
Abstract
Multilayer laminates with gradients in material composition and porosity were fabricated by the combination of ZrO2, Al2O3–ZrO2 and Al2O3–MgAl2O4 preceramic papers with MgO–MgAl2O4, Al2O3 and MgAl2O4 ceramic green tapes. A ZrO2–loaded adhesive based on an aqueous dispersion of copolymerised polyvinyl acetate served as the interface adhesive. The shrinkage behaviour of the individual layers was adapted by combining coarse and fine grained ceramic powders in order to avoid crack formation and delamination during firing. Defect-free multilayer laminates were obtained after sintering at 1700°C for 5 h which offer a high potential for application in refractory functional components.
Introduction
Refractories are exposed to high temperatures and must withstand thermal and mechanical stresses as well as corrosion by molten metal, slags, fluxes and corrosive atmospheres.1–3 Degradation of refractories during service in harsh environment is a complex phenomenon and the overall wear rate of refractories is dependent on the contributions of all degradation mechanisms involved.1,4 Though carbon bonded refractories exhibit superior degradation stability,1,3 carbon dioxide emission and carbon dissolution in steel melts are considered major disadvantages. The development of advanced refractory materials with low-to-no carbon content is a great challenge since chemical properties like wetting behaviour, compatibility between slag and refractory, and thermal shock behaviour must be taken into account. The thermal shock behaviour can be improved by tailoring the porosity, but porosity facilitates penetration of the metal or slag melt into the refractory material, and leads to interface reactions and corrosion degradation. Refractories of very high density, however, tend to be more susceptible to thermal shock damage.4 Designing multilayer refractories by combination of thermal shock resistant porous layers with corrosion resistant dense layers is of great interest for the fabrication of advanced carbon free refractories. The multilayer design allows for the production of low carbon steel and reduces the amount of carbon dioxide emission. In this work, graded refractories are fabricated by alternating stacking and lamination of preceramic papers and ceramic green tapes.
Preceramic paper and ceramic green tapes
Preceramic paper has recently demonstrated the capacity to fabricate ceramics with various composition and porosity ranging from 15 to 65%.5–8 The pulp fibre network provides shape stability and strength to the green preceramic papers which, upon thermal decomposition and sintering, results in an interconnected pore structure with elongated pores. Tape casting is a well established low cost industrial process for the manufacture of thin ceramic sheets distinguished by low porosity of <1%.9,10 The tape sintering shrinkage and microstructure formation can be tailored in a wide range by applying multimodal powder mixtures.11,12 The preceramic paper and the ceramic green tape both contain plasticisers and binders, which provide high flexibility and excellent shaping ability and may facilitate multilayer laminate manufacturing.
Multilayer laminate processing
Ceramic multilayer technology is commonly used for the fabrication of electroceramic components like capacitors, inductors, high integrated circuits and actuators.10,13–16 Multilayer processing also offers the possibility to manufacture composite structures for structural applications, which can be composed of different layers with varied composition and microstructure. Typically, stacked ceramic green tapes are laminated by thermocompression where the adjacent green tapes are joined together at elevated temperatures and pressures. Mass flow is induced above the glass transition temperature of the binder-plasticiser system and the particles of two neighbouring tapes interpenetrate across the interface.
The properties of a multilayer composite can be made superior to those of the constituents by the appropriate laminate design.17 Mismatch in the layers’ shrinkage behaviour, however, can result in constrained sintering and give rise to an increased residual porosity.18,19 Furthermore, a mismatch in the coefficients of thermal expansion (CTE) may generate residual stresses upon cooling. While these internal stresses may increase fracture toughness, stresses exceeding a critical threshold can cause delamination and crack formation.20–22 Control of shrinkage, thermal expansion and thickness of individual layers is therefore essential to avoid delamination and cracking during the fabrication of ceramic multilayer structures. Multimodal powders are applied to increase powder packing density in the green body in order to reduce differential shrinkage upon densification.23 Following the rule of mixtures the coefficient of thermal expansion can be altered by a mixture of powders with different CTEs.24
Experimental procedure
Preceramic paper
Three different types of preceramic paper (P) (in the following referred to as P-Z, P-AZ and P-AS), composed of 90, 86 and 84 wt-% ceramic powder and 10, 14 and 16 wt-% pulp fibres and organic additives respectively, were prepared from low concentration aqueous pulp suspensions. In each case the ceramic filler applied was a mixture of a fine grained and a coarse grained oxide component: Y-TZP+Mg-PSZ (P-Z), Al2O3+Mg-PSZ (P-AZ) or Al2O3+Al2O3-MgAl2O4 (P-AS) respectively. The aqueous feedstock containing 0·6 vol.-% non-refined hardwood pulp with an average diameter of 15 μm and an average length of 657 μm (Celbi PP, Celulose Beira Industrial SA, Figueira da Foz, Portugal) was homogenized by vigorous stirring at a pH of 7·6–8·1 for 1 h. Fine grained Y-TZP (CY3Z-MA, Saint-Gobain Zirpro Co. Ltd, Handan, Hebei, China) and Al2O3 (CT 3000 SG, Almatis GmbH, Frankfurt, Germany) powders with submicrometre particle sizes of 0·2 and 0·5 μm were dispersed in water (20 vol.-% filler) and the aqueous suspensions were added to the feedstock. 3 wt-% Mg-PSZ (ZrO2/MgO 97/3-15 μm, molten and ground, Ceram GmbH Ingenieurkeramik, Albbruck-Birndorf, Germany) and Al2O3–MgAl2O4 (AR 78–20 μm, Almatis GmbH, Frankfurt, Germany) powders with mean particle sizes of 7·5 and 2·0 μm were added. Retention losses during filtration were compensated by the addition of adequate amounts of excess filler. Flocculation of the feedstock suspensions was induced by the addition of 2 vol.-% cationic starch ether (Fibraffin K72, Südstärke GmbH, Schrobenhausen, Germany) and 5 vol.-% anionic starch ester (Fibraffin A5, Südstärke GmbH, Schrobenhausen, Germany). Both starch derivatives were applied as a 1 wt-% colloidal aqueous suspension. Table 1 summarises the feedstock composition.
Feedstock composition for preceramic paper processing (excluding water)

Circular preceramic paper sheets 200 mm in diameter were formed on a Rapid Köthen sheet forming device (Haage Laborblattbildner BBS-2, Estanit GmbH, Mülheim an der Ruhr, Germany). Compressed air was used for the agitation of the diluted feedstock. Dewatering was performed under a mild vacuum (<104 Pa). The as-filtered specimens were dried at 90°C for 15 min resulting in preceramic paper sheets with a medium thickness ranging from 215 to 295 μm.
Ceramic tapes
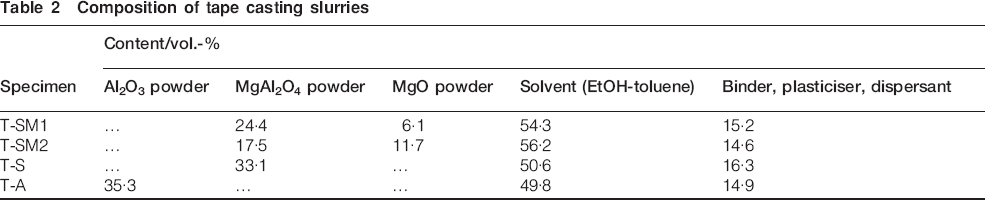
Ceramic green tapes of Al2O3, MgAl2O4 and MgO–MgAl2O4 were prepared via tape casting of organic based slurries containing fine ceramic powders with solid loadings of 30–35 vol.-%. Powders of Al2O3 (CT 1200 SG, Almatis GmbH, Ludwigshafen, Germany), MgAl2O4 (AR 78 -20 μm, Almatis GmbH) and MgO (Luvomag MI, Lehmann & Voss Co., Hamburg, Germany) with a mean particle size of 1 to 3 μm were dispersed in an azeotropic mixture of ethanol and toluene (68 wt-%/32 wt-%) by ball milling for 24 h in a tumbling mixer (Turbula, W.A. Bachhofen AG, Basel, Switzerland). Stabilisation of the deagglomerated particles was achieved by adding 1 wt-% of a dispersant Hypermer KD1 (Croda Inc., Edison, NJ, USA). Polyvinylbutyral binder (BUTVAR, Solutia Inc., St. Louis, MO, USA) and a plasticizer (Santicizer, Ferro Corp., Cleveland, OH, USA) were added to the tape casting slurries prior to homogenization. Four tape formulations T were prepared: an alumina slurry (T-A), a magnesium aluminate spinel slurry (T-S) and two slurries with a mixture of spinel and magnesia (T-SM1, T-SM2). The powder mix ratio of magnesia to spinel (in vol.-%) was adjusted to M/S 0·2 for T-SM1 and 0·4 for the T-SM2 composition respectively. Table 2 shows the formulations of the prepared tape casting slurries. After screening and degassing (2·3×105 Pa, 20 min) the slurries were cast on a casting device equipped with a static double chamber head. A silicon coated PET film (Mitsubishi Plastics Inc., Japan) served as a moving tape carrier with the casting speed set to 700 mm min−1. Drying was performed in air under ambient conditions. The gap height between the blade and the carrier was adjusted to 1000 μm resulting in an average thickness of the dried green tapes of approximately 380 μm.
Composition of tape casting slurries
Lamination and co-firing of preceramic papers and ceramic green tapes
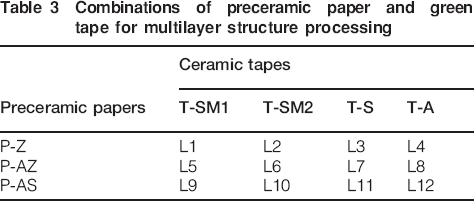
A three-layer design was selected for the fabrication of multilayer structures with the preceramic paper covered on both sides by ceramic green tapes as seen in Fig. 1. The symmetric layout minimises warpage during sintering which may be caused by mismatch in shrinkage rates. Warpage is often observed in structures with an asymmetric layout. Moreover, the symmetric design considers the final refractory application of a porous core microstructure covered by dense surface layers to combine thermal resistance with corrosion resistance. Combining three different preceramic paper compositions with four different green tape compositions, 12 different multilayer structures were prepared for testing, which are summarised in Table 3.
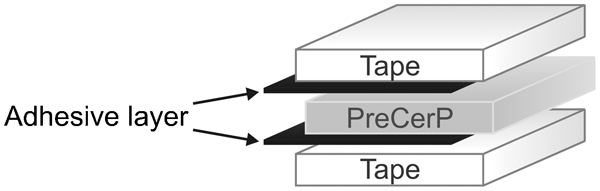
Symmetric stacking sequence of preceramic paper (PreCerP) in core and two ceramic tapes on surfaces
Combinations of preceramic paper and green tape for multilayer structure processing
Lamination was achieved by a modified cold low pressure lamination technique.25 Before stacking, the green tapes and preceramic papers (40×40 mm2) were coated with the adhesive. After stacking the layers in the favoured sequence, a low pressure of 5 kPa was applied at room temperature. Rolled layered tubes were produced by wrapping stripes of ceramic tapes and preceramic papers on a roll shaft 10 mm in diameter. The adhesive was prepared by adding 5·6 vol.-% Y-TZP (CY3Z-MA, Saint-Gobain Zirpro Co. Ltd, Handan, Hebei, China) and 6·9 vol.-%Mg-PSZ (ZrO2/MgO 97/3, Ceram GmbH Ingenieurkeramik, Albbruck-Birndorf, Germany) powders with mean particle sizes of 0·2 and 5·8 μm to an aqueous dispersion of copolymerised polyvinyacetate (Planatol Adhesive GmbH, Rohrdorf, Germany). 1·8 vol.-% aqueous ammoniumpolymetacrylate suspension (Darvan C-N, R.T. Vanderbilt Company Inc., Norwalk, Connecticut, USA) was added as a dispersant and a small amount of 1-octanole (Merck KGaA, Darmstadt, Germany) served as a defoaming agent. The viscosity of the adhesive solution was adjusted by the addition of 16·7 vol.-% deionised water. The adhesive solution was homogenized for 24 h in a tumbling mixer (Turbula, W.A. Bachhofen AG, Basel, CH).
Single layer sheets of preceramic paper and ceramic tapes as well as multilayer laminate structures were debinded and sintered in an electrically heated furnace (HT 16/17, Nabertherm, Lilienthal, Germany) under ambient air atmosphere. The temperature was raised with a constant heating rate of 2·5°C min−1 up to 150°C, followed by a heating rate of 0·5°C min−1 up to 350°C. The temperature was held at 350°C for 1 h and then increased to 600°C with a heating rate of 1°C min−1. At 600°C a dwell time of 1 h assured complete decomposition and removal of pulp and all organic additives. Heating from 600 to 1700°C and cooling down were done at a rate of 5 K min−1. After a period of 5 h at 1700°C dense microstructures of the ceramic tapes were obtained.
Characterisation methods
In-plane sintering shrinkage of preceramic papers and ceramic tapes as well as multilayer paper tape laminates was measured by dilatometry (DIL 402 C, NETZSCH-Gerätebau GmbH, Selb, Germany) on green specimens (16×5×2 mm3) up to 1600°C while applying a heating rate of 5 K min−1. Out-of-plane shrinkage and total sintering shrinkage after heating at 1700°C for 5 h was additionally quantified by measuring the dimensional change with a calliper with a resolution of 1 μm. Density and porosity of sintered single sheets were measured by Archimedes method in deionised water. Fractional densities of the ceramic tapes were calculated from theoretical density values of 3990 kg m−3 for alumina and 3600 kg m−3 for magnesia and spinel. The distribution of porosity in the paper-tape laminates was derived from representative SEM micrographs (ESEM, Quanta 200, FEI, Czech Republic) taken from cross-sections perpendicular to the sheet plane (out-of-plane). The sintered specimens examined using SEM were embedded in epoxy resin, cut and polished. The SEM micrographs were transformed into binary images by defining appropriate grey scale thresholds. Local porosity distribution was derived from image analysis (Image J V1·43, Wayne Rasband National Institutes of Health, Bethesda, MD, USA) using the line scanning function.
The thermal diffusivity α was determined by xenon flash method (Xenonplussystem XP 20, Compo Therm, Syke, Germany) at room temperature. Samples were coated with a thin carbon layer on both surfaces. The thermal conductivity λ (W m−1 K−1) was calculated from

Results and discussion
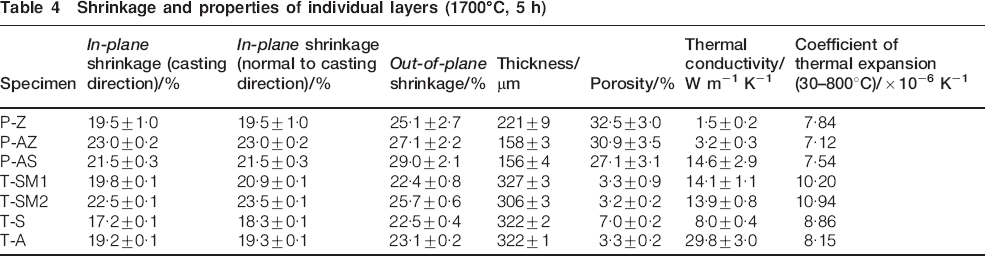
Table 4 summarises the shrinkage data, physical properties and thermal properties of the sintered individual layers. Despite the pronounced difference in residual porosity of the preceramic paper (porosity 27–33%) and the ceramic tape (porosity 3–7%), both paper and tape exhibit a similar in-plane sintering shrinkage of 19·2 – 23·5%. Therefore, the similarity of in-plane sintering strain facilitates co-sintering and allows for the fabrication of delamination free multilayer laminate composites.
Shrinkage and properties of individual layers (1700°C, 5 h)
Co-firing of paper-tape multilayer laminates
Appropriate matching of shrinkage and the coefficients of thermal expansion between the laminate layers is important in order to achieve a defect-free densification of paper-tape laminates. The feedstock compositions of the preceramic papers were adapted by variation of the filler content and powder particle size ratios to tailor the shrinkage to that of the ceramic tapes. Table 5 shows the shrinkage and the sintered thickness of the fired laminates. Debinding and sintering of the multilayer laminates at 1700°C for 5 h resulted in defect-free laminates for all investigated samples except L1. For all samples a pronounced anisotropy in shrinkage with 17·4 – 22·3% in-plane and 19·3 – 30·5% out-of-plane was measured. This anisotropy is due to the orientation of the non-spherical particles in the velocity gradient under the Doctor-blade during the casting process. While the pulp network in the preceramic papers resulted in a porosity of 27 to 33 vol.-% after sintering, the open porosity in the ceramic green tapes was almost completely eliminated and fractional densities of 93–97% of theoretical density were reached.
Shrinkage behaviour and thickness of multilayer paper-tape composites (1700°C, 5 h)
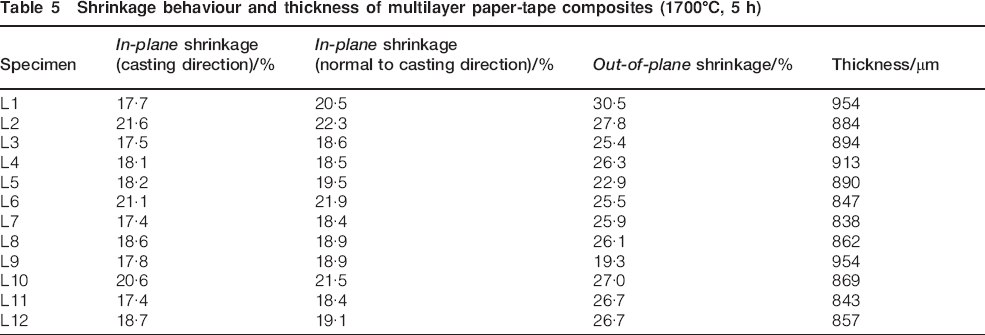
Figure 2 shows the shrinkage versus time curves of the individual layers and of the multilayer laminate specimens. While preceramic papers start to shrink at temperatures of 1110 to 1230°C, higher temperatures of 1319 to 1377°C are required to cause shrinkage in the tapes. The difference in temperatures of maximum shrinkage rate causes the preceramic papers to densify at considerably higher temperatures compared to unconstrained individual paper sheets. When the strain mismatch exceeds a critical threshold, crack formation and delamination of the composite multilayer may be induced.20,26
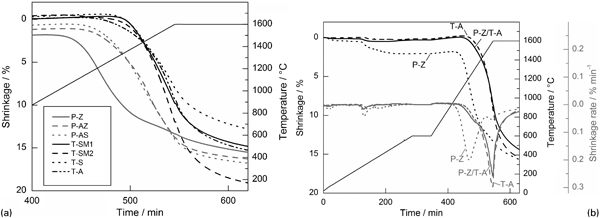
In-planar shrinkage of a individual preceramic paper and ceramic tape and b multilayer paper tape laminates (P-Z/T-A)
In the initial stage of sintering, shrinkage of the composite multilayer laminate is dominated by the alumina green tape (thickness green: 420±3 μm, sintered: 322±1 μm) compared to the zirconia paper layer (thickness green: 292±8 μm, sintered: 221±9 μm). In the final stage of isothermal sintering the higher shrinkage rate of the alumina tape layer is constrained by the lower rate of the paper layer, resulting in lower in-plane shrinkage which is compensated by an increased out-of-plane shrinkage. The same shrinkage behaviour is also observed for laminates of the zirconia containing paper in combination with the other ceramic tapes T-S, T-SM1 and T-SM2 (not shown). Figure 3 shows the ratio of linear shrinkage values of paper-tape laminates L1-L12 over unconstrained individual layer shrinkage measured at 1700°C. Retardation of in-plane shrinkage strain gives rise to values <1, whereas compensation of densification causes the out-of-plane shrinkage rate to attain values >1. A pronounced difference between in-plane and out-of-plane shrinkage is obvious.
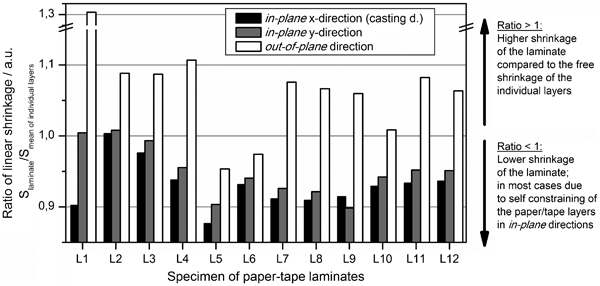
Ratio of linear shrinkage of paper-tape laminates (L1–L12) to that of individual layers under unconstrained conditions in x, y and z direction (1700°C, 5 h): calculation of shrinkage ratio taking into account relation of laminate stacking sequence, what means mean value of shrinkage of individual layers with Tape/Paper 2∶1 was taken as basis
Microstructure
Figure 4 shows the out-of-plane porosity distribution of symmetric three layer laminate structures bonded with a ZrO2 based interface layer (G-Z). The alumina tape layer (T-A) of laminate L8 reveals an almost fully dense microstructure with a porosity of only 1·9±0·8%. In contrast, the paper layer in the centre still contains a porosity of 31·7±5·2%. The ZrO2 based interface adhesion layer exhibits an intermediate porosity of 13·0±2·4%. The corresponding porosity values of L5 were 35·1±3·8% for the paper, 19·2±3·5% for the adhesive and 7·1±2·0% for the tape layer, respectively.
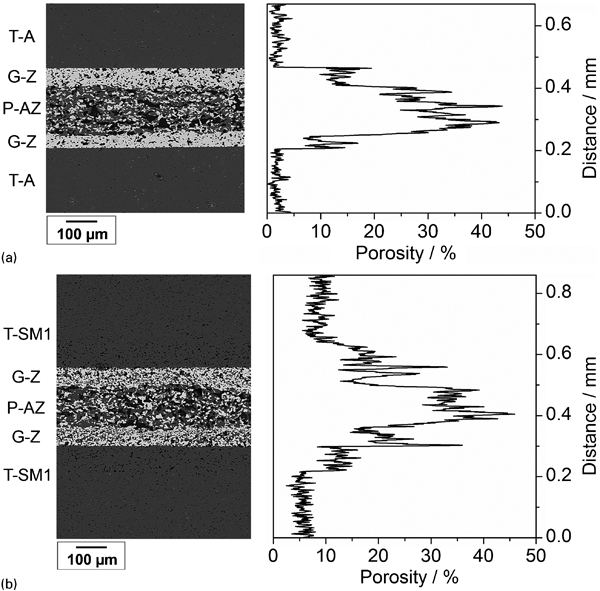
Microstructure and porosity distribution of preceramic paper and ceramic green tape derived multilayer laminates cofired at 1700°C, 5 h: a laminate L8 (P-AZ with T-A); b laminate L5 (P-AZ with T-SM1)
Figure 5 shows the element distribution measured by EDX analysis on the symmetric three layer laminate specimens. Evaluation of the Mg distribution indicates a slight enrichment close to the interface of the preceramic paper and the zirconia adhesive layer (L5) and a corresponding reduction of Mg in the ceramic tape close to the zirconia interface.
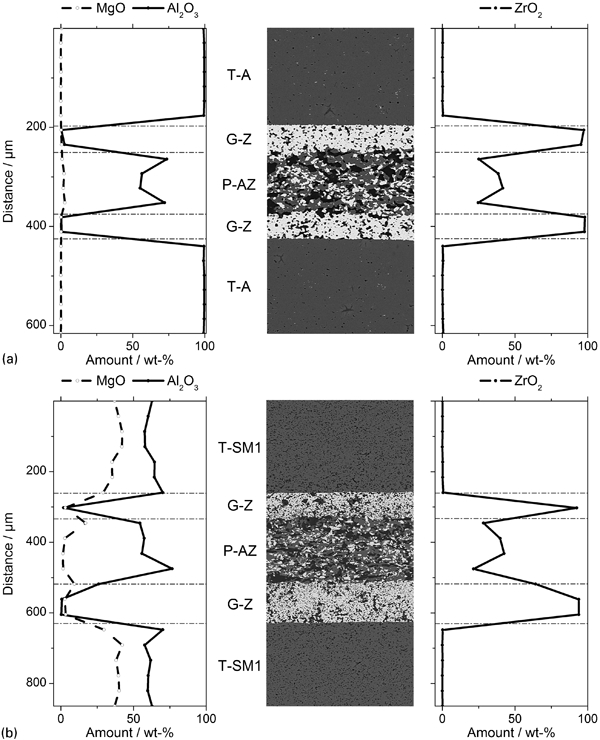
Element distribution in cofired preceramic paper and ceramic green tape derived multilayer laminated with ZrO2 based interface layer (G-Z): a L8 (P-AZ with T-A); b L5 (P-AZ with T-SM1)
Observation of MgAl2O4 crystals precipitated in the ZrO2 adhesive layer suggests transport of Mg2+ and Al3+ and formation of spinel. At the sintering temperature of 1700°C cation mobility of both Mg2+ and Al3+ is sufficiently high to diffuse into the ZrO2 layer as schematically depicted in Fig. 6. Formation of MgAl2O4 from either MgO at the MgO/ZrO2 interface or Al2O3 at the ZrO2/Al2O3 interface is associated with an increase in residual porosity of the ZrO2 based adhesive layer. The formation of spinel is likely to hinder the densification of the zirconia layer.27
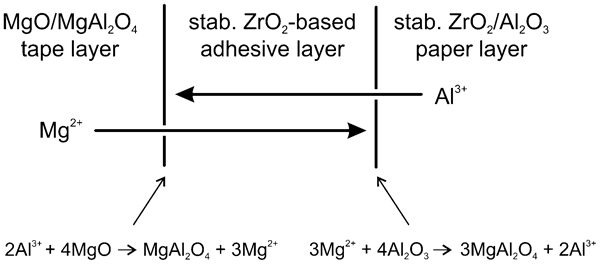
Possible interface reaction forming spinel
Figure 7 shows a multilayer tube fabricated by winding of preceramic paper and tape layers. Six layers of preceramic paper (P-AS) were stacked with four layers of ceramic tape (T-SM1) and segmented by the zirconia based adhesive interface layer resulting in a total wall thickness of approximately 2·5 mm. No delaminations were observed upon co-firing of the multilayer structures at 1700°C for 5 h.
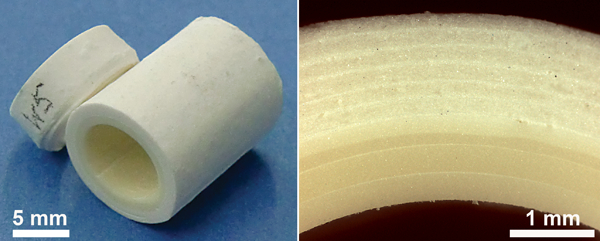
Multilayer laminate tube component fabricated by combining preceramic paper and ceramic tape layers
Conclusion
The combination of preceramic paper sheets and ceramic green tapes allows for the manufacture of multilayer laminate structures of variable composition and variable macroscopic shape. The successful lamination and co-firing of multilayered plates and tubes demonstrates the flexibility and versatility of this novel processing approach. The use of preceramic papers and ceramic green tapes from the system ZrO2/Al2O3/MgO is targeted on high temperature applications. Successful lamination was achieved by using a ZrO2 filled polyvinyl acetate based adhesive under low pressure at room temperature. Co-firing at 1700°C for 5 h resulted in defect-free multilayer structures with porosities in the range of about 33% to nearly dense structures with only closed porosity. Control of the differences in shrinkage rates and shrinkage onset temperatures between the individual layers of the multilayer composite resulted in constrained sintering without defect formation. In summary, the combination of the excellent shaping properties of preceramic papers and ceramic green tapes has a high potential for the manufacture of complex 3D structures for structural and functional applications like, e.g. layered lightweight ceramics or layered SOFC tube structures.
Footnotes
Acknowledgements
Financial support of DFG (priority programme ‘FIRE’) under contract numbers GR 961/31-1 and RO 653/13-1 is gratefully acknowledged.