
Abstract
The microstructural evolution of hydroxyapatite (HAp) was quantified for isothermal sintering at 1100°C. The aggregated state of the powder particles is thought to be responsible for the relatively high value of the average pore separation throughout isothermal sintering. The measured grain size exponent of 6·7 is not compatible with the values expected for volume diffusion or grain boundary diffusion under the assumptions of the Combined Stage Sintering Model and hence the Master Sintering Curve. The measured exponent for a previously defined flux weighted effective diffusion distance gave a more reasonable value of 3·4. The theoretical exponent in the Combined Stage Sintering Model was then corrected to accommodate a non-linear relationship between the effective diffusion length and pore size. The results demonstrate how the effective lengthscale in the Combined Stage Sintering Model can be corrected to accommodate aggregation in the microstructure.
Introduction
There has been a great deal of interest in the processing of hydroxyapatite (HAp) and related calcium phosphates for biomedical devices including: macroporous scaffolds for the growth of bone tissue,1 and coatings that improve the mechanical properties of the interfaces between metallic implants and living tissue.2 One of the principal concerns with HAp is the mechanical properties and especially the low strength and toughness. The sintering temperature can have a marked effect on the mechanical strength of HAp3 because of its thermal stability, above 1200°C the decomposition of HAp to tricalcium phosphate (TCP) can occur on the external surfaces of the ceramic. This transformation commonly causes the formation of large defects and cracks in the material that seriously compromise the mechanical properties. The limitation on the sintering temperature has provided great incentive to improve densification by control of the powder processing. Indeed, fully dense transparent HAp has been sintered at temperatures as low as 1000°C.4
Most HAp powders are chemically prepared and are often composed of nanocrystalline aggregates that result in low green density and higher sintering temperatures. Many previous studies have examined the effect of particle aggregation and low green density on densification of ceramics. In general, the heterogeneous particle packing associated with low green density is thought to drive coarsening of the microstructure and thereby slow the densification kinetics. Indeed, this has been shown to be the case for alumina slip cast under different dispersion conditions and sintered at high temperature (1500°C).5 Another study showed that ZnO could be pressed to a range of green densities and the densification rate correlated with green density.6 This was attributed to the effect of green density on coarsening although the evolution of the grain size was not evaluated. Chen and Chen7 have shown that very fine nanocrystalline powders can be sintered from very low green density and invoked low density particle rearrangement mechanisms to explain their observations. More recently, microstructural studies of the sintering of aggregated powders have suggested that grain size may not be a good approximation of the controlling diffusion distance.8 In response, a flux weighted effective diffusion distance has been defined that takes into consideration the spatial arrangement of the pores, resulting in more reasonable values for the exponent on the effective diffusion distance.9
Previous studies have shown that surface area reduction for HAp powders in the temperature range 500–700°C did not lead to shrinkage and the surface area exponents were consistent with surface diffusion for a range of different Ca/P ratios. Densification occurred above 700°C but the mechanism was not identified.10 Another study measured the activation energies for surface area reduction in the temperature range 500–1200°C as a function of Ca/P ratio. The values ranged from 385 to 371 kJ mol−1 and the surface area exponent decreased from 10 to 3.11 While the results suggested that the mass transport mechanism changed in this temperature range the mechanisms could not be identified.
There is a need to examine the microstructural sensitivity of sintering of HAp. Isothermal sintering offers the best situation for such a study since most of the variables in the kinetic equations are constant, with the exception of microstructural parameters such as grain size.12 Therefore this study measured the grain size exponent for isothermal sintering of HAp. Implicit in this evaluation is the assumption that the volume strain rate in isothermal sintering is controlled purely by the change in grain size. This approximation results, for example, in the generalized diffusion field of the Combined Stage Sintering Model13 and hence the Master Sintering Curve.14 This study considered the correlation between volume strain rate and different microstructure lengthscales. In particular, the exponents for the average pore separation and the flux weighted effective diffusion distance were determined and compared with those expected from the models. In this way the study aimed to apply microstructural corrections that allowed the Combined Stage Sintering Model to be applied to sintering of an aggregated HAp powder.
Experimental procedures
HA powder (Sigma-Aldrich) was calcined at 900°C for 1 h to ensure phase purity and then milled in water with alumina ball for 24 h. Then the powder was dried, granulated and pressed into 12·5 mm diameter pellets at a pressure of 50 MPa. The green density of the pellets was 45%. After this the pellets were sintered in air at 1100°C for times ranging from 0·1 to 60 h with heating and cooling rates of 5 K min−1 and 10 K min−1 respectively.
Once the sintering was complete the density of the specimens was measured using the Archimedes method based on ASTM C373 in which the suspended weight was measured after the sample had been evacuated and then immersed in water for 12 h. Both the bulk density (solid volume fraction) and apparent density (calculated with the volume of solid and closed pores) were determined.
The samples were sectioned parallel to the pressing direction, vacuum impregnated and mounted in a low viscosity epoxy resin. Then the samples were ground with 45 and 30 μm diamond, prepolished with 15 μm diamond and then polished with 6 and 1 μm diamond. After polishing the samples were removed from the moulds and thermally etched at 1000°C for 0·1 h to groove the grain boundaries without altering the solid volume fraction.
Imaging of the polished surfaces was conducted by scanning electron microscopy (SEM). The average grain intercept λg and the pore intercept λp were measured on six images taken at a magnification of ×5000 using standard intercepts procedures in which the number of pore boundaries and grain boundaries per unit length of test line were counted. In addition the flux weighted effective diffusion length λdeff, was measured. The latter is measured by thresholding the images to give pore images in which the pores are white and the solid is black. Each pore section on the thresholded image was then inspected to make sure it faithfully reproduced the pore section in the original image. Some manual reconstruction was required on the thresholded images to correct mistakes. Then pore boundary tessellation was performed on each image and the tessellation cell boundaries were used to determine the flux weighted diffusion length for each tessellation cell and then averaged over at least 1000 tessellation cells from 6 randomly located images.15
Results and discussion
During isothermal sintering at 1100°C the solid volume fraction increased from 0·7 to 0·95 over 60 h and X-ray diffraction of sections confirmed that there was no significant transform to tricalcium phosphate (TCP). Figure 1a shows the microstructure of the HAp sintered to a solid volume fraction of 0·78. The pores are approximately the same size as the grains and widely spaced. The number of grains between the pores also appears to increase as sintering continues. Obviously, this microstructure is not ideal in the sense that it does not reflect the geometry of the sintering models in which all the grain boundaries are decorated by much smaller pores.12,13,16 This may not be surprising given the aggregated nature of the HAp powder shown in Fig. 1b and the resulting low green density. Nonetheless, kinetic models of sintering generally assume that pores must be smaller than the grains so that they may satisfy the conditions of pore coordination that are widely believed to be a necessary for pore shrinkage.17,18 These basic conditions are not met in the material studied here and yet the functional dependence of solid volume fraction on time is that commonly observed for isothermal sintering of ceramics.19 The nature of the relationship between densification kinetics and microstructure must now be examined using quantitative microstructure measurements.
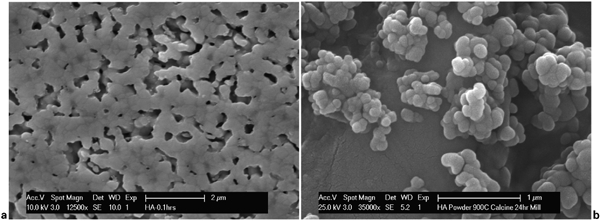
a microstructure of HAp ceramic sintered to solid volume fraction of 0·78 at 1100°C: note that many triple points do not contain pores; b each powder particle of calcined powder is composed of many HAp crystals
The relationship between solid volume fraction and (i) average grain intercept length, (ii) average pore intercept and (iii) average pore separation are shown in Fig. 2. The average grain intercept, shown in Fig. 2a increases in the expected manner between 0·12 and 0·23 μm during isothermal sintering over the solid volume fraction range 0·77 to 0·95. Over the same range of solid volume fraction, Fig. 2a shows that the average pore intercept increased over a similar range from 0·11 to 0·19 μm. Apparent density and bulk density measurements showed that the pores remain fully open through most of the solid volume fraction range commonly associated with intermediate stage sintering. Therefore the average pore intercept must be considered an average measure of the size of the pore sections at the measurement plane. Interestingly, the average pore separation is larger than the grain size and quickly increases from 0·39 to 4·0 μm. The measurements confirm the qualitative observations of the microstructure and suggest that there are a number of grains between each pore throughout isothermal sintering of this material. Additionally, one can conclude that the number of grains between the pore sections increase with solid volume fraction so the departure from the assumptions of the kinetic models becomes more pronounced as the solid volume fraction increases.
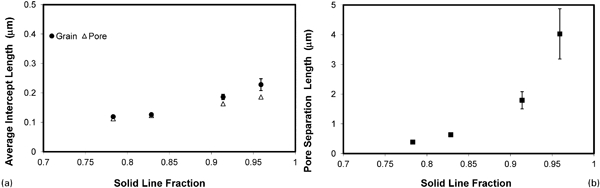
a effect of solid volume fraction on average grain size and average pore size and b on average pore separation
It is pertinent to test the expected dependence of volume strain rate on grain size. The assumptions concerning the relationship between the diffusion field and the microstructure in the combined stage sintering model13 lead to a grain size exponent n = 3 for volume diffusion and n = 4 for grain boundary diffusion. At any particular temperature one diffusional mechanism is expected to be dominant and so the exponent is expected to be either 3 or 4 if densification takes place. Figure 3 shows the appropriate plot involving the volume strain rate and the average grain intercept. Interestingly, the results show a high degree of correlation (r2 = 0·97) but the measured grain size exponent is 6·7, well above any reasonable value for the expected densification mechanism under the assumptions of the combined stage sintering model. The implication is that the increase in the grain size during isothermal sintering is far too small to account for the reduction in the volume strain rate under the assumptions of the kinetic models for isothermal sintering. High grain size exponents were also obtained for zirconia and alumina ceramics in a previous study and this was attributed to the extent of aggregation in the powder and the green compacts.9 Indeed, Fig. 1b show that the powder particles used here are irregular aggregates that result in low green density.
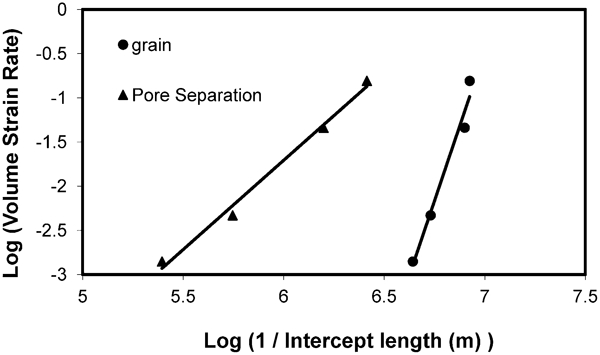
Plot of log volume strain rate against log 1/lengthscale using grain size and pore separation
Figure 3 also shows a plot of the volume strain rate against the average pore separation rather than the grain intercept. The plot gave an exponent of 2·0 suggesting that the increase in pore intercept occurs rapidly enough to account for the decrease in volume strain rate. Indeed, the pore separation is accumulating too quickly to represent the diffusion distance under the assumptions of the sintering models. The low exponent may well be explained by the spatial distribution of pores. Figure 1a shows that the pores sections tend to be arranged around dense aggregates. Therefore the average pore separation will include many intercept lengths across the dense aggregates which will not closely represent the diffusion distance between nearest neighbour pore sections.
The fact that the exponents measured so far were neither close 3 nor 4 suggests that the nature of the correlation is somewhat more complicated than that assumed in the kinetic models. One solution to this problem is to redefine a diffusion length that is sensitive to the real spatial arrangement of pores. In the past this has been done by introducing the number of pores per grain into the definition of volume strain rate.20 More recently, pore boundary tessellation has been used to define a flux weighted effective diffusion length λdeff, that takes into account the spatial arrangement of pores by biasing the result towards the more closely spaced pores that are expected to make a greater contribution to the flux.9 The advantage of the flux weighted effective diffusion length is that it better approximates the basic assumptions that are used to develop the sintering models and thereby avoids the need to develop more sophisticated sintering models that accommodate different and yet undefined spatial arrangements of pores. Figure 4 shows the relevant plot involving volume strain rate and effective diffusion distance for HAp that resulted in an exponent of 3·4. While this is much improved compared to the value of 6·7 for the grain size exponent, it is still difficult to attribute the microstructural dependence to one of the two exponents expected from the Combined Stage Sintering Model.
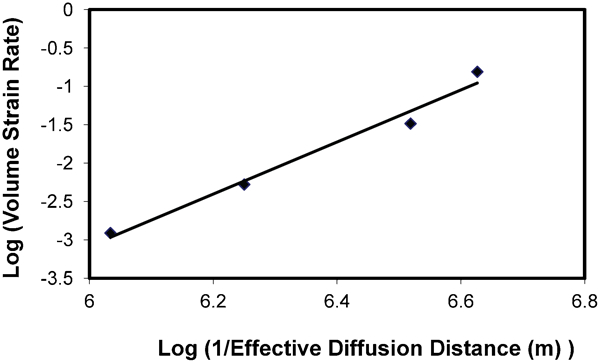
Plot of log volume strain rate against log 1/lengthscale using effective diffusion distance
The value of the exponent must now be considered further in terms of the geometrical assumptions of the sintering models.12,13,16 The following discussion will refer specifically to the Combined Stage Sintering Model that employs a generalised diffusion field geometry for all stages of sintering and applies it through the DeHoff Cell Models,21 which scales the volume strain rate dρ/ρdt to the microstructure. Without repeating the derivations that can be found elsewhere,13 the DeHoff cell model results in the following proportionality for volume diffusion



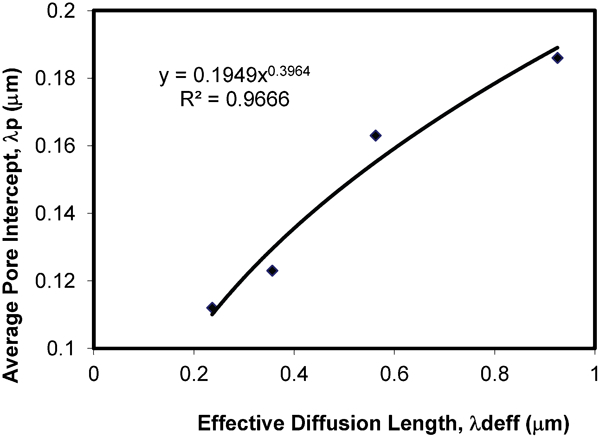
Experimentally determined relationship between pore intercept and effective diffusion distance for HAp
Conclusion
The grain size exponent was measured for isothermal sintering of HAp at 1100°C. The measured grain size exponent was 6·7, much higher than the expected values for volume diffusion and grain boundary diffusion under the assumptions of the Combined Stage Sintering Model and hence the Master Sintering Curve. The high value of the exponent suggests that the increase in grain size during isothermal sintering could not account for the reduction in the volume strain rate. Similar relationships for pore separation and the previously defined effective diffusion distance λdeff, gave exponents of 2·0 and 3·4 respectively. The experimentally determined relationship between the effective diffusion distance λdeff and the pore size was then used to calculate a ‘corrected theoretical exponent’ of 3·6 for volume diffusion which is close to the experimentally measured value of 3·4. Therefore the study demonstrates how the effective diffusion distance and the corrected theoretical exponent can be used to apply a microstructural correction to the Combined Stage Sintering Model for sintering of aggregated HAp at 1100°C. The resulting exponent was used to quantify the microstructural sensitivity of sintering kinetics but not to attribute a specific sintering mechanism.
Footnotes
Acknowledgements
The authors would like to acknowledge the financial support of the National Science Foundation under grant no. 0900254.