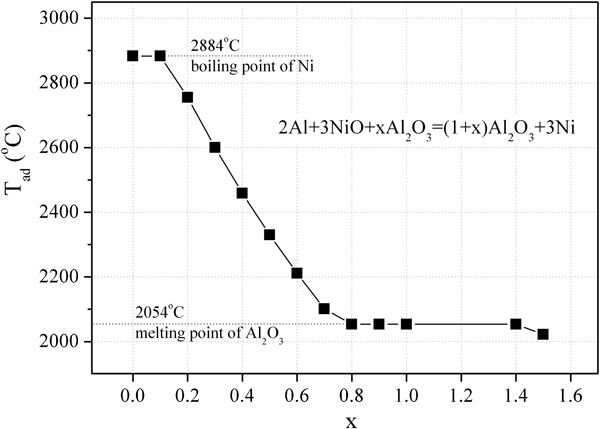
Effect of proportion of Al2O3 diluent on adiabatic temperature of reaction 2Al+3NiO = Al2O3+3Ni (Ref. 56)
High gravity combustion synthesis of Al2O3 was carried out under different high gravity factors from 200 to 800.4, 22 It was found that the aluminothermic reaction was fully finished and no Al or NiO remained in the product. In all the samples, pure α-Al2O3 was obtained without Ni inclusions, implying a complete phase separation between the Al2O3 ceramic melt and the Ni metallic melt. The density of the synthesised Al2O3 samples increased with increasing high gravity factors, and reached 3·7 g cm−3 (93% theoretical density) under a high gravity factor of 800 (Fig. 3).
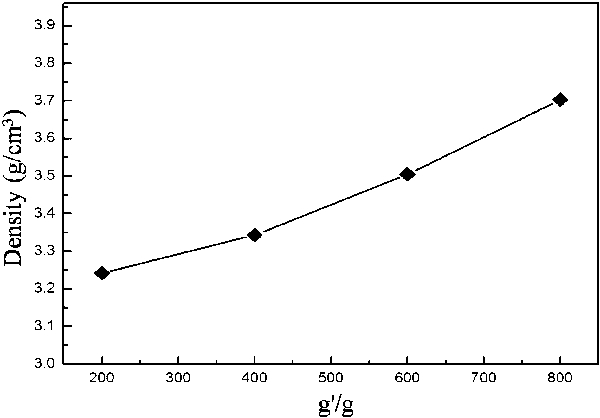
Dependence of density of Al2O3 samples on high gravity factor (g′/g)
MgAl2O4
MgAl2O4 ceramics were prepared by high gravity combustion synthesis from the reaction of 2Al+3NiO+MgO = MgAl2O4+3Ni.26 The synthesised samples consisted of major MgAl2O4 phase and minor Ni, and the content of Ni decreased with increasing high gravity factors. In the sample prepared with g′/g = 900, only a trace of Ni was present and the sample was nearly pure MgAl2O4, but in the sample prepared with g′/g = 1, much more Ni was observed (Fig. 4). This indicates that the high gravity field has an evident effect to promote the phase separation. The microstructure of the samples was also affected by the high gravity field, where both the porosity and pore size were reduced by increasing the high gravity factor. In the sample prepared with g′/g = 1, large pores with a size of >100 μm and Ni particles of ∼20 μm existed, and in the sample prepared with g′/g = 900, the average pore size was ∼1 μm and less Ni particles were found (Fig. 5). The relative density of the sample prepared with g′/g = 900 reached 92%.
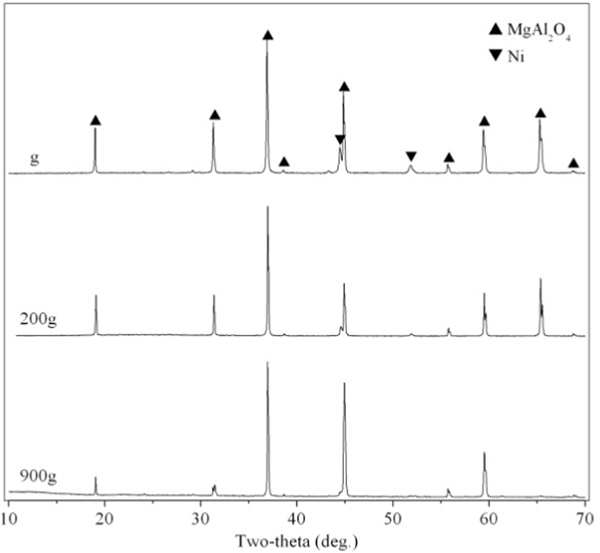
X-ray diffraction patterns of MgAl2O4 samples prepared by high gravity combustion synthesis under different high gravity accelerations26
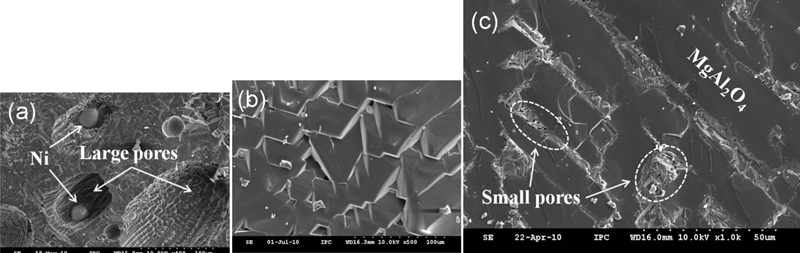
Images (SEM) of MgAl2O4 samples prepared under high gravity factor g′/g of a 1, b 200 and c 90026
In high gravity combustion synthesis of MgAl2O4 ceramics, the density of samples can be further improved by adding glass powders. The glass powders will melt at a temperature much below the melting point of MgAl2O4, and can feed the shrinkage cavities during solidification of MgAl2O4. As an example, translucent MgAl2O4 ceramics were prepared by high gravity combustion synthesis (g′/g = 900) with the addition of 5% Si–Na–Ca–Mg–O glass (Fig. 6).
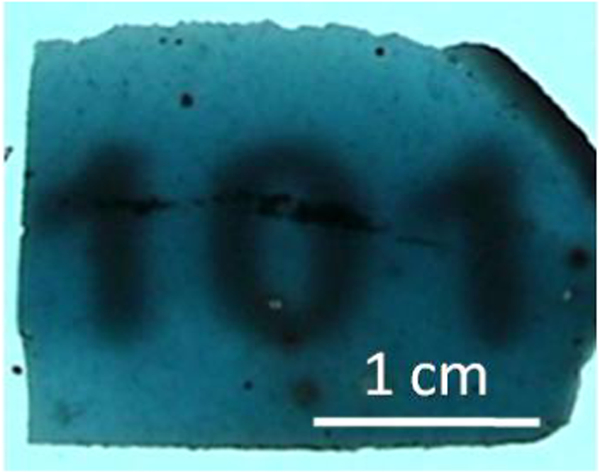
Photo of translucent MgAl2O4 ceramics prepared by high gravity combustion synthesis (sample thickness is 0·8 mm)26
Y3Al5O12
Y3Al5O12 (YAG) ceramics were prepared by high gravity combustion synthesis from the reaction of 10Al+15NiO+3Y2O3 = 2Y3Al5O12+15Ni.23–25 The density of the synthesised YAG samples increased with increasing high gravity factors, and translucent YAG ceramics with a relative density of ∼98% were produced with g′/g = 800 (Fig. 7). In high gravity combustion synthesis of YAG ceramics, the density and microstructure homogeneity of samples can be improved by applying a mechanical pressure. It was also found that, the addition of some glass was helpful to reduce the porosity and grain size in the YAG ceramics prepared by high gravity combustion synthesis.
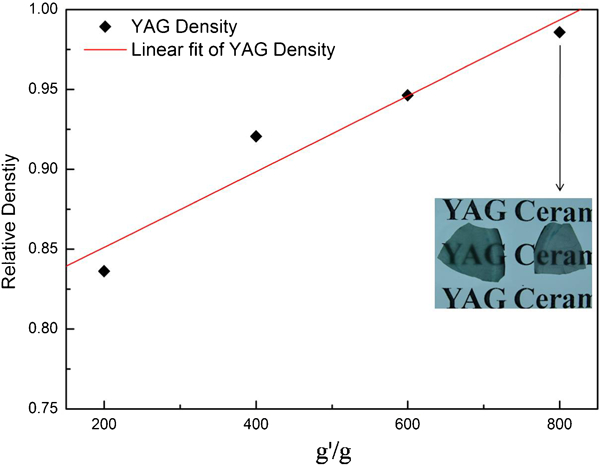
Dependence of relative density of YAG samples on high gravity factor (g′/g)
Multiphase eutectic or composite ceramics
In addition to single phase ceramics, multiphase eutectic or composite ceramics have also been prepared by high gravity combustion synthesis. Compared with single phase ceramics, multiphase eutectic ceramics have lower melting temperatures and thus provide longer time for phase separation and removal of gas bubbles. In this way, the eutectic ceramics prepared by high gravity combustion synthesis generally exhibit lower porosities than the single phase ceramics. On the other hand, multiphase ceramics consist of two or more different phases and can offer more opportunity for tailoring the microstructure. For example, in multiphase eutectic ceramics prepared by high gravity combustion synthesis, ultrafine eutectic structures with grain sizes on a submicrometre scale are often observed in contrast to the coarse crystals in single phase ceramics.
Al2O3–ZrO2 is the first and also the most investigated example of eutectic ceramics prepared by high gravity combustion synthesis.2,28–34 The synthesised Al2O3–ZrO2 eutectic ceramics were composed of Al2O3, t-ZrO2 and m-ZrO2 (Fig. 8), and the maximum relative density reached 99·8%. The Al2O3–ZrO2 ceramics showed a typical eutectic microstructure with submicrometre ZrO2 fibres or lamellas embedded in the Al2O3 matrix (Fig. 9). The Al2O3–ZrO2 eutectic ceramics exhibited excellent mechanical properties, where the hardness, flexural strength and fracture toughness were 22·8 GPa, 1568 MPa and 14·8 MPa m1/2 respectively.30
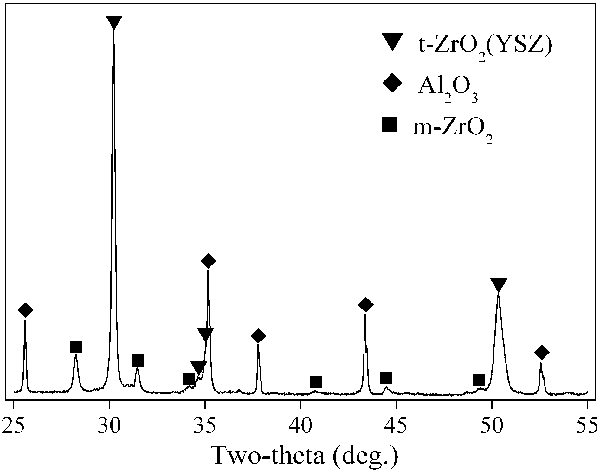
X-ray diffraction pattern of Al2O3–ZrO2 binary eutectic ceramics prepared by high gravity combustion synthesis56
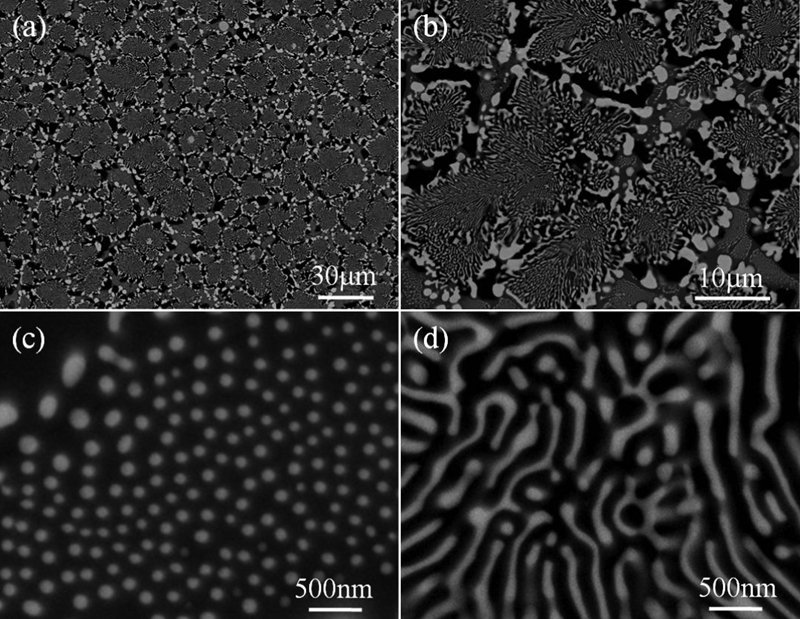
Images (SEM) of Al2O3–ZrO2 binary eutectic ceramics prepared by high gravity combustion synthesis56:
Al2O3–YAG–ZrO2 ternary eutectic ceramics was also fabricated by high gravity combustion synthesis.35–37 The maximum relative density of the Al2O3–YAG–ZrO2 ceramics was 99·3%. In the Al2O3–YAG–ZrO2 ceramics, the eutectic microstructure was characterised by an interpenetrating network of the three phases with a submicrometre interphase spacing (Fig. 10). The hardness and fracture toughness of the Al2O3–YAG–ZrO2 ternary eutectic ceramics were 17·82 GPa and 5·51MPa m1/2 respectively.35
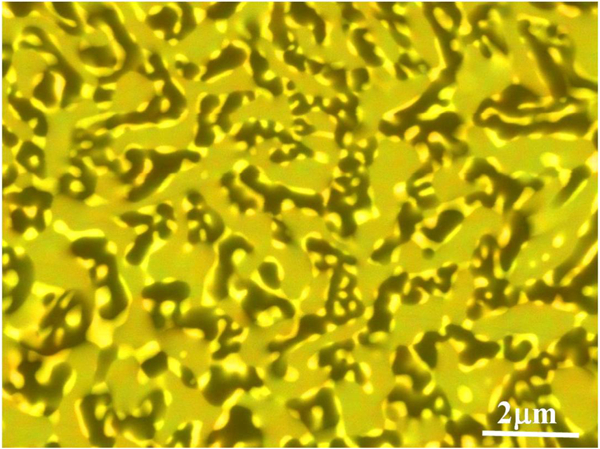
Image (SEM) of Al2O3–YAG–ZrO2 ternary eutectic ceramics prepared by high gravity combustion synthesis56
Besides the oxide ceramics, non-oxide TiC–TiB2 multiphase composite ceramics were prepared by high gravity combustion synthesis.38–43 The relative density of the TiC–TiB2 ceramics reached 99·2%. In the TiC–TiB2 ceramics, fine TiB2 platelets were embedded in the TiC matrix. The hardness, flexural strength and fracture toughness of the TiC–TiB2 ceramics were 28·5 GPa, 750±25 MPa and 6·2±0·5 MPa m1/2 respectively.38 The hardness of the TiC–TiB2 composite ceramics produced by high gravity combustion synthesis was evidently higher than that of TiC–TiB2 materials prepared by powder metallurgy approaches.
Glasses
Besides polycrystalline ceramics, non-crystalline glasses can also be produced by high gravity combustion synthesis. As an example, Y2O3–Al2O3–SiO2 (YAS) glasses were prepared by high gravity combustion synthesis.17, 44, 45 The density and hardness of the YAS glasses decreased with increasing content of SiO2, and increased with increasing high gravity factors (Fig. 11).
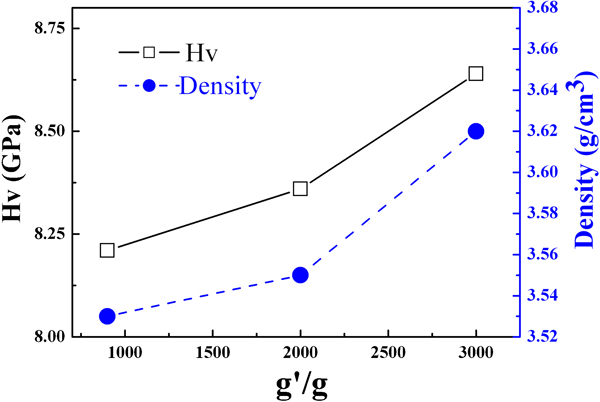
Dependence of density and hardness of YAS glasses on high gravity factor (g′/g) (Ref. 44)
In high gravity combustion synthesis of YAS glasses, the reaction temperature plays an important role and the combustion reaction should be carefully modulated. If a weakly exothermic combustion reaction is used with a lower reaction temperature, the lifetime of the YAS melt will be short or even the product cannot be fully melted. In this case, it is impossible to produce pure and dense samples. On the other hand, if the combustion reaction is too strong, explosion can take place and no bulk samples will be obtained because of splashing.
In high gravity combustion synthesis of YAS glasses, the reaction temperature can be raised by preheating. Preheating is helpful to prolong the lifetime of the YAS melt and improves the phase separation and removal of gas bubbles. With the assistance of preheating, transparent YAS glasses were prepared by high gravity combustion synthesis (Fig. 12). The glasses showed a maximum transmittance of 54% in visible to near infrared region and hardness of 8·1–8·5 GPa.45 If the preheating temperature was too high, however, splashing took place and the transparency of the glasses decreased.
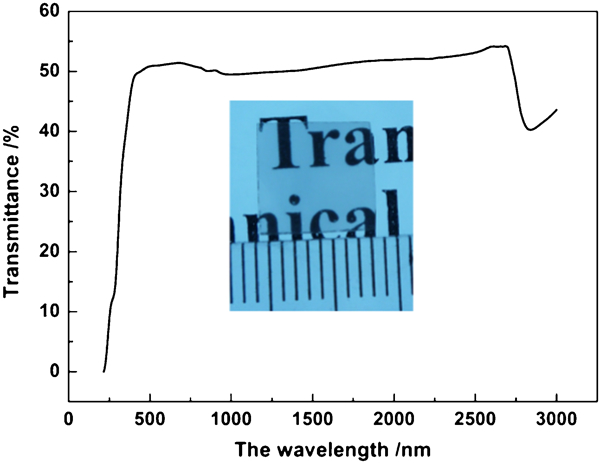
Transmittance curve of transparent YAS glass prepared by high gravity combustion synthesis (sample thickness is 1·40 mm)45
Glass–ceramics
High gravity combustion synthesis is also effective in preparing glass–ceramics.17, 46 By high gravity combustion synthesis, glass–ceramics with different chemical compositions have been prepared, including Al2O3–SiO2–ZrO2 (ASZ), Al2O3–SiO2–Y2O3 (ASY) and Al2O3–La2O3–ZrO2 (ALZ). The chemical compositions, phase assemblages and properties of the glass–ceramics are summarised in Table 2.
Chemical compositions, phase assemblages and properties of glass–ceramics prepared by high gravity combustion synthesis
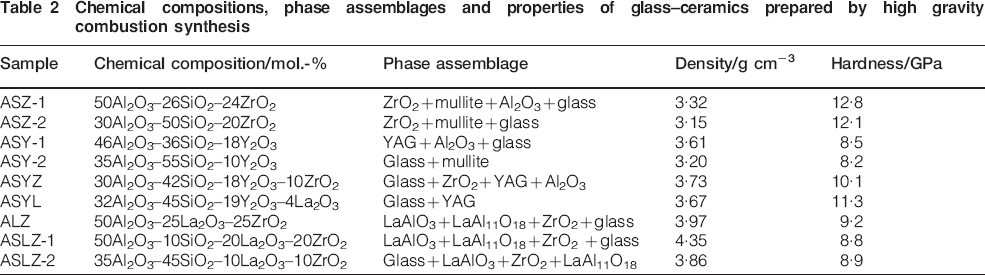
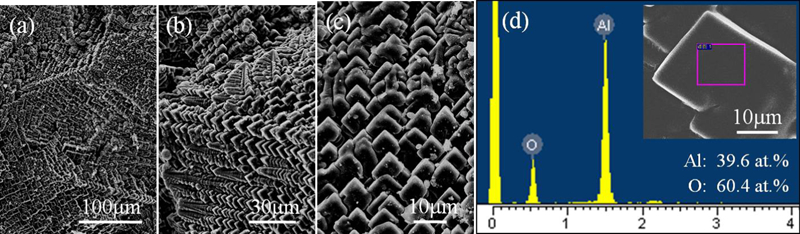
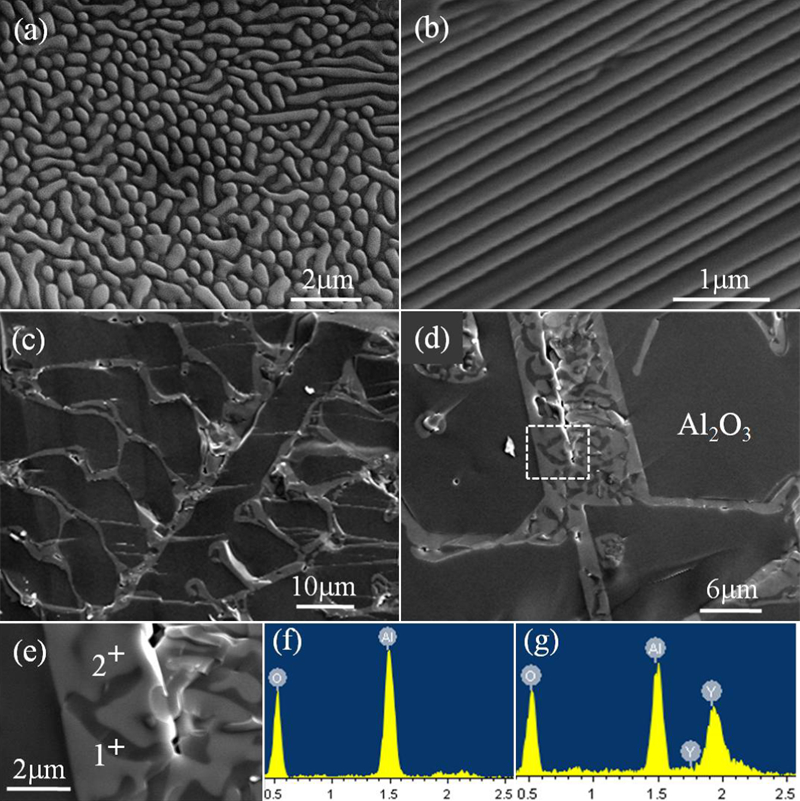
In the ASZ system, two samples of ASZ-1 and ASZ-2 were prepared. The chemical composition of ASZ-1 agreed with the ternary eutectic point in the Al2O3–SiO2–ZrO2 phase diagram, and the composition of ASZ-2 was rich in SiO2. Three crystalline phases of ZrO2, mullite and Al2O3 were produced in ASZ-1, which was consistent with the prediction from the phase diagram. Besides the crystalline phases, amorphous glass also existed in the sample, which was revealed by X-ray diffraction analysis. The formation of glass was probably caused by the fast cooling in high gravity combustion synthesis. In ASZ-2 with more SiO2, only crystalline ZrO2 and mullite were observed with no occurrence of Al2O3, and more glass was produced. The two ASZ samples showed different microstructures (Fig. 13). In ASZ-1, both primary crystallites and eutectic structure were found. The primary crystallites consist of coarse mullite and Al2O3 grains, and the eutectic structure was characterised by submicrometre ZrO2 fibres embedded in the mullite/Al2O3 matrix. Such eutectic structure was not found in ASZ-2, where small ZrO2 particles were distributed at the boundaries of large mullite grains. The different microstructures of the two samples were attributed to different contents of Al2O3 in their chemical compositions.
Images (SEM) and EDS spectra of ASZ glass–ceramics prepared by high gravity combustion synthesis:
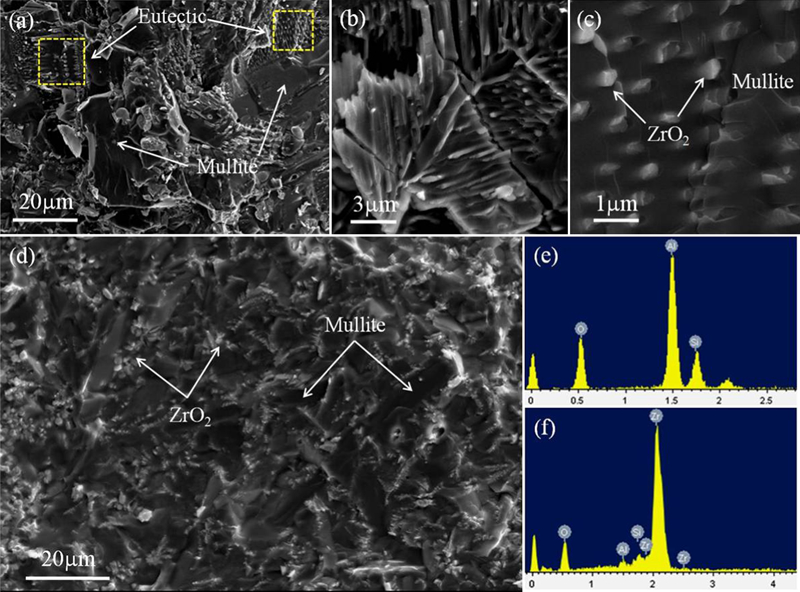
In the ASY system, four samples were prepared, including ASY-1 rich in Al2O3, ASY-2 rich in SiO2, Al2O3–SiO2–Y2O3–ZrO2 (ASYZ) with the addition of ZrO2 and Al2O3–SiO2–Y2O3–La2O3 (ASYL) with the addition of La2O3. A glass–ceramic composed of glass and crystalline YAG and Al2O3 was produced in ASY-1, where polyhedron YAG and plate-like Al2O3 grains were embedded in an ASY glass matrix (Fig. 14). No cracks or cavities were found at the interface between the crystalline phases and the glass matrix. The sample ASY-2 consisted of glass and mullite as large plate-like grains or smaller faceted crystals. In ASYZ, the major crystalline phase was ZrO2, accompanied by minor YAG and Al2O3. In ASYL, only one crystalline phase of YAG was observed, and no La containing crystalline phase was produced.
Images (SEM) and EDS spectra of ASY glass–ceramics:
In the ALZ system, three samples were prepared. Al2O3–La2O3–ZrO2had a ternary eutectic composition, and ASLZ-1 and ASLZ-2 had compositions with SiO2. Glass–ceramics were produced in all the three samples. Similar phase assemblage was observed in ALZ and ASLZ-1, where LaAlO3 was the predominant crystalline phase besides minor LaAl11O18 and ZrO2. In ASLZ-2 with 45%SiO2, more glass was produced.
The hardness of the glass–ceramics prepared by high gravity combustion synthesis ranged from 8·2 to 12·8 GPa. The maximum hardness was observed for the sample ASZ-1, which can be attributed to the eutectic microstructure with fine ZrO2 fibres embedded in a mullite matrix. Among the three systems of glass–ceramics, the ASZ samples may be more desirable for most structural applications, because they have a higher hardness/density ratio.
Phase separation in high gravity combustion synthesis
High gravity combustion synthesis is a complex process involving a series of physical and chemical variations such as combustion reaction, phase transformation (melting and solidification), and phase separation (separation between ceramic and metallic melts and removal of gas bubbles from the melts). The variations take place in a short time and overlap with each other. In this case, it is difficult to give a universal model that can exactly describe all the physical processes and combustion reactions in high gravity combustion synthesis, especially when different reaction systems are involved. Nevertheless, a simplified analysis of the synthesis process revealing essential steps there is still helpful for optimising the processing parameters and improving the properties of products.
High gravity combustion synthesis can be simply divided into three steps:
combustion reaction and melting of products
phase separation
solidification.
The first step is very short, because most combustion reactions take place quickly. For example, in combustion synthesis of Y3Al5O12 from the reaction 10Al+15NiO+3Y2O3 = 2Y3Al5O12+15Ni, the propagation velocity of combustion wave under normal gravity was measured to be 28–100 mm s−1 (varying with the particle size of reactants). In a high gravity field, the velocity will be enhanced. It was reported that, for the (2Al+3FeO) thermite with 18·5%Al2O3 dilute, the burning rate in a high gravity field of g′/g = 895 was ∼6 times that under normal gravity.47 According to this result, the burning rate in combustion synthesis of Y3Al5O12 under high gravity of g′/g = 900 can reach 600 mm s−1. In this case, for a sample with a height of 50 mm, the combustion reaction will finish in 0·1 s. In such a short period, the progress in phase separation or solidification can be neglected. That is to say, the first step of combustion reaction has little overlap with the later two steps.
In high gravity combustion synthesis, the second step of phase separation plays a key role in determining both purity and density of the products. In phase separation, two processes are included, i.e. separation between ceramic and metallic melts, and removal of gas bubbles from the melts. A complete separation between ceramic and metallic melts guarantees a high purity of the ceramic products, and the removal of gas bubbles is necessary to produce highly dense bulk ceramics.
For the separation between ceramic and metallic phases, there are three possible ways:
settling of metallic liquid droplets in ceramic melts
rising of ceramic liquid droplets in metallic melts
rising of ceramic solid particles in metallic melts.
In high gravity combustion synthesis of Al2O3 based ceramics from the reaction of 2Al+3NiO = Al2O3+3Ni, the first way is most likely to be operative because of two reasons. First, in the combustion synthesised products, ceramic phases have higher volume fractions (60% for Al2O3 and 74% for Y3Al5O12) than Ni, and thus ceramic phases should be present as continuous matrix with discrete Ni particles dispersed there. Second, from experimental results, Ni particles were usually observed in the ceramic samples, while few ceramic grains were found in the Ni ingots (Fig. 15).
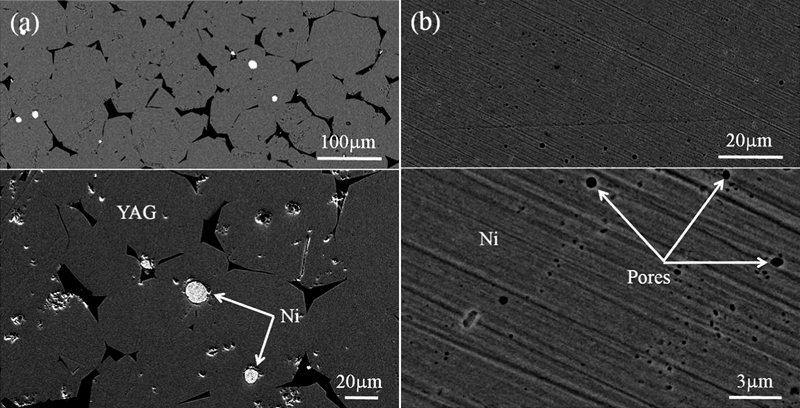
Images (SEM) of a YAG ceramics and b Ni ingot prepared by high gravity combustion synthesis48
During the settling of Ni droplets in ceramic melts in a high gravity field, the stable settling velocity can be calculated according to the Stokes law.48 On a settling Ni droplet, three forces are considered, including high gravity G′, buoyant force F and viscous resistance f, as shown in Fig. 16. These forces are expressed as



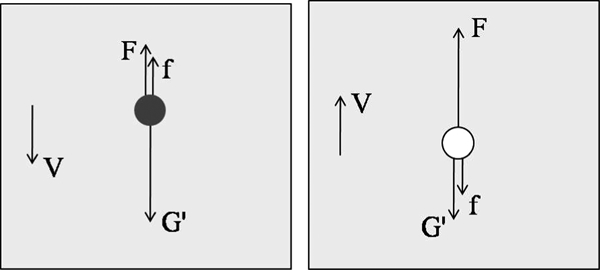
a settling of Ni particles in ceramic melts; b rising of gas bubbles in ceramic or metallic melts
When G′ = F+f, the Ni droplet reaches the maximum settling velocity, which is called stable settling velocity Vs. From equations (1)–(3), the stable settling velocity can be deduced as
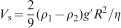
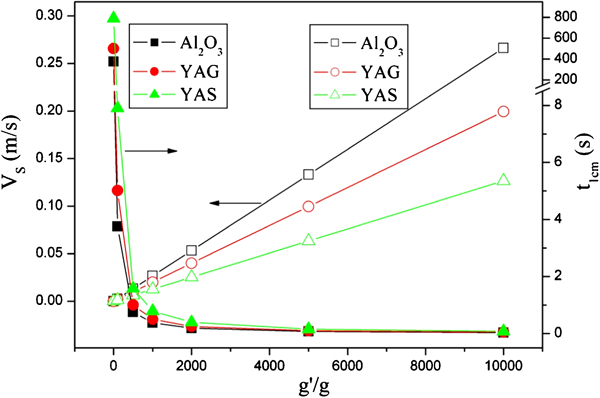
Dependence of stable settling velocity of Ni droplets (R = 10 μm) in ceramic melts on high gravity factor (g′/g)48
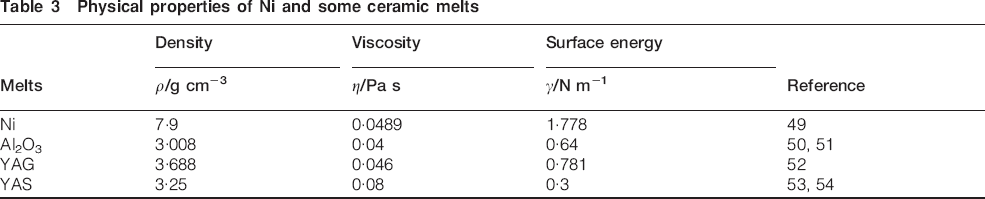
Physical properties of Ni and some ceramic melts
Similarly, the stable rising velocity of gas bubbles in ceramic or metallic melts is written as
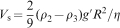

Dependence of stable rising velocity of gas bubbles (R = 10 μm) in ceramic and Ni melts on high gravity factor (g′/g)48
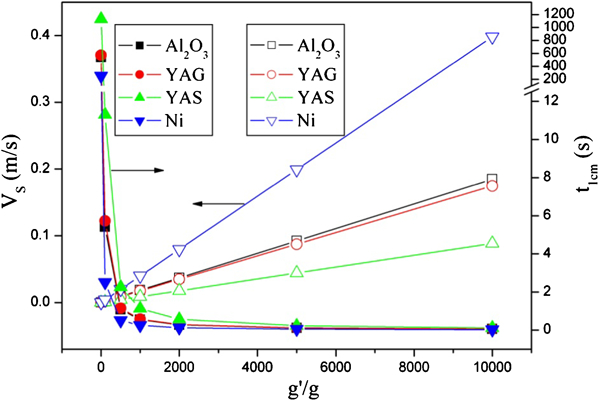
Dependence of stable rising velocity of gas bubbles in ceramic and Ni melts on bubble size (g′/g = 1000)48
Because the rising velocity of the bubbles is related to their size, it is necessary to investigate the critical bubble size. The Gibbs free energy change for homogeneous nucleation of a bubble in a melt can be expressed as55



From the above analysis, the effects of processing parameters on phase separation in high gravity combustion synthesis can be discussed. First, the high gravity factor has an evident influence on phase separation. The phase separation can be accelerated by increasing the high gravity factor. Second, phase separation depends on the viscosity of the ceramic melt, and a lower viscosity facilitates phase separation. Third, the size of Ni droplets or gas bubbles affects their settling or rising velocity, and a larger size is favourable for phase separation. Finally, the extent of phase separation is connected with the lifetime of the melt, and a longer lifetime is desired for complete phase separation.
In high gravity combustion synthesis, the phase separation can be improved by optimisation of processing parameters. An increased high gravity factor will accelerate the phase separation and escape of gas bubbles from the melt. By preheating the reactant powders, the reaction temperature can be elevated, resulting in longer lifetime and lower viscosity of the melt and improving phase separation. Employing a mechanical pressure on the melt is also helpful for phase separation, because the pressure can reduce the critical bubble size and shrinkage cavities during solidification. Another way to promote phase separation is to reduce the formation temperature and viscosity of the melt by tailoring its chemical composition, where both the lifetime of the melt and phase separation velocity will be enhanced.
Solidification and microstructure evolution in high gravity combustion synthesis
In high gravity combustion synthesis, the microstructure of products forms during the solidification step. The kinetics in solidification and microstructure evolution strongly depends on the melt composition and cooling condition.56 In this section, solidification and microstructure evolution in high gravity combustion synthesis of ceramic materials is discussed, where both single phase and multiphase eutectic ceramics are included.
Single phase ceramics
During the solidification of ceramic melts, the driving force for phase transformation and growth rate of solid phases are closely related to the undercooling degree. The solidification kinetics and crystal growth rates are affected by the thermal gradient in the ceramic melts. In high gravity combustion synthesis, the solidification of ceramic melts takes place in a graphite crucible. Because of heat dissipation caused by the crucible, a thermal gradient occurs in the radial direction, where the temperature decreases from the centre to the side. In this case, solidification initiates at the side and then proceeds into the centre.
In most single phase ceramics (e.g. Al2O3, MgAl2O4 and YAG) prepared by high gravity combustion synthesis, large dendrites composed of faceted crystals were observed (Fig. 20). This can be explained by the Jackson's criterion on interface structures and crystal growth modes in solidification of melts. According to the Jackson's criterion,57 the interface structure is evaluated by an interface roughness parameter defined as α = AΔSm/R, where ΔSm is the melting entropy, R is the gas constant and A is a crystallographic parameter and usually estimated to be 0·5–1. In a solidification process, if α<2, the liquid/solid interface is atomically rough and non-faceted interface will be produced. If α>2, the interface is atomically smooth and faceted interface is expected. For Al2O3, MgAl2O4, and YAG ceramics, the condition of α>2 is applicable, judging from their ΔSm/R values (Table 4). In this way, faceted crystals were produced in the ceramics.
Large dendrites consisting of faceted crystals observed in Al2O3 ceramics prepared by high gravity combustion synthesis:
Melting entropies (ΔSm) and ΔSm/R values of several ceramic materials*
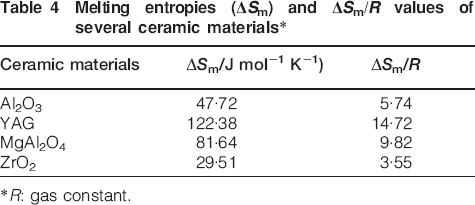
*R: gas constant.
At the surface of some Al2O3 samples, bright layers with a thickness of ∼0·5 mm were found. From SEM observation, the layers consisted of small flakes with different orientations, and each flake was composed of orderly arranged faceted crystals (Fig. 21). Such strongly textured structure can be attributed to two reasons. One is the intrinsic faceted growth character of Al2O3, and the other is particular solidification condition at the melt surface. In high gravity combustion synthesis, high frequency rotation causes a fast gas flow at the melt surface, resulting in fast cooling, solidification and crystal growth. At the melt surface, crystal growth is not constrained by the crucible, and thus the Al2O3 crystals can grow freely via parallel continuous growth. In this growth process, separate primary nuclei with random orientations are firstly precipitated in the melt. Then, based on each primary nucleus, new crystals are formed by epitaxial nucleation and grow parallel to the basis. By continuous nucleation and parallel growth, an array of faceted crystals with the same orientation is finally produced and recognised as a flake on a macroscopic scale.
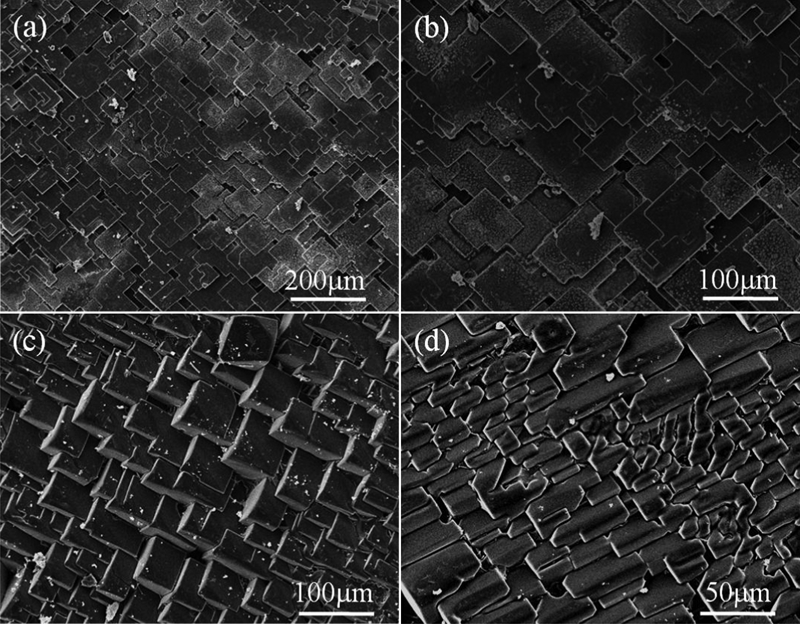
Images (SEM) showing strongly textured microstructure of Al2O3 ceramics prepared by high gravity combustion synthesis56
Multiphase eutectic ceramics
Al2O3–ZrO2
In the Al2O3–ZrO2 binary eutectic ceramics prepared by high gravity combustion synthesis, typical eutectic microstructure was produced (Fig. 9). The sample consisted of colonies with an average size of >10 μm, and in each colony eutectic structure on a submicrometre scale was observed. In the centre of each colony the eutectic structure is unaffected, but at the boundary of the colonies the eutectic structure became irregular. At the same time, the interphase spacing in the centre of a colony was smaller than that at the boundaries of the colonies.
During the solidification of eutectics, the interphase spacing is determined by the balance of two opposite energy contributions. On the one hand, transverse diffusion of solutes must occur over greater distance for thicker lamellae or fibres, therefore, favouring smaller interphase spacings. On the other hand, the interfacial energy associated to interphase boundaries will increase as the width of lamellae or fibres decreases, thus favouring larger interphase spacings. In general, the interphase spacing is related with undercooling degree and growth rate, which can be written as

According to the model proposed by Hunt and Jackson,58 the microstructure of binary eutectics depends on the melting entropies of the components. If the large volume component has a high melting entropy (α>2) and the minor one has a small melting entropy (α<2), a ‘complex regular’ microstructure will be produced, showing many features of the lamellar or fibrous eutectic microstructure. In the Al2O3–ZrO2 eutectic ceramics with a phase composition of 67%Al2O3+33%ZrO2 in volume fraction, the large volume component of Al2O3 has a higher melting entropy of ΔSm/R = 5·74, and the minor ZrO2 has a lower melting entropy of ΔSm/R = 3·55. In this case, the eutectic ceramics showed a complex microstructure, where both fibrous and lamellar features were found (Fig. 9). In the fibrous structure, ZrO2 fibers with a width of 100–200 nm were homogeneously embedded in a continuous Al2O3 matrix.
The complex microstructure in the Al2O3–ZrO2 eutectic ceramics is connected with their phase compositions. It was reported that,59 for binary eutectics, if the surface energies are isotropic or with no significant anisotropy, the fibrous structure is stable when the volume fraction of the minor component is <32%, and when the fraction is >32% the lamellar structure dominates. In the Al2O3–ZrO2 eutectic ceramics prepared by high gravity combustion synthesis, the volume fraction of the minor component (ZrO2) was 33%, which is almost the critical point for the transition between the two structures. In this case, a complex microstructure was obtained as a mixture of fibrous and lamellar structures.
The microstructure of eutectic ceramics also depends on the growth rate. When the growth rate is below a critical value, planar growth front is stable, and with increasing growth rate shallow cells will be formed. The microstructure transition from coupled to cellular and then to shallow cells with increasing growth rate was observed in Al2O3–ZrO2 eutectics grown by the floating zone method.60 In the Al2O3–ZrO2 eutectic ceramics prepared by high gravity combustion synthesis, the discrepancy in growth rates at different parts of the samples was probably responsible for the diversity of microstructures.
Al2O3–YAG
Al2O3–YAG is another example of binary eutectic ceramics prepared by high gravity combustion synthesis. The microstructure of the Al2O3–YAG ceramics was affected by their chemical compositions. For example, two Al2O3–YAG samples were prepared with a eutectic composition (AY-1) and a hypoeutectic composition (AY-2) respectively. Both the samples are composed of Al2O3 and YAG, but with different volume fractions (Table 1). In the two samples, different microstructures were observed (Fig. 22), where AY-1 showed a typical eutectic structure with interphase spacings on a submicrometre scale, but AY-2 consisted of large Al2O3 crystals and minor eutectics at the boundaries of the large crystals.
Images (SEM) of Al2O3–YAG binary eutectic ceramics prepared by high gravity combustion synthesis:
The different microstructures in the two Al2O3–YAG samples can be attributed to their different compositions and solidification paths. From the binary phase diagram (Fig. 23), for AY-1 with a eutectic composition, the eutectic reaction of ‘liquid→YAG+Al2O3’ will take place during the whole solidification process, resulting in a homogeneous eutectic structure. For AY-2 with a hypoeutectic composition, during solidification primary Al2O3 crystals will be precipitated first. The precipitation of Al2O3 causes an enrichment of Y2O3 in the melt, and the melt composition varies along the liquidus line (AE line in Fig. 23). When the composition of the melt reaches the eutectic point, eutectic reaction begins. Finally, the microstructure is composed of primary Al2O3 crystals and YAG–Al2O3 eutectics at the boundaries of the primary crystals.
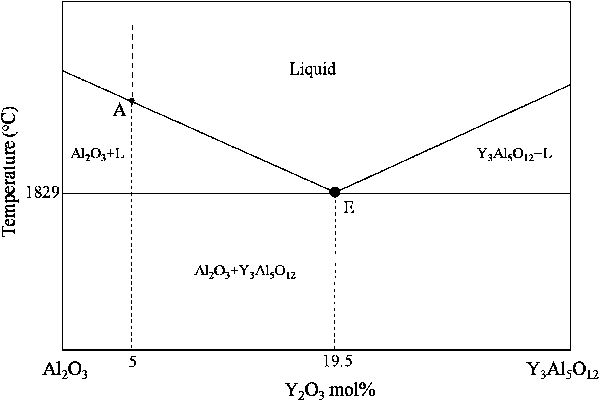
Schematic phase diagram of Al2O3–Y3Al5O12 binary system56
Al2O3–YAG–ZrO2
Besides binary eutectic systems, Al2O3–YAG–ZrO2 ternary eutectic ceramics were also prepared by high gravity combustion synthesis. The Al2O3–YAG–ZrO2 eutectic ceramics consisted of YAG, Al2O3 and t-ZrO2, with volume fractions of 49, 37 and 14% respectively (Table 1).
In the YAG–Al2O3–ZrO2 ternary eutectic system, YAG and Al2O3 have higher melting entropies and ZrO2 has a lower one. According to the model proposed by Hunt and Jackson,58, 59 Al2O3 and ZrO2 will form lamellar and fibrous structures respectively. Such prediction was verified by SEM observation (Fig. 24). In the Al2O3–YAG–ZrO2 eutectic ceramics, colonies with a size of up to 100 μm were produced, and in the colonies lamellar and three-dimensional interpenetrating structures were observed. The eutectic structure was mostly composed of YAG and Al2O3 crystals with interphase spacing of <1 μm, and ultrafine ZrO2 fibres or particles were distributed at the interface between YAG and Al2O3. Similar microstructure was also observed in Al2O3–YAG–ZrO2 eutectics prepared by other methods.61–63
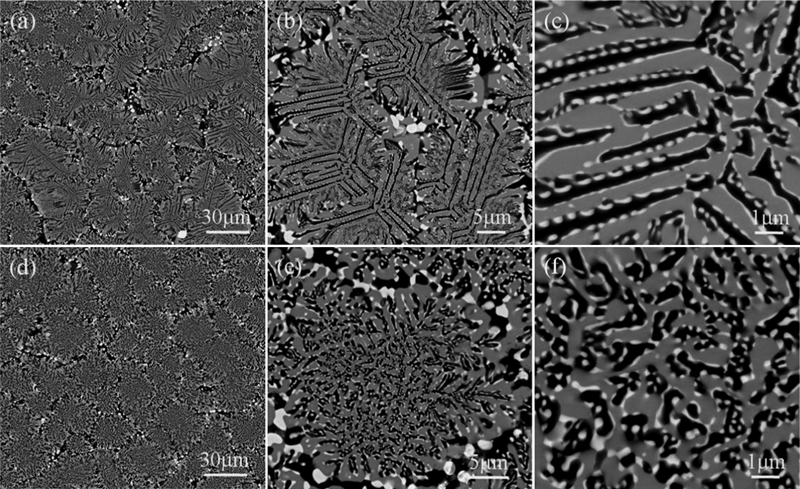
Images (SEM) showing eutectic microstructures in Al2O3–YAG–ZrO2 ternary eutectic ceramics prepared by high gravity combustion synthesis:
In the solidification of multiphase eutectic ceramics, thermal residual stress is usually involved because of different thermal expansion coefficients of the components. The magnitude of the residual stress depends on the thermal expansion mismatch, cooling rate and topology of the eutectics. For Al2O3–YAG–ZrO2 ternary eutectics grown by the floating zone method, the compressive residual stress in Al2O3 was measured to be 160–300 MPa.63 In the YAG–Al2O3–ZrO2 eutectic ceramics prepared by high gravity combustion synthesis, no cracks were observed at the interfaces between different phases (Figs. 10 and 24), which suggests a strong interfacial bonding there.
Conclusion
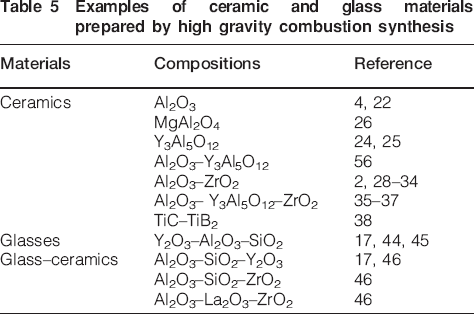
High gravity combustion synthesis is a recently developed technique to prepare dense ceramics and glasses by melt casting instead of conventional powder sintering. By this technique, a diversity of ceramic and glass materials have been produced (Table 5). The phase assemblage and microstructure of the products can be manipulated from optimisation of starting compositions and processing parameters. High gravity combustion synthesis combines exothermic combustion reactions with a high gravity field and offers an efficient way for preparing bulk ceramic and glass materials.
Examples of ceramic and glass materials prepared by high gravity combustion synthesis
High gravity combustion synthesis is a complex process involving a series of physical variations and chemical reactions, and can be simply divided into three steps: combustion reaction and melting of products; phase separation; and solidification. The first step is very short because combustion reactions take place quickly. The second step plays a key role in determining both purity and density of the products, where the extent of phase separation is affected by the high gravity factor, the lifetime and viscosity of the ceramic melt, and the size of Ni droplets or gas bubbles. An increased high gravity factor, longer lifetime and lower viscosity of the ceramic melt, and larger size of Ni droplets or gas bubbles are favourable to promote the phase separation. In the third step of solidification, the microstructure of the products is formed. The kinetics in solidification and microstructure evolution depends on the melt composition and cooling condition. Faceted crystals were produced in single phase ceramics of Al2O3, YAG and MgAl2O4 because of their high melting entropies. In the multiphase eutectic ceramics, various eutectic structures were obtained, such as lamellar, fibrous and three-dimensional interpenetrating frameworks, with interphase spacings on a submicrometre scale. In the eutectic ceramics, no cracks were found at the interface between different phases, indicating a strong interfacial bonding.
In addition to ceramics and glasses, more kinds of materials can be prepared by high gravity combustion synthesis, including refractory alloys, intermetallics, cermets, and functionally graded materials. By proper modifications in the processing such as preheating and employing a mechanical pressure, the quality of the products can be further improved. With a short processing time and lower energy consumption, high gravity combustion synthesis provides a furnace free approach to rapid production of inorganic bulk materials.
Footnotes
Acknowledgements
This work is supported by National Natural Science Foundation of China (grant nos. 50932006 and 51002163) and Beijing Natural Science Foundation (grant no. 2112043).